Длина сварочных проводов для инвертора ресанта 190
Обновлено: 13.05.2024
Поиск сварочного кабеля после покупки инверторного аппарата нельзя назвать редкостью. Каким бы хорошим не было сварочное оборудование, провода, идущие с ним в комплекте, часто не соответствуют ожиданиям. Некоторых не устраивает материал жилы, других – длина, третьих – гибкость – и это далеко не все, что может вызывать недовольство.
Какой кабель для сварочного аппарата лучше? Профессиональные сварщики подбирают для себя тот вариант, который максимально удовлетворит их требованиям. От чего отталкиваться? На что обратить внимание? В этой статье вы познакомитесь с основными марками и научитесь отсеивать неправильные варианты, акцентируя внимание на главных характеристиках сварочного кабеля для электродержателя , зажима заземления и коммутацией с электросетью.
- КГ
- КОГ1
- КГН
- КГ-ХЛ
- КПЭС
- КВС
- КГТ
Среди них нет унифицированного варианта на все случаи. Для каждой конкретной ситуации оптимальна та или иная комбинация параметров кабеля для сварочного аппарата. Поэтому для начала сделайте правильный выбор марки, а после – разберетесь с основными параметрами – сечением и длиной кабеля, а также материалом сердечника.

Кратко о марках:
Данный вид можно встретить практически в любом магазине. Аббревиатура расшифровывается как «кабель гибкий». Шнур такого плана можно подключать к сети на 220 или 380 В, и, конечно же, использовать для массы и держателя. Он работает с переменным и постоянным током (до 660 В и 1000 В) при частоте до 400 Гц.
Является менее универсальным и прочным, чем предыдущий вариант. Но обладает особой гибкостью – в его жиле используются более тонкие проводки. Это означает меньший радиус разворота, способствующий более комфортному процессу сварки в труднодоступных местах.
Данный сварочный кабель пригодится при высотных работах, так как его удобно наматывать на руку для надежного закрепления. Пропускная способность – 220 В при 50 Гц.
Буква «Н» в маркировке подобного кабеля для сварки означает его негорючесть (устойчивость к высоким температурам). Изоляция КГН изготовлена из жаростойкого материала, выдерживающего нагревание 200 °C и более.
Главная особенность провода дает возможность осуществлять сварку или резку в экстремальных температурных условиях (например, сваривание металлов вблизи или в эпицентре источника возгорания). Из-за устойчивости к жару КГН-кабели востребованы среди работников МЧС, ремонтных бригад в судостроительной отрасли и т.д.
Как уже говорилось ранее, «КГ» – кабель гибкий, остальные две буквы в конце говорят о том, что сварочный кабель может эксплуатироваться на холоде и морозе, достигающем - 60 °C. Способность сохранять гибкость при низких температурах обеспечена использованием в составе оплетки специального каучука.
*Если предполагается работа при низких температурах, то данный вид кабеля станет лучшим вариантом для покупки.
Сварочные кабели такого плана применяются для полуавтоматической сварки. Они отличаются наличием внутри спиралевидной трубки для пропуска проволоки. Представители марки рассчитаны на работу с любым видом тока под напряжением 42/48 В при частоте 50 Гц.
Из весомых знаний о КПЭС стоит выделить то, что прослужат они недолго (минимум полтора месяца - максимум полтора года), а на стоимость существенно повлияет диаметр.
Это сварочные кабели с дополнительным защитным слоем полихлорвинила на жиле. Отличаются большей устойчивостью к истиранию, что делает их отличным вариантом для использования на строительных объектах.
Стоит отметить, что представители марки КВС куда менее гибки, чем остальные. Помимо устойчивости к механическому воздействию, они легко переносят низкие температуры и могут свободно использоваться в диапазоне от -40 до 40 градусов Цельсия.
Буква «Т» в конце означает возможность применения в условиях тропиков. Подобные сварочные кабели характеризуются способностью выдерживать температуру окружающей среды до +85 °C. Выпускаются с покрытием, которое успешно противостоит воздействию влаги, грибка и плесени.
Особенности жил электрокабелей – сколько жил должно быть?
Проводник в сварочном кабеле может быть алюминиевым (омедненным) или медным. Первый вариант отличается более низкой стоимостью, но является менее гибким, имеет меньшее удельное сопротивление, больше греется. Шнур с проводником из алюминия больше подойдет сварщикам-новичкам или для бытовых нужд. Провода с медными жилами незаменимы, если речь заходит о профессиональных работах.
При покупке обращайте особое внимание на продукцию от китайских производителей, поскольку в варианте с заявленным медным проводником может содержаться только 70% Cu. В быту подобные электрокабели использовать можно, но профессиональные сварщики обходят их стороной или меняют после некоторого время использования. Распознать низкопробный продукт легко – жилы в нем выглядят тускло.
Все электрокабели бывают одножильными и многожильными (если учитывать варианты не только для сварки). В данном случае имеется в виду количество жил под одной общей изоляцией. Это число можно увидеть в маркировке перед параметром площади сечения.
Для сварочных аппаратов понадобится одножильный электрокабель, о чем стоит запомнить всем начинающим сварщикам, которые хотят удлинить провода или заменить их на лучший вариант.
Как правильно выбрать сечение кабеля

Металлический сердечник электропровода – это переплетенные между собой тонкие проволочки в количестве от 30 до 1000 шт. Площадь сечения кабеля для сварочного аппарата подбирается в зависимости от используемого тока и мощности установки. С возрастанием ампеража, появляется потребность в большей площади сечения.
К примеру, провод 1x6 мм² выдерживает максимум 11 кВт нагрузки при силе тока от 80 до 100 А. Однако не стоит использовать сварочные кабели на пределе их возможностей из-за риска перегрева и расплавления, поэтому максимальное значение принято делить на 2. То есть вариант 1x6 мм² оптимально будет использовать для работы с аппаратом, который имеет потребляемую мощность 5 кВт. Для ампеража 120-150 А нужно будет использовать электрокабель 1x10 мм², для 150-180 А – 1x16 мм² и т. д.

Для бытовых нужд сгодится вариант 1x16. Если вы работаете в мастерской, то ваш выбор – это провода 1x25, 1x50.
Требования к изоляции провода
Следует приобретать электрокабель с толщиной изоляции не менее 1,1 мм. В противном случае возникнет повышенный риск оголения токоведущей части из-за трения о пол и предметы. На ощупь качественная наружная обмотка гибкая и мягкая. Также обращайте внимание на класс изоляции, обозначаемый буквой. К примеру, «H» - означает способность выдерживать температуру нагрева +180 °C.
Гибкость электрокабеля
Выбирайте продукт не менее четвертого класса по гибкости. Более тугие варианты значительноменее комфортны в использовании: они плохо сматываются, выкручивают руки. Провода с маркировкой КГ принадлежат к пятому классу гибкости, КОГ1 – к шестому.
Как правильно выбрать длину кабеля и стоит ли удлинять имеющийся
Потребность в удлинении кабеля для инвертора появляется, когда нужно работать с длинными конструкциями, вроде заборов, или забираться на высоту. Благодаря наращиванию длины, переносить инверторный аппарат придется намного реже.
Однозначный ответ на вопрос, стоит ли удлинять сварочный кабель, дать нельзя. В одних ситуациях его удлинение возможно, в других нежелательно – необходимо учитывать характеристики, которые у вас есть изначально.
Как многим известно, еще из школьных уроков физики, чем больше длина, тем выше сопротивление. На выходе же получается более низкая сила тока. Поэтому для определения оптимального значения следует пользоваться специальной формулой:
l=S/(I ÷ 100)
Допустим, у нас есть инвертор на 160 А и электрокабель с площадью сечения 25 мм². Расчет длины кабеля для инвертора будет выглядеть следующим образом: (25 мм²)/(160 А ÷ 100)=15,625 м.
Также в любом случае следует придерживаться правил техники пожарной безопасности – не превышать максимально допустимую длину кабеля для сварки (30-40 м).
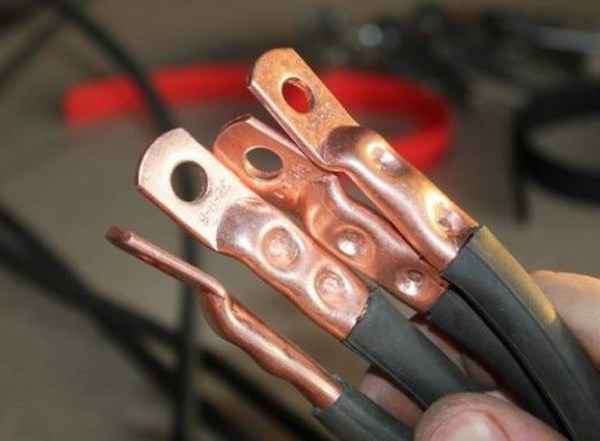
Для наращивания нельзя применять скрутки, поскольку использование подобного метода чревато увеличением сопротивления и повышением риска нагрева. Соединяйте две части проводки надежной медной опрессовкой. Она обеспечивает отличный, плотный контакт.
Будьте внимательны к выбора кабеля – используйте знания, полученные в статье, чтобы не совершить ошибок при покупке.
Сварочный инвертор Ресанта САИ 190

Модель нельзя отнести к разряду профессионального оборудования, хотя и бюджетной ее назвать сложно. Ресанта САИ 190 лучше всего подойдет любителям, которые планируют выполнить какую-то работу у себя на даче, или новичкам, желающим обучиться сварочному делу.
Устройство и функциональность
Сварочный аппарат Ресанта САИ 190 заключен в корпус прямоугольной формы, размеры которого составляют 350х140х250 мм. Он изготовлен из прочной качественной стали, а поверхность защищена лакокрасочным слоем. Благодаря большому плоскому основанию он устойчив на любой поверхности, в том числе и на уклонах. С двух сторон на корпусе предусмотрены прорези, которые служат для беспрепятственного проникновения воздуха. Кожух соответствует требованиям защиты класса IP21.
На задней крышке установлен включатель и вход для питающего кабеля, а спереди собрана панель управления. Она характеризуется простотой устройства и разобраться с функционалом сможет даже новичок. Здесь предусмотрен поворотный регулятор силы тока, индикатор сети и перегрева. Здесь же есть клеммы для подключения сварочных кабелей. В верхней части предусмотрены крепежи наплечного ремня.
Составные узлы и элементы расположены внутри корпуса. Основным элементом является трансформатор, преобразующий входной ток частотностью 50 Гц в постоянный. После этого ток снова преобразуется в переменный, но его частотность уже намного больше и составляет 20 кГц. Благодаря такой цепочке преобразований удается увеличить силу тока до 190 Ампер. Напряжение при этом составляет 85 В. Сам трансформатор имеет на поверхности ребра охлаждения, изготовленные из легкого сплава. Для лучшей циркуляции воздуха предусмотрены два вентилятора.
Надежность работы и полная безопасность эксплуатации обеспечивается встроенной системой защиты и предупреждения. Установлены температурные датчики, которые следят за повышением температуры и предупреждают пользователя в случае приближения опасного порога.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Принцип работы сварочного аппарата заключается в том, чтобы разжечь высокотемпературную дугу между поверхностью металла и электродом. В этой среде достигается высокая температура, которая заставляет металл плавиться. Расплав соединяемых кромок перемешивается, образуя прочную монолитную поверхность. «Бортовые» функции антизалипания и горячего старта обеспечиваются за счет автоматической регулировки силы рабочего тока.
Для быстрой активации дуги в момент приближения электрода к поверхности металла подается мощный электрический импульс. После загорания дуги ток резко снижается, исключая залипание электрода. Покрытие электрода горит и образует закрытую среду, не допуская контакта расплава с атмосферным кислородом и азотом. Это улучшает качество сварного соединения.
Характеристики сварочного инвертора Ресанта САИ 190
Для работы аппарата ручной дуговой сварки САИ 190 рекомендуется приобретать электроды диаметром до 5 мм. Максимальный сварочный ток составляет 190 ампер (паспортно-технические данные). Однако практикующие специалисты отмечают тот факт, что показатели завышены. Добиться на практике таких значений практически невозможно, и они несколько ниже.
Инвертор обладает небольшими габаритами и малым весом – не более 5 кг. Это удобно, если приходится часто транспортировать оборудование. К примеру, брать его с собой на дачу и забирать по возвращении домой. Широкий диапазон рабочих температур: от -10 до +40 градусов Цельсия, что очень практично для нашей климатической зоны.
Стоит отметить весьма скромную комплектацию сварочного инвертора. В сумму заложены сварочные и подающие питания кабели. Всю остальную оснастку придется докупать. С другой стороны, на оборудование предоставляется двухгодичная гарантия, что вселяет уверенность в его надежности.
Плюсы и минусы
Сварочный аппарат Ресанта САИ 190 наделен многими достоинствами, одно из которых заметно с первых шагов: простота подключения. Достаточно просто вставить вилку в розетку бытовой сети энергоснабжения, чтобы иметь возможность начать работу. Важно, чтобы напряжение в сети не сильно варьировалось, а его минимальное значение не опускалось ниже 200 вольт.
Вторым несомненным плюсом является тот факт, что «начинка» выполнена на основе транзисторов IGBT. Именно благодаря этому аппарат получился компактным, легким и с внушительным дополнительным функционалом.
Теперь подробнее о его основных возможностях. Аппарат надежно защищен от перегрева. В его активе встроенная функция «anti stick», больше известная среди пользователей как «антизалипание». Не менее популярна и другая особенность «hot start» – быстрый старт, позволяющая практически моментально разжечь сварочную дугу. Наличие этих двух функций в значительной степени упрощает выполнение сварочных работ.
Для того, чтобы начать работать с инвертором, не обязательно изучать теоретическую часть электротехники. Все регуляторы и кнопки управления собраны на передней панели, понятны на интуитивном уровне и подписаны. Большой шрифт подписей виден даже с большого расстояния, сто удобно на первых порах для ознакомления с панелью управления.
Полный перечень достоинств:
- Модель работает от сети бытового электроснабжения и проста в подключении.
- Инверторная система подразумевает применение небольших трансформаторов. В сочетании с IGBT-транзисторами это обеспечивает небольшой вес и скромные габариты аппарата.
- Есть встроенная индикация предупреждения о перегреве. Это делает работу более комфортной и безопасной.
- Функции антизалипания и горячего старта упрощают использование установки.
- Продолжительность включения составляет 70%.
- Прочный корпус надежно защищает внутреннюю часть от повреждений.
- Широкий диапазон регулирования мощности и возможность преобразования высокочастотного тока.
- Допускается применение электродов переменного и постоянного тока.
- Не требуется предварительная подготовка специалиста. Достаточно небольшой практики и начальных знаний о сварочных работах.
Второй важный минус заложен в технических характеристиках. За такую же стоимость многие другие китайские производители предлагают оборудование с куда более внушительными параметрами. Здесь же покупателям приходится приплачивать за бренд и сервис. Функционала оборудования со временем перестает хватать и для выполнения более сложных задач придется покупать другой инвертор.
Подготовка к работе и меры безопасности
Конструктивно инверторный сварочный аппарат Ресанта 190 не является сложным устройством. Подготовить его к эксплуатации может практически любой человек. Важно изначально обеспечить элементарные меры безопасности и учесть некоторые моменты. Это необходимо для предотвращения возможности поражения электрическим током, а также исключения ряда других неприятных ситуаций.
Заземляется оборудование через шнур электропитания. Поэтому необходимо использовать розетки соответствующей конфигурации, соединенные с контуром заземления. Питающий шнур подключается к сети электроснабжения после того, как были подключены силовые сварочные кабели. Включается тумблер «сеть», а регулятор силы тока переведен в наименьшее положение. После выполнения работ устройство отключается в обратном порядке.
Выполнение сварочных работ в закрытом помещении требует дополнительной подготовки. Необходимо позаботиться о проветривании внутреннего пространства. В обязательном порядке следует избавиться от легковоспламеняющихся материалов и жидкостей. Приступать к работе можно только в средствах индивидуальной защиты: маска, перчатки, головной убор, костюм из огнестойкого материала, прочная закрытая обувь.
Как пользоваться сварочным аппаратом Ресанта 190
Перед тем, как приступить к работе, следует внимательно ознакомиться с требованиями безопасности. Порядок выполнения работ:
- зачищается поверхность свариваемых деталей. На расстоянии 1-2 см от сварочного шва материал должен быть очищен от краски, масла, пыли и прочих загрязнений;
- удерживая сварочную маску перед лицом, необходимо поджечь дугу. Наиболее эффективным считается метод «чиркания» – по принципу поджига обыкновенной спички;
- после активации сварочной дуги, нужно ее удерживать. Для этого необходимо придерживаться расстояния от электрода до поверхности металла, которое равняется расходника. Угол наклона по вертикали желательно выдерживать в диапазоне 20-30 градусов;
- по завершению формирования сварочного шва электрод следует отвести немного назад, а потом резко вернуть в начальное положение, чтобы ванночка наполнилась расплавом;
- шлак очищается при помощи специального сварочного молоточка или жесткой металлической щетки;
- заменять электрод и двигать свариваемые элементы безопаснее с использованием диэлектрических плоскогубцев;
- при смене электрода нужно выключать сварочный аппарат, предварительно снизив силу тока до минимального значения.
В целях безопасности запрещается:
- эксплуатировать оборудование в помещении с высокой влажностью или на открытой площадке во время дождя;
- применять абразивные и режущие средства металлообработки в непосредственной близости к инвертеру. Это приведет к попаданию мелких металлических частиц внутрь, что в конечном итоге приведет к выходу оборудования из строя;
- работать, если повреждена изоляция на питающем или сварочном кабеле;
- включать аппарат принесенный из холода в теплое помещение. Нужно дать оборудованию постепенно нагреться (адаптироваться), чтобы избежать образования конденсата.
Схемы и неисправности
Далее прикреплено несколько схем, которые помогут специалистам разобраться с принципами устройства и работы оборудования.
Иногда случаются неисправности, которые пользователь может устранить самостоятельно. Это, как правило, мелкие дефекты, для исправления которых не требуются специальные знания или навыки. Серьезные поломки вынуждают владельцев обращаться в сервисные центры или специализированные ремонтные мастерские. Итак, теперь детальнее:
- Перегрев оборудования или неисправности блока питания. В этом случае нужно прибегнуть к помощи специалистов и обратиться в мастерскую.
- Не отсвечивает индикатор сети. Прежде всего, необходимо проверить, включена ли вилка в розетку и положение тумблера на панели управления. Если здесь все в порядке, то к решению нужно подключить электрика.
- Оборудование не работает на полную мощность. Причиной такого может быть влажная поверхность электрода или слишком маленькое напряжение в сети электроснабжения.
- Отсвечивает индикатор перегрева. Нужно снять корпус и проверить засоренность системы охлаждения, при необходимости очистить. Если манипуляции не помогли улучшить ситуацию, следует обратиться в мастерскую.
- Отключение вентилятора при отсутствии сигнала перегрева. Обратиться в сервисный центр.
- Долго мигают индикаторы при первом включении. Работа в режиме аргоновой сварки характеризуется нестабильностью дуги. Аппарат нуждается в ремонте с привлечением специалистов.
- Инвертор перестает работать, издавая громкий щелчок. Причиной может стать подгоревший контакт или проводка. Требуется проверка регулируемых накладок и реле.
- При включении пробивает массу. Свидетельствует о нарушении изоляции проводки. Нужно внимательно ее проверить.
- На лицевой панели мигают два диода, а вентилятор синхронно с ними включается-выключается. Такое поведение узлов оборудования свидетельствует об неисправностях системы охлаждения. Скорее всего вышла из строя управляющая микросхема. В случаях, когда питание кулера прерывает реле, то его следует сменить на новое.
- Индикаторы мигают, реле срабатывает, а вентилятор включается. Через одну секунду все выключается и процесс повторяется заново. Необходимо проверить сопротивление R43 (обозначено на схеме – 51Ом, 12В), диод D14 и выходные транзисторы.
- Слишком легко прокручивается ручка регулировки силы тока. Со временем крепление ослабляется и разбалтывается. Нужно проверить и заменить изношенную часть.
- Вентилятор разрушился. Материал, из которого он изготовлен, очень хрупкий. Попадание постороннего предмета или ветки неизбежно приводит к разрушениям. Деталь необходимо заменить.
- Трескается оплетка на проводе при работе на морозе. Не всякая проводка предназначена для работы в условиях отрицательной температуры. Нужно прекратить работу или приобрести соответствующий кабель.
Вместо заключения
Сварочный аппарат САИ 190 подойдет начинающим пользователям или в качестве оборудования для обучения студентов. Это неплохой выбор для домашнего использования, если подразумевается нерегулярная эксплуатация. Профессионалам или для заработка этот аппарат не подойдет из-за ограниченных технических возможностей.
Как подобрать удлинитель для сварочного инвертора
Удлинитель для сварочного аппарата позволяет мастеру свободно перемещаться по рабочей площадке без привязки к розетке. Обычно для работы достаточно кабеля от 20 до 40 м, но длина — это не единственный параметр, на который следует обращать внимание. В этой статье разбираемся, что необходимо учесть, подбирая удлинитель для инвертора.
Начнём с теории

Длину кабеля выбирают, опираясь на известные со школы законы. Для расчёта сопротивления применима формула:
Между длиной силового удлинителя и величиной R существует прямая зависимость, то есть чем длиннее провод, тем его сопротивление больше. По отношению к площади сечения кабеля зависимость обратная: с ростом S сопротивление уменьшается. Одновременно из второй формулы видим, что с ростом сопротивления происходит увеличение величины U.
Таким образом, для того чтобы минимизировать падение напряжения на участке кабеля, следует подбирать провод сразу по двум параметрам L и S.
Почему нельзя использовать домашние удлинители
Казалось бы, можно не мучиться с расчётами и просто вставить вилку в розетку обычного удлинителя для бытовых нужд. На самом деле так делать категорически нельзя, поскольку бытовая техника — это всё–таки не сварочный инвертор. В домашних переносках сечение жил составляет в лучшем случае 0,75 мм2. При подключении сварочника такой провод просто сгорит.

Для того чтобы определить протяжённость удлинителя для сварочного аппарата, необходимо учесть величину полезной площади сечения и специальный поправочный коэффициент.
- Диапазон 200–500 А: K=2.
- Менее 200 А: K=I/100, где I — сила тока.
Предположим, у нас есть сварочный инвертор с рабочим током 180 А. Величина меньше 200 A, то есть для определения коэффициента необходимо разделить 180A/100=1,8.
Для подобной силы тока производители рекомендуют использовать кабели 16 мм2 — это полезная площадь сечения проводов удлинителя. Отсюда определяется предельная длина: 16/1,8 (коэффициент) = 8,9 м, что составляет подходящую длину. Такой кабель не сгорит в процессе работы, в крайнем случае, сработает защита от перегрева у самого сварочника.
Почему нельзя брать меньшее сечение кабеля

Удлинители для сварочного аппарата с меньшим, чем это требуется для работы, сечением не только сами являются источником опасности, но и ухудшают работу сварочника.
Переменный ток, проходя по жилам недостаточного сечения, создаёт повышенную нагрузку на предохранители. В таких условиях аварийная защита техники постоянно срабатывает, обесточивая аппарат.
Необходимо помнить, что сечение 16 мм2 для 180 А является рекомендуемым, поэтому работать следует в пределах рекомендаций для аппарата с необходимыми периодами отдыха, а также с учётом интенсивности планируемых работ.
Параметр определяется частотой использования сварочника, диаметром рабочего электрода, протяжённостью непрерывного шва и некоторыми другими данными. В среднем можно считать, что домашние сварочные работы по сборке малых архитектурных форм (заборов, теплиц и т.п.) относятся к малоинтенсивным.
Производственные нужды или ежедневное использование аппарата относится к интенсивной эксплуатации, поэтому потребуется большее сечение кабеля.

Расчётная величина всегда корректируется практикой. Предположим, необходимо использовать сварочник на 160 A от сети на 220 В с нормальными параметрами питания в малоинтенсивном рабочем режиме с подключением через протяжённый кабель на 100 метров. В таких условиях вы уже почувствуете проблемы: сварка «тройкой» будет идти с трудом, зато работа электродом на 2,5 пойдёт живее.
Выбирая кабель для сварочника, нужно понимать, что реальное сечение жил может отличаться от заявленных в меньшую сторону. По этой причине, если вы не уверены в производителе, лучше приобрести изделие с небольшим запасом.
Во время работы удлинитель для сварочного аппарата не рекомендуется держать намотанным на катушку. В процессе сварки в проводнике с переменным током возникает электромагнитная индукция. Даже малые значения при условии длительной работы приводят к повышению температуры металла. До 70 0C разогрев считается нормальным, однако, при плотной намотке удлинитель для сварочного инвертора не получает достаточного охлаждения (воздух не циркулирует вокруг кабеля!), поэтому могут возникнуть проблемы.
Совет! Перед работой кабель необходимо полностью размотать. Если удлинитель для инверторного аппарата сложно разложить в помещении, его нужно содержать в неплотной намотке.
Можно ли удлинять сварочный кабель на инверторе

Можно ли удлинять сварочный кабель на инверторе и насколько
При покупке нового инвертора оказывается так, что сварочный кабель недостаточной длины. Особенно это касается бюджетных аппаратов для сварки, где производитель пытается экономить, на чем только можно.
Однако короткий сварочный кабель — это не повод отказываться от покупки дешевого инвертора. Кабель можно легко заменить на другой, нарастить или переделать своими руками.
Как устроен сварочный кабель
Конструкция сварочного кабеля — это медная жила, покрытие и разделительный слой. Сварочные кабеля имеют достаточно большое сечение, как правило, не менее 10-16 мм².

Условия эксплуатации диктуют свои требования, поэтому сварочный кабель изготавливается только из меди и обязательно гибким. К покрытию сварочных кабелей также предъявляются особые требования. Обычно в качестве такого служит резина или натуральный каучук.
Характеристики сварочных кабелей
Сварочный кабель должен обладать отличной гибкостью. Он обязан выдерживать большую силу тока в зависимости от того, какой аппарат применяется для сварки.

Чтобы нарастить сварочный кабель, нужен кусок такого же кабеля по сечению. В противном случае, кабель начнёт греться, что чревато возгоранием его покрытия.
Сварочный кабель — какие виды бывают?
Существуют два основных типа сварочных кабелей, это кабель КОГ и кабель КГ. Гибкий кабель КГ используется в сетях с переменным напряжением до 660 вольт и частотой тока в 40 Гц. Также возможно применение этого кабеля и в сетях с постоянным напряжением до 1000 вольт.

Кабель КОГ — расшифровывается как «кабель особо гибкий». Это практически аналог того же кабеля КГ, но только с большей гибкостью. Используется он преимущественно в сетях от 220 до 700 Вольт и с частотой тока в 50 Гц.
Удлинить сварочный кабель для инвертора можно. Однако важно правильно выбрать сечение кабеля, чтобы не было просадок по току, а сам кабель смог бы нормально выдерживать возросшие нагрузки.
Также следует знать, что не рекомендуется делать сварочный кабель длиной более 3 метров. Всё дело в том, что любой кабель имеет свое сопротивление, как активное, так и реактивное. Всё это может повлечь за собой резкое увеличение напряжения, что может стать причиной выхода из строя сварочного инвертора. Обычно в таком случае пробивают диоды.
Поэтому главными нюансами в удлинении сварочных кабелей остается выбор нужного сечения и эффективный способ соединения проводников. Что касается сечения сварочных кабелей, то всё во многом зависит от того, какую максимальную силу тока будет использовать сварщик при выполнении сварочных работ.
Для большинства бытовых работ, когда сила тока для сварки не превышает 160 Ампер, вполне хватит кабеля сечением в 16 мм². Если ток сварки ниже, то можно использовать кабель на 10 мм². Именно такой кабель и можно использовать для удлинения.
При токе в 200 ампер, сечение сварочных кабелей должно быть не менее 25 мм².
Читайте также: