Что такое сварка и пайка
Обновлено: 20.09.2024
Пайка как основной метод соединения металлов происходит по причине капиллярного действия расплавленных металлов. Процессы пайки можно подразделять на две категории: с помощью твердых и мягких припоев. Говоря о пайке твердыми припоями, подразумевают использование припоев, плавящихся выше 540 С, мягкими - ниже этой температуры.
При работе твердыми припоями при нагреве паяемых металлов расстояние между их молекулами увеличивается, между ними появляются микроскопические зазоры. Припой получает возможность протечь между соединяемыми металлами и в зазоры между молекулами. При охлаждении металлов и припоя две детали остаются соединенными вместе. Часто сплавы, используемые в качестве припоев, содержат в своем составе спаиваемый металл, чтобы соединение получилось практически незаметным.
Мягкие припои производятся на основе "белых металлов": олова, свинца и висмута. Температура пайки недостаточна для "разрыхления" молекул. Сила их сцепления с поверхностью зависит от способности "приплавляться" к микроскопическим неровностям на металле. Так как сила сцепления мягких припоев обусловлена сцеплением с поверхностью, швы не заполняются ими заподлицо и остаются незаметными.
Успех пайки зависит от пяти основных этапов:
- Подгонка: все спаиваемые поверхности должны быть тщательно подогнаны друг к другу. Припой не предназначен для заполнения брешей.
- Чистота: успешное соединение деталей требует безупречно чистой поверхности, иначе припой не растечется должным образом.
- Флюс: необходимо некоторое вещество, которое не даст кислороду прореагировать с поверхностью металла и загрязнить ее оксидами.
- Нанесение припоя: на место стыка необходимо наносить подходящий припой и в должном количестве.
- Нагрев: соединяемые металлы нагреваются лишь чуть выше температуры растекания применяемого припоя.
Осваивая лазерную сварку, ювелир должен понимать некоторые основные принципы процесса сварки, в частности, отличие от пайки. Основное отличие процесса сварки от процесса пайки в том, что при сварке материал, подлежащий свариванию, тоже плавится. При плавке основного материала для сваривания важно проникнуть в шов с правильной энергией луча и ее распределением, чтобы должным образом соединить две детали. Используемые в нашей промышленности лазеры имеют подобные настраиваемые возможности, управляющие различными аспектами совокупной энергии лазера и способом ее подачи.
Первое, что должен осуществить лазерный луч - это физическое проникновение в сварочный шов. Лазер должен соединить вместе два фрагмента металла. Для этого могут потребоваться разные характеристики энергии. Например, трехмиллиметровый платиновый ободок кольца требует для сварки энергию, отличную от той, которая нужна для застежки из желтого золота 18 кт. Прохождение пучка в сварочный шов называется проникновением. Проникновение достигается управлением физической силой лазерного пучка, обычно регулируемой в доступных на рынке лазерных установках через напряжение. Напряжение регулирует силу фотонов (материи) в световом пучке. Напряжение - это лишь одна из характеристик выходного лазерного пучка. Лазер должен обладать достаточной энергией для достижения пучком места сварки, а для этого нужно преодолеть сопротивление металла вокруг сварочного шва и проникнуть сквозь сопротивляющийся металл для доступа к внутренним поверхностям шва.
После проникновения к месту действия, лазерный пучок должен сохранять достаточную мощность для осуществления собственно сварочного действия (плавки окружающего металла). Другая управляемая характеристика мощности лазера - это продолжительность облучения металла в течение одного импульса (продолжительность импульса). Она регулируется на большинстве установок отрезками, измеряемыми и выражаемыми в милисекундах. Металл, по мере облучения лазером, нагревается до точки плавления и растекается по шву, заполняя его и соединяя фрагменты способом, не оставляющим шов. Продолжительность импульса можно использовать для проникновения через плавку, вместо силового проникновения, достигаемого через большое напряжение. Однако, более продолжительные импульсы могут выжечь некоторые металлы, оставляя ямки и делая их более хрупкими. Увеличение продолжительности импульса делает область плавки глубже и шире.
Лазерный пучок для проникновения требует иных аспектов мощности, чем для плавки. Напряжение и продолжительность импульса прямо пропорциональны величине мощности (измеряемой в джоулях) лазерного пучка, то есть увеличение напряжения, либо продолжительности импульса увеличивают входную мощность пучка, а уменьшение любого из этих параметров уменьшает общую мощность пучка.
Что делает лазер лазером?
Когерентный свет может быть сфокусирован намного точнее некогерентного (рассеянного), что позволяет обеспечивать очень высокую концентрацию световой энергии на очень малой площади. Эта энергия, отнесенная к единице площади, в 1000 раз выше, чем энергия на поверхности солнца.
Высокая температура, достигаемая при концентрации энергии, достаточна для локального разогрева металла до точки его плавления и выше.
Фактически на локальное плавление металла затрачивается очень малая часть энергии лазера. Лазер – идеальный инструмент для работы со всеми видами изделий из драгоценных металлов и сплавов, включая изделия с драгоценными вставками, чувствительными к температурным воздействиям.
Лазер, используемый в ювелирной промышленности, является твердотельным лазером и функционирует по классической схеме. Конденсаторная батарея используется для накопления энергии, которая расходуется на генерацию сильного светового импульса в лампе накачки. Этот свет попадает на Nd YAG-кристалл. Кристалл преобразовывает белый свет от лампы накачки в когерентный лазерный луч, который многократно умножается в резонаторе (кристалл, отражающее зеркало, отклоняющее зеркало). Процесс управляется бортовым микрокомпьютером. Высокая температура, возникающая в процессе генерации луча, поглощается деионизированной водой, охлаждаемой в дальнейшем в воздушно-водном теплообменнике.
Через систему линз лазерный луч попадает в рабочую камеру. Процесс сварки контролируется непосредственно через стереомикроскоп.
Чем лучше настроены все узлы лазера, тем выше качество и результат сварки и выше ресурс работы машины.
Энергия лазерного луча расплавляет металл в точке его контакта с металлом. Размер пятна и глубина проникновения луча в металл зависят от трёх основных параметров:
- Напряжение (мощность) – чем выше, тем глубже проникновение;
- Время (длинна) импульса – чем дольше, тем шире и глубже, тем больше расплавленного металла;
- Диаметр луча – чем больше, тем больше площадь сварки (пятна) но и ниже концентрация энергии на единице площади поверхности.
Для различных металлов эти параметры определяются в зависимости от их физико-химических свойств. Например, низкопробные золотые сплавы (белого и желтого цвета) просто и легко свариваются.
Высокопробные сплавы желтого золота (22К и выше), серебряные и медные сплавы свариваются намного хуже из за высокой отражательной способности и высокой теплопроводности.
Сварочный лазер должен иметь качественный (хорошо отьюстированный) луч. В этом случае результат сварки будет оптимальным, даже тогда, когда область сварки выходит за фокальную плоскость оптических приборов лазера.
Точная юстировка (настройка) оптики на всех участках прохождения луча улучшает его качественные параметры. Для достижения наилучшего результата при производстве лазера необходимо провести предварительные юстировочные работы.
Следует принять во внимание, что некоторые так называемые «производители лазеров» просто покупают отдельные компоненты различных поставщиков и механически их собирают. Весьма часто на их производственных участках изготавливаются только корпуса приборов.
Только отличная юстировка луча обеспечивает высококачественный результат и высокий ресурс работы.
Пайка и сварка – сравнение процессов.
Главная цель разработки лазеров для использования в ювелирной промышленности состояла в том, чтобы сэкономить время, уменьшить уровень брака и улучшить качество производимых изделий. Весьма часто, готовые ювелирные изделия отбраковываются из за дефектов, которые не могут быть устранены традиционными технологическими методами.
При пайке различия в цвете и твердости металла припоя ухудшают дизайн изделия и его механические свойства. Кроме того, после этой операции необходимо проводить отбеливание изделия с последующей полировкой.
При сварке нет необходимости в применении припоя. В этом случае используется присадочная проволока из металла, аналогичного металлу изделия, и нет разницы ни в цвете, ни в твердости. Нет так же необходимости отбеливания изделия с его последующей полировкой. Все эти аспекты делают лазер абсолютно необходимым инструментом для ремонта ювелирных изделий.
Элементы изделий, чувствительные к высоким температурам, такие, например, как ювелирные вставки (драгоценные и другие камни), а также пружинные элементы могут быть повреждены при ремонтных операциях, связанных с пайкой. Поэтому эти элементы предварительно должны быть удалены. Эти процедуры достаточно трудоёмки. Кроме того, камни, иногда достаточно дорогие, могут быть повреждены в результате раскрепки изделия. Пружинные элементы могут потерять свои механические свойства в результате отжига, при нагреве изделия под пайку. После пайки эти элементы необходимо установить на изделие – закрепить вновь вставки или завести пружины.
В случае лазерной подварки дефектов нет необходимости выкреплять камни и демонтировать пружинные элементы, так как высокотемпературное воздействие энергии лазерного луча сконцентрировано только в месте заварки дефекта и не нагревает всё изделие. Соответственно не нужно вновь крепить камни и заводить пружины.
В связи с этим лазер имеет существенное преимущество перед всеми остальными видами сборки, при этом значительно сокращается операционное время сборки, поскольку не требуется использование открытого пламени для пайки и целого ряда промежуточных технологических операций и приспособлений для их проведения.
Пайка и сварка: сравнительный анализ
Тема «пайка против сварки» будет кратко рассмотрена в этой статье. Основное различие между сваркой и пайкой заключается в источнике тепла.
Процесс пайки по сравнению со сваркой:
Процесс пайки безопаснее, чем процесс сварки.
Процесс сварки можно определить как процесс соединения обеих заготовок вместе без применения или с применением присадочного металла с использованием верхней температуры плавления основных металлов, а процесс пайки можно определить как процесс соединения обеих заготовок совместно с применением присадочного металла с использованием более низкой температуры плавления основных металлов.
Пруток для пайки против сварочного стержня:
В процессе пайки могут использоваться сварочные стержни.
В процессе сварки обе детали растворяются вместе без или с применением присадочного металла с использованием более высокой температуры плавления основных металлов, в противном случае в процессе пайки обе детали растворяются вместе с применением присадочного металла с использованием более низкой температуры плавления. из основных металлов.
Изображение – Схема дуги и зоны сварки при дуговой сварке защищенным металлом. 1. Поток покрытия; 2. Стержень; 3. Защитный газ; 4. Плавка; 5. Основной металл; 6. Металл сварного шва; 7. Затвердевший шлак; Кредит изображения - Википедия
Пайка против сварки:
В пайке не нужны опытные руки, а в сварке нужны опытные руки.
Основное отличие процесса сварка и пайка являются источником тепла. В процессе пайки источник тепла работает как печь, сопротивление, горелка, погружение, индукция, а в процессе сварки источник тепла работает как электричество.
В процессе пайки температура будет около 550 градусов по Цельсию, а в процессе пайки температура будет около 2800 градусов по Цельсию.
В чем преимущество пайки перед сваркой?
Как сварка, так и пайка являются лучшим решением. Иногда для некоторых применений подходит пайка, а иногда для некоторых применений подходит сварка.
- Быстрая работа
- Дешевле
- Идеальное производство для средних и больших объемов
- Менее сложный процесс
- Создавайте более чистые суставы
- Сохраняйте жесткую толерантность
Быстрая работа:-
Пайка - это более быстрая операция по сравнению со сваркой. В операции пайки температура обработки и потребляемая мощность ниже по сравнению со сваркой. Соединения, созданные в процессе пайки, имеют минимальные остаточные напряжения и степень термической деформации. Процесс термической обработки перед выполнением операции пайки не требуется. Разнородный металл с разным составом, а также разной температурой плавления основных металлов легко соединяется между собой.
Дешевле:-
Пайка - это автоматизированный метод, хотя для управления этим процессом не требуется экспертная робототехника, по этой причине пайка стала менее дорогой, и с помощью этого процесса можно легко сэкономить деньги.
Идеальное производство для средних и больших объемов:
В процессе сварки производительность занимает немного больше времени, но пайка является автоматизированным процессом, по этой причине от среднего до крупного производства легко может быть выполнено за короткое время. Пайка – трудоемкий процесс.
Менее сложный процесс: -
Температура, используемая в процессе сварки, больше, чем температура плавления основного металла. Температура может достигать максимума для процесса сварки около 3800 0 по этой причине изменяются свойства соединений в основных металлах и затрудняется работа с расплавами основного металла, а также требуются квалифицированные руки, все вместе сварка стала сложным процессом.
При этом температура, используемая в процессе пайки, меньше температуры плавления основного металла. Температура может достигать максимума для процесса пайки около 600 0 по этой причине свойства соединений в основных металлах не изменяются и не сложна работа с расплавами основного металла, а также не требуются квалифицированные руки, все вместе пайка стала менее сложным процессом.
Создайте более чистые суставы: -
Неправильные валики сделаны в процессе сварки, которая создается из детали. С другой стороны, в процессе пайки не образуются валики или очень маленькие валики, что очень удобно для сварщиков.
Сохраняйте жесткую терпимость: -
В процессе пайки основные металлы не расплавляются, поэтому форма основного металла не деформируется, в то время как в процессе сварки основные металлы расплавляются, поэтому форма основного металла деформируется из-за более высокой температура выше температуры плавления основных металлов.

Изображение предоставлено - факел технического обслуживания ВМС США паяет стальную трубу;
Кредит изображения - Википедия
Пайка сложнее сварки?
В процессе сварки изменяются свойства основных металлов.
Пайка тверже, чем сварка, или сварка тверже, чем пайка, полностью зависит от конфигурации соединения. Внутренние соединения основных металлов легко свариваются, а в случае соединения разнородных металлов пайка легче, чем сварка.
Прочность пайки и сварки:
Метод пайки не слишком эффективен при высокой температуре.
Прочность соединений основных металлов в процессе сварки высока. Процесс пайки является работой ниже температуры плавления основных металлов, поэтому основной металл не растворяется. Скорее, источник тепла растворяет присадочный металл и под действием капилляра образует его внутри швов.
Пайка и сварка чугуна:
Пайка больше подходит для работы с чугуном.
Работы с чугуном выполняются при небольшом ремонте, а в случае пайки также подходят для ремонта небольших площадей, и риск растрескивания легко может быть уменьшен для этого, в то время как работы с чугуном не подходят для сварных швов.
Пайка и сварка велосипедной рамы:
Велосипедные рамы обычно изготавливаются из алюминия, углерода, стали и даже из картона.
Изготовление рам велосипедов с помощью как пайки, так и сварки полностью зависит от материалов и конструкции. С алюминием мы легко можем сваривать, а со стальными рамами велосипедов можно делать пайку.
Пайка и сварка стали:
При пайке используется пропановая горелка.
Пайка стального соединения прочнее сварки стального соединения. Правильно созданное паяное соединение является более прочным по сравнению с соединяемыми основными металлами, и температура в этом случае остается низкой около 600 градусов по Цельсию.
Пайка и сварка алюминия:
Пайка с алюминием быстрее.
При соединении металлов для алюминия процесс пайки более быстрый по сравнению с процессом газовой сварки вольфрамовой вставкой. Прочность пайки алюминия и сварки алюминия одинакова.
Бронзовая пайка против сварки:
Для соединения разнородных металлов более эффективна бронзовая пайка.
Угловая пайка по сравнению со сваркой:
Пайка может навсегда соединить два металла с помощью горелки.
Соединения с проушинами и угловые паяные соединения выполняются путем нагрева присадочного материала (но не основного металла) до его точки плавления с использованием очень горячего пламени, обычно из окси-ацетилена или окси-пропана, тогда как сварка выполняется электрическим током - в основном крошечной молнией. болты используются для плавления металлов.
Последние посты
Гидроксид калия или едкий калий является неорганическим компонентом. Его молярная масса составляет 56.11 г/моль. Давайте резюмируем структуру КОН Льюиса и все факты в деталях. КОН представляет собой простой гидроксид щелочного металла.
Слово «еще» в основном служит в значении «до сих пор» или «тем не менее» в предложении. Проверим употребление слова «пока» в значении «союз». Слово "пока" можно обозначить как "координационное.
О НАС
Мы являемся группой профессионалов отрасли из различных областей образования, таких как наука, инженерия, английская литература, и создаем универсальное образовательное решение, основанное на знаниях.
Отличия пайки от сварки

Чем отличается пайка металлов от сварки, сфера применения
Многие путают думая, что пайка и сварка металлов это одно и то же. Однако они сильно заблуждаются, ведь основное отличие пайки от сварки в том, что при пайке металл не расплавляется.
Технология пайки кардинально отличается от сварки в виду особенностей и специфики применяемого оборудования. Для сварки металлов применяется куда более сложное оборудование, чем для пайки.
Однако это еще ничего не значит, и порой выпаять микросхему или перепаять зарядное гнездо в телефоне гораздо сложнее, чем сварить забор из профильной трубы. В чем особенности и отличия пайки от сварки? Какое оборудование применяется для этих двух технологических процессов?
В чем отличия пайки от сварки
При сварке же происходит расплавление металлов и их соединение друг с другом на молекулярном уровне. Это делает соединение более надежным, крепким и долговечным, хотя и меняет структуру металла в целом.

Поэтому можно сказать так: пайка даёт возможность соединять мелкие детали без какого-либо вреда. При этом прочность соединения во многом зависит от припоя, а также способа соединения спаиваемых элементов. Для сварки используются инверторы и газовое оборудование, для пайки — паяльные станции, горелки и паяльники.
Где применяется пайка, а где сварка металлов
Пайка занимает второе место по популярности соединения металлов после сварки. Она нашла широкую востребованность во многих областях, а в некоторых, и вовсе, пайка занимает лидирующую позицию.
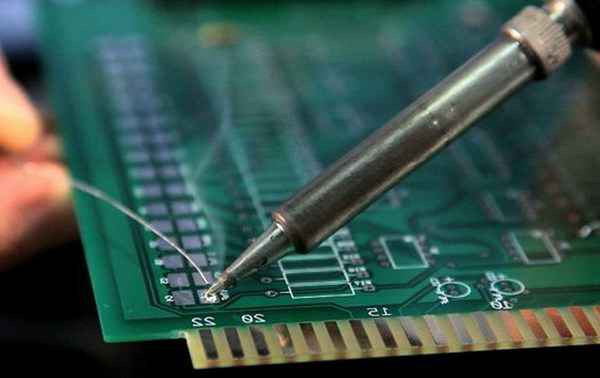
Например, невозможно представить сегодня IT-промышленность без пайки. Здесь пайка широко применяется для соединения электросхем и радиодеталей. Без неё не получится спаять медные трубы на отопление и водоснабжение. Широко пайка применяется и при кузовном ремонте.

Сварка же металлов в основном востребована в строительной сфере, однако не меньшую популярность в последнее время она завоевала и в быту. В основном применяется она для соединения черных металлов, а также там, где нужно собирать большие металлоконструкции.
Виды пайки
В техническом плане очень сложно определить классификацию пайки из-за немалого количества параметров. Пайка подразделяется не только по способу заполнения зазоров припоем, но и по типу кристаллизации шва, методу удаления оксидной пленки, а также по многим другим параметрам.
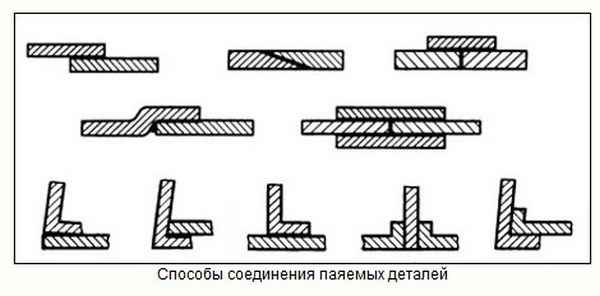
Поэтому основная классификация пайки характеризуется температурой плавления припоя. По данному параметру существующие виды пайки можно классифицировать следующим образом.
Четыре секрета пайки, о которых знают не все

Четыре секрета пайки, о которых знают не все
Неужели в пайке могут быть секреты — наверняка спросит тот, для кого пайка не является ежедневной работой. Что может быть проще, чем нагреть паяльник, достать припой с канифолью и, паяй что хочешь.
Однако не всё так просто как кажется на первый взгляд. Пайка подразумевает собой процесс соединения металлов, путем использования флюсов и припоев, которые обладают различным составом, температурой плавления и т. д.
Флюс и припой для пайки
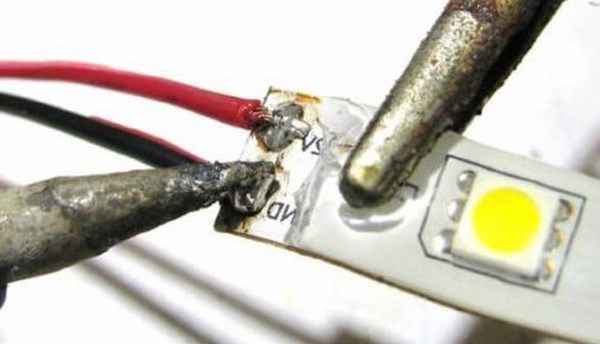
Первый секрет пайки заключается в умении правильно применять флюсы и припои, коих на сегодняшний день существует немерено разновидностей. Припоем мы называем легкоплавкий сплав, который подходит для спаивания меди, алюминия и выводов радиодеталей.
По своей прочности припой мало чем уступает чистому олову, которое стоит достаточно дорого. Поэтому при радиомонтаже и ремонте чаще всего применяется смесь олова и свинца, которая называется оловянно-свинцовым припоем.

Температура плавления таких припоев составляет 180-200 градусов. Обозначаются они в виде аббревиатура ПОС — которая расшифровывается, как «припой оловянно-свинцовый». Цифры, следующие за ними, означают процентное содержание чистого олова в припое.
Флюс — специальное противоокислительное средство, которое дает припою прилипать к металлу. На сегодняшнее время существует большое количество разнообразных флюсов, активные и неактивные, флюсы которые требуют смывания после пайки и другие.

Следует знать, что для пайки в труднодоступных местах был специально придуман жидкий флюс. Как правило, это смесь канифоли, ацетона или этилового спирта. Важно обратить внимание, что флюс на основе ацетона обладает высокой токсичностью. Поэтому при его использовании следует хорошо проветривать помещение.
Чистота жала паяльника имеет большое значение
Второй секрет, о котором нужно знать заключается в том, что жало паяльника нужно всегда держать в чистоте. Если его поверхность будет грязной, то припой плавиться не будет. Поэтому паять таким паяльником не получится.

Следовательно, перед началом пайки нужно почистить и залудить жало паяльника. Делается это следующим образом:
- Сначала разогрейте паяльник;
- Затем возьмите напильник или шлифовальную шкурку и до блеска зачистите жало;
- Опустите жало в канифоль, а затем поднесите его к припою;
- Возьмите жалом немного припоя и, когда он расплавится, потрите жало о деревянную палочку, таким образом, чтобы вся поверхность жала обернулась тончайшим слоем припоя.
На этом лужение жала паяльника завершено, можно переходить к пайке деталей.
Чистота спаиваемых деталей также важна
Третий секрет заключается в чистоте спаиваемых деталей. Во-первых, их поверхности должны быть зачищены до блеска. Сделать это можно при помощи наждачной бумаги.
Если поверхность металла содержит различные масляные загрязнения, то их также можно обезжирить растворителем. В любом случае спаиваемые поверхности должны быть максимально чистыми.
Что касается температуры пайки
Правильная температура очень важный момент в пайке. Если температура паяльника слишком большая, то припой и флюс будут быстро выгорать, поэтому паять станет невозможно. Почти все радиодетали боятся перегревания, поэтому важно беречь от перегрева выводы транзисторов, микросхем и т. д.
Для выполнения работ по их демонтажу рекомендуется придерживать вывода пинцетом, плоскогубцами и т. д., которые помимо основной функции, также помогают отвести лишнее тепло (в роли теплоотвода). Чтобы получить надежное спаивание, после пайки следует зафиксировать детали не менее чем на 10 секунд.
Читайте также: