Дипломная работа сварка мангала
Обновлено: 21.09.2024
Назначение и устройство сварной конструкции. Описание технологического процесса сварки. Характеристика свариваемого металла: химический состав, механические свойства. Описание заготовительных и сборочно-сварочных операций. Выбор и расчет режимов сварки.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 19.01.2014 |
| Размер файла | 84,5 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Сварка - технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого.
В решение задач научно- технического прогресса важное место принадлежит сварке. Сварка является технологическим процессом, широко применяемая практически во всех отраслях. С применением сварки создаются серийные и уникальные машины. Сварка внесла коренные изменения в конструкцию и технологию производства многих изделий. При изготовлении металлоконструкций, прокладке трубопроводов, установке технологического оборудования, на сварку приходится четвертая часть всех строительно-монтажных работ.
Основоположниками сварки являются русские ученые и инженеры - В.В. Петров, Н.Н. Бенардос и Н.Г.Славянов. В 1802г. профессор физики Петров открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба».
До практического применения дуги для целей сварки прошло 80 лет. Н.Н.Бенардос впервые применил электрическую дугу между угольным электродом и металлом для сварки. Он применил созданный им способ не только для сварки, но и для наплавки и резки металлов.
Только после революции 1917г. сварка получила интенсивное развитие в нашей стране. В нашей стране тогда впервые в мире были разработаны новые высокопроизводительные виды сварки, это ручная дуговая сварка, дуговая сварка под флюсом, дуговая сварка в защитном газе, газовая сварка, контактная сварка, электрошлаковая сварка, электронно-лучевая сварка, диффузионная сварка в вакууме, плазменная сварка. лазерная сварка, холодная сварка металлов, сварка трением, высокочастотная сварка, сварка ультразвуком, сварка взрывом.
Фундаментальные исследования по разработке новых процессов и технологии сварки проводятся в ряде научно-исследовательских организациях, ВУЗах и крупных предприятиях судостроительной, авиационной, нефтехимической, атомной и других.
На современном этапе развития сварочного производства в связи с развитием научно-технической революции резко возрос диагноз свариваемых толщин, материалов, видов сварки. В настоящее время сваривают материалы толщиной от несколько микрон (в микроэлектронике) до нескольких метров (в тяжелом машиностроении).
Сварка - экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Преимущество сварки перед этими процессами следующие:
Экономия металла - 10…30%и более в зависимости от сложности конструкций.
Уменьшение трудоёмкости работ, срока работ и их стоимость.
Возможность использовать наплавка для восстановления деталей.
Герметичность сварочных соединений.
Уменьшение производственного шума и улучшение условий труда.
Назначение и устройство сварной конструкции
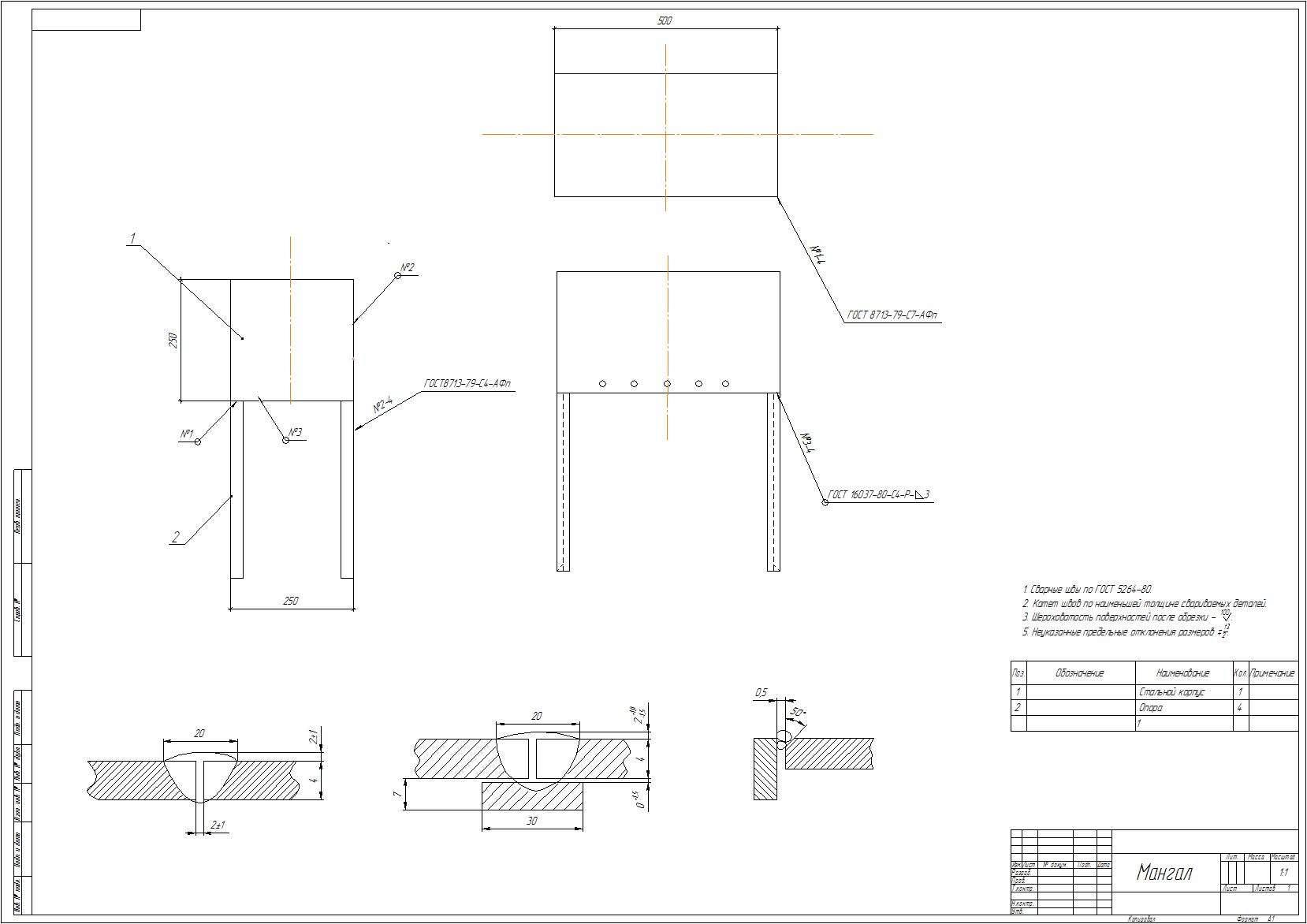
Мангал предназначен для получения горячих углей и приготовления пищи (мяса, рыбы, овощей) в природных условиях на открытом воздухе. Изделие работает в термических условиях. При изготовления сварного изделия применяется листовой металл толщиной 4 мм. Марка стали ВСт3 пс.
1.Боковые стенки - 2 шт.
2.Передняя и задняя стенки - 2 шт.
Спецификация сварной конструкции
Материал (марка стали)
Передняя и задняя стенки
Описание технологического процесса сварки
Характеристика свариваемого металла: химический состав, механические свойства, свариваемость.
Для изготовления мангала использовать сталь Ст3сп, так как она отвечает всем требованиям, предъявляемым к конструкции, толщина 4мм.
Химические свойства стали.
Сталь марки Ст3сп - малоуглеродистая конструкция обыкновенного качества, (поставляется с гарантируемыми химическими и механическими свойствами), хорошо сваривается без ограничений, не дает закалочных структур.
Химический состав. Таб. №1
Содержание элементов в %
Механические свойства стали.
Углерод определяет прочность, вязкость и закаливаемость сталей. При содержание его в сталях до 0,22% свариваемость сталей хорошая.
Марганец- в углеродистых сталей содержится в пределах 0,3-0,8% - свариваемость не ухудшается, а закаливаемость повышается. Хром с содержанием 0,3% повышает твердость и прочность стали.
Механические свойства. Таб. №2
Относительное удлинение в %
Описание заготовительных операций
К заготовительным операциям относятся: правка, разметка, наметка, резка, гибка, подготовка кромок под сварку, зачистка металла.
Правку металла на станках или в ручную. Листовой металл правят на различных листоправительных вальцах. Ручную правку металла выполняют на чугунных или стальных правильных плитах ударами кувалды или ручным винтовым прессом.
Разметка и наметка- это такие операции, которые определяют конфигурацию будущей детали. Перенос размеров детали в натуральную величину с чертежа на металл, называют разметкой. При этом пользуются универсальным инструментом: рулеткой, линейкой, угольником, чертилкой.
Механическая разметка применяется для прямолинейного реза листов, а иногда для криволинейного реза листов с использованием для этой цели роликовых ножниц. Углеродистые стали разрезают газокислородной и плазменно-дуговой резкой.
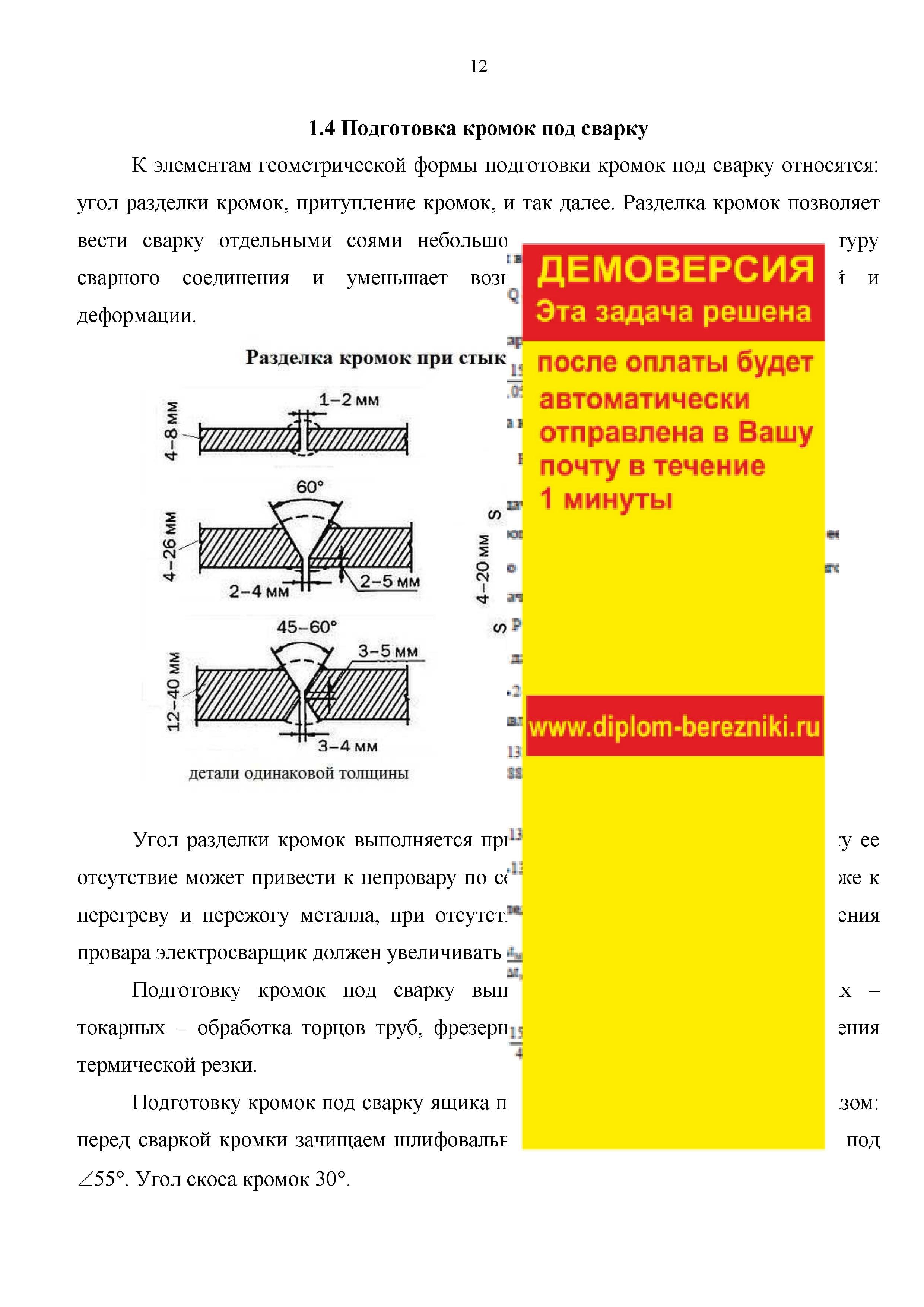
Подготовка кромок под сварку. К элементам геометрической формы подготовки кромок под сварку относится угол разделки кромок, притупления кромок, длина скоса листа при наличии разности толщины металла смещения кромок относительно друг друга, зазор между стыкуемыми кромками. Разделка кромок выполняется при толщине металла более 3мм.
Подготовка поверхности металла под сварку. Основной металл и присадочный материал перед сваркой должны быть тщательно очищены.
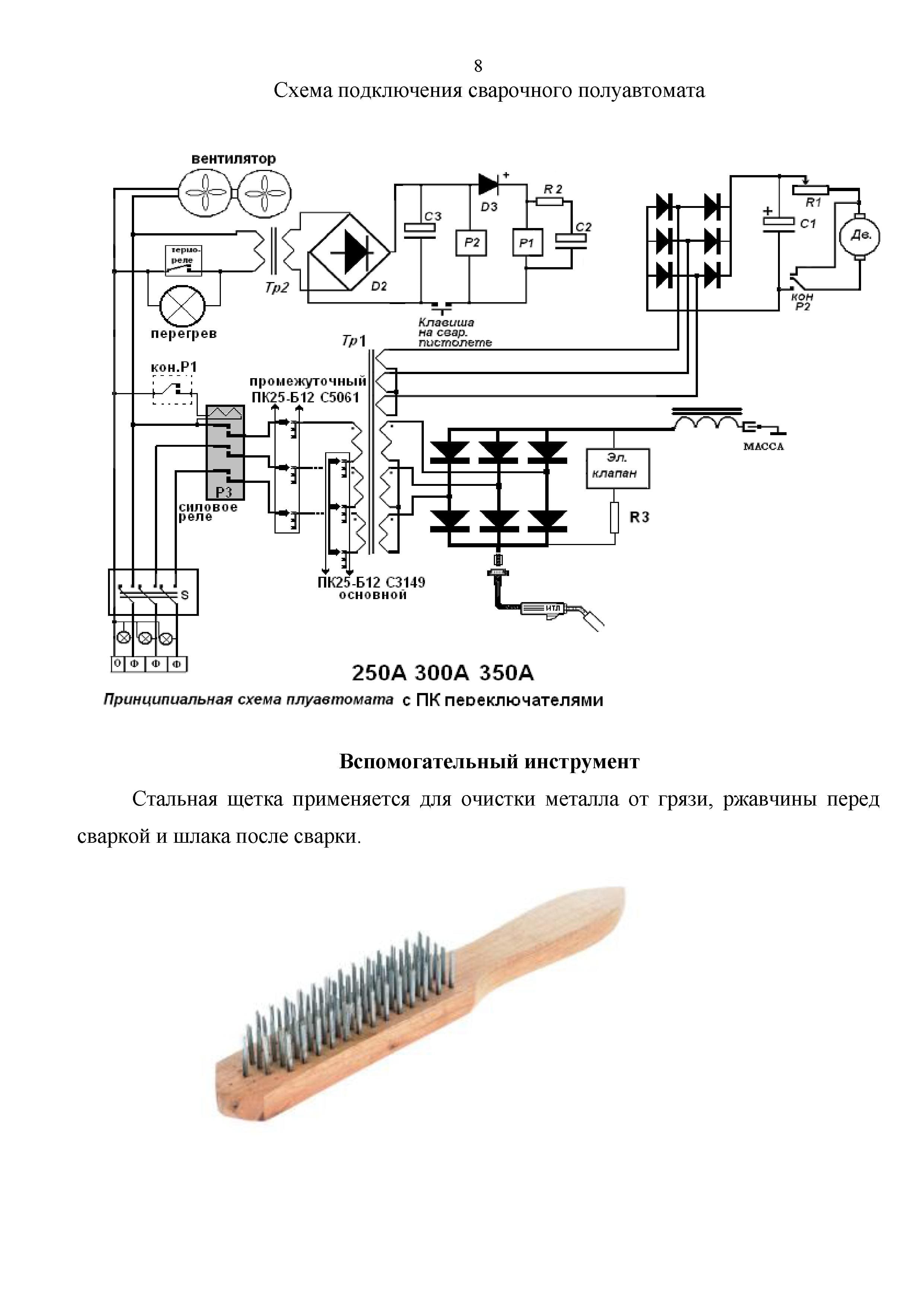
На поверхности кромок и прилегающей к ним поверхности на расстояние 20-30мм. не допускается ржавчина, окалина, масляные загрязнения, заусенцы. Металл зачищается механическим путем: металлической щеткой, шлифовальными кругами и лентами.
1.Для изготовления мангала в качестве измерительного инструмента используются мел и металлическая линейка. Все размеры переносятся с рабочего чертежа на лист металла.
2.Раскрой заготовок осуществляется на гильотинных пресс - ножницах строго по нанесенным линиям.
3. Ножки разборные, и изготовляются из труб разного диаметра. Отрезаются электрической ножовкой.
4.Отверствия на передней и задней стенка просверливаются на настольном сверлильном станке.
5. После раскроя снимаются заусенцы с кромок.
Выбор и описание сборочно-сварочных операций
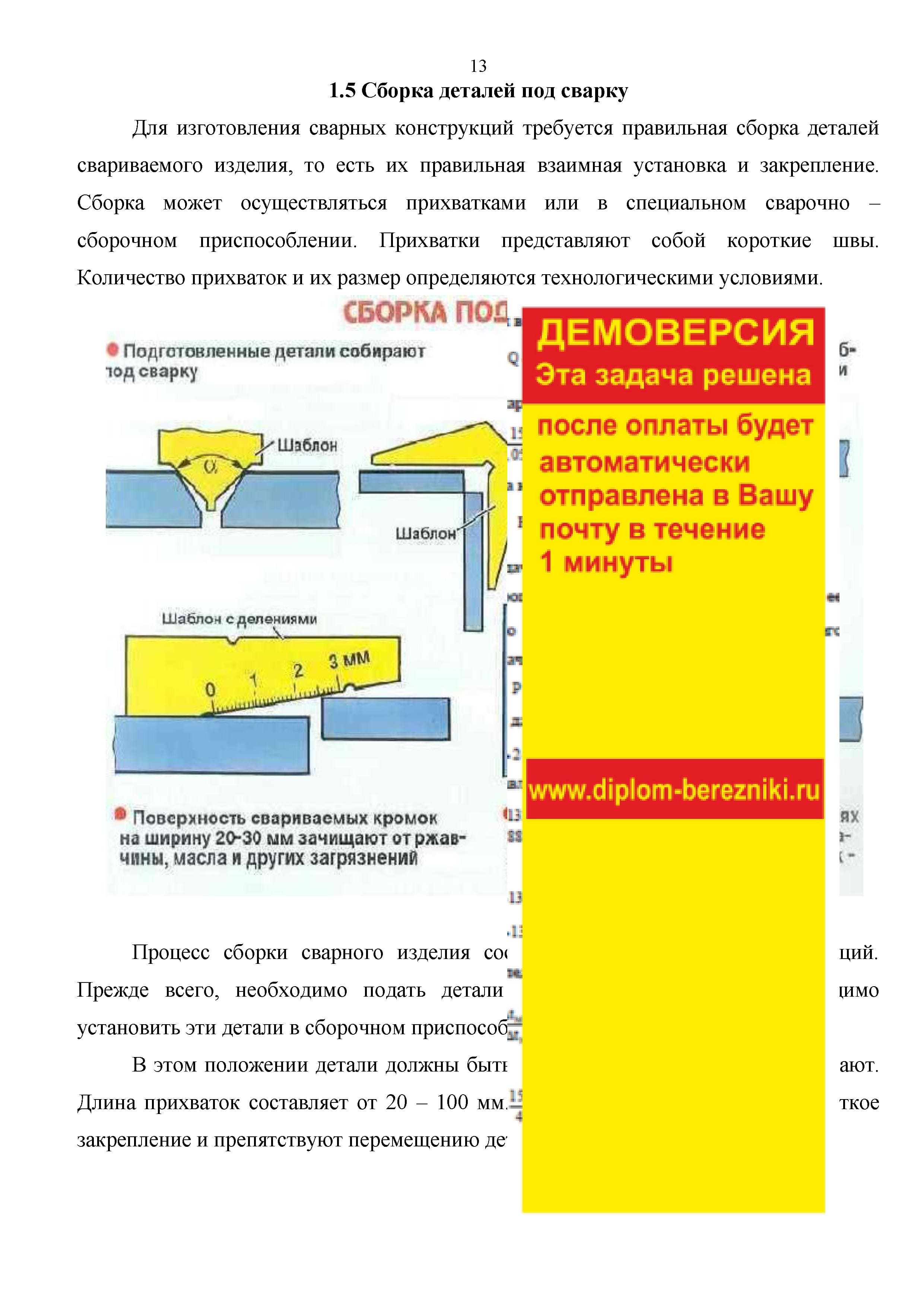
Сборка под сварку- это технологическая операция, обеспечивающая подлежащие сварке деталям необходимое взаимное расположение с закреплением их специальными приспособлениями. Виды сборки: последовательная, на прихватках и поузловая.
На сборку изделия тратится около 30% рабочего времени от общей трудоемкости изготовления изделия.
Трудоемкость сборки детали под сварку зависит от ряда условий: серийности производства, типа изделий и другое. Для уменьшения времени сборки, а также для повышения ее прочности применяются различные приспособления.
Приспособления могут быть предназначены только для сборки деталей под сварку или для сварки уже собранных деталей. Применяются и комбинированные сборочно-сварочные приспособления.
Для производства мангала применяется последовательная сборка и сварка. Дана операции производятся в следующей технологической последовательности:
1 операция: к дну на прихватках собираются передняя и задняя стенки. Длина прихваток 10-20мм, Шэл.=3мм, Iсв.= 90-110А. Сварка производится на переменном токе, электродами Э 46 А марка МР-3С.
2 операция: к дну и ранее собранным стенкам на прихватка собираются боковые стенки.
3 операция: полученная коробка сваривается короткими шва
Выбор сварочных материалов
При ручной дуговой сварке плавящимся электродом сварка производится металлическим электродным стержнем, на поверхность которого путем окунания в жидкую массу или путем опрессовки под давлением наносится специальное электродное покрытие определенного состава и толщины. Электродный стержень с нанесенным на его поверхность слоем покрытия называют электродом.
По назначению различают электроды для сварки стали, чугуна, алюминия, меди. Обозначения электродов для сварки: углеродистых и низколегированных конструкционных сталей с в 600 МПа -- У; легированных конструкционных сталей с в до 600 МПа -- Л; легированных теплоустойчивых сталей -- Т; высоколегированных и сталей с особыми свойствами -- В; для наплавки поверхностных слоев с особыми свойствами -- Н. В зависимости от механических свойств наплавленного металла применяются электроды 14 типов: Э42, Э46А, Э50. Э150. Тип электрода обозначается буквой Э с цифрой, указывающей гарантированное временное сопротивление разрыву наплавленного металла в КГс/мм2. Буква А после цифр обозначает повышенную пластичность наплавленного металла. По виду покрытия электроды разделяются на: А -- с кислым покрытием (ОММ-5, АНО-2, СМ-5, ЦМ-7, МЭЗ-04 и др.), содержащим оксиды железа, марганца, кремния, иногда титана. Эти электроды обеспечивают стабильное горение дуги на переменном и постоянном токе. Металл шва отличается повышенной степенью окисления, плотностью и пластичностью; Б -- с основным покрытием (УОНИ-13/45, УОНИ-13/5БК, УОНИ-В/85, АНО-Т, ОЗС-5, ДСК-50, СН-11, УП-1/45 и др.), содержащим мрамор -- СаСОз, плавиковый шпат -- CaF2, кварцевый песок, ферросплавы. Наплавленный металл имеет большую прочность на ударный изгиб, малую склонность к старению и появлению трещин. В зависимости от того, в каком пространственном положении выполняется сварка, электроды подразделяются:
Для сварки во всех положениях с условным обозначением - 1; для сварки во всех положениях, кроме вертикального сверху вниз - 2; для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх - 3; для нижнего и нижнего «в лодочку» - 4.
Для сварки данной конструкции которая изготавливается из углеродистой стали Ст3сп применяются электроды марки МР3 типа Э46.
Электроды с рутиловым - основным покрытием предназначены для сварки ответственных конструкций из углеродистых сталей. Сварка во всех пространственных положениях на переменном и постоянном и постоянном токе обратной полярности. Производительность для диаметра 4 мм) 7,5, расход электрода на 1 кг наплавленного металла 1,7 кг.
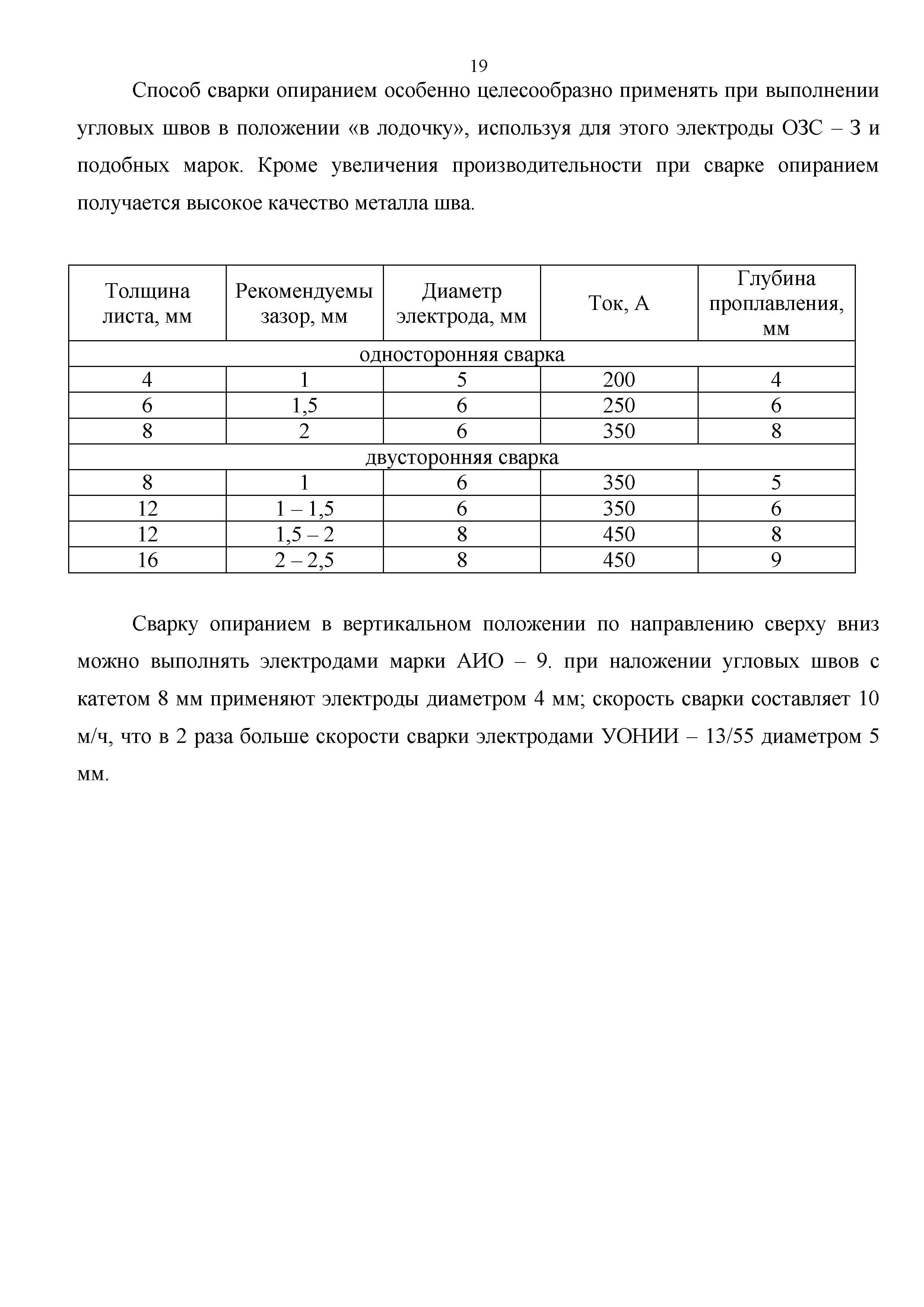
Выбор и расчет режимов сварки
Под режимом сварки понимают совокупность показателей, определяющих протекание процесса сварки. Параметры режима подразделяют на основные и дополнительные. К основным параметрам ручной дуговой сварки покрытыми электродами относят диаметр электрода, силу сварочного тока, род и полярность его, напряжение дуги, скорость сварки.
К дополнительным относят состав и толщину покрытий, вылет электрода, наклон электрода и основного металла, число проходов.
Диаметр электродов выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве. Примерное соотношение между толщиной металла и диаметром электрода при сварке шва в нижнем положении составляет: сварка металл заготовительный сборочный
S, мм. 1-2 3-5 4-10 12-24 30-60
d, мм 2-3 3-4 4-5 5-6 6 и более.
Выполнение вертикальных, горизонтальных и потолочных швов производится электродами небольшого диаметра(до 4мм.), так как при этом легче предупредить стекание жидкого металла и шлака из сварочной ванны. При сварке многослойных швов первый шов сваривают электродами диаметром 3-4 мм, а последующие - электродами большего диаметра. Сила сварочного тока обычно устанавливается в зависимости от выбранного диаметра электрода. При сварке в нижнем положении шва для электродов диаметром 3-6 мм сила тока может быть определена по соотношению I св. =(20+6d)(1; для электродов диаметром менее 3мм - Iсв. =30д. При сварке на вертикальной плоскости силу тока уменьшают на 10-15 %, а в потолочном положении на 15 - 20 % против выбранного для нижнего положения шва.
Для данной конструкции выбирается ток равный Iсв.= 140А Изделие сваривается на переменном токе.
Дипломная работа сварка мангала
Перед тем, как сварить мангал для жарки шашлыков и других продуктов необходимо произвести подготовительные работы с металлом из которого будет изготовлен сам мангал.
Как сварить мангал, обычно исходят из приоритетных целей, параметров площадки, на которой планируется жарить шашлыки, имеющегося опыта работы со сварочным аппаратом и металлопрокатом. В основу всегда закладывается металл – он не боится температурных перепадов, устойчив к механическому воздействию и погодным проявлениям, долговечен, удобен в обработке и эксплуатации. Компоненты конструкции могут быть соединены разными способами, хотя традиционно мангалы изготавливают методом сварки – он наиболее надежен, учитывая условия использования готового изделия. Нередко сооружение для жарки мяса на шампурах проектируют так, чтобы оно было приспособлено к дополнительным функциям, например, добавляют топку, предназначенную для разогрева готовых блюд. Могут быть предусмотрены полки для инвентаря и банок со специями, отсеки, в которых будет проще сушить дрова.
Мангал для приготовления шашлыка и мяса сегодня стал неотъемлемым атрибутом дачной жизни. В настоящее время это металлическое приспособление есть в каждом загородном доме. А дело лишь в том, что приготовление мяса на углях под открытым небом – любимое занятие тех, кто предпочитает отдыхать загородом. В любом строительном магазине мангал приобрести можно без проблем. Каких только конструкций и форм не предлагают современные производители. Но, как показывает практика, приобретать их дачники не спешат, потому что каждый старается сделать эту печку самостоятельно. Поэтому вопрос, как сварить мангал, а именно сварка используется для его изготовления, стоит и сегодня очень актуально.

Материалы и размеры мангала
В принципе, ничего сложного в изготовлении мангала для шашлыка нет. Главное – правильно выбрать материал для него и точно выставить некоторые размеры устройства. Так как это все-таки печка, то материал для его сооружения должен обладать жаропрочными свойствами. Таких материала два: металл и кирпич. Что касается кирпича, то его используют лишь в том случае, если сооружают стационарный мангал с купе с другими функциональными устройствами, которые используют для приготовления пищи. К примеру, это может быть барбекюшница или очаг под казан.
Основной из них – это глубина ящика. Этот размер важен тем, что глубокий мангал – это долгое приготовление мяса, плюс высокая вероятность его недожара. Неглубокий размер – это быстрый нагрев, который приведет к тому, что корочка шашлыка уже будет готова, а внутри мясо еще окажется сырым. Конечно, многое зависит от толщины слоя горящих углей. Чем толще, тем больше тепла угли выделяют. Поэтому оптимальная глубина мангала: 10-18 см. Именно в этом диапазоне размера можно легко контролировать температуру.
Все остальные размеры мангала подбираются под требования дипломной работы сварка мангала
- требования дипломной работы сварщик:
- Ширина будет зависеть от длины купленных шампуров
- Длина от того, сколько шампуров за один раз необходимо укладываться для жарки мяса
- Высота установки самого мангала зависит от удобства его пользованием
- Кто-то любит сидеть на корточках, кто-то на стуле, а кто-то предпочитает жарить шашлыки стоя
Конструкция металлического каркаса может добавляться и усовершенствоваться. К примеру, можно поставить его на колесики, вот такая мобильная версия. Можно соорудить сверху навес, чтобы жарить шашлыки можно было в непогоду. В общем, вариаций на разные темы могут предлагаться, все зависит от фантазии
Как правильно сварить мангал
Необходимо продумать его форму и определиться с его размерами. После чего нужна будет схема сборки, а также примитивный чертеж, который в основном понадобиться для того, чтобы нанести размеры на металлический лист и вырезать детали печки для шашлыка. Самая простая конструкция – это ящик прямоугольной формы. Поэтому в мангале две попарные стороны будут иметь одинаковые размеры. Это две боковушки и передняя панель с задней. Хотя передняя и задняя – обозначения условные, потому что подходить к печке можно с любой из сторон. На металлический лист переносятся своими руками размеры каждой отдельной части. Это прямоугольники, так что начертить их на листе железа мелом или маркером будет несложно.
Вырезаются элементы мангала болгаркой, после чего края заготовок обязательно обрабатываются, чтобы удалить заусеницы и частички металла, которые могут остаться после проделанной операции. Если в наличии есть большой лист металла, то можно ящик собрать с минимальным количеством сварочных швов. Для этого ящик в развернутом виде переносится на лист железа, срезаются лишние углы конструкции, а по линиям сгиба делается подрез металла на половину толщины листа. После чего по этим линиям производится сгиб боковин, передней и задней стенки.
Далее производится сварка стыкуемых частей мангала. К готовой печке привариваются впоследствии ножки из трубы или уголка. Если большого листа нет, а есть несколько кусков листового железа, то придется каждый элемент вырезать по отдельности.
Сборка мангала в дипломной работе сварка мангала
- собрать ящик как отдельный элемент, а затем к нему приварить ножки
- все металлические заготовки приваривать к ножкам, которые изготавливаются из металлического уголка
Диплом сварщика изготовление мангала
Здесь все просто. Приготовленные прямоугольные заготовки по размерам стыкуются и привариваются друг к другу так, чтобы получился тот самый ящик. Сварку надо проводить изнутри короба, при этом используется обычный инвертор. Кстати, для начинающих сварщиков это идеальная конструкция, на которой можно набраться опыта. Здесь нет герметичных швов, даже небольшие отверстия приветствуются, потому что для поддерживания горения углей необходим кислород. Хотя аккуратность не помещает в проведении сварочной операции. Внимание! Если для сборки мангала был использован лист металла толщиною 1,5-2 мм, то каждый элемент печки надо усилить уголком или профильной трубой. Это для того, чтобы конструкцию не коробило под действием высоких температур во время жарки мяса. Профили усиления привариваются продольно посередине каждого элемента или поперечно в двух трех местах. Можно два профиля установить по диагонали.
Итак, короб готов, теперь к нему привариваются ножки. Обычно из делают из трубы диаметром 25 или 32 мм. В нижней части каждой стоки привариваются металлические круги диаметром 50-60 мм из того же листа, что и стенки ящика. Они обеспечивают устойчивость конструкции мангала.
Второй вариант изготовления мангала
Сваренный по второй технологии мангал представляет собой четыре ножки из уголка, к которым привариваются остальные части короба. То есть, сначала отрезаются под необходимую длину уголки. Здесь учитывается высота установки мангала и высота его короба. Профиль больших размеров выбирать не стоит, максимальный размер: 40×40 мм. Уголок укладывается так, чтобы его внутренний угол впоследствии стал внутренним углом ящика. Поэтому прямоугольные элементы печки привариваются к ножкам с внешней стороны во всю свою длину. При этом необходимо варить сразу два стыка между панелями и уголком. Это затратно по времени и по расходу электродов, но такая конструкция в несколько раз прочнее, чем обычная. Как подвариант этого устройства, можно предложить сборку и сварку мангала на предварительно собранном каркасе. То есть, сначала сваривается из уголков или профильных труб каркас под размеры, после чего к нему привариваются прямоугольные элементы жарочного агрегата. Данная конструкция еще более прочная. Хотя по расходам времени и материалов она более затратная.
Разборные конструкции мангалов
Разборные конструкции мангалов очень популярны у тех, кто не имеет дачи и выезжает отдыхать на природу на автомобиле. По сути, это все та же печка, только в разобранном виде: отдельно каждая панель и ножки. Здесь важно получить такое устройство, которое бы быстро собиралось и разбиралось. Оптимальный вариант – сборку делать на болтах. То есть, полное отсутствие сварки. Хотя некоторые сварочные работы провести все же придется. Это касается проушин, которые привариваются к боковинам мангала с каждой из сторон. Проушина похожа на петлю под висячий замок. Их приваривают по две штуки с каждой стороны. А на передней и задней панелях делаются сквозные отверстия, которые должны совпасть с отверстиями в проушинах. При сборке мангала болты соединяют между собой боковины и заднюю и переднюю панель. Дно короба также прикрепляется к боковинам с помощью точно такого же болтового соединения и проушин. Последние крепятся сваркой к боковинам. Что касается ножек, то в их качестве лучше использовать металлическую трубу или стержень. Для их крепления к мангалу нужно опять к боковинам, только с внешней стороны и по углам, приварить кусочки труб диаметром больше на одну позицию. К примеру, если ножки – это труба диаметром 15 мм, то упоры – это труба диаметром 20 мм. Сверху каждый упор заглушается любым металлическим предметом (кусочек пластины, шляпка от болта и так далее). Приготовленный таким образом мангал можно быстро собрать, и точно также легко разобрать. Болтовые соединения сильно прикручивать не надо. То есть, все выполняется без какого-либо инструмента. Полезные советы Обязательно в панелях ящика мангала ближе к дну делаются отверстия, через которые воздух будет попадать в зону расположения углей. Поддержание температурного режима напрямую зависит от количества этих отверстий. Поэтому их диаметр: 6-12 мм, количество определяется расстоянием между отверстиями: 40-60 мм. Можно дополнительно над дном мангала установить решетку, которая будет выполнять функции колосника. Это, во-первых, увеличит срок эксплуатации дна мангала, во-вторых, увеличит приток воздуха в зону горения углей. Колосник может быть съемным или несъемным.
При этом нужно особое внимание обратить разметке и подрезу элементов короба. От точности будет зависеть красота устройства и удобство проведения сварочного процесса. Меньше отклонений – меньше подгонки. Обязательно ознакомьтесь с видео – как изготовить мангал правильно своими руками из металла: чертежи и фото.
Дипломные работы по сварке
Все дипломные работы для специальности сварщик на этом сайте - полностью готовы и имеют в своём составе:
- чертежи сварного изделия, оформленные по требованиям ЕСКД
- пояснительную записку, оформленную по ГОСТ
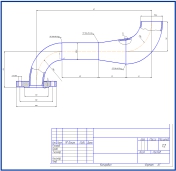
В этой дипломной работе подробно описана технология изготовления и сварки с екторного колена. Рассмотрено колено и особенности его изготовление из сваренных между собой секторов, выполненных из листа, бесшовных или сварных труб. В состав дипломной работы для сварщиков входит пояснительная записка, чертежи и 3D модель секторного колена
В этой дипломной работе подробно описана технология изготовления сварных труб и трубопроводов . Рассмотрен магистральный трубопровод и особенности его изготовления. Описано проведение подготовительных работ. Изучены передовые способы сварки трубопроводов. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи трубопровода.

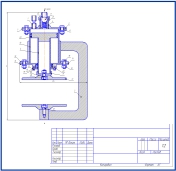
В этой дипломной работе подробно описана технология и сварки и монтажа парового коллектора. Паровой распределительный коллектор (гребенка) применяется в паровых котельных для сбора и распределения пара. В паровой коллектор может поступать пар как от одного парового котла, так и от нескольких и от этой же паровой гребенки пар распределяется потребителям пара: технологическое пароиспользующее оборудование, паровое отопление, собственные нужды котельной (термическая деаэрация)
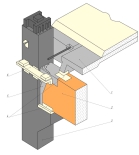
В этой дипломной работе подробно описана технология и сварки и монтажа металлического ригеля. Рассмотрены особенности строповки и сварки ригеля. Задачи ригеля — механически соединять стойки, связывая их в единую систему, придавать устойчивость конструкции. Также, связывая части конструкции, он перераспределяет нагрузку с разных частей здания, равномерно передавая ее на стойки. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи.

В этой дипломной работе подробно описана технология и сварки шкафа для баллонов. Шкаф предназначен для хранения 2-х кислородных баллонов. Шкаф двухдверный, оснащен петлей под навесной замок. Отверстия для вентиляции на боковых стенках. Прямая крыша и устойчивый каркас из профильной трубы позволяют применять шкаф как в помещениях, так и на улице. Надежная фиксация баллонов с помощью металлических оснований и хомутов.
В этой дипломной работе подробно рассмотрены технологические особенности диффузионной сварки.
Диффузионная сварка представляет собой одну из разновидностей сварки давлением. Описана Газовая сварка и пайка металлов. Изучена сущность процесса резки металлов.В состав дипломной работы для сварщиков входит пояснительная записка и чертежи стенда и приспособления для диффузионной сварки.
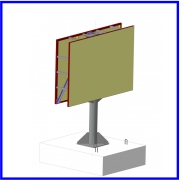
В этой дипломной работе подробно рассмотрен метод сварки рекламного щита. Билборды или рекламные щиты – самые распространенные носители наружной рекламы, располагающиеся на различных автодорогах и городских улицах. Сварку рекламного щита будем производить на постоянном токе прямой полярности, поэтому выбираем в качестве источника питания сварочной дуги. Выпрямитель марка ВД-306. В состав дипломной работы для сварщиков входит пояснительная записка и чертежи билборда.

В этой дипломной работе подробно описана технология изготовления и сварки мангала. Рассмотрен мангал и особенности его изготовление из сваренных между собой листов металла. В состав дипломной работы сварка мангала для сварщиков входит пояснительная записка, чертежи
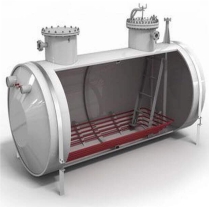
Цель дипломной работы – разработка механизированного процесса сборки и сварки кожуха сосуда для транспортировки и хранения светлых нефтепродуктов. проведен анализ способов сварки, выбран способ сварки.Разработан технологический процесс сварки сосуда.
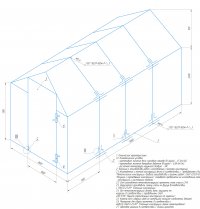
дипломная работа сварка теплицы Цель дипломной работы – изучение способа сварки металлической сварной теплицы из профиля круглого сечения. Теплица на приусадебном участке — это практично. Урожай радует с ранней весны до поздней осени. Считается, что каркас из круглой трубы –наиболее оптимальный вариант для изготовления подобных конструкций. Надежно, безопасно, функционально, при правильной эксплуатации и уходе прослужит долгий срок.
Презентация по специальности " Сварщик"на тему "Изготовление мангала"

Актуальность письменной экзаменационной работы:Сварка мангала» заключается в том, что мангал - одно из лучших решений, благодаря которому вы можете не только наслаждаться вкусом любимых блюд, но и обеспечить возможность самостоятельно выбирать место отдыха, это удобный практичный аксессуар для загородного отдыха.Мангал состоит из двух торцевых стенок, двух боковых стенок, дна, которые свариваются между собой, четырех ножек выполненных из металлического уголка
Актуальность письменной экзаменационной работы Сварка мангала» заключается в том, что мангал одно из лучших решений, благодаря которому вы можете не только наслаждаться вкусом любимых блюд, но и обеспечить возможность самостоятельно выбирать место отдыха, это удобный практичный аксессуар для загородного отдыха.

Выпрямитель ВД 306C1 предназначен для ручной дуговой сварки. Основные преимущества: Плавноступенчатая регулировка сварочного тока; Простая конструкция механического с тока регулирования сварочного помощью подвижных катушек; Индикация сварочного тока; Легкое зажигание и устойчивое горение дуги; Мощный и экономичный;
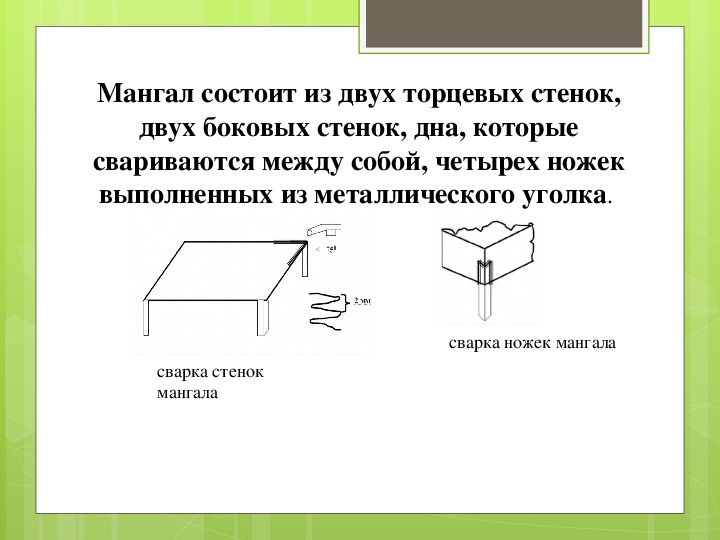
Мангал состоит из двух торцевых стенок, двух боковых стенок, дна, которые свариваются между собой, четырех ножек выполненных из металлического уголка. сварка стенок мангала сварка ножек мангала
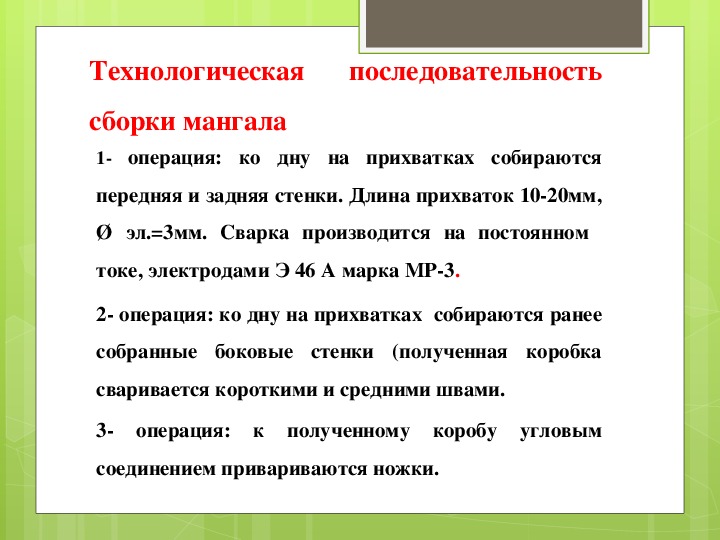
последовательность Технологическая сборки мангала 1 операция: ко дну на прихватках собираются передняя и задняя стенки. Длина прихваток 1020мм, Ø эл.=3мм. Сварка производится на постоянном токе, электродами Э 46 А марка МР3. 2 операция: ко дну на прихватках собираются ранее собранные боковые стенки (полученная коробка сваривается короткими и средними швами. 3 операция: к полученному коробу угловым соединением привариваются ножки.

Контроль качества Проверяю размеры измерительной линейкой, угольником и шаблонами для геометрических параметров швов; Замеряю катеты швов штангенциркулем.
Читайте также: