Дизельный сварочный агрегат схема
Обновлено: 03.05.2024
Агрегат сварочный АДД - 2х2501ВУ1 (АДД-2х2501У1) предназначен для использования в качестве автономного источника питания двух постов при ручной дуговой сварке, резке и наплавке металла постоянным током.
Агрегат АДД - 2х2501ВУ1 в своём составе имеет вспомогательный генератор переменного тока для питания электроинструмента, освещения и других потребителей.
По заказу потребителя агрегат комплектуется:
- термопеналом (одним или двумя) для сушки электродов.
Агрегат предназначен для работы на открытом воздухе в полевых
условиях. Агрегат не предназначен для эксплуатации в закрытых невентилируемых помещениях.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от 40°С до минус 45 °С и относительной влажности воздуха не более 75% при 15°С.
ТЕХНИЧЕСКИЕ ДАННЫЕ
1 Сварочный генератор
1.1 Тип ГД-2х2501
1.2 Номинальный сварочный ток каждого поста, А 250
1.3 Номинальное напряжение, В 30
1.4 Пределы регулирования сварочного тока каждого поста, А 30 - 250
1.5 Номинальный сварочный ток при работе в параллель на одну дугу, А 400
1.6 Номинальное напряжение при работе постов в параллель на одну дугу, В 36
1.7 Пределы регулирования при работе в параллель на одну дугу, А 50 - 400
1.8 Напряжение холостого хода, В 80-90
1.9 Продолжительность нагрузки (ПН)
при номинальном сварочном токе, % 60
2 Приводной двигатель
2.1 Тип дизеля Д144 или Д130
2.2 Мощность, кВт (л.с.) 37(50)
2.3 Число цилиндров 4
2.4 Частота вращения, об./мин 1800 или 2000
2.5 Охлаждение Воздушное
2.1 2.6 Емкость топливного бака, л 120
2.7 Часовой расход топлива в номинальном режиме, кГ. 5,5
3 Термопенал для сушки электродов
3.1 Напряжение питания, В 56
3.2 Потребляемая мощность, кВт, не более 0,2
3.3 Масса загружаемых электродов до 8 кг
3.4 Номинальная температура в рабочей
камере термопенала, С° 130
4 Вспомогательный генератор
4.1 Номинальная мощность, кВА 4
4.2 Частота, Гц 50
4.3 Номинальное напряжение, В 230
4.5 Частота вращения, об/мин 3000
5 Данные агрегата без шасси:
5.1 Степень защиты IP22
5.2 Габариты, мм 2420 х 1000 х 1300
5.3 Масса заправленного агрегата, кг, не более: 1200
Расшифровка символов таблички номинальных данных.
Двухпостовой трёхфазный генератор с выпрямительными блоками и однофазный генератор переменного тока с приводом от двигателя внутреннего сгорания.
Внешняя характеристика трёхфазного генератора крутопадающая.
Ручная дуговая сварка покрытыми электродами.
Уровни звука и эквивалентные уровни звука при работе агрегата в номинальном режиме не более 80 дБА.
Уровни напряженности электрического поля частотой 50 Гц и периодического магнитного поля на рабочем месте у агрегата сварочного АДД-4004МВУ1 (АДД-4004МУ1) соответствуют санитарно-эпидемиологическим правилам и нормативам СанПиН 2.2.4.1191-03 «Электромагнитные поля в производственных условиях».
Корректированный уровень общей вибрации соответствует требованиям санитарных норм СН 2.2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий».
Уровень ультрафиолетового излучения (диапазон УФ-В + УФ-С) соответствует санитарным нормам № 4557-88 «Ультрафиолетовое излучение в производственных условиях».
Уровень шумовых характеристик агрегата сварочного АДД-4004 МВУ1 (АДД-4004МУ1)соответствует требованиям санитарных норм № 2.2.4/2.1.8.562-96
«Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
Агрегаты сварочные СЕРТИФИЦИРОВАНЫ на соответствие требованиям БЕЗОПАСНОСТИ и ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ:
ГОСТ21671 и Нормы 8 + 95.
Сертификат обязательной сертификации № РОСС RU. МЕ55.В01310 от 14 марта 2005 г. на три года, выданный Органом по сертификации промышленной продукции НП « Южно + Уральское техническое общество », находящееся по адресу: 456318, г. Миасс Челябинской области, пр. Октября, 66.
Комплект поставки
1. Агрегат сварочный АДД + 2х2501ВУ1 (АДД + 2х2501У1)
2. Комплект ЗИП сварочного
3. Комплект ЗИП двигателя
4. Паспорт двигателя, экз.
5. Паспорт генератора сварочного, экз.
6. Паспорт агрегата сварочного, экз.
7. Паспорт генератора вспомогательного, экз.
8. Паспорт термопенала, экз.
9. Техническое описание и инструкция
по эксплуатации двигателя, экз.
10.Шасси одноосное (по заказу), шт.
11.Провод для аккумулятора + + +, шт.
12.Провод для аккумулятора + + +, шт.
13.Лампа А12 + 21 + 3 Гост2023.1, шт.
14.Светильник ПЛ + 64В2 + 4м ТУ16 + 635.331 + 79, шт.
При поставке агрегата с не установленным воздухофильтром, в комплект поставки дополнительно входят:
1. Скоба УТСВ745556.002, шт.
2. Пластина 2Ф-1-МБС-М-3 ГОСТ7338 30х300, шт.
5. Шайба 8.65Г.0115 ГОСТ6402, шт.
6. Шайба С8.0.08кп.0115 ГОСТ11371, шт.
ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
Организация рабочих мест и проведения сварочных работ в соответствии с СП при сварке, наплавке и резке металлов № 1009 - 73, ГОСТ 12.3.003 - 86 " ССБТ Работы электросварочные. Требования безопасности ".
К эксплуатации агрегатов допускается аттестованный персонал, прошедший обучение и проверку знаний по электробезопасности и правил техники безопасности, обученный работать с электроустановками и знающий устройство сварочных агрегатов.
1. Основные правила электробезопасности
(пункты с 1.1 по 1.4 к агрегату АДД - 2х2501У1 не относятся).
1.1 Перед началом работы произвести заземление агрегата. Сопротивление заземления должно быть не более 10 Ом. Заземление выполнять медным
проводом сечением не менее 1,5 мм ² или алюминиевым проводом сечением не менее 2,5 мм ² ;
1.2 Проверить состояние контактов и целостности проводов соединяющих кожух и составные части агрегата с рамой;
1.3 Проверить наличие электрической связи между корпусами электроприемника и источника электроэнергии;
1.4 Проверить исправность прибора контроля изоляции нажатием кнопки;
ЗАПРЕЩАЕТСЯ работа с неисправным прибором контроля изоляции;
1.5 ЗАПРЕЩАЕТСЯ открывать кожухи распределительных устройств у работающего агрегата;
1.6 При смене электрода напряжение холостого хода на электрододержателе может достигать 100 В. В этих условиях необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями электрической цепи;
1.7 В случае аварийного повышения скорости вращения двигателя напряжение на зажимах сварочного генератора может быть выше 100 В. В этом случае немедленно остановить двигатель.
2. Основные правила противопожарной безопасности:
2.1. Заправлять агрегат топливом только при неработающем двигателе. После заправки вытереть места, на которые попало топливо;
2.2. Следить за тем, чтобы не было течи топлива из бака и топливопроводов. При обнаружении течи немедленно устранить ее;
2.3. Для проверки уровня топлива в баке пользоваться мерной линейкой. Ни в коем случае не подносить к баку огонь для освещения;
2.4. Курение вблизи агрегата не допускается;
2.5. В случае возникновения пожара при отсутствии углекислотного огнетушителя необходимо использовать подручные средства тушения (забросать очаг пожара песком, землей, накрыть брезентом и т.п.);
2.6. Категорически запрещается заливать горящее топливо водой;5
2.7. Запрещается производить сварочные работы на расстоянии ближе 15 м от агрегата.
3. Прочие меры безопасности:
3.1. Для предохранения глаз от вредного действия лучей излучаемых сварочной дугой сварщик должен пользоваться защитным щитком, снабженным специальным светофильтром;
3.2. При работе в общем помещении или на открытой площадке совместно с другими работниками рабочее место сварщика должно быть изолировано несгораемыми ширмами, щитами и окружающие должны быть предупреждены о вредном влиянии лучей от сварочной дуги на зрение;
3.3. Для предохранения тела и рук сварщика от ожогов лучами от сварочной дуги и брызгами расплавленного металла необходимо пользоваться специальной одеждой и рукавицами;
3.4. При зачистке швов для защиты глаз от осколков шлака необходимо пользоваться защитными очками с простыми стеклами;
ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ АГРЕГАТА
Основой агрегата является блок, образованный жестким фланцевым соединением приводного двигателя и сварочного генератора ГД. Этот блок прикреплен к раме через резиновые амортизаторы. К раме кроме этого крепятся капот, пульт управления двигателем, аккумулятор. Вращающий момент от приводного двигателя передается к сварочному генератору посредством пальцевой муфты состоящей из двух полумуфт. Полумуфта двигателя укреплена на маховике и имеет четыре эластичных гнезда, в которых установлены пальцы-пластины полумуфты генератора, закрепленной на его валу.
Вращающий момент от приводного двигателя к вспомогательному генератору передается посредством ременной передачи. Для этого используются два ремня А-1250 ГОСТ 1284.1-89. Натяжение ремня проверяют нажатием в середине межцентрового расстояния с усилием 12Н. При этом прогиб должен составлять 3 - 5мм. При прогибе более 5мм необходимо произвести натяжение ремней. Прогиб менее Змм нежелателен во избежание преждевременного износа ремней и подшипников генератора.
При установке комплекта новых ремней разница длин ремней не должна превышать 4 мм.
Пульт управления двигателем
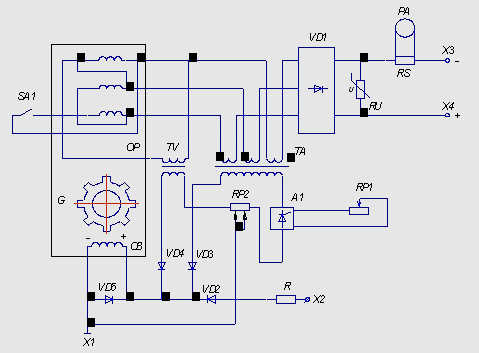
На панели пульта установлены приборы контроля давления масла и температуры масла, амперметр для контроля зарядного тока. Питание приборов включается тумблером S1 " Приборы ". Схема электрическая принципиальная управления двигателем приведена на рис.1.
Загорание лампы « Контроль накала » при повороте ключа в первое положение показывает, что свечи в цилиндрах разогреваются и можно поворачивать ключ во второе положение «Пуск» для включения стартера.
Лампа HL1 " Разряд батареи " сигнализирует о том, что не работает зарядный генератор. При работающем двигателе горящая лампа может означать и обрыв ремня привода вентилятора охлаждения.
На панели имеется розетка на 12 В для подключения переносной лампы.
В целях надёжного возбуждения, в сварочный генератор заведено питание напряжением 12В постоянного тока от бортовой сети агрегата. Во избежание разряда аккумулятора рекомендуется сразу после остановки двигателя выключить тумблер S1 " Приборы ".
Капот
Капот представляет из себя жесткую цельную сварную конструкцию в форме коробки без дна, к которой крепятся шторы и топливный бак. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2.
Капот сделан съемным для удобства обслуживания двигателя и генераторов.
Для снятия капота отсоединить топливопровод от топливного бака, болты крепления капота к раме и болты крепления скоб опоры пульта вспомогательного генератора. Поднимать капот согласно схеме строповки (см. рис.2). (Масса капота со шторами и с баком без топлива - 180 кг).
Термопенал
Предназначен для поддержания электродов в сухом состоянии. Подключение термопеналов к сварочному генератору производится следующим образом: первый термопенал подключается ко клеммам 11А1 - 11В1, а второй термопенал подключается ко клеммам 21А1 - 21В1 распредустройства сварочного генератора. Остальное - в паспорте на термопенал.
Установка аккумуляторной батареи
Аккумуляторная батарея агрегата 6СТ-190 находится в сухозаряженном состоянии (без электролита).
Батарея установлена на раму со стороны стартера и притягивается к раме уголком через шпильки-крючки.
Соединение " + " аккумуляторной батареи со стартером, а " - " аккумуляторной батареи с корпусом (наконечник провода закрепить болтом, крепящим переходный щит генератора сварочного к двигателю) производить проводами из комплекта поставки.
ЗАПУСК АГРЕГАТА В РАБОТУ
1. Залить электролит в аккумуляторную батарею и подготовить к эксплуатации.
2. Подготовить двигатель к работе согласно инструкции по эксплуатации двигателя.
3. Открыть краник на баке и убедиться в поступлении топлива к фильтру и отсутствии воздуха в топливной системе.
4. Установить рукоятку подачи топлива в положение наибольшей подачи топлива.
5. Выключить компрессию в цилиндрах рукояткой декомпрессионного механизма.
6. Включить тумблер S1 " Приборы " на пульте управления двигателем. При этом загорится сигнальная лампа и стронутся стрелки приборов.
7. Повернуть ключ выключателя S2до первого положения "Свеча".
Загорание лампы «Контроль накала» показывает, что свечи в цилиндрах разогреваются и можно включать стартер.
8. Поворотом ключа выключателя S2 во второе положение " Пуск" включается стартер.
9. Раскрутив двигатель, через 3-4 с, не выключая стартера, включить компрессию поворотом рукоятки декомпрессора вправо - двигатель должен запуститься.
10. После пуска двигателя отпустите ключ. Он сам вернется в исходное положение. Если двигатель после 3 -4-х попыток с минутными перерывами не запустился, то последующую попытку пуска можно повторить только через 2,5-3 мин. во избежание выхода из строя аккумуляторной батареи.
После пуска двигателя необходимо:
1. Прослушать работу агрегата (двигатель должен работать равномерно, без стуков и посторонних шумов).
2. Проверить показания приборов - стрелка амперметра должна отклоняться в сторону «+», показывая подзарядку аккумуляторной батареи, а сигнальная лампа не должна гореть; давление масла должно быть 1,5-3 кгс/см(2) (у прогретого двигателя), остальное - согласно инструкции двигателя.
Пуск двигателя при низкой температуре окружающего воздуха (ниже минус 10 °С) должен производиться с мерами по снижению вязкости масла изложенными в документе " Двигатель Д144. Инструкция по эксплуатации". Там же приводится перечень необходимых операций при возможных отказах двигателя.
В паспорте на генератор сварочный приводится перечень необходимых операций при работе со сварочным генератором.
ОСТАНОВКА ДВИГАТЕЛЯ
Для остановки необходимо дать двигателю поработать вхолостую на минимальных оборотах 1-2 мин. и только после этого глушить его, выключив подачу топлива. Для экстренной остановки (двигатель «идет в разнос») следует отключить подачу топлива и выключить компрессию.
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЗАО «Уралтермосвар», как предприятие-изготовитель агрегата сварочного АДД - 2х2501ВУ1 (АДЦ-2х2501У1) гарантирует его соответствие требованиям
ТУ 3441 -010-16516326-01 при соблюдении потребителем правил его эксплуатации, изложенных в настоящем руководстве.
Гарантийный срок - 12 месяцев с даты отгрузки с предприятия - изготовителя.
Гарантия предполагает бесплатный ремонт в течение гарантийного срока или замену агрегата на новый в случае невозможности ремонта.
Гарантийное обслуживание осуществляется только после заключения специалиста ЗАО « Уралтермосвар» о наличии неисправности по вине предприятия-изготовителя. В случае неисправности, произошедшей по вине покупателя, ремонт осуществляется за его счет.
Гарантия прекращается при наличии механических повреждений, вызванных неосторожным обращением с агрегатом, самостоятельного изменения электрической схемы и внутренних коммуникаций, неисправности, возникшей из-за нарушений правил эксплуатации агрегата и попадания внутрь посторонних предметов.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Агрегат АДД - 2x2501 У1, заводской № (№ двигателя № генератора ГД - 2x2501У2, № генератора вспомогательного) соответствует требованиям ТУ 3441 - 010 - 16516326- 01 и признан годным к эксплуатации.
Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1
Агрегат сварочный АДД-4004МВУ1 (АДД-4004МУ1) предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке, резке и наплавке металла постоянным током. В своем составе агрегат АДД-4004МВУ1 имеет вспомогательный генератор переменного тока напряжением 230В, частотой 50 Гц для питания электроинструмента, освещения и других потребителей. Агрегат АДД-4004МУ1 в своем составе дополнительного генератора не имеет.
По заказу потребителя агрегаты комплектуются одноосным прицепом-шасси и термопеналом для сушки электродов.
Агрегат предназначен для работы на открытом воздухе в полевых условиях. Агрегат не предназначен для эксплуатации в закрытых невентилируемых помещениях.
Номинальные параметры агрегата относятся к его работе на высоте не более 1000 м над уровнем моря при температуре окружающего воздуха от 40°С до минус 45°С и относительной влажности воздуха не более 75% при 15°С.
2.1 Сварочный генератор
2.1.1 Тип ГД-4006У2
2.1.2. Номинальный сварочный ток, А 400
2.1.3 Пределы регулирования сварочного тока, А 60 - 400
2.1.4 Напряжение холостого хода, В 80-90
2.1.5 Продолжительность нагрузки (ПН) при номинальном сварочном токе, % 60
2.2 Приводной двигатель
2.2.1 Тип дизеля Д-242
2.2.2 Мощность, кВт (л.с.) 45,6(62)
2.2.3 Число цилиндров 4
2.2.4 Частота вращения, об/мин 1800
2.2.5 Система охлаждения - закрытого типа с принудительной циркуляцией охлаждающей жидкости.
2.3 Термопенал для сушки электродов
2.3.1 Напряжение питания, В 36-60
2.3.2 Потребляемая мощность, кВт, не более 0,2
2.3.3 Масса загружаемых электродов до 8 кг
2.3.4 Номинальная температура в рабочей камере термопенала, С° 130
2.4 Вспомогательный генератор электропитания
2.4.1 Тип вспомогательного генератора БВЕИ 525754.013
2.4.1 Номинальная мощность, кВА 4
2.4.2 Частота, Гц 50
2.4.3 Номинальное напряжение, В 230
2.4.4 Частота вращения, об/мин 3000
2.5 Данные агрегата без шасси:
2.5.1 Степень защиты IP22
2.5.2 Габариты, мм, не более 2150 х 1000 х 1580
2.5.3 Масса, кг, не более:
Расшифровка символов таблички номинальных данных
Трёхфазный генератор с выпрямительным блоком и однофазный генератор переменного тока с приводом от двигателя внутреннего сгорания.
Трёхфазный генератор с выпрямительным блоком с приводом от двигателя внутреннего сгорания.
Ручная дуговая сварка покрытыми электродами
Уровни звука и эквивалентные уровни звука при работе агрегата в номинальном режиме не более 80дБА.
Предельно допустимая концентрация вредных веществ в воздухе на рабочем месте у агрегата сварочного соответствует ГН 2.2.5.686 - 98.
Агрегаты сварочные СЕРТИФИЦИРОВАНЫ на соответствие требованиям БЕЗОПАСНОСТИ и ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ: ГОСТ21671 и Нормы 8 - 95. Сертификат №РОСС. RU.0001.11ME55.B01057 со сроком действия по 28 ноября 2006 года, выданный Органом по сертификации промышленной продукции НП «Южно - Уральское техническое общество», находящееся по адресу: 456318, г. Миасс Челябинской области, пр. Октября, 66.
1. Агрегат сварочный АДД -4004МВУ1 (АДД -4004МУ1) в сборе, шт
2. Комплект ЗИП сварочного генератора ГД-4006У2, шт
3. Комплект ЗИП двигателя, шт
4. Паспорт агрегатасварочного, экз
5. Паспорт генератора сварочного ГД-4006У2, экз
6. Паспорт двигателя, экз
7. Техническое описание и инструкция по эксплуатации двигателя, экз
8. Провод для аккумулятора + + +, шт
9. Провод для аккумулятора + + +, шт
10. Лампа А12-21-3 ГОСТ 20231.1, шт
11. Светильник ПЛ-64В 2-4м ТУ 16 635.331
12. Шасси одноосное (по заказу), шт
Дополнительно дляагрегата АДД-4004МВУ1:
13. Паспорт вспомогательного генератора), экз
14. Паспорт устройства защитного отключения, экз
4. ОСНОВЫ БЕЗОПАСНОЙ РАБОТЫ
Организация рабочих мест и проведение сварочных работ должны соответствовать «Санитарным правилам при сварке, наплавке и резке металлов» СП № 1009-73, ГОСТ 12.3.003 - 86 «ССБТ Работы электросварочные. Требования безопасности».
1 .Уровни напряженности электрического поля частотой 50 Гц и периодического магнитного поля на рабочем месте у агрегата сварочного соответствуют санитарно-эпидемиологическим правилам и нормативам СанПиН 2.2.4.1191-03 «Электромагнитные поля в производственных условиях».
2. Корректированный уровень общей вибрации соответствует требованиям санитарных норм СП 2.2.4/2.1.8.566-96 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий»
3. Уровень ультрафиолетового излучения (диапазон УФ-В + УФ-С) соответствует санитарным нормам № 4557-88 «Ультрафиолетовое излучение в производственных условиях»
4. Уровень шумовых характеристик агрегата сварочного соответствует требованиям санитарных норм № 2.2.4/2.1.8.562-96 «Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки».
В эксплуатационной документации должны быть приведены указания об организации рабочих мест и проведении сварочных работ в соответствии с СП при сварке, наплавке и резке металлов № 1009-73, ГОСТ 12.3.003-86 «ССБТ Работы электросварочные Требования безопасности»
Дополнительно для прицепов специальных тракторных:
5. Подъём и перемещение разовое тяжести соответствует требованиям руководства Р 2.2.755-99 Гигиенические критерии оценки и классификация условий труда по показателям вредности и опасности факторов производственной среды, тяжести и напряженности трудового процесса».
Не допускается выполнение работ со сцепным устройством прицепа одной женщиной.
4.1 Основные правила электробезопасности для агрегата АДЦ-4004МВУ1
4.1.1 После запуска агрегата и выхода на номинальный режим по напряжению 220 В следует проверить исправность прибора контроля изоляции. Проверку производить без подключения электроприборов к розеткам и при отключенном выходном выключателе ВГ.
4.1.2 При исправной изоляции цепей внутри агрегата, омметр прибора должен показывать значение сопротивления не ниже 100 кОм. Прибор исправен, если при нажатии кнопки «Контроль изоляции» стрелка находится в красной зоне шкалы (значение сопротивления около 10 кОм).
ЗАПРЕЩАЕТСЯ работа с неисправным прибором контроля изоляции!
4.1.3 Подключаемые к ВГ электроприборы должны иметь шнуры питания с защитным проводником, соединенным с заземляющим контактом розетки. Защитный проводник должен быть надежно присоединён к открытым проводящим частям (корпусам) электроприбора.
Для всех агрегатов:
4.1.6 ЗАПРЕЩАЕТСЯ открывать кожухи распределительных устройств у работающего агрегата;
4.1.7 При смене электрода напряжение холостого хода на электрододержателе может достигать 100 В. В этих условиях необходимо соблюдать меры предосторожности, исключающие возможность соприкосновения тела сварщика с токоведущими частями электрической цепи;
4.1.8 В случае аварийного повышения скорости вращения двигателя напряжение на зажимах сварочного генератора может быть выше 100 В. В этом случае следует немедленно остановить двигатель.
4.2 Основные правила противопожарной безопасности:
4.2.1 Заправлять агрегат топливом только при неработающем двигателе. После заправки вытереть места, на которые попало топливо.5
4.2.2 Следить за тем, чтобы не было течи топлива из бака и топливопроводов. При обнаружении течи немедленно устранить ее.
4.2.3 Для проверки уровня топлива в баке пользоваться мерной линейкой.
Ни в коем случае не подносить к баку огонь для освещения.
4.2.4 Курение вблизи агрегата не допускается.
4.2.5 В случае возникновения пожара при отсутствии углекислотного огнетушителя необходимо использовать подручные средства тушения (забросать очаг пожара песком, землей, накрыть брезентом и т.п.).
4.2.6 Категорически запрещается заливать горящее топливо водой.
4.2.7 Запрещается производить сварочные работы на расстоянии ближе 15м от агрегата.
4.3 Прочие меры безопасности:
4.3.1 Для предохранения глаз от вредного действия лучей, излучаемых сварочной дугой сварщик должен пользоваться защитным щитком, снабженным специальным светофильтром.
4.3.2 При работе в общем помещении или на открытой площадке совместно с другими работниками рабочее место сварщика должно быть изолировано не сгораемыми ширмами, щитами и окружающие должны быть предупреждены о вредном влиянии лучей от сварочной дуги на зрение.
4.3.3 Для предохранения тела и рук сварщика от ожогов лучами от сварочной дуги и брызгами расплавленного металла необходимо пользоваться специальной одеждой и рукавицами.
4.3.4 При зачистке швов для защиты глаз от осколков шлака необходимо пользоваться защитными очками с простыми стеклами.
4.3.5 При выемке электродов из термопенала после просушки необходимо помнить, что температура электродов может достигать 130°С и принять соответствующие меры безопасности.
5. ОСНОВНЫЕ СОСТАВНЫЕ ЧАСТИ АГРЕГАТА
Основой агрегата является блок, образованный жестким фланцевым соединением приводного двигателя и сварочного генератора ГД-4006У2. Этот блок прикреплен к раме через резиновые амортизаторы.
На капоте закреплены топливный бак, пульт управления вспомогательным генератором, фильтр очистки воздуха.
Вращающий момент от приводного двигателя передается к сварочному генератору посредством пальцевой муфты состоящей из двух полумуфт. Полумуфта двигателя укреплена на маховике и имеет четыре эластичных гнезда, в которых входят пальцы-пластины полумуфты генератора. Полумуфта установлена на валу сварочного генератора посредством шпоночного соединения.
Вращающий момент от приводного двигателя к вспомогательному генератору передается посредством ременной передачи. Для этого используются два ремня А-1320 ГОСТ 1284.1-89.
5.1 Пульт управления двигателем
На панели пульта установлены приборы контроля давления и температуры масла двигателя, амперметр контроля зарядного тока. Питание приборов включается тумблером S1 "Приборы". Схема электрическая принципиальная управления двигателем приведена на рис.1 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242.
Свеча накаливания, подогревающая воздух во впускном коллекторе двигателя, включается поворотом ключа выключателя S2 до первого положения "Свеча". Свечение спирали в окне «Контроль накала» показывает, что свеча достаточно разогрета и можно поворачивать ключ во второе положение «Пуск» для включения стартера.
Лампа HL1 "Разряд батареи " сигнализирует о том, что не работает зарядный генератор. При работающем двигателе горящая лампа может означать и обрыв ремня привода вентилятора охлаждения.
В целях надёжного возбуждения, в сварочный генератор заведено питание напряжением 12В постоянного тока от бортовой сети агрегата. Во избежание разряда аккумулятора рекомендуется сразу после остановки двигателя выключить тумблер S1" Приборы".
5.2 Капот
Капот представляет из себя жесткую цельную сварную конструкцию в форме коробки без дна, к которой крепятся шторы и топливный бак. Капот надет на агрегат сверху и прикреплен к раме шестью болтами Ml2 (4 в углах плюс 2 посредине полоза).
Капот сделан съемным для удобства обслуживания двигателя и генераторов. Для снятия капота отсоединить топливопровод от топливного бака, открутить крепежные болты пульта вспомогательного генератора и болты крепления капота к раме и отсоединить провод заземления капота и топливного бака.
Поднимать капот согласно схеме строповки (см. рис. 2 Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242).
5.3 Термопенал
Предназначен для поддержания электродов в сухом состоянии. Схема подключения термопенала к сварочному генератору приведена на рис. 3. Остальное - в паспорте на термопенал.
5.4 Установка аккумуляторной батареи
6. ЗАПУСК АГРЕГАТА В РАБОТУ
Перед запуском в работу агрегата АДД-4004МВУ1 следует провести следующие работы:
Запуск агрегатов в работу проводить в следующем порядке:
6.1. Залить электролит в аккумуляторную батарею и подготовить к эксплуатации.
6.2. Подготовить двигатель к работе согласно инструкции по эксплуатации двигателя.
6.3. Открыть краник на баке и убедиться в поступлении топлива к фильтру и отсутствии воздуха в топливной системе.
6.4. Установить рукоятку подачи топлива в положение наибольшей подачи топлива (по часовой стрелке), рис.4
6.5. Включить тумблер S1 «Приборы» на пульте управления двигателем. При этом загорится сигнальная лампа и стронутся стрелки приборов.
6.6. Повернуть ключ выключателя S2 до первого положения «Свеча».
6.7. Поворотом ключа выключателя S2 во второе положение «Пуск» включается стартер и открывается клапан подачи топлива электрофакельного подогревателя.
6.11 После пуска двигателя отпустите ключ. Он сам вернется в исходное положение. Если двигатель после 3 -4-х попыток с минутными перерывами не запустился, то последующую попытку пуска можно повторить только через 2,5-3 мин. во избежание выхода из строя аккумуляторной батареи.
После пуска двигателя необходимо:
Прослушать работу агрегата (двигатель должен работать равномерно, без стуков и посторонних шумов).
В случае затруднительного пуска двигателя, особенно в холодное время года, необходимо залить в бачок электрофакельного подогревателя легковоспламеняющейся смеси и повторить пуск. Особенности эксплуатации и обслуживание дизеля, а также перечень необходимых операций при возможных отказах двигателя изложен в документе «Дизели Д-243 - Д-245 и их модификации. Инструкция по эксплуатации».
7. ОСТАНОВКА ДВИГАТЕЛЯ
Для остановки необходимо дать двигателю поработать вхолостую на минимальных оборотах 3-4мин. и только после этого глушить его, предварительно выключив подачу топлива, поворотом рычага-стоп (против часовой стрелки) в крайнее положение (рис. 4. Агрегаты сварочные АДД- 4004МВУ1, АДД-4004МУ1_Д242) и удерживать его в этом положении до полной остановки двигателя, после чего необходимо вернуть рычаг в исходное положение.
8. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ЗАО «Уралтермосвар», как предприятие-изготовитель агрегатов сварочных АДД-4004МВУ1 (АДЦ-4004МУ1) гарантирует его соответствие требованиям технической документации при соблюдении потребителем правил эксплуатации, изложенных в настоящем руководстве. Гарантийный срок - 12 месяцев со дня отгрузки с предприятия-изготовителя.
Гарантийное обслуживание осуществляется только после заключения специалиста ЗАО «Уралтермосвар» о наличии неисправности по вине предприятия-изготовителя. В случае неисправности, произошедшей по вине покупателя ремонт осуществляется за его счет.
Схема сварочного генератора
Сварочные генераторы используются в условиях, когда отсутствуют внешние источники питания. Данные устройства самостоятельно вырабатывают электроэнергию, достаточную для полноценного функционирования сварочного поста. В их конструкцию входит сам сварочный аппарат и генератор, вырабатывающий электроэнергию. Наиболее широкое распространение получили силовые установки, работающие на бензине.
Физические свойства ручной дуговой сварки
Для выполнения ручной дуговой сварки используются электроды. Они подаются к месту сваривания постепенно, по мере расплавления, и перемещаются вдоль шва. В это время проявляется основное физическое свойство, когда между электродом и основным металлом загорается дуга. В этот момент стержень расплавляется и жидкий металл в виде капель стекает в так называемую сварочную ванну.
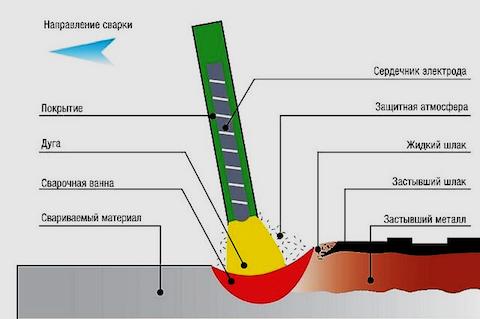
Одновременно со стержнем расплавляется и покрытие электрода, в затем, превращаясь в газ, защищает пространство около дуги и саму ванну на расплавленной поверхности, препятствует контакту атмосферного воздуха с расплавленным металлом. Постепенно дуга перемещается, сварочная ванна становится твердой, металл кристаллизуется, и в этом месте образуется соединительный шов, на поверхности которого появляется твердая корка из шлака.
Сварочная дуга образуется и поддерживается с помощью переменного или постоянного тока, подведенного к электроду и самой металлической конструкции. На самом электроде и поверхности ванны образуются так называемые активные пятна. Расстояние между ними составляет длину дуги. Металл расплавляется на определенную глубину, размер которой зависит от нескольких факторов. Прежде всего, это рабочий режим сварки и ее расположение в пространстве. Существенное влияние оказывает скорость движения дуги, конструкция соединения, размеры и форма кромок, свариваемых между собой.
Как работают генераторные установки
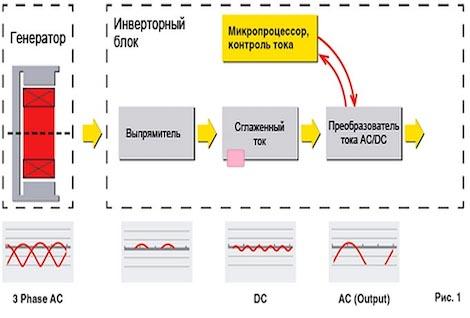
Схема сварочного генератора часто применяется не только на производстве, но и в домашних условиях при выполнении ремонтных работ. Нередко они используются как автономные источники электроэнергии и являются незаменимым оборудованием, особенно на дачах и в загородных домах при регулярных отключениях электричества.
В целом, действия сварочных электрогенераторов происходят по одной и той же схеме.
- В якорной обмотке появляется ток с переменным значением. Он появляется там, где эти обмотки пересекают магнитные силовые линии, находящиеся на полюсах статора.
- Затем ток подводится к коллекторам и преобразуется из переменного в постоянный.
- На следующем этапе этот постоянный ток подается на угольные щетки, очень плотно контактирующие с коллекторами.
- В завершение процесса ток идет к зажимам, подключенным к этим щеткам, а уже от них – к сварочным проводам.
Точно также работает и бензиновый генератор для сварочного аппарата. В конструкции каждого агрегата имеется обмотка возбуждения со свойствами намагничивания. Для ее питания могут быть использованы разные способы:
- С помощью независимых внешних источников питания.
- Непосредственно от генератора, с обмотки якоря при помощи дополнительной щетки, соединенной с намагничивающей обмоткой возбуждения.
В первом случае в генераторе используется независимое возбуждение, а во втором – самовозбуждение. Работа каждого из них может происходить в разных режимах, которые при необходимости регулируются плавными изменениями намагничивающего тока.
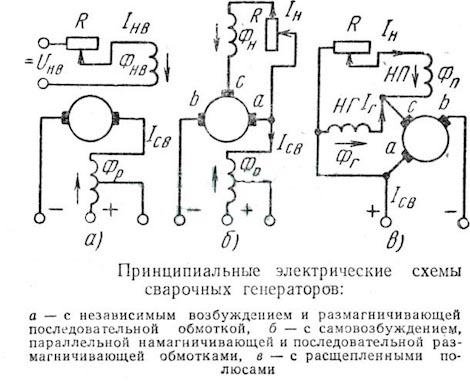
Большое значение имеет последовательная обмотка возбуждения, входящая в конструкцию генератора. Ее основным отличием является малое число витков. Обмотка последовательно соединяется с дугой и подает к ней электрический ток. В результате, сила тока в ней будет одинакова с силой тока на сварочной дуге. Каждая обмотка разделяется на несколько секций и функционирует не только полностью, но и отдельными частями.
Сварка этого типа используется в основном для ручной работы с помощью единичных электродов. Именно для таких случаев предусмотрены генераторы с резко падающими внешними характеристиками, когда при повышении тока уменьшается напряжение. Такой ток требуется для поддержания постоянного стабильного горения дуги, которое может быть неровным из-за неравномерного движения руки сварщика.
Коллекторная схема генераторных установок
Одной из ведущих схем подобной аппаратуры являются сварочные генераторы коллекторного типа. Работы этих устройств осуществляется следующим образом.
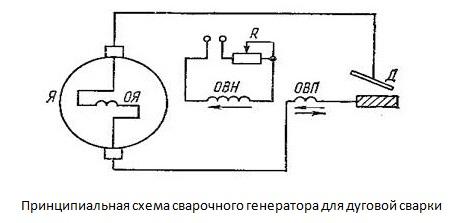
При нахождении сварочной цепи в разомкнутом виде, и отсутствии нагрузки, на зажимах аппарата появляется так называемое напряжение нулевой нагрузки. Его величина эквивалентна ЭДС, возникающей в якорной обмотке. При нахождении в рабочих режимах данное напряжение находится в полной зависимости от потока магнитной индукции, появляющегося в независимой обмотке возбуждения. Одновременно, магнитный поток зависит от тока возбуждения в обмотке и регулируется специальным реостатом.
В момент зажигания дуги запускается течение тока в якорной обмотке. Далее ток идет через витки в последовательной обмотке возбуждения. В ней создается магнитный поток, направленный против другого магнитного потока, который создается в намагничивающей обмотке ОВН. В связи с этим сварочный ток возрастает, а суммарный магнитный поток в воздушном зазоре генератора снижается. Соответственно происходит уменьшение ЭДС, наводимой в якорной обмотке, и снижение генерируемого напряжения на зажимах.
Таким образом, наблюдается образование крутопадающей внешней статической характеристики. В большинстве сварочных установок коллекторного типа имеется обмотка независимого возбуждения, питающаяся через дополнительную щетку, расположенную между основными. То есть, в этих генераторах присутствует функция самовозбуждения.
Схема генераторов вентильного типа
Бензогенераторы данного типа выполнены в виде индукторного трехфазного генератора переменного тока. Он отличается повышенной частотой, а в схеме имеется встроенный выпрямительный блок. Трехфазная якорная обмотка переменного тока установлена на статоре. Она соединяется по схеме «звезда» или «треугольник». Между двумя роторными пакетами, на статоре также расположена обмотка возбуждения.

Сам ротор изготовлен в виде двух пакетов, состоящих из зубчатых элементов, изготовленных из электротехнической стали. Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов.
Когда по обмотке возбуждения проходит постоянный ток, в ней происходит возникновение переменного магнитного потока. Его распределение осуществляется таким образом, чтобы первый пакет создавал лишь северные полюсы, а второй – южные. При совмещении зубцов ротора и статора достигается максимальное значение магнитного потока, а величина сопротивления на пути этого потока будет минимальной. Магнитный поток становится минимальным, когда зубец статора совпадает с пазом ротора.
Таким образом наглядно видно, что обмотка возбуждения принимает непосредственное участие в создании пульсирующего или переменного магнитного потока. Пронизывая трехфазную обмотку статора, этот поток вызывает наведение в ней переменной ЭДС с повышенной частотой. В свою очередь, переменная ЭДС с помощью выпрямительного блока преобразуется в постоянное напряжение вентильного генератора.
Название устройства связано с выпрямительным блоком, в котором используются кремниевые вентили, собранные по трехфазной схеме в виде моста. Питание обмотки возбуждения осуществляется через трехфазную силовую цепь генератора. Для этого существует специальный блок, в который входят трансформаторы тока и напряжения, а также выпрямители. После запуска генератор изначально самовозбуждается за счет остаточного магнитного потока.
По сравнению с коллекторными устройствами, схема для сварочного генератора вентильного типа обладает существенными преимуществами. У них отсутствуют ненадежные скользящие контакты, они обладают повышенным КПД, отличаются компактными размерами и небольшой массой. Вентильные аппараты зарекомендовали себя более надежными в эксплуатации, высокой стабильностью горения и эластичностью сварочной дуги.
Конструктивные особенности сварочных аппаратов
Все сварочные устройства изготавливаются в компактном виде, включают в себя саму сварку и генератор сварочного аппарата. Агрегаты могут работать на бензине или дизельном топливе и применяются в тех местах, где случаются частые перебои с подачей электроэнергии или электричества нет вообще.

В соответствии с конструктивным исполнением генераторы могут быть передвижными или стационарными, одно- или многопостовыми, с различными вольтамперными характеристиками. Наибольшее распространение получил бензиновый сварочный генератор, средняя мощность которого не превышает 100 кВт. Эти агрегаты просты и удобны в обслуживании, обладают незначительной массой, могут эксплуатироваться в сложных условиях, в том числе при низкой температуре.
Среди недостатков следует отметить пониженный рабочий ресурс, существенный расход топлива и невозможность работы свыше 6 часов в день. Тем не менее, они очень популярны у потребителей в качестве резервной или аварийной аппаратуры. Лучшим вариантом считаются инверторные устройства, способные выдавать постоянную частоту 50 Гц, и выполнять сварочные работы с высоким качеством швов.
Дизельный сварочный генератор хотя и не такой мобильный, но тем не менее, он отличается повышенной выносливостью и способностью непрерывно работать в течение длительного времени. Они создают мало шума и расходуют незначительное количество топлива. Дизельные генераторы очень удобны при больших объемах сварочных работ и в случае необходимости могут использоваться как электростанции круглосуточно обеспечивая бесперебойную подачу электроэнергии.
Читайте также: