Для чего нужны вольфрамовые электроды для сварки
Обновлено: 03.05.2024
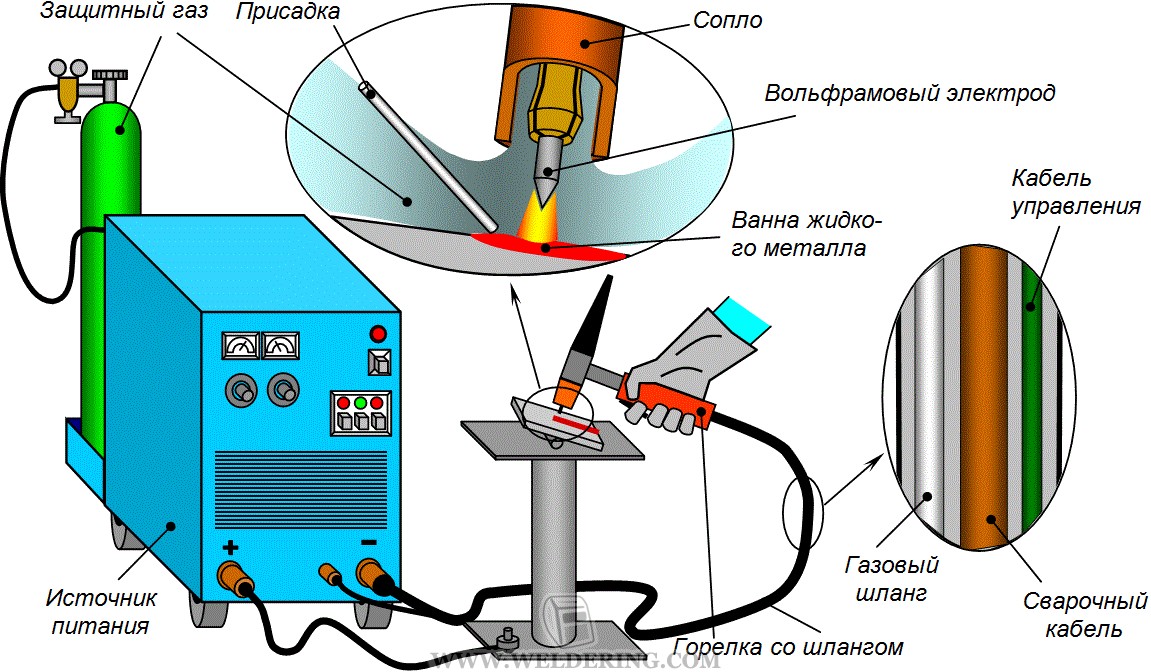
В промышленности и в быту часто используется аргонодуговая сварка металлов. При такой сварке, проводимой в защитной среде аргона, металл защищен от влияния внешней кислородной среды. При проведении сварки такого типа используются неплавящиеся электроды из вольфрама. Вольфрамовые электроды могут длительное время выдерживать высокую температуру и плавиться гораздо медленней других металлов.
Для повышения качества сварки в вольфрам добавляют окиси редкоземельных элементов. В зависимости от их содержания производится маркировка таких электродов.
Классификация
Вольфрамовые электроды классифицируются в соответствии с международным стандартом DIN EN 26848. В соответствии с этим стандартом длина электрода может быть 50, 75, 150 и 175 мм. Диаметр может быть от 0,5 до 10 мм. Наиболее часто используемые диаметры – 1,6; 2,0; 2,5; 3,2 и 4 мм.
Диаметр электрода определяется величиной сварочного тока. При этом электрод диаметром в 1 мм может применяться при сварочных токах до 50 А, диаметром в 1,6 мм – до 100 А, диаметром в 2 мм – до 200 А, диаметром в 3,2 мм – до 300 А, а диаметром в 4 мм – свыше 300 А.
Вольфрам имеет высокую температуру плавления, поэтому электроды из него производят методами порошковой металлургии (спеканием, сжатием и упрочнением). При этом перед спеканием в вольфрам могут добавляться от 0,4 до 4% оксидов тория (Th), циркония (Zr), лантана (La), иттрия (Y) или церия (Ce). По сравнению с электродами из чистого вольфрама у оксидосодержащих электродов есть преимущества:
Маркировка отражает характеристики электрода – состав материала и его длину.
При этом для электрода из вольфрама первый символ в маркировке – буква «W», что обозначает вольфрам. Второй символ обозначает тип металла добавки. Первое число обозначает содержание добавок на 1000 долей W. То есть число 20 обозначает 2% примесей, 8 – 0,8%. Второе число обозначает длину электрода. Наиболее распространенная длина – 175 мм.
Для облегчения использования электроды в зависимости от типа маркируются различными цветами.
Основные марки следующие:
- WP – выполнен из чистого вольфрама (99,5%). Используется для сварки Al, Mg и их сплавов. Применяется для сварки переменным током. Из-за ограниченной тепловой нагрузки рабочий конец формируют в виде шарика. Цвет – зеленый.
- WZ-8 содержит 0,8% оксида Zr. Применяют для сварки Al, бронзы, Mg Ni и их сплавов. Для сварки переменным током. Могут выдерживать наибольшую токовую нагрузку. Цвет – белый.
- WT-20 содержит 2% оксида Th. Для сварки нержавейки, молибдена, тантала, Ni, Ti и их сплавов. Торированные электроды хорошо работают при большом токе. Но Th является радиоактивным элементом и требует дополнительных мер безопасности. Цвет – красный.
- WC-20 содержит 2% церия. Для сварки высокотемпературных металлов (молибдена, тантала), Ni, Ti и их сплавов. Такие электроды могут работать как на постоянном, так и на переменном токе. Позволяет легко запускать дугу и поддерживать ее даже при малом сварочном токе. Цвет – серый.
- WL-15, WL-20 содержат 1,5 и 2% La соответственно. Для сварки высоколегированных сталей, AL, Cu. Сварка возможна как постоянным, так и переменным током. Наличие La увеличивает ток сварки и делает более чистым сварной шов. Цвет – золотистый (WL-15) и синий (WL-20).
- WY-20 – содержит около 2% диоксида Y. Применяется для сварки ответственных узлов из углеродистой, низколегированной и нержавеющей стали, а также Ti и Cu. Наиболее устойчивый электрод для сварки постоянным током. Цвет – темно-синий.
Таблица с данными по вольфрамовым электродам
Данные по вольфрамовым электродам для аргонодуговой сварки приведены в таблице.
Сварка вольфрамовым электродом: состав, технические преимущества и способы их использования
Вольфрам широко используется как тугоплавкий материал, а в сварке в том числе применяется для стабилизации дуги. Вольфрамовые электроды классифицируют по цветам, это делается, в первую очередь, для обозначения их химического состава. Данные электроды относятся к неплавящемуся типу, а в среде защитного газа они выдерживают высокую температуру и длительную работу без прерывания.
Отличительные характеристики
Сварочные стержни из чистого вольфрама используются крайне редко, т. к. для работы с такими электродами необходимы только аппараты TIG. Поэтому добавляются легирующие элементы. Согласно этим добавкам – их цветовое обозначение наконечников:
- зеленый цвет сообщает о стержне из чистого вольфрама, маркировка WP. Для сваривания алюминия и меди;
- серый цвет — это добавка оксида церия, обозначается как C. Используется для сварки с любым видом тока;
- красный наконечник — обозначение для диоксида тория, маркировка T. Для сваривания цветного металла, нержавеющей и углеродистой стали. Главный минус – радиоактивность тория: работая с ним, необходимо придерживаться строгой техники безопасности;
- темно-синий цвет означает диоксид иттрия, маркируется Y. Используется для сварки на постоянном токе прямой полярности для разного металла (нержавеющая, углеродистая сталь, медь, титан);
- белый цвет — обозначение для добавления оксида циркония, маркировка Z. Используется для сваривания алюминия и меди с помощью аргона на переменном токе, важно обеспечить чистоту сварочной области;
- золотой цвет характеризует добавление оксида лантана, маркировка WL-15. Используется для сварки двумя видами тока (постоянным и переменным), содержание легирующего элемента 1,5%;
- синий цвет тоже обозначает добавление оксида лантана, но в соотношении уже 2%.
Категории вольфрамовых электродов:
Преимущества использования вольфрамовых электродов и сфера их применения
Технические преимущественные характеристики обусловлены химическим составом данного типа электродов. Поэтому неплавящиеся стержни используют для TIG-сварки, а этот способ широко распространен в энергетической, машиностроительной, авиационной, нефтеперерабатывающей промышленности.
Основная область применения вольфрамовых электродов – соединение или ремонт металлов с толщиной от 0,1 до 6 мм.
В бытовых условиях часто используют аргонодуговую сварку для ремонта кондиционеров, автомобильных обогревателей.
- Во время работы с нержавеющей сталью или с другим материалом наконечник играет роль проводника электрической энергии. В отличие от плавящихся электродов вольфрамовые стержни имеют одинаковую форму наконечника.
- При выполнении правильной заточки электрода можно сформировать стабильную сварочную дугу.
- Большой выбор вольфрамовых электродов с разными легирующими добавками, подходящих для сваривания разных материалов.
- Вольфрам самый тугоплавкий металл, его температура плавления 3422 о С. Поэтому для аргоновой сварки использование таких электродов максимально экономично.
- Возможность использования неплавящихся электродов для изделий с толщиной от 0,1 мм, также нет ограничений в максимально возможной толщине.
Способы и режимы сварки
Наиболее распространена ручная аргонодуговая сварка с применением вольфрамовых электродов. В мировой практике данная сварка классифицируется как TIG. С режимом TIG могут работать сварочные инверторы и выпрямители. Возможна работа автоматическим или полуавтоматическим способом. Менее распространенный метод – сварка плазменной дугой. Способ сварки погруженной дугой примечателен тем, что применяют электрод повышенного диаметра и при этом используют повышенный ток.
Ручная аргонодуговая сварка может быть выполнена в двух режимах – AC и DC. Их отличия:
- AC – работа с переменной электрической энергией, прямоугольным импульсом.
- DC – применяется стабилизированный ток, импульсный.
Сварка вольфрамовым электродом с использованием инвертора
Для работы с вольфрамовыми электродами используют универсальный источник электрической энергии – инвертор. Менее распространено использование сварочных выпрямителей (только для постоянного тока) и трансформаторов (для переменного электричества). Инвертор востребован, благодаря своей практичности, для работы с двумя видами сварочного напряжения.

Примерная стоимость инверторов для сварки на Яндекс.маркет
Оборудование для сварки инвертором
Для данного вида сварки необходимы:
Сварочная горелка используется для жесткой фиксации вольфрамовых электродов в необходимом положении. Она подводит ток и равномерно распределяет подачу аргона вокруг сварочной ванны.
Защитный газ применяется, в первую очередь, для вытеснения воздуха из области сварки и, чтобы убрать его контакт с работающим стержнем. Также аргон или гелий обеспечивают прохождение тока и передачу тепла через дугу. Выбор конкретного типа газа зависит от свариваемого материала.
Важным условием для качественного итогового шва является изначальная подготовка кромок детали.
Техника сварки
Для ручной сварки с помощью инвертора необходимо выполнять следующие правила:
- Сваривание происходит по направлению справа налево.
- Для изделий с маленькой толщиной горелку располагают под углом 60 о .
- Для толстых деталей горелка размещается под углом 90 о .
- Способ ведения присадочной проволоки зависит от толщины свариваемого металла.
Важнейшее условие для качественного сварочного шва – стабильная дуга. Достигнуть этого можно с помощью постоянного тока с прямой полярностью. Также имеет значение заточка неплавящегося стержня. В процессе заточки необходимо следить за тем, чтобы электрод не перегрелся, в таком случае стержень становится хрупким во время сварки.
Присадочную проволоку вводят не в центр дуги, а немного сбоку возвратно-поступательным передвижением, если толщина металла до 10 мм. Для сварки металлов с большей толщиной проволоку ведут поступательно-поперечными движениями.
Сварка вольфрамовым электродом: особенности и преимущества.

Неплавящиеся электроды получили такое название из-за того, что будучи токопроводящими материалами, имеют очень высокую температуру плавления и в сварочном процессе не плавятся, а только незначительно обгорают. Бывают угольные, графитовые, вольфрамовые, они выпускаются в виде прутков. Здесь мы рассмотрим электроды из вольфрама.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.

Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электроды из вольфрама делятся на три типа:
1.Для переменного тока. Используются для работы с магнием, алюминием,их разновидностями и сплавами, в случае необходимости защиты ванны от грязи.
2. Для постоянного тока. В эти прутки для сварки вводят иттрий или торий. Последний элемент радиоактивный. Не рекомендуется увлекаться работой в закрытых пространствах. Применяют для сварки меди, титана, никеля, тантала, бронзы, сталей аустенитного типа(нержавейки), углеродистых сплавов.
3. Универсальные электроды. Замечательно проявляют себя в работе как на переменном, так и на постоянном токе. Применение «универсалов» распространено в работе на трубопроводах. Хорошо и незаметно соединяют тонколистовой металл.
Марки и маркировка
Электроды так же разбиваются по маркам, имеют буквенную маркировку, а концы прутков обозначаются определенны цветом.
1. WP(зеленый). Выполнен из вольфрама. Содержание в пределах 99,5%. Работают с магнием и алюминием.
2. WC-20 (серый). Содержит 2% оксида церия. Этот стержень универсальный. Применяют для сварки трубопроводов на неповоротных стыках.
3. WL-15, WL-20 (синий). С добавлением лантана, отличается устойчивой дугой. Самый используемый в промышленности. Швы из-под этого электрода долговечные и чистые. Работает на постоянном токе.
4. WT-20 (красный). В составе присутствует торий. Несмотря на радиоактивность, этот электрод очень «ходовой» благодаря отличным сварочным свойствам тория, который запросто соединяет самые «капризные» сплавы. Работает на постоянном токе.
5. WZ-8 (белый). Сюда добавляется оксид циркония. Очень любит чистоту. Рекомендуется переменный ток. Приступая к работе, следует закруглить электрод. Хорошо работает по алюминию.
6. WY-20 (темно-синий). Этот стержень покрывают тонким иттриевым слоем. Применяются для ответственных и важных конструкций.
Следует учитывать, что при выборе конкретного электрода определяют свойства свариваемого металла. Иногда для одного изделия нужны разные марки.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную.
Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама
Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования:
При ручной сварке, следует соблюдать следующие требования
• движение ведется справа налево;
• при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются.
Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Сварка алюминия
Ведется на переменном токе. Перед началом сварки нужно обязательно зачистить и подвергнуть травлению (смачиванию кислотой) кромок.
Недостатки аргонно-дуговой сварки вольфрамом
Как и у всякого способа сварки, этот метод так же имеет и минусы. Это проблемы при работе на улице, на сквозняке, процесс становится труднее при работе на большом токе (работа с алюминием), так как требуется принудительное охлаждение.
Некоторые обязательные правила аргонодуговой сварки
Чтобы правильно провести сварку, нужно следовать простым правилам:
1. В работе с тонколистовым металлом, для получения точности нужно использовать сборочно-сварочную оснастку.
2. Стержни должны иметь идеальную чистоту на конце.
3. Рекомендуется подобрать правильный режим сварки.
4. Надежно защищать и держать ванну под струей аргона.
Придерживаясь всех правил и пользуясь нужными знаниями для проведения сварочных работ, вы добьетесь качественного шва и наградите себя долгими годами спокойствия.
Вольфрамовые электроды: экономия и военная дисциплина

Виды сварки
Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов — вот для чего вольфрамовые электроды производятся в огромных количествах и самых разных видов.
При чем здесь волчьи сливки?

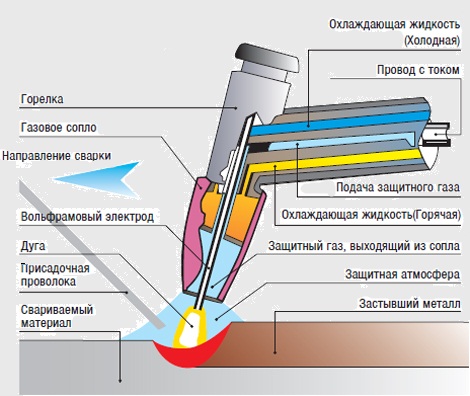
Схематическая сварка вольфрамовым электродом.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf — волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.

Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Дальнейшая классификация основана исключительно на содержании конкретных легирующих добавок к вольфраму: какая добавка — такая и буква на втором месте в маркировочных аббревиатурах. А на первом месте, конечно же, буква W – вольфрам.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.

Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик. Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов. На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG — Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах — ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Как выбрать самый подходящий расходник
Выбор вольфрамового электрода можно делать по разным критериям:
- Тип (переменный или постоянный ток), наличие добавок, химический состав и доля этих добавок.
- Диаметр электрода, от которого зависит ширина сварочного шва.
- Форма и качество заточки конца электрода.
При выборе расходника по составу свариваемых поверхностей и методу сварки лучше пользоваться справочниками.

Марки и диаметр электродов.
В международной маркировке легко ориентироваться:
- Первая заглавная латинская буква W – это вольфрам, вторая заглавная латинская буква – это легирующая добавка.
- Первая цифра после латинских букв обозначает долю добавки в процентах. Например, цифра 15 показывает, что доля добавки в вольфрамовом электроде составляет 1,5%. Вторая цифра, которая пишется через дефис после первой, обозначает длину электрода в миллиметрах. Самая распространенная длина – это 175 мм, бывают по 50 мм и выше, но не длиннее 175 мм.
Заточка и еще раз заточка
Одной из главных особенностей вольфрамовых электродов является обязательность заточки их концов. Плавящиеся наконечники в этом отношении намного удобнее и «лояльнее» к мастеру – они готовы к работе сразу же, даже после первичного использования. Неплавящиеся же вольфрамовые электроды нужно постоянно контролировать. Все дело в потоках электронов, которые движутся к концу прутка, и от которых зависит давление дуги на свариваемую поверхность. А от такого давления зависит все: качество и габариты шва, глубина проварки.
Заточка вольфрамового электрода и его форма подпадают под жесткие правила и зависит от конкретной марки расходника:
- Форма шарика на кончиках в марках WP и WL.
- Форма конуса в марках WC, WY, WT, WZ.
Имеет значение и длина, на которую нужно затачивать наконечник. Определить ее можно, умножив диаметр расходника на постоянное число 2,5. Если, например, диаметр равен 3 мм, то затачивать его конец нужно на длину в 7,5 мм. Точить нужно болгаркой или точильным кругом.

Как затачивать вольфрамовые электроды.
Кроме длины заточки важен и ее угол. Если сварка будет проходить на невысоком токе, угол заточки должен составлять 10 – 20 градусов. Для тока средней силы подходит угол радиусом от 20-ти до 30-ти градусов. При мощном токе нужен угол от 60-ти до 120-ти градусов. Почему важен угол: его величина влияет на устойчивость дуги и на долговечность работы самого электрода.
Самые распространенные размеры угла заточки находятся в диапазоне от 20-ти до 90-та градусов. Если угол меньше 20-ти градусов, электрод будет быстро изнашиваться. Если больше 90 градусов, появится риск неустойчивости горения дуги аргоновой сварки. Угол заточки конца расходника не зависит от материала, из которого он сделан, здесь имеют значение только характеристики тока.
Если заточка вольфрамовых электродов игнорирована или не соответствует правилам, последствия проявятся обязательно: первым делом это будет не полностью проваренный шов с некачественным креплением. Несимметричная форма заточки обязательно собьет дугу с правильного направления. Слишком острые или слишком тупые углы приведут к высокому изнашиванию расходника или к мелкой проварке шва. Также нужно контролировать два дополнительных критерия:
- степень остроты или притупления кончика;
- появление рисок в процессе заточки.
Уровень притупления конца электрода нужно подобрать под диаметр стержня и показатели тока. Риски размещаются вдоль заготовки. После заточки изделие лучше отполировать.
Заточка настолько важна, что выпускаются и продаются специальные устройства:
- G—Tech от знаменитого шведского производителя ESAB – это машинки с алмазными дисками с системой всасывания пыли.
- ESGPlus от немецкого производителя Orbitalum для работы с шестью видами сечений и четырьмя вариантами углов заточки.
- EWMTGM40230 от немецкого производителя EWM HighTec Welding GmbH — компактный ручной станок для заточки под углами от 0° до 90°.
Аргонодуговая сварка, советы

Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления. В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Читайте также: