Что такое механизированная сварка под флюсом
Обновлено: 18.05.2024
Механизированная сварка представляет собой дуговую сварку, в процессе которой подача электрода, преобразованного путем плавления в присадочный металл или перемещение дуги выполняются с помощью управляемых машин и механизмов. С ее помощью специалист по металлу производит стыковые, угловые, тавровые и иные швы.
Нормативные акты, используемые при проведении сварных работ
Перечень основных Государственных стандартов, посвященных механизированной сварке, включает:
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 19521-74 Сварка металлов. Классификация;
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка;
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения;
- ГОСТ 29273-92 Свариваемость. Определение;
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу;
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений;
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Область использования
Данный вид технологических работ широко используется при производстве:
- корпусов судов, узлов и заготовок в судостроении;
- резервуаров для хранения нефти и нефтепродуктов;
- стальных труб и магистральных трубопроводов;
- металлических и железобетонных конструкций в строительстве;
- отдельных частей автомобиля в автомобильной промышленности;
- мостов;
- бытовых металлических изделий (ворота, ограды);
- при ремонте сельскохозяйственной и автомобильной техники и др.
Механизированная сварка — это вид сварочных работ, где все ключевые манипуляции, кроме погрузки и разгрузки изделий, выполняются в автоматическом режиме.
Частично механизированная — представляет собой металлообработку, где в ручном режиме осуществляется передвижение горелки и заготовки, погрузка и разгрузка изделий, а проволока поступает механически.
Технология механизированной обработки
Сначала обрабатываемые поверхности подготавливают. Проводят правку для устранения деформаций проката, наносят разметку, выполняют резку металла и обработку кромок. Края подвергают механической обработке абразивными материалами (инструментами) высокой твердости.
Далее выбирают режим сварки. Определяют силу, род и полярность тока, напряжение дуги, скорость сварки, температуру окружающей среды, число проходов, пространственное положение шва.
К электроду подводят электроэнергию, а обрабатываемое изделие заземляют для возбуждения и поддержания дуги. При соприкосновении этих объектов возникает сварочный ток. Под воздействием нагрева металл электрода и кромка изделия плавятся. Расплавленные частицы одного и другого вещества попадают в сварочную ванну, где происходит их смешивание в единую массу. При этом образуется расплавленный шлак, который поднимается на поверхность и образует защитную пленку. Затвердевание металла способствует образованию сварного шва.
На качество места соединения влияет наличие воздуха. Чтобы шов оставался прочным, локацию обрабатывают защитным газом, образующимся при сгорании углерода, или флюсом.
Технология частично механизированной сварки
Частично механизированная сварка предполагает ручное перемещение горелки и (или) заготовки и осуществление погрузки и разгрузки деталей. А вот подача присадочного металла происходит механическим способом. Возможна ручная регулировка сварочных параметров.
Существуют левый и правый способ газовой сварки. Левый способ заключается в перемещении горелки справа налево, при этом также передвигается перед пламенем присадочный пруток. В идеале движение должно носить зигзагообразный характер, перпендикулярный шву.
Правая сварка подразумевает прямолинейное перемещение горелки слева направо. Пламя расположено перед прутком и направлено в сторону расплавленной ванны. Металлический шов остывает не так быстро, как в первом случае. Из-за этого прочность соединения и производительность работ повышаются, а расход газа уменьшается.
Сварочное оборудование
Производство сварных швов реализуется с помощью автоматических и полуавтоматических аппаратов.
Автоматический прибор включает в себя:
Главным элементом автомата является сварочная головка. От того, с какой скоростью (постоянной или переменной) она подает электродную проволоку, зависит скорость плавления.
Полуавтомат обеспечивает подачу проволоки механическим способом. Перемещение дуги по направлению шва реализуется ручным управлением.
Полуавтоматическая техника включает в себя:
Основным элементом механизма является электродержатель. Он сохраняет электрод в определенном положении и обеспечивает подачу тока в зону сварки. Активация дуги происходит посредством замыкания или пусковой кнопки, расположенной на рукояти держателя.
Механизированная сварка под флюсом
Флюс – это порошкообразное вещество для сварки, соответствующее ГОСТ 8713-79. Своими свойствами он напоминает электродное покрытие, а основным веществом является силикатный марганец.
Флюс бывает плавленым и неплавленым. К первым относятся вещества, прошедшие высокотемпературную обработку в печах. Ко вторым причислены флюсы керамического происхождения и порошки, спекшиеся и раздробленные до определенного размера.
Чаще всего сварка под флюсом используется при соединении высоколегированной и нержавеющей стали, алюминиевых и медных сплавов.
Недостатки швов
Дефекты сварочных швов возникают вследствие:
- дифференциального нагрева металлического изделия;
- усадки расплавленного вещества;
- структурных изменений в химическом элементе.
Для предотвращения несовершенства сварки детали закрепляют в специальных инструментах. Этот вариант идеально годится для вязких составов, которые не вызывают образование трещин.
Некоторые сварщики используют метод обратной деформации или метод полного (частичного) устранения внутренних напряжений.
Классический случай устранения недостатков – термическая обработка посредством высокого отпуска. Изделие нагревают до 650°С и после недолгой выдержки медленно охлаждают.
Механизированное производство швов: плюсы и минусы
К преимуществам относят отличное качество готовых изделий, высокую скорость металлообработки, экономию металла (например, в сравнении с заклепочным соединением), снижение стоимости, связанную с уменьшением трудоемкости подготовительных работ. Вес сварной конструкции легче литой или клепаной.
К отрицательным качествам относится высокое энергопотребление сварочных работ и расходных материалов.
Особенности автоматической сварки под флюсом

Автоматическая сварка под флюсом рассматривается как процесс жесткого соединения двух металлических поверхностей при помощи электрической дуги между проволокой и швом под расплавленным слоем флюса. Данный метод применяют в стационарных условиях (заводской цех, верфь) для работы со сталью и разнородными металлами в диапазоне 1,5-150 мм толщины.
Технология процессов
Автоматическую дуговую сварку под флюсом на промышленные рельсы во время 2-й Мировой войны поставил академик Е. О. Патон в киевском институте, который сегодня носит его имя. Но сама идея данного метода принадлежит Н. Г. Славянову: в качестве флюса он использовал мелкодробленое стекло.
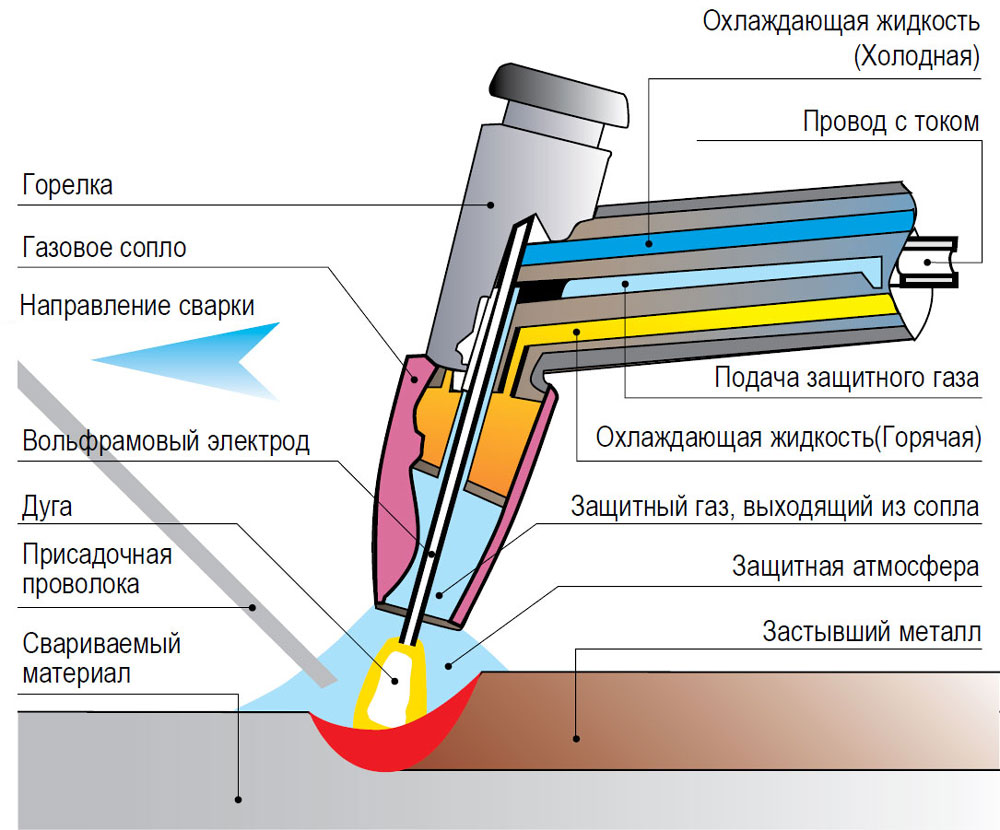
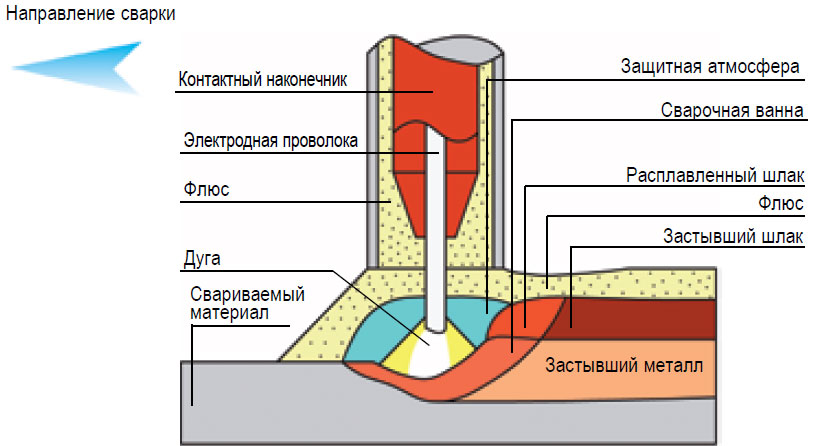
Как это работает
Схема дуговой сварки под флюсом выглядит так, как это показано на фото вверху, но все эти процессы лучше рассмотреть более подробно. В результате плавки/испарения флюса с металлом образуется газовое облако, которое окутывает сварочную дугу или газовый факел. В процессе гашения непрерывного электрического разряда в сварочной ванне образуется корка шлака, которая легко отслаивается.
Преимущество работы с автоматом перед ручной сваркой в данном случае заключается в том, что резко сокращаются потери на угар и разбрызгивание металла, хотя принцип процесса в любом случае остается неизменным.
В промышленности в качестве электродов чаще всего применяется сварочная проволока разного диаметра. Но также есть потребность в ленточных электродах толщиной до 2 мм и шириной до 40 мм или в комбинации проволока-лента.
В среднем насыпной флюс весит 1,5 г/см2 и его давление на расплавленный металл составляет 7-9 г/см2. Такого прижима вполне достаточно для исключения механических воздействий электрической дуги на сварочную ванну: даже при очень больших токах шов формируется правильно.
Важно! Дуговая сварка без флюса при силе тока выше 500 A практически невозможна. Происходит разбрызгивание металла, не сдерживаемого газовым облаком, тогда как под флюсом можно применять токи до 3000-4000 A без ущерба для ударопрочности, вязкости и эстетичности шва.
Примечание. Для погружной дуговой сварке под флюсом существует английская аббревиатура SAW (Submerged Arc Welding).
Роль флюса при сварке
Суть соединения металлов или, что такое дуговая сварка под флюсом, станет понятнее, если разобраться в принципах действия этих самых флюсов. По предназначению он выполняет функции, соответствующие покрытию или обмазке электродов для обычной дуговой сварки. В самом процессе производства всегда присутствуют высокие температуры, плавящие этот состав, что почти полностью перекрывает доступ воздуха, а точнее, O2 в область шва и растворяющие оксиды по кромке соединения. Совокупность таких процессов максимально оптимизирует условия для создания дуги.
Классификация подбора
В зависимости от металла, меняются физические параметры процесса, следовательно, для повышения качества используются разные флюсы. Для компоновки того или иного состава применяются различные фториды, оксиды и подобные им элементы.
При подборке особое внимание уделяется химическому составу, который можно классифицировать как:
- алюминатно-основные (по маркировке AB);
- алюминатно-рутиловые (по маркировке AR);
- кальций-силикатные (по маркировке CS);
- марганец-силикатные (по маркировке MS);
- флюоритно-основные (по маркировке FB);
- и др (по маркировке W).
Основа различия флюсов заключается в их активности при взаимодействии основного металла детали с присадочным материалом. Например, пассивные флюсы содействуют образованию газового облака, которое никак не отражается на химическом составе соединяемых материалов. Слаболегирующие категории легируют сварочный шов небольшим количеством кремния (Si), марганца (Mn) и др., придавая ему ударную вязкость.

Виды по назначению
Что нужно учитывать при выборе сварочных флюсов:
- Низкоуглеродистые стали. Здесь возможны два варианта: это флюсы с повышенным содержанием кремния (Si) и марганца (Mn) либо сварочный пруток с легирущими добавками, но с малым содержанием и даже полным отсутствием Mn.
- Низколегированные стали. Химическая инертность флюса однозначно должна быть более высокой, чем в первом рассмотренном случае. Здесь элементы Si и Mn не используются либо присутствуют в малых дозах – их заменяет флюорит (CaF2), также известный, как плавиковый шпат. Это способствует образованию легкоплавких шлаков, которые с лёгкостью отделяются от шва. Такие флюсы зачастую делают с содержанием оксида алюминия (Al2O3) и негашеной известью (CaO).
- Активные металлы (титан - Ti). Применяются фторидные/хлоридные соли щелочных металлов. Примеси O2 в данном случае исключены – они резко понижают пластичность швов.
Таблица с примерами назначений сварочных флюсов:
Для газосварки
Технология сварки под флюсом также включает в себя газосварку цветметов, чугуна, инструментальных сталей (содержание C от 0,7%) с использованием защитного газового слоя. Для этого применяются пастообразные и порошковые флюсы, которые наносятся на:
- кромку стыкуемых деталей;
- присадочный пруток;
- непосредственно в сварную ванну.
Подача флюса в рабочую сварочную зону осуществляется разными путями и это зависит от физических характеристик материала. Например, порошковые композиты склонны сдуваться газовым факелом, поэтому необходимо следить за равномерным поступлением флюса в расплав.
Существующие нормативы
Согласно РД 34.15.132-96 дуговая сварка под слоем флюса производится по следующим параметрам, указанным в таблице ниже.
Технология автоматической сварки под флюсом подразумевает дозированную ручную или автоматическую присыпку порошка из бункера. У данного метода есть один существенный недостаток: он не позволяет проводить работы в нижнем положении. Тем не менее, для сварки трубопроводов решение нашлось: прокручиваются сами трубы, в то время как головка горелки вместе с подающим устройством остаются неподвижными. Огромным преимуществом в этом вопросе обладает сварочная порошковая проволока – работы с ней могут проводиться в любой плоскости (сверху, сбоку, снизу).
Важно! Качество всех сварочных флюсов регулируется в соответствии с ГОСТ 9087-81. Там указаны порядка 50 марок таких композитных материалов и требования, распространяющиеся на них.
Преимущества автоматизированной сварки
Безусловно, у автоматической сварки под флюсом есть ряд преимуществ относительно трудовых затрат. Человеку остается лишь отладить оборудование для соответствующего режима и пассивно контролировать процесс.
- К месту стыковки деталей флюс подается в автоматическом режиме. Высота (h) слоя регулируется в соответствии с толщиной металла, а забор порошка проводится из специального бункера.
- Сварная проволока подается из кассетного механизма без участия человека.
- Скорость процесса регулируется автоматически, с учетом толщины металла, чтобы создать качественную сварочную ванну.
Но бывают ситуации, когда приходится работать без каких-либо инструкций, например, нужно сделать всего один сварочный шов на трубопроводе. В таких случаях лучше придерживаться следующих правил:
- Дуга должна быть стабильной - только так можно добиться высокого качества. Параметры можно отрегулировать по силе тока и толщине металла, как это указано в таблице раздела «Существующие нормативы».
- Скорость сваривания будет зависеть от интенсивности подачи проволоки.
- Скорость. Это определяется подачей сварочной проволоки (количество м/час). Использование флюса разгоняет этот процесс примерно в 10 раз.
- Равномерность. За счёт подачи проволоки с определённой скоростью существенно повышается ударопрочность, вязкость и эстетика шва.
- Мощность. Закрытая дуга несет в себе высокую мощность, что позволяет расплавлять металл на нужную глубину. Если используется открытая дуга, то мощность падает, а это требует предварительного раздела кромок и качество стыка снижается.
- Автономность. После отладки оборудования присутствие оператора при процессе не является обязательным.
- Экономия. От электрода при сварке остается всего лишь 2%, которые невозможно использовать.
- Структура. Благодаря стабильности дуги создается красивая мелкочешуйчатая структура шва.
- Простота. Для работы сварщика в данной сфере не нужно длительное обучение – достаточно приобретения общих навыков.

Оборудование для автоматической сварки под флюсом
Для создания рабочего места, в первую очередь потребуется источник переменного или постоянного тока. Обычно в целях экономии используют переменную сеть, снабженную достаточно мощным трансформатором, который не допускает перепадов напряжения. Но иногда (в основном, это касается сельской местности) мощности ТП недостаточно и тогда приходится подключать оборудование через стабилизатор.
На сегодняшний день чаще всего используют трансформаторы марки ТСД-500-1, ТСД-1000-4 и ТСД-2000. При больших объемах производства или повышенных требованиях к качеству можно задействовать сварочный трактор Jasic MK-1, как на фото вверху или АДС-1000-2, TC-17М-У, TC-35, АДФ-500 и др. Также сейчас выпускают преобразователи ПС-500, ПСО-500, ПС-100 и сварочные выпрямители BC-500, BC-1000-2, ВДУ-504, ВДУ-1001, ВДУ-1601.
Вернемся к трактору Jasic MK-1 и рассмотрим его более подробно. С помощью этого агрегата осуществляется автоматическая дуговая сварка длинных прямолинейных и/или кольцевых швов в любой плоскости. Минимальная сила тока, выдаваемого этим аппаратом, составляет 100 A, а максимальная 1000-1250 A в зависимости от модификации.
Трактор Jasic MK-1 позволяет использовать для сварочных работ все виды проволоки Ø 2-6 мм. При необходимости поперечную балку и сварочную головку можно перемещать по горизонтали и по вертикали или вращать. Качественную центровку шва обеспечивает стабильная подача проволоки кассетой с четырьмя роликами (возможный сбой скорости составляет от 0,3 до 3 мм/мин).
Тележка аппарата приводится в движение электрическим двигателем постоянного тока с регулировкой скорости – диапазон составляет от 0,1 до 1,5 м/мин. На каретке находится ручка для смены режимов движения. Так, режим AUTO позволяет не вмешиваться в процесс, а MANUAL требует ручного управления – эта функция позволяет позиционировать режим в соответствии с техническими характеристиками свариваемых деталей.
Существует много другого аналогичного оборудования для выполнения сварочных работ под флюсом. Рассмотреть даже половину моделей, не говоря уже об их модификациях, в рамках одной статьи просто технически невозможно, но это и не является нашей целью.
Плазменная наплавка
В настоящее время вопрос плазменной наплавки стоит перед специалистами достаточно остро, так как такая технология сварки под слоем флюса значительно увеличивает эксплуатационный ресурс композиций. По сути, высокая потребность метода сводится к меркантильным интересам: в машиностроении это означает выпуск конкурентоспособной продукции и более высокие доходы от продаж. Конечно, этот метод не является каким-то ноу-хау, но его преимущества не вызывают сомнений.

Общий статус
В данном случае под плазмой подразумевается ионизированный газ и для получения которого используются разные методы (механический, электрический). Некоторые источники высказывают мнение, что плазма, это та же классика или четвёртое агрегатное состояние вещества после твёрдого, жидкого и газообразного, но, соглашаться с этим или нет – право каждого человека. Как бы там ни было, ионизированный газ, обладая рядом полезных качеств, широко используется в научных и технических отраслях.
Работа с плазменно-дуговыми наплавками
В первую очередь сварочным оператором настраивается оборудование. Нужно выставить верный угол сопла газовой горелки по отношению к рабочей плоскости, выверить зазор между ним и деталью (обычно, это 5-8 мм) и вставить сварочную проволоку. В случае, когда требуются колебания сопла, головка выставляется точно по центральной продольной линии шва. Средина определяется очень просто: амплитуда колебаний делится на два.
Несмотря на простоту процесса наплавки, оператором может работать только достаточно опытный сварщик – это требует максимальной концентрации внимания. Если не придерживаться таких требований, то вероятность порчи заготовки возрастёт до максимума.
Газ ионизируется при помощи постоянного электрического разряда или дуги: на атомном уровне происходит отрыв отрицательно заряженных частиц (механический способ). Это возможно благодаря мощному тепловому воздействию разряда на поток газовой смеси. Аналогичного результата можно добиться при воздействии мощного электрического поля, но придётся соблюсти ряд дополнительных условий (электрический способ).
Для ионизации полаётся струя газа под давлением 20-25 атм, которую прошивает электрическая дуга с напряжением 120-160 V и силой тока до 500 A (для сравнения: в потребительской электросети 220-230 V и 50 A). Положительно заряженные ионы при помощи магнитного вихря летят к катоду с огромной скоростью, которой достаточно, чтобы при столкновении с металлом резко поднимают его температуру до 10000-18000°C.скорость движения ионов в таком процессе достигает 15000 м/сек!

Заключение
В заключении следует отметить, что дуговая сварка под флюсом регламентируется требованиями ГОСТ 9087-81, но нормы межгосударственных стандартов между странами СНГ были подписаны только в 1992 году. Тем не менее, вышеупомянутый норматив от 1981 года остался неизменным для России, Украины и Беларуси.
Технология механизированной сварки
Полностью или частично механизированная сварка облегчает монтаж трубопроводов, металлоконструкций, используется при производстве сварных деталей. За счет механического передвижения сварочной головки улучшается прочность шва. Данными видами оборудования выполняют тавровые, угловые соединения, сваривают заготовки встык и внахлест. Механизированный помощник помогает точно соединить детали, расположить их под требуемым углом. Автоматы и полуавтоматы помогают выполнять работы в труднодоступных местах.

Особенности
Сначала о полностью механизированной сварке, это автоматизированный процесс соединения деталей, когда оператор только настраивает оборудование и следит за его работой. Аппарат сам разжигает и поддерживает дугу, ведет ее по шву, при этом подает присадочную проволоку, флюс или защитный газ.
При частично механизированной сварке подача расходных материалов осуществляется автоматически, а за геометрию шва отвечает сварщик. Он перемещает горелку с нужной скоростью в заданном направлении. Процессы полной или частичной механизации также регулируются стандартами для сварочных технологий.
Область применения
С помощью сварочных механизированных аппаратов можно сваривать трубы, накладывать прямые, кольцевые и криволинейные швы, осуществлять соединения в труднодоступных местах. Средства механизации предназначены для тонких заготовок и средней толщины. Оборудование применяется для монтажа и ремонтных работ, выручает в аварийных ситуациях. При серийном производстве используют полную механизацию, в транспортном машиностроении чаще нужны полуавтоматы с функцией подачи флюса, газа. Хребтовые балки сваривают на поточных механизированных линиях, рамы вагонов – на кантователях. Автоматическая механизированная сварка под флюсом и в углекислом газе применяется при выпуске прямошовных и спиралешовных труб.
Виды механизированной сварки
При механизации сварочного процесса учитывают особенности сваривания различных металлов. Для соединения углеродистых и низкоуглеродистых сплавов необходим углекислый газ. Алюминий, титан, магний расплавляют под облаком инертного газа. Чугун, некоторые алюминиевые сплавы, легированные стали сваривают с использованием различных флюсов. Каждый механизированный сварочный процесс стоит рассмотреть подробней.
В среде углекислого газа
Расход CO 2 зависит от типа электрода, мощности электродуги, движущихся потоков воздуха. При сдувании струи газа ветром или сквозняком ухудшается качество шва. Механизированной дуговой сваркой соединяют заготовки с содержанием углерода:
- до 2,14% (низкоуглеродистые сплавы);
- от 3 до 5 % (среднеуглеродистые).
Сваривают детали толщиной до 40 мм, в смеси газов можно проварить 80-ти мм металл. Процесс регламентируется ГОСТ 14771-76. Струя поступает из сопла, обтекает сварочную дугу, предохраняет ванну расплава от окисления.
В инертных газах
При механизированной сварке в среде защитных газов металлы при нагреве не окисляются. При подаче аргона с плотностью в 1,5 раза выше, чем у воздуха, над обрабатываемыми кромками формируется устойчивое облако. Такую защиту ванны применяют при сваривании любых металлов, когда необходимо получить качественное соединение или невозможна обыкновенная электродуговая сварка, например, при монтаже проката:
- из цветных металлов (меди, никеля, алюминия, титана);
- жаропрочных и конструкционных сталей, склонных к окислению при нагреве;
- некоторых видов нержавейки.
Инертные газы защищают металл от воздействия кислорода, азота, других компонентов воздуха, ухудшающих эксплуатационные характеристики сварных соединений.
Под флюсом
По ГОСТ 8713-79 в зависимости от способа изготовления флюсы разделяют на две группы:
- плавленые представляют собой однородный конгломерат, получаемый путем спекания компонентов;
- неплавленые бывают двух видов: керамические – это порошки с клеевой основой; спеченые сначала спекают при высоких температурах, затем измельчают до нужной фракции.
Смеси и порошки на основе силиката марганца наносят перед механизированной сваркой под флюсом. В процессе нагрева дугой защитный состав образует шлаковую корку. Оставшиеся частицы собирают для повторного применения.
Порошковыми проволоками
Сварщики выбирают любой расходный материал под тип обрабатываемого металла, порошковые проволоки – не исключение. Это стержень, заполненный шихтой, выполняющей сразу несколько функций:
- защищает металл от воздействия азота, кислорода, водорода;
- раскисляет и легирует расплавленный металл;
- поддерживает стабильное горение дуги;
- формирует ровный шов.
Для механизированного сварочного процесса применяют несколько типов порошковой проволоки:
- сочетаемые с флюсами;
- содержащие флюсовые компоненты в составе шихты;
- самозащитные для сваривания металла в углекислом газе.
Производители выпускают расходники с замкнутым трубчатым сечением, с захлестом кромок и сложной формы с загибами одной или обеих кромок внутрь.

Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком. Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки. Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.

Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Самоходная головка (трактор) одновременно с замыканием цепи осуществляет подачу требуемых компонентов. Вместе с током, питающим дугу, в зону сварки поступает расплавляемая присадка, защитные флюсы или газы.
Классические механизированные аппараты регулируют скорость подачи проволоки и плотность дуги в зависимости от физико-механических свойств свариваемых металлов. Проволока устанавливается в кассетах фабричной намотки с фиксированным натяжением. Разматываясь, присадка сначала проходит через направляющие ролики и шланги, затем поступает на подающие.
Специальные системы, ответственные за подачу газа, флюса, настраиваются собственно токовым параметрам. Скорость движения горелки регулируется автоматизировано или сварщиком.
При помощи механизированного трактора подается электродная проволока, а ток проводится к сварочному месту.
Производители предлагают механизированное оборудование для сварки с разной степенью механизации. По сути, технология автоматизированной сварки с точки зрения физико-термических процессов идентична ручной. Отличается технологичностью, скоростью формирования шва, качеством соединений.
Сварка под флюсом: технология и выбор режимов
Даже идеальная сварка не может защитить сварной шов от порчи. Рано или поздно это место становится самым слабым в детали и деформируется, поэтому во время сварочных работ обязательно используются защитные материалы. К ним относятся инертные газы и флюсы. Последние не так распространены в бытовой среде, но на производствах сварка под флюсом встречается очень часто. О ней пойдет речь далее.

Особенности сварки под флюсом
Не стоит думать, что сварка под флюсом это какой-то совершенно новый способ сварки. Придуман он очень давно, в конце в XIX века, а сущность заключается все в том же использовании присадочной проволоки и неплавящихся электродов. Однако, оборудование постоянно улучшалось, а вместо газа, покрывающего всю зону шва, используется только флюс. Он имеет порошковую консистенцию, засыпаясь поверх шва.
Такой состав под влиянием высоких температур тоже начинает выделять газ, который будет защищать свариваемые детали от окислов. Когда порошок выгорит, от него останется только легкоудаляемый шлак, а если средство не будет использовано полностью, его легко можно сохранить до следующего раза.
Перед тем, как делать варку под флюсом, потребуется выбрать:
- режим;
- электроды;
- присадочную проволоку.
Также, как при любой другой сварной работе, нужно будет правильно оформить кромки, обезжирить детали. Но здесь еще будет важно подобрать флюс, так как он существует в разных видах.

Преимущества и недостатки
У самого процесса сварки под флюсом есть свои положительные и отрицательные черты. Среди преимуществ:
- Автоматизация, позволяющая добиваться наиболее точных сварных швов. Автоматика позволяет задать все параметры электронно, поэтому ток, проволока — все подается и управляется само.
- Выделение флюса продолжается в процессе всего создания шва, потому его эффективность оказывается выше.
- Можно варить с большой силой тока.
- Скорость варки настраивается, может быть очень высокой.
- Сварную ванну можно увеличивать.
- Шов получается качественным.
- Возможность собирать элементы сложных конструкций быстро, качественно и с небольшими усилиями.
- Безопасность для сварщиков, так как они не находятся поблизости к свариваемым деталям.
- Можно использовать одновременно 2 электрода, питаемых от одного источника тока.
В числе недостатков:
- Сложность настройки оборудования.
- Варить в вертикальном, а также потолочном положениях невозможно.
- Неровности на свариваемой детали не позволят сделать шов.
Также здесь невозможно контролировать процесс варки, так как весь шов покрыт слоем флюса.
Этого можно избежать только если установить дополнительные системы контроля появления повреждений.
Виды флюсов
Эти средства можно поделить на группы по химическому составу и методу создания. Флюс может быть солевым, оксидным или смешанным. Здесь:
- Солевые лучше подойдут для электросварки титана или стали, никелированной или хромированной. В солевые флюсы входят соли фторидов и хлоридов.
- Оксидные имеют в составе оксиды активных металлов, а также кремния. Благодаря этому их лучше всего использовать для стали с низким содержанием углерода.
- Смешанные пригодятся для многокомпонентных сплавов и множества разных металлов. Этому способствует состав, содержащий оксиды и соли металлов в разных пропорциях.
Способов изготовления всего два — плавленый или не плавленый, который еще называют керамическим. Плавленые делают из кварцевого песка, а также марганцевой руды, которые смешиваются, плавятся, после чего формируются гранулы. Такой флюс очень хорошо подходит для низколегированной стали.
В состав керамических входят окислители и соли амфотерных металлов. Сначала те измельчаются, потом перемешиваются с жидким стеклом до однородной массы. Потом она гранулируется и прокаливается. Такие флюсы имеют структуру мелкого порошка, а подбирается он конкретно под марку стали, с которой предстоит работать, так как он работает только со сложными никелевыми или железоникелевыми сплавами.
Технология сварки под флюсом
Чтобы сварочный процесс прошел правильно, нужно правильно выбрать технологию автоматической сварки под флюсом. Базовых метода три:
- ручной;
- автоматический;
- полуавтоматический.
То, как происходит ручная варка, понятно. Здесь используется ручное оборудование, поэтому сварщик сам регулирует направление, скорость электрода. Сила тока и подача флюса, взаимодействующего с электродом, регулируется кнопками прямо на устройстве.
Полуавтоматический способ позволит автоматизировать лишь некоторые процессы, остальные требуют управления. То, как подается проволока, угол наклона электрода, сила тока, подчиняются автоматическому процессу. Сварщик в это время самостоятельно управляет движением дуги. У полуавтоматических аппаратов можно менять параметры подачи тока прямо в процессе работы.
При автоматической сварке под флюсом скорость движения электрода и его направление, а также скорость подачи проволоки задаются программно. Рабочие здесь нужны только для создания той самой сварочной программы, а также контроля качества.
Все эти три способа, несмотря на свою разность, предполагают некоторые общие шаги при сварке под флюсом:
- Устранение оксидной пленки.
- Закрепление деталей на сварочной плите.
- Подбор настроек и разработка плана.
- Подбор флюса.
- Установка наплавной проволоки.
- Сварка, где нужно внимательно следить за расходом флюса и проволоки, чтобы избежать повреждений.
После окончания работы нужно только дождаться, когда детали остынут, очистить шов и убрать флюс в герметичные упаковки.
Технология сварного процесса с использованием флюса подробно описывается в ГОСТ 8713 -79. Рассказывается про все три метода, подбор материалов, настройку оборудования. Здесь же показаны все виды сварных соединений, которые могут быть сделаны при применении каждого из трех методов.
Выбор режима сварки
Выделяется несколько режимов, которые всегда нужно подбирать под каждое отдельное задание.
| Толщина металла, мм | Диаметр проволоки, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч |
|---|---|---|---|---|
| 3 | 2 | 250 - 500 | 28 - 30 | 48 - 50 |
| 5 | 2 | 400 - 450 | 28 - 30 | 38 - 40 |
| 10 | 5 | 700 - 750 | 34 - 38 | 28 - 30 |
| 20 | 5 | 750 - 800 | 38 - 42 | 22 - 24 |
| 30 | 5 | 950 - 1000 | 40 - 44 | 16 - 18 |
Режимы из таблицы подойдут для низкоуглеродистой, среднеуглеродистой и высокоуглеродистой стали.
Чтобы выполнить автоматическую дуговую сварку под флюсом, из технического оснащения потребуется:
- Сварочная плита. Установка сварочных плит потребует бетонного основания, так как сами плиты делаются из материалов, устойчивых к постоянным высоким температурам и их перепадам.
- Наплавная проволока. Она обычно имеет толщину от 0,3 до 12 мм, а делается из того же материала, что и свариваемые материалы.
- Неплавящийся электрод, который имеет сердечник из тяжелого сплава, керамическую оплетку.
- Система, подающая флюсовые частицы. В ее состав входят резервуар и шланг, диаметр которого будет достаточным для работы с электродом.
- Система контроля, которая более развита у автоматических устройств, а менее — у полуавтоматических.

Автоматическую сварку под слоем флюса выполнить нетрудно, ведь большая часть процесса будет автоматизирована, а от сварщика потребуется лишь правильная настройка оборудования и верный подбор флюсового средства для сварки.
Что такое сварка под флюсом, как происходит процесс и какой вид флюса и режим выбрать для сварки разных металлов?
Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.

Примерная стоимость керамических флюсов на Яндекс.маркет
Керамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.
Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
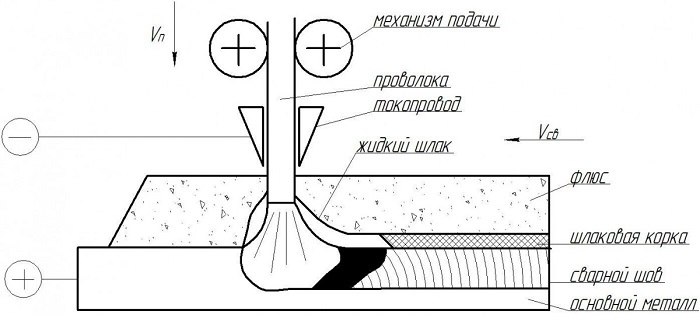
Схема процесса автоматической сварки под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
Читайте также: