Что такое кристаллизация сварочной ванны
Обновлено: 20.09.2024
В результате воздействия сварочного источника тепла металл расплавляется и образует сварочную ванну – металл, ограниченный изотермической поверхностью Т = Тпл. Размер и форма ее зависят от параметров режима и вида сварки.
В процессе сварки дуга перемешается вдоль свариваемых кромок и образует подвижную сварочную ванну (рис. 11), в передней части (abc) которой происходит плавление основного и присадочного металла, а в хвостовой части (dkn) – кристаллизация металла. Средняя температура ванны составляет 1700. 1850 °С – для АДС и 1600. 2000 °С – для РДС.
| Рис. 11. Схема распределения температуры по длине L сварочной ванны | По мере продвижения дуги расплавленный металл из головной части ванны под воздействием давления дуги отбрасывается в хвостовую часть ванны, где отвод тепла в холодный основной металл преобладает над притоком. Последнее приводит к затвердению сварочной ванны, в процессе которого по границе сплавления образуются общие кристаллы. |
На кристаллизацию металла сварочной ванны оказывают влияние следующие факторы:
1. Наличие в ванне центров кристаллизации в виде зерен оплавившегося основного металла на границе сплавления, карбидов и неметаллических включений.
2. Одновременный с кристаллизацией ввод теплоты в сварочную
ванну движущимся источником тепла, скорость движения которого определяет скорость перемещения фронта кристаллизации.
3. Малый объем и непродолжительное существование расплав-ленной сварочной ванны (1. 2 мин), большие средние скорости роста кристаллов.
4. Значительный градиент температур и перегрев металла в центре сварочной ванны.
5. Интенсивное перемешивание металла.
6. Воздействие на кристаллизующийся металл термодеформационного цикла сварки.
В процессе кристаллизации металла шва формируется его первичная структура, определяемая формой, размерами, взаимным расположением кристаллитов, характером дендритных образований и фазовых выделений.
В результате кристаллизации освобождается некоторая энергия – теплота кристаллизации, численно равная скрытой теплоте плавления. Эта теплота отводится через границу раздела твердой и жидкой фаз в более холодное тело, что обусловливает прерывистый характер кристаллизации.
Рост кристаллитов в сварочном шве происходит нормально к фронту кристаллизации, т. е. к изотермической поверхности кристаллизации (ИПК), соответствующей Тпл (рис. 12). Скорость роста кристаллитов Vкр зависит от скорости сварки V (рис. 13).
| Рис. 12. Схема сварочной ванны (I–I – ось кристаллита) | Рис. 13. Схема расчёта скорости кристаллизации |
Вектор скорости кристаллизации направлен по нормам к изотерме кристаллизации. Vкр = AB/Dt, где АВ – длина закристаллизовавшегося участка; t – время кристаллизации.
Рассмотрим фигуру ABC. Так как размеры бесконечно малы, можно считать ее прямоугольным треугольником и принять АС = x. Тогда АВ = АС×cosa = Dх×cosa и Vкр = (Dx/Dt)×cosa; так как V = Dх/Dt – скорость сварки, то Vкр = V×cosa.
Тип первичной структуры сплава зависит от формы роста кристаллов и условий охлаждения. Различают 3 типа первичной структуры (рис. 14): ячеистую (а), ячеисто-дендритную (б) и дендритную (в).
Рис. 14. Типы первичной структуры
Первичную структуру сварного шва можно регулировать, используя различные металлургические и технологические приемы. Подавление столбчатой структуры с целью получения равноосных кристаллов в швах осуществляется:
а) введением элементов-модификаторов 1-го рода (Ti, V, Nb, Zr и др.);
б) введением модификаторов 2-го рода поверхностно-активных примесей;
в) введением элементов, образующих избыточные фазы в твердых растворах (a–фазы, первичные карбиды и др.);
г) воздействием на сварочную ванну ультразвуковых колебаний или вибраций, электромагнитного перемешивания металла ванны;
д) термической и термомеханической обработкой, прокаткой сварных швов.
Вторичная структура образуется в результате физико-химических процессов и структурных превращений в твердом состоянии. Важную роль в этом играют полиморфные превращения – переход одного вида кристаллической решетки в другую (a«g).
После кристаллизации из жидкого состояния вторичная кристаллизация (перекристаллизация) в твердом состоянии изменяет картину кристаллического строения – возникают и растут новые зерна, появляются новые границы.
Процесс вторичной кристаллизации для сварных швов металлов с полиморфными превращениями имеет несколько аспектов:
1. В процессе охлаждения после сварки нарушается неблагоприятное строение кристаллов и возникает новая, более мелкозернистая структура.
2. Перегретую после сварки ЗТВ можно вновь сделать мелкозернистой за счет нагрева выше Т полиморфных превращений с последующим охлаждением с необходимой скоростью.
3. При сварке давлением при перекристаллизации в твердом состоянии происходит прорастание новых зерен через бывшую границу раздела и повышение качества сварных соединений.
Кристаллическое строение и кристаллизация сплавов
Строение сплавов более сложное, чем строение чистого металла, и зависит от взаимодействия компонентов при кристаллизации.
Компоненты сплава при кристаллизации могут образовывать:
• твердые растворы, когда элементы сплава взаимно растворяются один в другом;
• механическую смесь – при полной взаимной нерастворимости, когда сплав состоит из смеси кристаллов составляющих ее компонентов;
• химическое соединение, при котором компоненты сплава вступают в химическое взаимодействие, образуя новую кристаллическую решетку.
Процесс перехода сплава из жидкого состояния в твердое с образованием кристаллических решеток (кристаллов) называется первичной кристаллизацией. Свойства металлических сплавов зависят от образующейся в процессе кристаллизации структуры. Под структурой понимают наблюдаемое кристаллическое строение сплава. Процесс кристаллизации начинается с образования кристаллических зародышей – центров кристаллизации.
Скорость кристаллизации зависит от скорости зарождения центров кристаллизации и скорости роста кристаллов в прямой зависимости, т. е. чем выше скорость роста кристаллов и больше число образующихся зародышей, тем быстрее протекает процесс кристаллизации сплава. Внутренняя структура сплава зависит от формы ориентировки кристаллических решеток в пространстве и скорости кристаллизации.
Центрами кристаллизации могут быть группы элементарных кристаллических решеток, неметаллические включения, тугоплавкие примеси. Процесс кристаллизации обычно начинается в направлении, противоположном отводу тепла.
Если процесс роста кристаллов не ограничивается, то образуются кристаллы неограниченной длины, в форме дерева или елочек-дендриты (рис. 38).
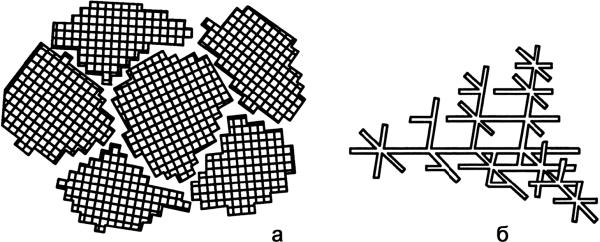
Рис. 38.
Схема строения поликристалла (а), и дендритный кристалл (б)
Так как процесс кристаллизации происходит в различных направлениях из многих центров кристаллизации, то ветви дендритов обычно искажаются, ограничивая при этом рост других кристаллов. Кристаллы неправильной формы называются зернами, или кристаллитами. В месте соприкосновения кристаллов рост их граней прекращается, и развиваются только отдельные грани. Число центров кристаллизации и скорость роста кристаллов влияют на величину зерна и, следовательно, на свойства металлов. При этом особую роль играет скорость охлаждения и переохлаждения расплавленного металла.
Зерна отличаются размером и ориентацией в кристалле. Они обычно повернуты относительно друг друга на десятки градусов. На границах зерен находится поврежденный переходный слой, порядка нескольких атомных слоев. Свойства и химический состав этого слоя могут сильно отличаться от свойств и состава зерен основного металла или сплава.
Кристаллические решетки могут иметь структурные дефекты: точечные, линейные, поверхностные, возникающие в результате вакансий (перемещения на свободные места) атомов.
При наличии таких дефектов зерно (кристаллит) разделяется на блоки в виде микромозаичной структуры (рис. 38).
При переходе сплава из жидкого состояния в твердое происходит усадка, т. е. уменьшение удельного объема зерен кристаллов. В результате усадки между зернами кристаллов в местах соприкосновения растущих дендритов в междуосных пространствах возникают микропустоты. Пустоты могут заполняться неметаллическими включениями (фосфидами, сульфидами и т. п.) или оставаться в виде раковин, микротрещин, пустот. Такие включения становятся центрами развития трещин, надрывов при приложении нагрузки или нагреве.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Кристаллическое строение металлов
Кристаллическое строение металлов Все металлы в твердом состоянии имеют кристаллическое строение. Атомы в твердом металле расположены упорядоченно и образуют кристаллические решетки. Расстояние между атомами называют параметрами кристаллической решетки и измеряют в
Механические свойства металлов и сплавов
Механические свойства металлов и сплавов Основные механические свойства:• прочность;• пластичность;• твердость;• ударная вязкость.Приложение внешней нагрузки вызывает в твердом теле напряжение и деформацию.Напряжение – это нагрузка (сила), отнесенная к площади
Физические свойства металлов и сплавов
Физические свойства металлов и сплавов К физическим свойствам металлов и сплавов относятся:• температура плавления;• плотность;• температурный коэффициент;• электросопротивление;• теплопроводность.Физические свойства металлов и сплавов обусловлены их составом
Химические свойства металлов и сплавов
Химические свойства металлов и сплавов К химическим свойствам относится способность к химическому взаимодействию с агрессивными
Технологические свойства металлов и сплавов
Технологические свойства металлов и сплавов Технологические свойства – это способность материала подвергаться различным методам горячей и холодной обработки.У металлов и сплавов такими свойствами являются:• литейные свойства определяются жидкотекучестью, усадкой
Эксплуатационные свойства металлов и сплавов
Эксплуатационные свойства металлов и сплавов Эксплуатационные, или служебные, свойства металлов и сплавов определяются условиями работы машин или конструкций, изготовленных из этих материалов.В зависимости от условий работы выделяют:• коррозионную стойкость –
Кристаллизация металла сварочной ванны
Кристаллизация металла сварочной ванны Формирование сварного шва при дуговой сварке происходит путем кристаллизации расплавленного металла сварочной ванны.Кристаллизацией называют процесс образования кристаллов металла из расплава при переходе его из жидкого в
Сварка меди и ее сплавов
Сварка меди и ее сплавов Медь относится к тяжелым цветным металлам. Ее плотность составляет 8,9 г/см3, что выше, чем у железа. Благодаря высокой электропроводности, теплопроводности и коррозионной стойкости медь заняла прочное место в электропромышленности, приборной
Сварка алюминия и его сплавов
Сварка алюминия и его сплавов Алюминий – очень легкий металл, имеющий плотность 2,7 г/см3. Отличаясь малой массой, сравнительно высокой прочностью, хорошей обрабатываемостью, алюминиевые сплавы широко применяются во всех отраслях народного хозяйства. Высокая
Сварка титана и его сплавов
Сварка титана и его сплавов Титановые сплавы являются сравнительно новыми конструкционными материалами. Они обладают рядом ценных свойств, обусловливающих их широкое применение в авиационной промышленности, ракетостроении, судостроении, химическом машиностроении и
Кристаллизация
Кристаллизация Кристаллизация – процесс перехода тела из жидкого (иногда и газообразного) состояния в твердое, причем оно принимает более или менее правильную геометрическую форму
Кристаллизация металла сварочной ванны
Формирование сварного шва при дуговой сварке происходит путем кристаллизации расплавленного металла сварочной ванны.
Кристаллизацией называют процесс образования кристаллов металла из расплава при переходе его из жидкого в твердое состояние. Образующиеся при этом кристаллы металла принято называть кристаллитами. Кристаллизация металла сварочной ванны начинается у границы с нерасплавившимся основным металлом в зоне сплавления. Различают кристаллизацию первичную и вторичную.
Первичной кристаллизацией называют процесс перехода металлов и сплавов из жидкого состояния в твердое. У металлов, не имеющих аллотропических превращений, процесс затвердевания и охлаждения исчерпывается только первичной кристаллизацией. У металлов и сплавов, имеющих аллотропические формы или модификации, после первичной кристаллизации при дальнейшем охлаждении происходит вторичная кристаллизация металла в твердом состоянии при переходе из одной аллотропической формы в другую.
Первичная кристаллизация металла сварочной ванны протекает периодически, что обусловлено периодичностью снижения теплообмена и выделения скрытой теплоты кристаллизации. Это приводит к слоистому строению металла шва, к появлению зональной и дендритной ликвации. Толщина закристаллизовавшихся слоев зависит от объема сварочной ванны и скорости охлаждения металла и колеблется в пределах от десятых долей миллиметра до нескольких миллиметров (рис. 54, 55).
Зональная (слоистая) ликвация выражается неоднородностью химического состава металла шва в периферийной и центральной зонах. Это является следствием того, что металл периферийных зон затвердевает раньше и поэтому содержит меньше примесей. Металл центральной зоны шва оказывается более обогащенным примесями.
Дендритная ликвация характеризуется химической неоднородностью кристаллитов.
Первые кристаллиты (центральные и начальные части дендритов) содержат меньше примесей, а междендритное пространство оказывается более загрязненным примесями. Улучшая условия диффузии ликвирующих примесей в твердом металле, можно значительно снизить как слоистую, так и дендритную ликвацию. Например, увеличивая скорость охлаждения металла, сокращают длительность двухфазного состояния металла сварочной ванны и этим снижают степень неоднородности состава жидкой и твердой фаз металла шва. Большое значение имеет температурный интервал начала и конца кристаллизации. Чем меньше температурный интервал кристаллизации, тем ниже уровень ликвации. В сталях низкоуглеродистых, имеющих температурный интервал кристаллизации 25–35 °C, ликвация незначительна. С увеличением содержания углерода в стали температурный интервал кристаллизации возрастает и степень ликвации повышается.

Рис. 54. Кристаллизационные слои в металле однопроходного сварного шва

Рис. 55. Схема роста кристаллитов:
1 – граница сплавления;
2 – зерна основного металла;
3 – кристаллизационные слои;
4 – растущие кристаллиты
Вторичная кристаллизация металла происходит при дальнейшем охлаждении твердого металла в виде изменений форм зерен при аллотропических изменениях в металле шва. Она в значительной степени зависит от химического состава металла, скорости охлаждения, других факторов.
Теплота, выделяемая дугой при сварке, распространяется на основной металл. При этом по мере удаления от границы сплавления скорость и максимальная температура нагрева металла снижаются. Вследствие этого в зоне основного металла в зависимости от температуры нагрева происходят фазовые и структурные изменения, которые влияют на прочность сварного соединения.
Зону основного металла, прилегающую к сварочной ванне, называют зоной термического влияния (рис. 56).
Участок неполного расплавления 1 является важным участком зоны, так как здесь происходит сращивание основного и наплавленного металлов и образование общих кристаллов. Участок представляет собой узкую полосу, измеряемую десятыми, а иногда и сотыми долями миллиметра в зависимости от способа сварки.
Участок перегрева 2 включает в себя металл, нагреваемый до температуры, близкой к температуре плавления. Этот участок характеризуется крупнозернистой структурой.
Перегрев, как правило, снижает механические качества металла (пластичность, вязкость). Перегрев стали может вызвать образование крупнозернистой игольчатой структуры с низкими механическими показателями. Это явление характерно для сталей с большим содержанием углерода. Участок перегрева особенно опасен для сталей, склонных к образованию закалочных структур.

Рис. 56.
Термический цикл и схема изменения текстуры и свойств сварного соединения низкоуглеродистой стали при однопроходной сварке: а – распределение максимальных температур; б – схема изменения текстуры; в – изменение твердости
Участок нормализации 3 включает металл, нагреваемый до температуры более 900 °C. При нагреве и охлаждении металла на этом участке происходят перекристаллизация и значительное измельчение зерна. Металл участка приобретает высокие механические качества.
Участок неполной перекристаллизации 4 включает металл, нагреваемый до температуры выше 725 °C. Металл участка состоит из крупных зерен, не прошедших перекристаллизацию, и скопления мелких зерен, прошедших перекристаллизацию. Это объясняется тем, что теплоты, полученной металлом, недостаточно для его полной перекристаллизации. Механические качества металла участка в связи с такой смешанной структурой невысокие.
Участок рекристаллизации 5 включает металл, нагреваемый выше температуры 500 °C. На этом участке структурные изменения в металле не происходят, если только он перед сваркой не подвергался обработке давлением. Если же металл перед сваркой подвергался пластическим деформациям, то на этом участке наблюдается восстановление прежней формы и размеров зерен металла, разрушенных при обработке давлением.
Участок синеломкости 6 по структуре металла не отличается от основного. Однако металл участка имеет несколько пониженные пластичность и вязкость, а также большую склонность к образованию трещин. Ширина зоны термического влияния зависит от вида, способа и режима сварки – при ручной дуговой сварке она равна 2,5–6 мм, при механизированной сварке под флюсом – 2,5–4 мм, при сварке в защитных газах – 1–2,5 мм.
Сварка оказывает незначительное влияние на механические свойства низкоуглеродистой стали. При сварке же конструкционных сталей в зоне термического влияния могут происходить структурные изменения, снижающие механические показатели сварного соединения. При этом в металле шва образуются закалочные структуры и даже трещины.
2. ПОДРЫВАНИЕ МЕТАЛЛА
2. ПОДРЫВАНИЕ МЕТАЛЛА Подрывание металлических элементов лучше производить удлиненными и фигурными зарядами, прилегающими к подрывным элементам по всей длине сечения (рис. 28), а при недостатке времени на вязку зарядов взрывают сосредоточенными зарядами. Рис. 28.
Кристаллическое строение и кристаллизация сплавов
Кристаллическое строение и кристаллизация сплавов Строение сплавов более сложное, чем строение чистого металла, и зависит от взаимодействия компонентов при кристаллизации.Компоненты сплава при кристаллизации могут образовывать:• твердые растворы, когда элементы
Определение сварочной дуги, ее строение, условия зажигания и горения
Определение сварочной дуги, ее строение, условия зажигания и горения Электрической сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, происходящий при давлении, близком к атмосферному, используемом при
КОРРОЗИЯ МЕТАЛЛА
КОРРОЗИЯ МЕТАЛЛА «Коррозия Металла» — одна из культовых отечественных металлических команд. Она была создана в 1983 году по инициативе Сергея «Паука» Троицкого и Сергея «Борова» Высокосова.Легенда гласит, что первая группа Борова «Индикатор» периодически играла музыку
Кристаллизация сварочной ванны
Сварной шов при дуговой сварке формируется путем кристаллизации расплавленного металла сварочной ванны. Кристаллизацией называют процесс образования кристаллов металла из расплава при переходе его из жидкого в твердое состояние. Образующиеся при этом кристаллы металла принято называть кристаллитами.
Сварочная ванна условно может быть разделена на две области: переднюю (головную) и заднюю (хвостовую). В передней части горит дуга и происходит нагревание и расплавление металла, а в хвостовой - охлаждение и кристаллизация расплава. В процессе образования шва различают первичную и вторичную кристаллизации. Первичной кристаллизацией называют непосредственный переход металла из жидкого состояния в твердое с образованием первичных кристаллитов (зерен). Она происходит при высоких скоростях охлаждения и затвердевания. Теплота отводится в основной металл, окружающий сварочную ванну. В общем виде процесс кристаллизации состоит из двух стадий: образования центров кристаллизации (зародышей) и роста кристаллов от этих центров. При первичной кристаллизации металла шва в качестве центров кристаллизации являются поверхности оплавленных зерен основного металла, окружающих сварочную ванну. При этом между основным металлом и металлом шва возникают общие зерна. Условную поверхность раздела между зернами основного металла и кристаллитами шва называют зоной сплавления при сварке.
В процессе затвердевания в расплаве могут появляться и новые центры кристаллизации -тугоплавкие частицы примесей, обломки зерен и т.п.
Образование трещин и газовых пор в металле шва
В процессе кристаллизации сварочной ванны в металле шва возможно образование трещин. По расположению относительно оси шва они могут быть продольными и поперечными, в зависимости от величины - микро- и макроскопическими (первые из них обнаруживаются с помощью микроскопа, а вторые - невооруженным глазом); в зависимости от температур, при которых они образуются, трещины разделяют на две группы: горячие (высокотемпературные) и холодные (низкотемпературные). Механизм их возникновения различен.
Горячие трещины представляют собой хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в процессе кристаллизации в твердо-жидком состоянии, а также при высоких температурах в твердом состоянии. Трещины, как правило, располагаются по границам кристаллитов и вызывают межкристаллическое разрушение. Объясняется это тем, что при затвердевании металла шва в процессе первичной кристаллизации между кристаллитами располагаются жидкие прослойки, имеющие небольшую температуру плавления.
Холодные трещины в структуре металла располагаются как по границам, так и по телу зерен. Поэтому они представляют собой внутрикристаллические разрушения. Холодные трещины в сварных соединениях образуются при температурах 200 - 300°С. Чаще всего они образуются в швах при сварке закаливающихся сталей. На склонность металла к образованию холодных трещин оказывают влияние повышенное содержание углерода и элементов, облегчающих закалку, наличие в шве водорода, загрязнение фосфором, быстрое охлаждение и наличие в швах внутренних напряжений.
Поры в сварных швах возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры представляют собой полости в швах, заполненные газом, имеющие сферическую, вытянутую или более сложные формы. Поры могут располагаться по оси шва, его сечению или вблизи границы сплавления. Они могут быть скрытыми в металле или выходить на поверхность, располагаться цепочками, отдельными группами или одиночно, могут быть микроскопическими и крупными (до 4 - 6 мм в диаметре). Поры при сварке в основном возникают за счет газов водорода, азота и оксида углерода, образующихся в результате химических реакций с выделением газовых продуктов, выделения газов в связи с разной растворимостью их в жидком и твердом металле, захватом газа из окружающей среды при кристаллизации сварочной ванны.
Для уменьшения пористости необходимы тщательная подготовка поверхности основного и присадочного металлов под сварку (очистка от ржавчины, масла, влага, прокалка и т. д.), надежная защита зоны сварки от воздуха, введение в сварочную ванну элементов - раскислителей (из основного металла, сварочной проволоки, покрытия, флюса), стабильное соблюдение режимов сварки.
Строение и кристаллизация сварного шва

Сварочная ванна представляет собой участок расплавленного метала, перемещающийся вместе со сварочной дугой вдоль шва со скоростью сварки. Она имеет в продольном сечении форму, показанную на рисунок справа. В головной части ванна глубже, так как здесь жидкий металл находится под давлением дуги РД, обусловленным давлением газов, ударами заряженных частиц о поверхность металла и электромагнитным дутьем дуги. Глубина ванны зависит от плотности тока и скорости сварки, возрастая с повышением плотности и уменьшением скорости.
Жидкий металл ванны находится в непрерывном движении и перемешивании. Давлением дуги он вытесняется со дна ванны на ее боковые поверхности, образуя кратер.
Жидкий металл откладывается отдельными порциями и давление дуги периодически изменяется, отчего при затвердевании металла шва на его поверхности образуются волны (чешуйки). Чем толще слой шлака над расплавленным металлом шва, тем чешуйки будут тоньше, а поверхность шва — более ровной и чистой. Особенно чистой поверхность шва получается при автоматической сварке под флюсом.
При сварке под флюсом размеры ванны примерно следующие, мм: длина = 80-120, ширина = 20-30, глубина = 15-20.
Время, в течение которого металл ванны находится в жидком состоянии, зависит от способа и скорости сварки. Например, при ручной сварке током 150—200 а со скоростью от 3 до 11 м/ч это время составляет от 24 до 6,5 сек при автоматической под флюсом со скоростью 50 м/ч — 4,4 сек.
По линии АБВ ванны (см. рис. 32) протекает процесс плавления основного металла, а по линии ВГА — кристаллизации металла шва.
Кристаллизацией называется процесс образования зерен (кристаллитов) расплавленного металла при переходе его из жидкого состояния в твердое. Это, так называемая, первичная кристаллизация. Существует еще вторичная кристаллизация, при которой происходит изменение структуры уже затвердевшего металла. Первичная кристаллизация металла шва начинается в результате его охлаждения при отводе тепла в толщу твердого металла, окружающего сварочную ванну. Сначала возникают отдельные центры кристаллизации, а от них начинают расти уже сами кристаллы, образующие зерна металла.

Первичная кристаллизация зарождается в первую очередь по линии сплавления I—II (рис. 33, а), на границах частично оплавленных зерен твердого металла, так как именно здесь начинается охлаждение ванны. Кристаллы растут в сторону толщи металла шва, как показано стрелкой, перпендикулярно плоскости отвода тепла. Количество, форма и расположение зерен зависят от места зарождения центров кристаллизации, скорости роста зерен, скорости охлаждения и направления отвода тепла, а также от наличия в расплавленном металле посторонних включений. При затвердевании металла сварочной ванны (рис. 33, б) сначала возникают быстрорастущие кристаллы вследствие интенсивного отвода тепла в основной металл. Между ними появляются более мелкие и медленнее растущие кристаллы, поскольку от них тепло отводится не так быстро. Затем зерна смыкаются и из них продолжают расти только те, которые расположены перпендикулярно поверхности раздела между твердым и жидким металлом. При уменьшении скорости охлаждения центры кристаллизации возникают более равномерно по всему объему металла, а зерна растут во все стороны. Первичная кристаллизация металла шва протекает периодически и при специальном травлении в нем можно различить слоистое строение.
Металл шва в результате первичной кристаллизации получает или гранулярную (зернистую) структуру, при которой зерна не имеют определенной ориентировки, а по форме напоминают многогранники, или столбчатую и дендритную структуру, при которой зерна вытянуты в одном направлении (рис. 33, в). При столбчатой структуре зерна имеют компактную вытянутую форму, при дендритной — ветвистую, напоминающую дерево. Дендриты обычно располагаются в столбчатых зернах, являясь их основой.
Чем быстрее охлаждение металла, тем больше образуется центров кристаллизации и тем мельче будут зерна. При медленном охлаждении в процессе затвердевания металл приобретает крупнозернистое строение. Столбчато-дендритная структура с крупными зернами (см. рис. 33, в) характерна для сварки под флюсом, где охлаждение металла шва происходит медленнее, чем при ручной сварке. Гранулярная структура присуща сварке покрытыми электродами. Она может быть крупной и мелкой, в зависимости от условий охлаждения и кристаллизации. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла.
Зерна основного металла отличаются по форме от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.) имеют более низкую температуру затвердевания, чем металл, и при застывании располагаются по границам зерен, ухудшая их сцепление между собой. Это снижает прочность и пластичность наплавленного металла. Чем чище наплавленный металл, тем выше его механические свойства.
Форма шва имеет значение для направления кристаллизации и расположения неметаллических включений. При широких швах (рис. 33, г) эти включения вытесняются наверх и могут быть легко удалены; при узких швах (рис. 33, д) включения часто остаются в середине шва между зернами.
Строение сварного шва
Рассмотрим вопрос о строении сварного шва на примере сварки низкоуглеродистой стали, имеющей наибольшее применение в сварных конструкциях.
На тщательно отшлифованной поверхности разреза сварного шва, протравленной специальным раствором, можно ясно видеть отдельные участки, имеющие различное строение зерен и называемые зонами сварного шва. Эти зоны следующие.

Основной металл, который в процессе сварки нагревается и частично расплавляется. Чем выше температура нагрева, тем большие изменения будет претерпевать металл. В той зоне основного металла, где температура нагрева углеродистой стали не превышает 720° С, сталь сохраняет те же свойства, которыми она обладала до сварки.
Металл шва образуется в результате кристаллизации расплавленных основного и электродного (присадочного) металла. Доля электродного металла шва составляет при ручной дуговой сварке от 50 до 70%, при сварке под флюсом от 30 до 40%. Химический состав металла шва может значительно отличаться от состава основного металла вследствие химических реакций и перемешивания, происходящих в сварочной ванне. На химический состав металла шва влияет также состав покрытия, флюса, режим сварки, защита дуги от окружающей атмосферы и пр.
Зона сплавления, расположенная на границе между основным и наплавленным металлом. Если зерна основного и наплавленного металла хорошо срослись и как бы проникают друг в друга, то такие швы обладают наибольшей прочностью. Зона сплавления имеет очень малую ширину и трудно различима, так как сливается с границей шва. Если между зернами основного металла и металла шва имеется пленка окислов, то в этом месте шов обладает пониженной прочностью из-за нарушения сцепления частиц основного и наплавленного металла.
Зона влияния. За зоной сплавления располагается участок основного металла, где он не изменяет своего первоначального химического состава. Однако структура основного металла, на этом участке меняется под влиянием нагревания при сварке. Этот участок носит название зоны термического (теплового) влияния или просто зоны влияния.
Строение зоны влияния при ручной дуговой сварке низкоуглеродистой стали схематически показано на рис. 34, а. Рядом с металлом шва расположена зона сплавления, с которой граничит участок перегрева. Здесь основной металл уже не нагревается до температуры плавления, хотя температура его достаточно высока и лежит в пределах 1100—1500° С, что вызывает значительный рост зерен на данном участке, и почти всегда сопровождается образованием игольчатой (видманштеттовой) структуры. Эта часть шва обычно является наиболее слабым местом и металл здесь обладает наибольшей хрупкостью, хотя это существенно не влияет на прочность сварного соединения в делом, за исключением тех случаев, когда перегрев значителен.
По мере удаления от оси шва температура металла понижается. В пределах температур 900—1100°С находится участок нормализации, характеризующийся наиболее мелкозернистым строением, так как здесь температура нагрева лишь незначительно превышает критическую* температуру. На участке нормализации металл сварного соединения обладает наибольшей прочностью и пластичностью.
Следующий участок основного металла, лежащий в пределах температур 720—900° С, подвержен лишь частичному изменению структуры и потому называется участком неполной перекристаллизации. В нем наряду с довольно крупными зернами имеются скопления мелких зерен. В этой части металла подведенного тепла уже оказалось недостаточно для перекристаллизации и измельчения всех зерен. Участок, соответствующий нагреву от 500 до 720°С, называется участком рекристаллизации; в нем структура стали не изменяется, а происходит лишь восстановление прежней формы и размеров зерен, разрушенных и деформированных при прокатке металла. При дальнейшем понижении температуры от 500° С и ниже нельзя заметить признаков теплового воздействия на основной металл.
Наименьшую ширину (около 2,5 мм) зона термического влияния имеет при ручной дуговой сварке голыми и тонкопокрытыми электродами. При ручной сварке толстопокрытыми' электродами зона влияния больше и составляет 5—6 мм. При газовой сварке она наибольшая и достигает 25—27 мм. Ширина зоны влияния зависит от основных условий процесса сварки, определяемых толщиной и видом свариваемого металла (величины тока, скорости сварки, условий отвода тепла от места сварки). Так, например, при автоматической сварке низкоуглеродистой стали толщиной 40 мм, со скоростью 10—12 м/ч, током 2000—2500 а ширина зоны влияния достигает 8—10 мм; при автоматической сварке этой же стали толщиной 2 мм, током 1200—1400 а, при скорости 360 м/ч ширина зоны влияния всего 0,5—0,7 мм.
При сварке среднеуглеродистых и низкоуглеродистых сталей, склонных к закалке, структура металла в зоне влияния будет несколько иной (рис. 34, б). В этом случае за участком сплавления будут расположены (в направлении слева — направо): 8 — участок закалки, 9 — участок неполной закалки, 10— зона отпуска, 11 — основной металл.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Читайте также: