Что происходит с размерами сварочной ванны при подогреве изделия
Обновлено: 17.05.2024
1. Дуга горит между свариваемым изделием и плавящимся электродом или электродной проволокой.
2. Сварочная ванна защищается газом и шлаком, которые образовались в процессе плавления основного и сварочного материалов.
3. Электрод плавится за счет тепла дуги или газового пламени.
ВОПРОС 2. Какой буквой русского алфавита обозначают вольфрам и ванадий в маркировке стали?
1. Вольфрам — Г, ванадий — В.
2. Вольфрам — В, ванадий — Ф.
3. Вольфрам — К, ванадий — Б.
ВОПРОС 3. Электроды каких марок имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 4. Чему равно общее напряжение нескольких одинаковых источников ЭДС, соединенных последовательно?
1. Напряжению одного из соединенных источников ЭДС.
2. Частному от деления произведений напряжений соединенных источников ЭДС на сумму их напряжений.
3. Алгебраической сумме напряжений источников ЭДС.
ВОПРОС 5. Какой частоты переменного тока, вырабатывают электростанции в России?
1. Переменный ток с частотой 100 Гц.
2. Переменный ток с частотой 60 Гц.
3. Переменный ток с частотой 50 Гц.
ВОПРОС 6. Укажите величину зазора между свариваемыми кромками элементов толщиной до 5 мм по ГОСТ 5264-80?
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых конструкционных сталей сталей.
3. Для сварки низколегированных конструкционных сталей.
ВОПРОС 8. Что обозначает в маркировке электродов буква «Э» и цифры, следующие за ней?
1. Марку электрода и номер разработки.
2. Завод-изготовитель и номер покрытия.
3. Тип электрода и гарантируемый предел прочности наплавленного ими металла в кгс/мм2.
ВОПРОС 9. Влияет ли род и полярность тока на величину проплавления при РДС?
1. Влияет незначительно.
3. Влияет существенно.
ВОПРОС 10. Как влияет длина дуги на ширину шва?
2. С увеличением длины дуги ширина шва уменьшается.
3. С увеличение длины дуги ширина шва увеличивается.
ВОПРОС 11. В каких условиях рекомендуется хранить электроды?
1. В сухом отапливаемом помещении при температуре не ниже +15 и влажности воздуха не более 50 %.
2. В складском помещении при температуре выше 00С.
3. В ящиках, в упакованном виде.
ВОПРОС 12. Какие дефекты могут быть в сварном шве, если притупление кромок превышает рекомендуемую величину?
1. Возможно появление непровара корня шва.
2. Возможно появление холодных трещин.
3. Возможно появление пористости.
ВОПРОС 13. С какой целью источники питания сварочной дуги для ручной дуговой сварки имеют напряжение холостого хода выше, чем напряжение на дуге при сварке?
1. Для увеличения глубины проплавления в начале шва.
2. Для улучшения возбуждения дуги.
3. Для уменьшения разбрызгивания металла.
ВОПРОС 14. Какие углеродистые и низколегированные стали необходимо подогревать при сварке?
1. С эквивалентным содержанием углерода более 0,5 %.
2. С содержанием серы и фосфора более 0,05 % каждого.
3. С содержанием кремния и марганца до 0,5…1,5 % каждого.
ВОПРОС 15. Какие способы резки рекомендуется применять для подготовки деталей из аустенитных сталей?
2. Кислородно-флюсовая, плазменно-дуговая, механическая.
ВОПРОС 16. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствие дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва.
2. Влияние на свариваемость способа сварки и возможность появления дефектов в результате воздействия термического цикла на сварочную ванну и кристаллизующейся металл шва.
3. Влияние на свариваемость объема сварочной ванны и кристаллизующегося металла шва.
ВОПРОС 17. Какие сварочные деформации называют остаточными?
1. Деформации, появляющиеся во время сварки.
2. Деформации, появляющиеся по окончании сварки.
3. Деформации, образующиеся под действием эксплуатационных нагрузок.
ВОПРОС 18. Допускаются ли трещины в сварных швах при сварке низколегированных сталей?
1. Допускается, если их длина не превышает толщины металла шва.
2. Допускается, если концы трещины после сварки заварить газовой сваркой.
3. Не допускаются.
ВОПРОС 19. Какой род тока более опасен при поражении человека электрическими токами при напряжении 220В?
1. Переменный ток 50 Гц.
2. Постоянный ток.
3. Ток высокой частоты.
ВОПРОС 20. Какими индивидуальными средствами должен обеспечиваться сварщик при выполнении потолочной сварки?
1. Поясом безопасности.
2. Беретом и рукавицами.
3. Нарукавниками, шлемом и пелеринами.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Форма и размеры сварочной ванны
Форму и размеры сварочной ванны можно оценить, используя основные положения теории распространения теплоты при сварке.
Для образования сварочной ванны и шва применяют различные источники нагрева. Они характеризуются полной и эффективной мощностью.
Полную мощность источника нагрева q o определяют по выходным параметрам, например, по сварочному току и напряжению дуги или электронного луча, мощности светового, плазменного и других потоков. На нагрев металла при сварке расходуется не вся мощность источника, а только ее часть, называемая эффективной тепловой мощностью q:
q = η и q o ; η и = q/q o
Н. Н. Рыкалин предложил коэффициент ηи называть эффективным к. п. д. процесса нагрева изделия. Эффективный к. п. д. учитывает неизбежные потери теплоты на излучение, конвективный теплообмен со средой и т. д. Эффективную мощность определяют путем калориметрирования, эффективный к. п. д. рассчитывают. Наиболее высокие значения эффективного к. п. д. характерны для электронно-лучевой (0,8—0,95) и дуговой сварки под флюсом (0,8—0,9); невысокие значения η и , имеют способы газовой сварки (0,3—0,5).
Минимальную тепловую мощность, необходимую для расплавления основного металла и образования сварочной ванны, определяют из выражения
q пл = g o ΔH пл
где g o — массовая скорость плавления основного металла; ΔН пл — энтальпия металла при температуре плавления с учетом теплоты плавления.
Массовую скорость плавления металла рассчитывают по формуле
g o = vυ св F пp , (2.1)
где v — плотность твердого металла; υ св — скорость сварки; F gp — площадь проплавления.
На плавление металла и образование ванны расходуется только часть эффективной тепловой мощности, учитываемая термическим к. п. д. процесса плавления:
η t = g o ΔH пр /q (2.2)
Доля полной мощности, расходуемой на плавление металла при сварке, определяется полным к. п. д. процесса плавления
η пр = g o ΔН пр /q o
С учетом qo = q/ηи получим ηпр = ηtηи.
Анализ показывает, что основным и определяющим параметром режима сварки плавлением является величина погонной энергии q/υ св . B. Этот параметр характеризует тепловложение на единицу длины и в значительной степени определяет геометрические рлчмеры ванны и шва.
В общем виде размеры сварочной ванны в зависимости от погонной энергии и ее составляющих — эффективной тепловой мощности и скорости сварки — могут быть приближенно оценены уравнениями
е = A 1 q/υ cв S; L = А 2 q 2 /υ св s 2 ; G = А 3 q 3 /(υ св S) 2 ,
где е, L, G — ширина, длина и масса сварочной ванны; A 1 , А 2 , А 3 — коэффициенты, зависящие от теплофизических свойств свариваемого металла; s — толщина свариваемых кромок.
Из приведенных уравнений следует, что независимо от принятого источника теплоты с увеличением погонной энергии возрастают размеры ванны и ее масса. Однако при одинаковой погонной энергии, в зависимости от свойств принятого источника теплоты, соотношения между геометрическими размерами ванны и шва могут существенно изменяться. Так, при одинаковой погонной энергии по мере увеличения сосредоточенности источника теплоты возрастает глубина проплавления и сокращается ширина шва. При одинаковой сосредоточенности источника и одинаковой погонной энергии то же происходит при увеличении давления на ванну.
При сварке одним и тем же источником теплоты при одинаковой погонной энергии определенное влияние на соотношение геометрических размеров шва может оказывать режим процесса. Например, при повышении скорости сварки и одновременном увеличении тепловой мощности источника нагрева (из условия сохранения постоянства погонной энергии) обычно наблюдается увеличение глубины проплавления. Это связано с повышением термического к. п. д. процесса ηt и увеличением давления источника нагрева на ванну при повышении его мощности.
Формирование сварочной ванны и шва
Важным фактором, влияющим на геометрические размеры шва и глубину проплавления, является пространственное расположение шва при сварке. При вертикальном расположении создаются особенно благоприятные условия для глубокого проплавления металла благодаря удалению расплавляющегося металла из-под дуги в результате давления источника и под действием силы тяжести ( рис. 2.3, а ).
В связи с этими же обстоятельствами при сварке изделий в наклонном положении на подъем глубина проплавления возрастает, при сварке на спуск — снижается. В первом случае металл под действием силы тяжести перетекает в хвостовую часть ванны, уменьшая толщину расплавленной прослойки в пятне нагрева, во втором случае под действием силы тяжести металл затекает в головную часть ванны, опережая источник теплоты, и увеличивает толщину расплавленной прослойки ( рис. 2.4 ).
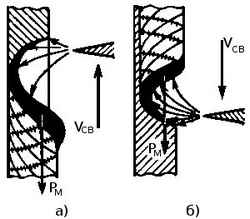
Рис. 2.3. Сварка вертикальных соединений со свободным формированием швов:
а — снизу вверх (на подъем); б— сверху вниз (на спуск); Рм - сила тяжести расплавленного металла
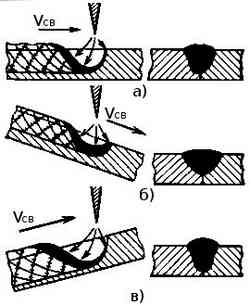
Рис. 2.4. Сварка в нижнем положении
а — без наклона; б — наклон по направлению сварки (на спуск); в — наклон против направления сварки (на подъем)
Формирование швов на спуск и на подъем имеет место при сварке кольцевых поворотных швов, расположенных в вертикальной плоскости. Условия формирования швов зависят от смещения источника нагрева относительно верхней точки окружности (рис. 2.5). При смещении источника нагрева в сторону, противоположную вращению изделия, происходит формирование шва на спуск; по направлению вращения изделия — на подъем.
При сварке кольцевых швов изделий небольшого диаметра возникает опасность стекания расплавленного металла из сварочной ванны . Предупредить стекание можно сокращением ее размеров, изменяя режим или смещая источник против вращения. Обычно используют оба пути; сварку поворотных стыков колцевых швов малых диаметров, как правило, ведут на спуск при небольшой глубине проплавления.
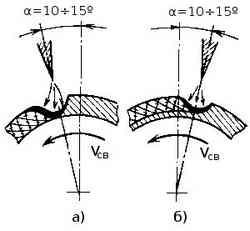
Рис. 2.5. Формирование швов при сварке кольцевых соединений (а — угол смещения источника нагрева): а — на подъем; б — на спуск
Удержание ванны приобретает особенно важное значение при сварке в вертикальном и потолочном положениях.
При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем) ( см. рис. 2.3 ). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны способствует давление источника. При сварке на подъем ванна удерживается только силами поверхностного натяжения. При сварке в вертикальном положении для удержания ванны приходится ограничивать тепловую мощность и размеры ванны. Большой эффект достигается с применением импульсного введения теплоты, когда размеры ванны особенно ограничены.
Большое распространение получила сварка вертикальных соединений с двусторонним принудительным формированием шва. Сварку ведут снизу вверх с расположением источника нагрева в направлении оси шва. Сварку с двусторонним принудительным формированием (электрошлаковую, дуговую) применяют для соединения толстостенных элементов.
Выполнение сварных соединений в потолочном положении ( рис. 2.6 ) осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением источника. Для удержания ванны в потолочном положении такженеобходимымеры по ограничению ее объема.
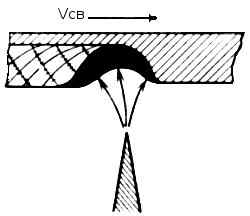
Рис. 2.6. Формирование ванны и шва при сварке в потолочном положении
Примером формирования шва во всех пространственных положениях, в том числе и промежуточных, может служить сварка неповоротных стыков кольцевых швов ( рис. 2.7 ). В различных участках создаются неодинаковые условия существования ванны и соответственно меняется ее форма. Наибольшая глубина проплавления сварочной ванны достигается при угле поворота источника нагрева, равном 270°. При этом формирование шва осуществляется на подъем. Наименьшая глубина соответствует повороту источника на 90° и формированию шва на спуск. Для поддержания постоянства параметров ванны и шва в процессе сварки необходимо изменять режим, например, сварочный ток, скорость сварки, давление защитного газа над сварочной ванной и др.
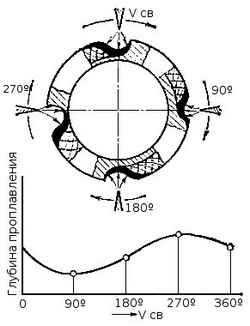
Рис. 2.7. Формирование шва и зависимость глубины проплавления от положения ванны в пространстве при сварке неповоротных кольцевых соединений
Особенно неблагоприятные условия формирования шва наблюдаются при выполнении горизонтальных сварных соединений в вертикальной плоскости ( рис. 2.8 ). Расплавленный металл ванны натекает на нижнюю свариваемую кромку. Это приводит к образованию несимметричной выпуклости шва, а в ряде случаев и подрезов. При сварке горизонтальных швов требования к сокращению размеров сварочной ванны особенно жесткие.
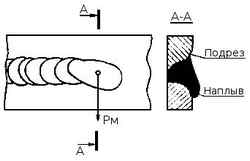
Рис. 2.8. Формирование горизонтального шва при сварке в вертикальной плоскости
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления металла.
2. Повышает устойчивость горения дуги, образует комбинированную газо-шлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва, улучшает формирование шва.
3. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
ВОПРОС 2. Какой буквой русского алфавита обозначают кремний и кобальт в маркировке стали?
1. Кремний — К, кобальт — Т.
2. Кремний — Т, кобальт — М.
3. Кремний — С, кобальт — К.
ВОПРОС 3. Какие стали относятся к группе углеродистых сталей?
1. Ст3сп5, Сталь10, Сталь15, 20Л, 20К, 22К.
2. 45Х25Н20, 15ГС, 09Г2С.
3. 08Х14МФ, 1Х12В2МФ, 25Х30Н.
ВОПРОС 4. Укажите правильное название источников постоянного тока
1. Сварочные выпрямители, генераторы, агрегаты.
2. Специализированные сварочные установки.
ВОПРОС 5. Для чего служит трансформатор?
1. Для преобразования частоты переменного тока
2. Для преобразования напряжения электрической сети
3. Для преобразования напряжения электрической сети при постоянной силе тока.
ВОПРОС 6. Какие параметры необходимо контролировать после выполнения подготовки деталей и сборочных единиц под сварку?
1. Форму, размеры и качество подготовки кромок; правильность выполнения переходов от одного сечения к другому; другие характеристики и размеры, контроль которых предусмотрен ПКД или ПТД.
2. Форму и размеры расточки или раздачи труб; качество зачистки подготовленных под сварку кромок; химический состав металла.
3. Все параметры, указанные в п.п. 1 и 2.
ВОПРОС 7. Для какой группы сталей применяют при сварке электроды типов Э50, Э50А, Э42А, Э55?
1. Для сварки конструкционных сталей повышенной и высокой прочности.
2. Для сварки углеродистых конструкционных сталей.
3. Для сварки высоколегированных сталей.
ВОПРОС 8. Что обозначает в маркировке типов электродов буква «А», например Э42А?
1. Пониженное содержание легирующих элементов.
2. Пониженное содержание углерода.
3. Повышенные пластические свойства наплавленного металла.
ВОПРОС 9. Нужен ли предварительный подогрев для сварки хорошо свариваемых малоуглеродистых и сталей толщиной менее 30 мм?
3. По усмотрению руководителя работ.
ВОПРОС 10. Каким инструментом определяют соответствие ширины шва стандартным требованиям?
1. Шаблоном сварщика
ВОПРОС 11. Укажите место возбуждения и гашения дуги при ручной дуговой сварке
1. На поверхности изделия.
2. В разделке кромок или на ранее выполненном шве.
3. В кратере шва.
ВОПРОС 12. Какие источники питания дуги рекомендуется применять для сварки электродами с основным покрытием?
1. Источники питания дуги переменного тока.
2. Любые источники питания.
3. Сварочные преобразователи постоянного тока и выпрямители.
ВОПРОС 13. Укажите, как влияет увеличение скорости ручной дуговой сварки на размеры сварного шва?
1. Глубина проплава уменьшается.
2. Влияния не оказывает.
3. Увеличивается ширина шва.
ВОПРОС 14. Какая зона в сварочной дуге называется анодным пятном?
1. Высокотемпературный участок дуги на отрицательном электроде.
2. Высокотемпературный участок дуги на положительном электроде.
3. Наиболее яркий участок в столбе дуги.
ВОПРОС 15. Какие характерные дефекты может вызвать избыток водорода в сварочной дуге?
2. Шлаковые включения.
3. Повышенная пористость металла шва.
ВОПРОС 16. Что может вызвать прожог металла при сварке?
1. Слишком малое притупление кромки.
2. Слишком малый зазор между кромками.
3. Слишком большая скорость сварки.
ВОПРОС 17. Как влияет равномерный подогрев изделий в процессе сварки на величину сварочных деформаций?
1. Увеличивает деформацию изделия.
2. Уменьшает деформацию изделия.
ВОПРОС 18. Что входит в понятие металлургической свариваемости металлов?
1. Влияние на свариваемость химического состава металла и отсутствии дефектов в результате химического взаимодействия элементов в сварочной ванне и кристаллизующемся металле шва?
ВОПРОС 19. Какое напряжение считается безопасным в сухих помещениях?
ВОПРОС 20. Что входит в обозначение сварного соединения на чертеже?
1. Обозначается тип соединения, метод и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Читайте также: