Детали закладные и накладные изготовленные без применения сварки
Обновлено: 07.05.2024
Закладные изделия, как правило, состоят из элементов металлопроката и анкерных арматурных стержней, приваренных перпендикулярно к их плоской поверхности или внахлестку. Такие закладные изделия условно относят к сварным в отличие от штампо-сварных, в которых на плоской поверхности металлопроката имеются сферические выступы, с помощью которых формируют тавровые или нахлесточные сварные соединения закладных изделий.
Штампованные закладные изделия, изготовляемые без применения сварки, а также закладные изделия, изготовляемые сваркой только элементов металлопроката (без арматурных стержней), в данном разделе не рассматриваются.
Сварные закладные изделия
5.1. Сварка под флюсом тавровых соединений
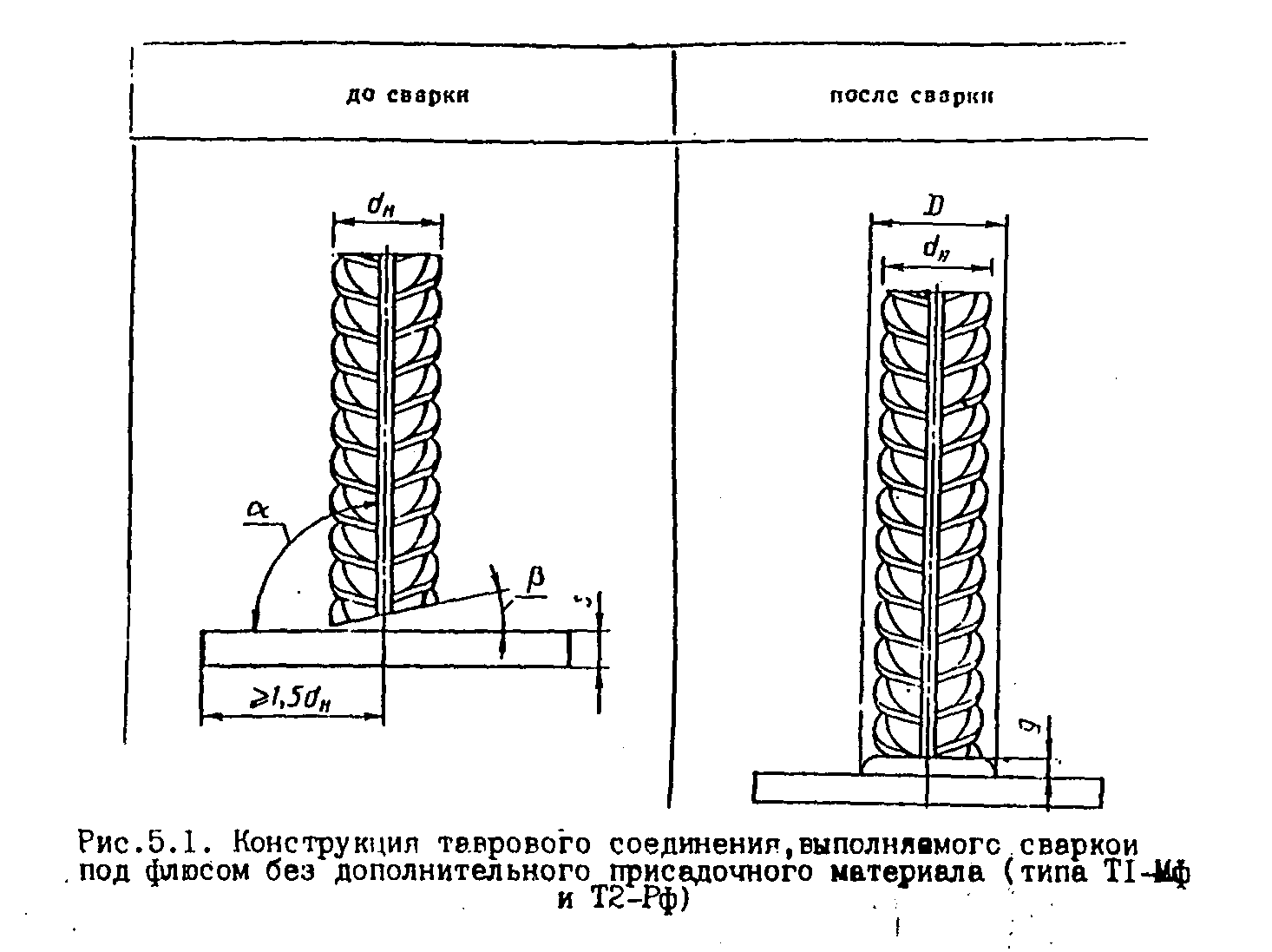
5.1.1. Конструкция и размеры тавровых соединений арматурных стержней с плоской поверхностью металлопроката, выполняемых под флюсом, типа T1-МФ и Т2-РФ, должны соответствовать приведенным на рис. 5.1 и в табл. 5.1.
5.1.2. Дуговую механизированную сварку под флюсом без дополнительного присадочного материала (т.е. за счет расплавления арматурных стержней) следует выполнять на установках собственного изготовления или на автоматизированных установках (например, типа АДФ-2001 Тбилисского завода "Электросварка") с источниками питания, выбираемыми по табл. 3.4 и табл. 5 приложения 6.
 | |
| 1466 × 1097 пикс. Открыть в новом окне | |
Примечание. Соединения типа Т2-Рф из арматуры класса Ат-IIIС допускается выполнять до диаметра 14 мм.
5.1.3. Основными параметрами режима дуговой сварки под флюсом являются: сварочный ток, величина начального дугового промежутка, т.е. первоначальный зазор, который следует обеспечить при возбужжении дуги, продолжительность горения дуги, ориентировочная величина осадки стержня в ванну расплавленного металла и продолжительность выдержки стержня в ванне остывающего (кристаллизующегося) металла. Значения этих параметров сварки для арматуры диаметром до 16 мм приведены на рис. 5.2, 5.3 и в табл. 5.2.
 | |
| 1457 × 1378 пикс. Открыть в новом окне | |
5.1.4. При дуговой сварке под флюсом товарных соединений в закладных изделиях с анкерами диаметром больше 16 мм следует использовать автомат типа АДФ-2001, имеющий автоматическую сварочную часть (режимы работы этого автомата изложены в инструкции по его эксплуатации), или использовать другие технологические процессы сварки, приведенные ниже.
5.1.5. Механизированную сварку под флюсом выполняют, как правило, на установках, изготовленных силами заводов, производящих закладные изделия. В наибольшей степени механизированы вспомогательные операции в устройствах, эксплуатируемых на Хорошевском заводе ДСК-1 в г. Москве*(4). На рис. 5.4 приведена его промышленная схема.
 | |
| 1822 × 1338 пикс. Открыть в новом окне | |
 | |
| 1269 × 1207 пикс. Открыть в новом окне | |
5.1.7. За стабильностью процесса сварки следят по стрелке вольтметра, которая должна показывать напряжение на дуге порядка 20-30 В. При уменьшении напряжения перестают опускать стержень вниз или опускают его медленнее. При увеличении напряжения стержень опускают быстрее. Продолжительность сварки (рис. 5.3) можно контролировать электросекундомером или контролировать процесс по величине осадки, скользящем мимо зафиксированной неподвижной шкалы стрелки-указателя.
5.1.8. Тавровое соединение типа T1-Мф или Т2-Вф имеет высокие эксплуатационные качества при статических нагрузках. При динамических нагрузках прочность снижается (см. приложение 2). Чтобы избежать это при сохранении приведенной выше технологии и порядка сварки, можно повысить эксплуатационные характеристики сварного соединения за счет изменения его конструкции (рис. 5.6 и табл. 5.3). Условия выштамповки сферического рельефа приведены ниже в разделе 5.7.
08.4.01.02-0011
Детали закладные и накладные изготовленные без применения сварки, гнутья, сверления (пробивки) отверстий, поставляемые отдельно
| Устройство фундаментов под оборудование прокатных цехов с сортовыми станами на участках: загрузки и выгрузки печей, холодильников, распределительных пакетирующих и укладочных линий объемом до 2000 м3 — 100 м3 |
| Устройство фундаментов под оборудование прокатных цехов с сортовыми станами на участках: черновой и листовой клетей — 100 м3 |
| Установка металлических дверных блоков в готовые проемы — м2 |
| Подвальная прокладка стальных трубопроводов в изоляции из пенополиуретана (ППУ) с изоляцией стыков скорлупами при номинальном давлении 1,6 МПа, температуре 150°С, диаметр труб: 50 мм — 100 м |
| Подвальная прокладка стальных трубопроводов в изоляции из пенополиуретана (ППУ) с изоляцией стыков скорлупами при номинальном давлении 1,6 МПа, температуре 150°С, диаметр труб: 65 мм — 100 м |
| Поэтажные эскалаторы: длиной свыше 5 до 10 м — компл |
| Поэтажные эскалаторы: длиной свыше 10 до 15 м — компл |
Все цены группы
Группа 08.4.01.02. Детали закладные
| Отраслевой шифр | Наименование и характеристики | Ед. | Цена | Опт. цена |
|---|---|---|---|---|
| Детали закладные, вес до 1 кг | т | 115 088,35 | 112 500,00 | |
| Детали закладные и накладные изготовленные без применения сварки, гнутья, сверления (пробивки) отверстий, поставляемые отдельно | т | 115 095,05 | 112 500,00 | |
| Детали закладные и накладные изготовленные с применением сварки, гнутья, сверления (пробивки) отверстий (при наличии одной из этих операций или всего перечня в любых сочетаниях), поставляемые отдельно | т | 115 095,05 | 112 500,00 |
| Разработка грунта в отвал экскаваторами "драглайн" одноковшовыми электрическими шагающими при работе на гидроэнергетическом строительстве с ковшом вместимостью: 15 м3, группа грунтов 1 — 1000 м3 |
| Устройство: бетонных ступеней — м3 |
| Устройство бетонной подготовки — 100 м3 |
| Герметизация стыков при укладке витых с полой стенкой труб канализации из полиэтилена низкого давления (ПНД) с применением экструдера, диаметром: 1000 мм — 100 шт |
| Устройство сборных фундаментов труб и опор мостов — 100 м3 |
| Трубопровод из стальных труб, футерованных полиэтиленом или винипластом, с применением готовых деталей, диаметр труб номинальный и наружный: 10х14 - 25х32 мм — 100 м |
| Сварка контрольных стыков трубопроводов из коррозионностойкой стали, толщина стенки труб: 7-10 мм, диаметр труб 89 мм — стык |
| Кросс абонентских линий — стрейф |
| Установка для вытягивания световодного волокна — компл |
| Бункер раздаточный — шт |
Детали закладные и накладные изготовленные без применения сварки
Вам и говорит Nerus, что детали подразумевается изготавливаются путем сварки на площадке и это сидит уже в расценке.
tulenin, просто я как понимаю подрядчик хочет продать свой металл по цене "чугунного моста через Волгу, построенного вдоль реки"
bakun, а Вы тоже настаивайте - если изготовление, то только калькуляция по ЕНиР. И обязательно исключить стоимость закладных из расценки.
А ТЕРм-38 как называтся? ИЗГОТОВЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ В УСЛОВИЯХ ПРОИЗВОДСТВЕННЫХ БАЗ
Где тут технологические металлоконструкции?
bakun, Если ваш Подрядчик работает через трудозатраты, то тогда понятно, почему он хочет взять изготовление, я сам такой. А если базисно-индексным путем, то не вижу смысла брать дополнительно изготовление. В разъяснениях и консультациях оговаривается доп. изготовление только на арматурные каркасы, про закладные ничего. Но мне лично достаточно прочитать ресурс, что с изготовлением, чтобы понять, что оно уже сидит в расценке.
Есть нюанс, в РИКе этот ресурс без упоминания "с изготовлением"
Вот как звучит формулировка из базы: "Детали закладные и накладные изготовленные с применением сварки, гнутья, сверления (пробивки) отверстий (при наличии одной из этих операций или всего перечня в любых сочетаниях) поставляемые отдельно". Меня напрягает "поставляемые отдельно".
Я понимаю так, что детали поставляются отдельно, потом на площадке изготавливаются путем сварки и т.д. В итоге получается ресурсная цена с учетом изготовления
Если ваши подрядчики хотят закладные изготавливать, то попробуйте посчитать выкинуть их из расценки и добавить изготовление. Думаю если по ЕНиР посчитать изготовление то выйдет еще дешевле чем готовые закладные. По м38 ничего не скажу, но тоже надо посмотреть что выйдет по цене.
Раз на площадке происходит изготовление то поставляются значит не закладные, а материал для их изготовления? А значит добавлять к готовым закладным в расценке еще раз их изготовление как то странно
Технологическими металлическими конструкциями называют такие, которые непосредственно связаны с созданием какого-либо технологического процесса или сами являются одним из элементов данного процесса. На любом промышленном предприятии для создания определённого технологического процесса применяется металлический профиль. К этим конструкциям относятся станины и пути конвейеров с бортами. В свою очередь сами технологические металлоконструкции состоят из отдельных элементов - колонн, стоек, стропильных ферм, балок. На современных промышленных предприятиях многие конструкции, оборудование, приспособления, площадки, лестницы, ограждения и трубопроводы изготовлены из такого материала, как металлопрофиль. Монтажные соединения отдельных элементов металлоконструкций осуществляют с помощью электросварки, газовой сварки, на болтах и очень редко на заклёпках.
Читайте также: