Что такое сварочный автомат
Обновлено: 19.09.2024

Виды сварки
Многие новички задаются этим вопросом. Сейчас на рынке представлено большое количество различных устройств для сварки: начиная от трансформатора, заканчивая инверторами. Запутаться во всем этом многообразии легко.
Сварочный автомат и полуавтомат это две разные системы. Они отличаются по принципу работы, по сфере применения, по размеру и, конечно, стоимости. Начинающему будет не сложно увидеть их разницу после прочтения данной статьи.

Кратко о автоматическом сварочном аппарате
Проще всего увидеть разницу, если знать как работает автомат и полуавтомат. Начнем с автомата. Он представляет собой цельную систему, все процессы в которой механизированы и требуют лишь своего оператора.
Наверняка, многие уже слышали слово “ оператор ”. Оператором называют того, кто выставляет настройки на аппарате. От человека, владеющим автоматом, требуется только задать нужные параметры и нажать пуск. Это один из главных плюсов таких устройств, человеку не нужно участвовать в процессе сварки. Аппарат сам все сделает, в соответствии с вашими желаниями. Но не стоит этому сильно радоваться, настройка автомата требует высокой квалификации оператора, иначе есть риск просто сломать дорогостоящее оборудование.

Теперь конкретно о процессе сварки . С автоматом она полностью безопасна, потому что он снабжен устройствами для подачи флюса или защитного газа. К тому же подаваться они будут с выгодой для владельца, автомат не допустит утечек или перерасхода материала, он не перенагреет случайно электрод и не испортит шов, который придется переделывать. Сварочная проволока подается автоматически. В плане расхода ресурсов автоматический инвертор самый экономичный, чего не скажешь о энергозатратах. Да, электричества для таких машин нужно много, это один из его минусов.
Производительность автоматических инверторов просто поражает. Так как тут отсутствует человеческий фактор, машина может работать без перерыва несколько часов подряд. Сварщику, как и любому живому существу, нужны перерывы на отдых и обед, это, разумеется, занимает время. Сварочный автомат вместо этого будет варить. Такая работоспособность очень полезна, когда объем работы действительно большой.
Также стоит сказать и о функционале автомата. Он может выполнять комплекс различных задач. Больше тут и не скажешь, потому что каждый производитель наделяет свой товар разными функциями.
Подытоживая, хочется выделить основные плюсы и минусы такого аппарата.
Достоинства сварочного автомата:
- Автоматизация всех процессов.
- Безопасен для здоровья человека.
- Экономичное потребление расходных материалов.
- Высокая работоспособность.
- Способен выполнить большое множество задач.
- Высокое качество шва.
Недостатки сварочного автомата:
- Большая энергозатратность.
- Высокая цена, которая может не окупиться.
Кратко о полуавтоматическом сварочном инверторе
Полуавтомат- это что-то среднее между автоматическом и ручным аппаратом (три основных вида сварочных аппаратов: ручной, полуавтомат и автомат). Многие процессы в таком устройстве механизированы, однако именно сварщик имеет решающую роль в работе с полуавтоматом.

Процессом сварки управляет непосредственно сварщик . Для начала он сам настраивает инвертор, а потом сам ведет горелку и формирует шов. В этом случае качество соединения напрямую зависит от навыков и опыта сварщика. От него также зависит производительность. По сути, человеческий фактор тут основной. Это и плюс и минус. С одной стороны, людям свойственно ошибаться, что не всегда допустимо на производстве. С другой стороны, гибкий человеческий разум гораздо практичнее холодной машины.
Как проходит сварка с полуавтоматом. Как уже было сказано, некоторые процессы в нем автоматизированы, например, подача сварочной проволоки, которая служит вместо электрода. Внутри инвертора находится катушка с этой проволокой и механизм, обеспечивающий ее автоматическую подачу. Проходя через газовое сопло, проволока плавиться из-за напряжения, а затем подается сварка. Сварщику остается лишь аккуратно вести горелку. Интереснейшим моментом является настройка полуавтомата. Сварщик должен уметь подбирать силу тока, что не очень сложно. Также в полуавтоматах предусмотрены механизмы для подачи флюса и защитного газа, что, конечно же, обеспечивает безопасность сварщика и его рабочего места. Благодаря бесперебойной и надежной работе полуавтомата, он найдет свое применение как в доме или на даче, так и на производстве.
Высокий комфорт — это то, чего стоит ждать от работы за полуавтоматом. Вам не нужно вникать в то, как устроен аппарат, достаточно выбрать удобные настройки и можно начинать варить. Аппарат сам будет следить, чтобы ничего не перегрелось и подача сварочной проволоки была равномерной. От сварщика требуется лишь ровно вести горелку. К тому же полуавтоматы очень многофункциональны. Именно из-за этого его цена выше, чем у ручных инверторов.
Нельзя не сказать о компактности и мобильности полуавтомата. Очень удобно, когда можно перенести инвертор и варить в любом месте, где потребуется. На многих моделях для этого предусмотрены колесики. Полуавтомат можно также перевозить и на большие расстояния, потому что он с легкостью поместиться на заднем сиденье или в багажнике автомобиля. Относительно своего функционала, полуавтоматические инверторы имеют маленькие габариты.
Здесь хочется сделать небольшое заключение, выявить достоинства и недостатки полуавтомата.
Достоинства полуавтоматического инвертора:
- Комфортность и легкость в работе.
- Многофункциональность.
- Компактность, небольшие габариты.
- Автоматическая подача сварочной проволоки.
- Безвреден для здоровья человека, при соблюдении всех правил безопасности.
- Приемлемая цена.
- Высокое качество шва.
Недостатки полуавтоматического инвертора:
Недостаток довольно двойственный. Для кого-то это покажется плюсом, однако из-за возможной угрозы здоровью мы обязаны отнести это к минусам. Угроза здоровью есть только в случаях несоблюдения норм безопасности.
Сравнительная характеристика инверторов автоматического и полуавтоматического типов
Многим из вас, наверняка, кажется, что автомат гораздо выгоднее, экономичнее и удобнее, чем полуавтомат. Некоторые даже возможно подумали: “Зачем вообще нужен полуавтомат, если есть автоматическая сварка?”. Однако все не так просто. Оба типа сварочных аппаратов имеют свои полезные и не очень полезные качества.
Попробуем сравнить их по некоторым критериям.

Начнем с рабочего места . Подобрать подходящее место для автомата довольно сложно, ему нужны самые оптимальные условия. К тому же в выбранном месте он будет стоять очень долго, стоит учитывать при установке. Чего не скажешь о полуавтомате, его рабочая зона распространяется повсюду, где есть электропитание, что несомненно является плюсом.
Квалификация работника. В этом оба аппарата похожи. Неважно кем работать, сварщиком или оператором, в любом случае нужны знания и опыт.
Далее об их главном отличии, присутствие человека в самом процессе сварки. Как уже было сказано, суть автоматического инвертора в том, что он работает сам, выполняя сварку по выставленным параметрам, в отличие от его оппонента. У машины нет разума, поэтому в критических ситуациях автомат может оказаться бесполезным или сильно подвести вас. С другой стороны полуавтомат, который полностью контролируется человеком. Поэтому выбор за вами, плюс это или минус.
Энергозатратность. Даже рассуждать не о чем, полуавтоматический аппарат менее энергозатратен, но его соперник более эффективен. Больше варит, следовательно, тратит больше энергии. Разумеется, при сравнении это нельзя отнести к достоинствам или недостаткам. Выбор за каждым, готов он платит за большую производительность и нужно ли это ему.
Производительность, очень важный аспект при сравнении. Разумеется, автоматическая сварка быстрее, чем полуавтоматическая. Также автомат работает беспрерывно долгое время, не один сварщик не похвастается такой работоспособностью. Конечно, это кажется сразу плюсом, но много ли вы знаете сфер, где требуется бесперебойная сварка днями напролет? Чаще всего проще нанять сварщика с полуавтоматом, чем тратить уйму денег на автоматическое оборудование.
Непосредственно цена. Вопрос цены в сравнении очень интересен. Сразу стоит сказать, что автомат сильно дороже полуавтомата. Есть большой риск, что дорогостоящий автоматический аппарат не сможет окупиться.
Невозможно сказать, что лучше из этих двух сварочных систем. Наибольшая выгода от каждого зависит от конкретной ситуации . Если нужно ежедневно варить металлические изделия в крупный объемах, то выбор очевиден- автомат. Полуавтомат более полезен, когда требуется сварка в труднодоступных или отдаленных друг от друга местах.
Вывод
Сварочные полуавтоматы и автоматы имеют как сходства, так и различия. В этой статье показаны основные аспекты работы обоих аппаратов, их хорошие и плохие качества. Надеемся, многим стало понятнее как устроен автомат и полуавтомат.
Если кто-то искал ответ на вопрос: “ Что же лучше?” , простите, его нет! Спросите лучше, что мне больше подойдет или что будет выгоднее. Именно такие вопросы надо задавать себе, если колеблешься в выборе.
Особенности и преимущества автоматической сварки

Автоматическая сварка имеет еще одно название, которое раскрывает ее суть – электродуговая сварка под флюсом.
Это одна из самых популярных технологий соединений металлических деталей в промышленности в течение долгого времени. Причина тому – долговременность сварочных швов и простота исполнения. Флюсовые смеси применяются для лучшего сцепления соединяемых поверхностей.
Лучшая в своем роде
Это автоматический вид сварки с механизированным способом выполнения рабочего процесса. Физический процесс простой и понятный: специальная электрическая дуга плавится под действием высокой температуры.

Чертеж автоматической сварки.
В результате пламя горения направляется на так называемый сварочный объект – проволоку, которая расположена в направлении самого шва. Дуга горит под прикрытием мощного гранулированного одеяла – флюсовой смеси. Благодаря высокой температуре они начинают плавиться в сварной ванне.
Вокруг нее формируется специальная эластичная пленка, которая является отличной защитой металла и электрической дуги от проникновения воздуха, и образования главного врага хорошего шва – оксидной пленки.
После процесса в период остывания флюсовые гранулированные смеси превращается в шлак, который покрывает новый сварочный шов, и который необходимо удалить самым простым образом – механическим.
Если работа полуавтоматического вида, мастеру необходимо принимать довольно активное участие в процессе: держать и направлять присадочную проволоку, которая подается автоматически. Вдобавок нужно следить за поведением электрода: направление его движения и скорость перемещения и угол наклона.
Если же применяются полностью автоматическая сварка, то скорость и направление движения электрода выполняет автомат. Для данного метода нужны ровные свариваемые поверхности и швы углового типа.
Роботизированный способ дает прекрасные преимущества в работе: прежде всего это касается сварочного соединения, которое на порядок прочнее, чем при ручных способах сварки. Скорость выполнения процесса также намного выше.
В последнее время чрезвычайно популярна тандемная технология работы с металлами, в которой применяются оба метода, которые проводятся параллельно друг к другу в одной и той же свариваемой плоскости заготовки.
Такое сочетание значительно повышает качество шва за счет оптимальной величины сварочной ванны и быстрого поджига электрической дуги.
Чем хороша электродуговая сварка под флюсом
Во-первых, тратится мало флюсовой смеси – иными словами экономятся ресурсы без потери качества шва. Это происходит благодаря эффективной конструкции с отличным сцеплением металлов.
В дополнение играет роль еще один фактор: это аккуратное и очень тонкое покрытие остаточного сварочного шва защитным слоем шлака, который защищает его от негативного влияния оксидов, образующихся из воздуха. Для соединения, к примеру, труб это самый оптимальный вариант сварки без каких-либо сомнений.

Схема дуговой автоматической сварки.
Преимуществ у этой технологии много, перечислять их легко и приятно:
- Хорошая скорость в работе, что дает неплохую производительность общего процесса.
- Отличная экономия расходных материалов: металл электродов теряется всего на 2%.
- Технология не вызывает образования брызг из металла, что приводит к экономии также и основного металла.
- Участок соединения поверхностей хорошо прикрыт от негативного воздействия воздуха и окружающей среды.
- Минимальное образование оксидов благодаря использованию флюсов.
- Великолепная мелкочешуйчатая структура и эстетика сварочного шва вследствие ровного пламени дуги в течение всей сварки.
- Роль главного защитника от вредных воздействий играет флюс, поэтому нет надобности в дополнительных защитных устройствах и способах.
- Интенсивное охлаждение металла после процесса ведет к образованию устойчивого соединения.
- Это довольно простой метод для исполнения, ему не нужно специально учиться.
Без минусов не обойтись
Недостатков у способа намного меньше, некоторые из них можно расценивать как технические особенности:
- Что уж говорить, автоматическая сварка — метод недешевый и поэтому доступный далеко не для каждого.
- Непростое определение верного расположения материала для фиксации из-за технических характеристик процесса.
- Небезвредный способ для человека, который его выполняет.
- Часто нужно оборудование, которое имеется только на промышленных предприятиях. Эта особенность делает методику редким гостем в кустарных мастерских.
Где применяется автоматическая сварка?
Метод чудесный с точки зрения универсальности и эффективности, поэтому применяться может где угодно: от домашних мастерских до крупных промышленных предприятий, включая сварку труб разного калибра и назначения.

Принцип работы автоматического сварочного аппарата.
Его можно использовать в следующих видах работ:
- монтаж сложных конструкций;
- соединение металлов с большой площадью поверхности для сцепки;
- соединение каких угодно металлов или сплавов вплоть до соединения разнородных по составу заготовок.
В свое время, когда начали применять защиту в виде флюса, в промышленности произошла почти революция в самом хорошем смысле слова. Сначала флюсы шли при работе только с низкоуглеродистой сталью.
Сейчас они используются в соединении сложных и капризных металлов типа тугоплавких металлов и различных стальных сплавов.
Применение расширялось и сейчас широко используются в следующих случаях:
- сложных вертикальных швов с принудительным или свободным формированием шва;
- монтаж труб разного калибра, включая большие диаметры;
- соединение кольцевых швов со сложным рабочим процессом по удержанию сварочной ванны и растекания металла, с ручным подвариванием, на станках с ЧПУ.
Оборудование и инструменты
Сварочных автоматов для данного метода на рынке великое множество с самыми разными характеристиками и назначением. Самые лучшие и удобные из них – это модели, в характеристиках которых присутствует способность поддерживать подачу проволоки.
Существуют и устройства, в которых есть автоматическое управление абсолютно всеми параметрами сварки. На первый взгляд, именно их можно считать самыми лучшими. Но если вы имеет дело с бытовой работой, то такие аппараты вам совершенно ни к чему из-за сложных технических нюансов и настроек.

Чертеж сварки металлов под флюсом.
При выборе оптимальной модели для своей работы нужно учитывать еще один факт: если у вас уменьшится длина электрической дуги, другие параметры наоборот увеличатся: повысится скорость плавления металлов, увеличится сила сварочного тока.
При таких условиях нужен специальный источник питания с определенными вольтамперными свойствами.
В случае снижения скорости подачи электродов, в аппаратах для автоматической сварки головки с регулятором напряжения мгновенно перестроятся и изменят длину дуги. В этом случае вольтамперные параметры должны пропорционально уменьшиться.
Если у вас аппарат, в которых скорость подачи электродов не меняется, все равно придется поработать, чтобы найти оптимальное значение сварочного тока. Напряжение в электрической дуге также придется настраивать вручную и опытным способом, меняя настройки внешнего источника питания.
Что такое автоматическая сварка

Виды и способы сварки
При автоматической сварке оборудование самостоятельно обеспечивает устойчивое горение дуги, непрерывную подачу проволоки. Сварщик не подвергается влиянию опасных факторов. Приборы способны функционировать без длительного перерыва. Процесс контролируется программным обеспечением, что позволяет получать однородные сварные соединения.
.jpg)
Сварка автомат: что это
Процесс формирования шва автоматическим способом сводится к следующим операциям:
- постоянному обновлению плавящегося электрода;
- поддержанию необходимых для получения качественного шва условий (подаче защитного газа или флюса в сварочную ванну);
- равномерному перемещению дуги по рабочей зоне с заданной скоростью;
- формированию сварного соединения.
Отличие от полуавтоматической
Разница между технологиями минимальна. Процессы различаются степенью механизации операций. Полуавтоматические аппараты имеют более простое строение. Они снабжены устройствами подачи расходного материала на держатель. Сварщик отвечает за перемещение дуги, направляет ее в нужную сторону.
Технология, при которой проволока подается оборудованием, а электрод ведется мастером, называется полуавтоматической.
При автоматической сварке все процессы контролируются оборудованием.
Инвертор и автомат
Автомат от инвертора отличается тем, что при его использовании не нужно осуществлять операции вручную. Сварщик выполняет роль настройщика, выставляя нужный режим. Инвертор использует те же расходные материалы, однако технология сварки с его использованием отличается от автоматической. Агрегат требует ручной настройки силы тока, напряжения, скорости подачи проволоки.

Принцип работы
Автоматический аппарат регулирует:
- расстояние между свариваемыми заготовками и электродом;
- силу тока;
- скорость движения стержня;
- глубину прогрева свариваемых деталей.
Главным параметром является напряжение дуги, зависящее от длины. При использовании плавящегося электрода автомат обеспечивает равномерную подачу проволоки. Это помогает поддерживать стабильную длину дуги. Нарушение равенства параметров наблюдается при скачках напряжения, неправильной обработке свариваемых деталей, влиянии магнитного поля. Сварочный автомат нивелирует эти нарушения, восстанавливая нужную длину дуги. При программировании оборудования применяют 2 принципа регулировки:
- самостоятельный, срабатывающий при постоянной скорости выведения проволоки;
- принудительный, при котором характер подачи проволоки зависит от напряжения дуги.
Принцип саморегулирования лежит в основе ряда простых сварочных аппаратов, подающих проволоку с постоянной скоростью. При использовании агрегатов с принудительной регулировкой при увеличении длины дуги возрастает ее напряжение.
Двигатель подающего механизма вращается быстрее, скорость выведения расходного материала повышается.
Конструкция автоматического оборудования
Сварочные аппараты состоят из следующих элементов:
- Подающего механизма. При использовании двигателей, работающих от переменного тока, устанавливаются регулируемые редукторы. В остальных случаях применяются нерегулируемые блоки.
- Подающих роликов. Элементы располагаются на выходах редуктора. Ролики предназначены для равномерной подачи расходного материала.
- Токопроводящий мундштук. Устройство помогает направлять проволоку, поддерживать электрический контакт. Мундштук должен минимизировать смещение конца электрода относительно обрабатываемой области заготовки.
- Подвески сварочной головки. Механизм должен обеспечивать возможность перемещения в разных направлениях.
- Тележки, предназначенной для автоматического ведения головки вдоль соединения. На корпусе располагаются проволочная кассета, управляющий блок. Тележка обеспечивает плавный ход головки при разных скоростях сварки.
- Дополнительных компонентов. Сварочные агрегаты могут снабжаться механизмами подачи флюса или защитного газа, устройствами для заключительной обработки шва.
Автоматы, работающие в среде защитных газов, вместо мундштука оснащаются горелками.
Разновидности автоматических аппаратов
С учетом конструктивных особенностей агрегаты делятся на:
- тракторные аппараты, работающие в среде защитного газа или под флюсом;
- подвесные устройства;
- многодуговые агрегаты.
Тракторный тип
Прибор создан для формирования длинных сварных соединений. Электрический двигатель приводит в движение ходовой и подающий механизмы. Все элементы заключены в единый корпус, являющийся основанием трактора. Электрод установлен возле вертикальной оси, пролегающей через центр тяжести.

Эта особенность помогает вести сварку в емкостях и трубах большого диаметра. Низкое расположение центра тяжести делает аппарат более устойчивым.
Подвесная конструкция
Оборудование состоит из таких компонентов:
- подающего блока;
- приводного суппорта;
- вертикального передвижного механизма;
- флюсового контейнера;
- проволочного барабана;
- управляющего блока.
Подвесные приборы бывают самоходными или стационарными. Последние отличаются невозможностью перемещения. Они применяются для сварки труб. Самоходные агрегаты снабжаются тележкой для передвижения по рабочей зоне. Их используют для формирования протяженных сварных швов.
Сфера применения
Универсальный метод используется для:
- установки сложных металлоконструкций;
- соединении деталей с большими площадями сцепления;
- сварки любых металлов и сплавов, в том числе разнородных заготовок;
- формирования сложных вертикальных соединений;
- сварки труб разного диаметра;
- формирования кольцевых соединений со сложным технологическим процессом.
.jpg)
Особенности автоматической технологии
Главный элемент агрегата – головка. Она подает проволоку и электрический заряд, необходимый для горения дуги. Присадочный материал наматывается на катушку или бобину. Роликовая система задает скорость и направление подачи проволоки. Перед выходом в сварочную ванну присадка выпрямляется, после чего попадает в мундштук. Дуга при автоматизированной сварке разжигается так же, как при ручной.
Площадь сварочной ванны зависит от типа оборудования. Металл или электрод при корректной настройке агрегата не перегревается. Риск залипания электрода отсутствует, присадка стабильно подается в шов. При снижении напряжения дуги электрод подается назад. Увеличивается расстояние между концом стержня и заготовкой, что помогает стабилизировать электроразряд.
Выполнить подобные действия вручную практически невозможно.
Виды сварки автоматом
Способ выбирают с учетом характеристик соединяемых материалов, типа оборудования, требований к качеству швов.
В газовой среде
Автоматическая дуговая сварка в аргоне ведется с использованием неплавящегося вольфрамового электрода. Между стержнем и заготовкой появляется дуга. Незадолго до этого начинается подача инертного газа, предотвращающего контакт сварочной ванны с воздухом. Это помогает получить прочный однородный шов. Аргонодуговая сварка чаще всего ведется с помощью стационарной головки. Заготовка автоматически проворачивается под этим элементом, что помогает получить равномерное соединение. Реже сварка выполняется с использованием движущейся головки.
.jpg)
С использованием флюса
При сварке под флюсом плавящийся стержень подается в сварочную ванну с помощью роликов. Напряжение на конце проволоки способствует формированию дуги. Флюс защищает обрабатываемые области от попадания посторонних включений. После сварки таким способом шов требует дополнительной механической обработки. При отказе от чистки соединение становится менее прочным.
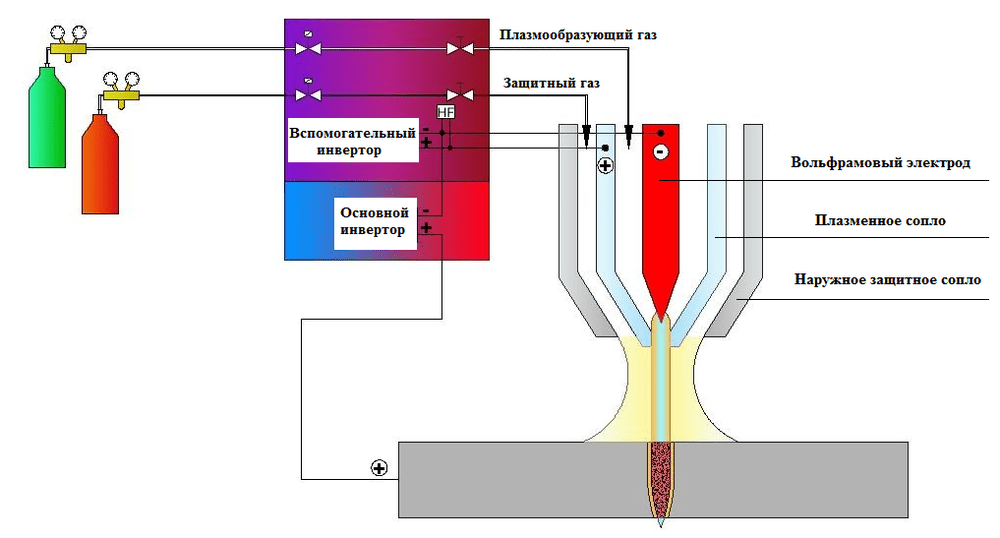
Плазменная сварка
Метод применяется для быстрого соединения стальных деталей. Особенностью плазменной сварки считается то, что:
- дуга образуется между электродами, установленными в головке горелки;
- в процессе сварки в обрабатываемую область подается гелиевая или аргоновая смесь, находящаяся под высоким давлением (это обеспечивает ионизацию пламени, повышает температуру дуги);
- используемое для плазменной сварки оборудование устанавливается на поворотные кронштейны;
- расстояние от головки до центральной области меняется, что позволяет использовать оборудование при создании кольцевых швов;
- с учетом толщины металла и нужной глубины шва оборудование может снабжаться механизмом подачи присадочной проволоки.
Как варить автоматической сваркой
Процесс состоит из нескольких этапов, первым из которых является подготовка оборудования и свариваемых деталей.
Инструменты и необходимое оборудование
Помимо сварочного агрегата, придется приобретать:
Режимы автоматической сварки
Чтобы шов получился прочным и однородным, нужно правильно настроить аппарат. При выборе режима учитывают такие факторы:
- толщину свариваемых деталей;
- геометрическую форму соединения;
- протяженность шва;
- глубину плавления кромок деталей.
Для подбора режима используют прилагаемые к инструкции таблицы.
Пошаговая инструкция
Автоматизированную электродуговую сварку ведут так:
- Осматривают оборудование. При обнаружении неисправностей к сварке металла приступают только после их устранения. При необходимости аппаратуру очищают от загрязнений. Сварку не выполняют в слишком маленьких, слабо освещенных или запыленных помещениях.
- Проверяют соответствие диаметра сопла горелки толщине проволоки. От сечения присадки зависит и выбор наконечника. При наличии брызг в сопле его тщательно очищают.
- Проверяют правильность подключения кабелей, осматривают роликовые механизмы. Эти детали не должны иметь следов грязи или ржавчины.
- Проверяют наличие флюса в бункере.
- Подготавливают детали, тщательно зачищая кромки шлифовальным кругом. Заправляют аппарат расходными материалами, устанавливают нужный режим.
- Запускают процесс сварки. Выполняют заключительную обработку шва.
Преимущества и недостатки автоматической сварки
К достоинствам автоматизации процесса относятся:
- Отсутствие необходимости длительной настройки и регулировки устройства. Использование специальных программ облегчает процесс подготовки оборудования.
- Высокая производительность. Агрегат не делает перерывов, качество его работы не зависит от профессионализма мастера.
- Уменьшение объема отходов. Количество забракованных заготовок зависит не от человеческого фактора, а от правильности настройки агрегата.
- Ровность и прочность шва. Автомат формирует однородное сварное соединение одинаковой высоты. Наплывы или прожоги появляются крайне редко.
- Экономичный расход проволоки, газа, электрической энергии.
- Возможность сварки в труднодоступных местах, замкнутых емкостях, опасных условиях (при высокой температуре или загазованности).
Недостатками автоматического оборудования считают низкую маневренность, необходимость дополнительной настройки при смене операций, высокую стоимость.
Разновидности аппаратов для сварки

Сварочные аппараты
В промышленности и быту для соединения заготовок из металла применяют различные виды сварочных аппаратов. Для этого приобретают разные типы современных агрегатов.

Классификация оборудования для сварки
Существует несколько классов устройств, отличающихся по характеристикам, предназначению и применению расходных материалов.
Прочный неразъемный шов создается термическим воздействием на кромку деталей. В образовавшуюся из расплавленного металла ванну поступает присадочный материал, повышающий свойства сопряжения.
У этого вида сварки есть несколько разновидностей :
- Дуговая – самая распространенная. Отличается широким выбором аппаратов для производства работ. В быту используют преимущественно инверторы. Полуавтоматические аппараты производят операции в среде защитного газа. Сварка в автоматическом режиме требует минимального вмешательства оператора: он лишь выбирает программу, а подбором оптимальных параметров занимается электроника.
- Газовая с горелкой и баллоном для горючей смеси.
- Электронно-лучевая. Работает на основе преобразования кинетической энергии в тепловую. . Применяется на промышленных предприятиях, обеспечивает максимальную точность обработки.
- Термитная. Использует восстановительные свойства магния. При этом выделяется большое количество тепла.
- Электрошлаковая. Работает только в автоматическом режиме.
Сварка давлением использует такие технологии:
- Точечную контактную с применением медных стержней, диаметр которых ограничивает площадь контакта.
- Соединение сопротивлением на основании закона Джоуля-Ленца. Используется тепловое воздействие электричества.
- Оплавление, изобретенное для соединения больших труб под водой. Изоляция места сварки происходит с помощью специальной камеры.
- Трение, возникающее при вращении одной или обеих свариваемых деталей, дало название одноименной методике.
Кроме того, есть сварочные инструменты и оборудование для нанесения покрытий газотермическим и вакуумным методом, а также с помощью легирования. После такой обработки повышаются качественные свойства поверхностей заготовок.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Чаще всего приобретают аппараты, в которых совмещены оба вида сварки. Этим достигается эффективность и универсальность процесса.

Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.

ММА-выпрямители
В классификации сварочного оборудования такие агрегаты расположены между инверторами и трансформаторами. Имеют в составе дополнительный компонент – тиристорный или диодный выпрямительный блок. Если добавить дроссель, то можно регулировать ток и другие характеристики. Это позволяет работать даже неопытному сварщику.
К достоинствам таких сварочных аппаратов относят:
- достаточно высокое качество шва;
- доступность сварки чугуна и цветных металлов с помощью специальных электродов;
- стабильность и непрерывность дуги;
- возможность использовать устройство в домашнем хозяйстве;
- невысокую цену.
Инверторные аппараты
Среди всех типов сварочных аппаратов это самое современное оборудование, главное качество которого – простота в использовании и доступность для покупателей разного достатка.
По технологии сварочного процесса инверторы делятся на такие категории:
- ММА для ручной сварки. Работают с покрытыми электродами, небольшие и легкие, просты в обслуживании, с качественными швами. Эти достоинства позволили им стать самыми популярными для домашнего применения и установки в небольших цехах и мастерских.
- Полуавтоматы MIG и MAG, более мощные. Предназначены для использования на производственных предприятиях.
- Для сварки в инертном газе TIG. Так называется аппарат для профессиональных работ с дополнительным оборудованием и электродами (вольфрамовыми плавящимися и неплавящимися).
- Для плазменной сварки CUT. В основном предназначены для резки с высокой точностью и качеством кромки. Могут резать заготовки большой толщины.
Функционально инверторы делятся на несколько групп:
- Легкие, компактные бытовые, самые многочисленные на рынке. К их покупке нужно подходить ответственно, изучать спецификации, выбирать крупные торговые точки и производителей.
- Более дорогие профессиональные. С их помощью выполняются операции любой сложности. К их достоинствам относят надежность и долговечность даже на крупных предприятиях.
- Специализированные. Предназначены для работы с точечными и лазерными технологиями в промышленных масштабах.

Плазменное оборудование
Такой тип сварочных аппаратов быстро набирает популярность среди производственных предприятий машиностроения, судостроительных заводов, коммунальных и ремонтных служб, рекламных агентств. Этому способствуют компактность, малые энергозатраты и безопасность в работе.
Устройства бывают струйными или дуговыми.
- микроплазменные для обработки заготовок малой толщины;
- модели, работающие на средних и больших токах.
Плазма в аппарате получается при использовании воздуха, водяного пара, а также газов:
- кислорода;
- водорода;
- азота;
- аргона.
Сопло охлаждается и удаляется окалина с кромки металла с помощью газового или водяного потока. Для резки доступны материалы толщиной до 200 мм.
К преимуществам плазменных аппаратов относят:
- скорость резки и сварки;
- точность швов и резов;
- не надо покупать дополнительный баллон для газов;
- во время работы оператор находится в безопасности;
- дуга все время стабильна;
- доступность ручного и автоматического режима;
- заготовка при выполнении операции не деформируется;
- возможность работы в труднодоступном месте;
- редко ломается, прост в обслуживании.
![Плазменная сварка.]()
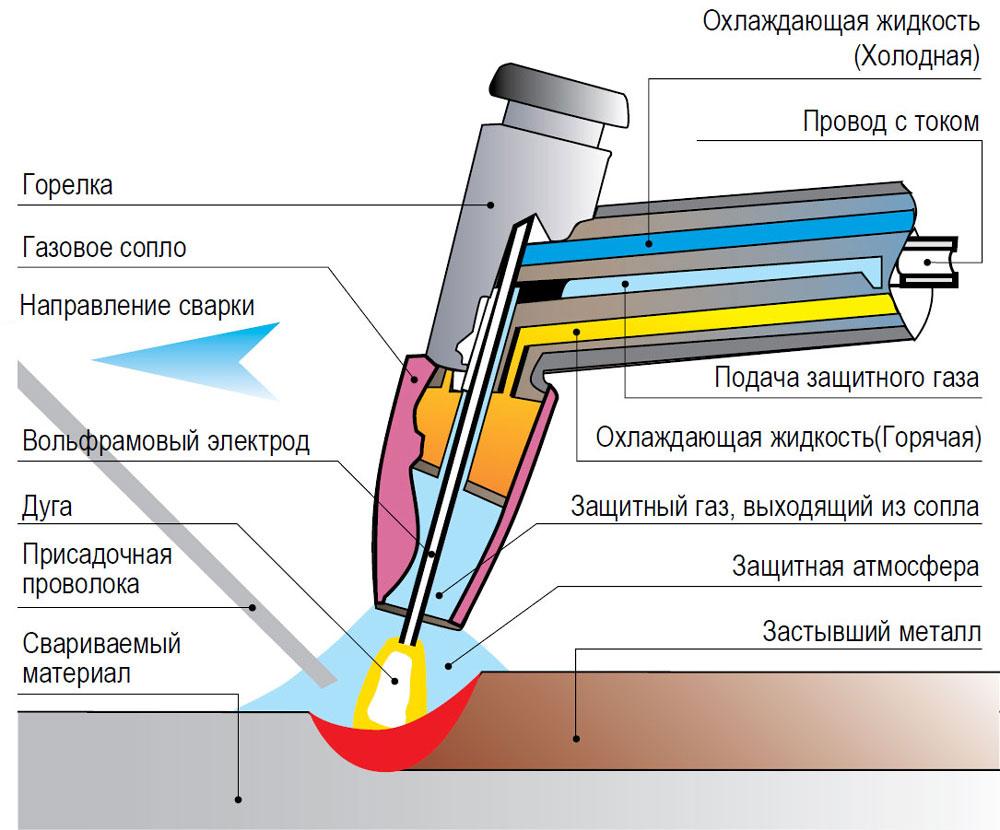
Оборудование для аргоновой сварки
Швы, получаемые с помощью такого аппарата, аккуратнее, чем при технологии ММА. Их не нужно зачищать, а для соединения доступно 8 видов металлов. Несмотря на то что их использование в домашнем хозяйстве ограничено, в продаже есть немало плазменных моделей, не отличающихся по функционалу от промышленных.
Составные части у них одинаковы:
- источник питания постоянного или переменного тока;
- редуктор газовый;
- горелка особой конструкции;
- осциллятор для преобразования тока в высокочастотный импульс для создания дуги.
Для аргонодуговой сварки используются неплавящиеся электроды, чаще всего вольфрамовые, с повышенным ресурсом.
Замена на новый происходит по мере выработки. Аргоновая среда позволяет обрабатывать сплавы, недоступные при других условиях из-за окисления на воздухе и образования пленки – амальгамы.
Преимущества метода TIG:
- отсутствие местного нагрева не допускает деформации заготовки;
- из-за малой толщины электрода швы получаются узкими, герметичными и аккуратными;
- возможно применение присадки;
- не образуется шлаковая корка;
- не нужна последующая механическая обработка места соединения;
- допускается сваривать цветные металлы и нержавеющую сталь;
- не образуется окалина, прилипающая к поверхности детали.
- работает медленнее чем MIG;
- из-за широкой горелки нельзя работать в труднодоступных местах;
- сопло из керамики ограничивает обзор;
- для получения качественного шва нужен навык работы;
- постоянно занята вторая рука – подает присадку, которая быстро заканчивается из-за малой длины (большую неудобно держать);
- высокая стоимость электродов из вольфрама;
- расходы на покупку аргона;
- невозможность работы при сильном ветре из-за незащищенности деталей (при сдувании аргона сварочная ванна остается без защиты).
Точечный сварочный аппарат
Они бывают переносным, удобными для дома, и стационарными, устанавливаемыми преимущественно на заводах. Кроме того, оборудование может предназначаться для односторонней (в виде пистолета и шланга, с обратным молотком) и двухсторонней сварки, предназначенной для соединения листов металла внахлест. Она востребована в автосервисе для кузовного ремонта.
Преимущества такой технологии следующие:
- низкие расходы на электричество и расходные материалы;
- высокую эффективность;
- не нужен опытный сварщик;
- не прожигает детали толщиной 0,5-1,0 мм.
Исходя из того, какие бывают типы сварочных аппаратов, выбирают модель, которая будет отвечать всем требованиям покупателя.
Читайте также: