Электрическая дуговая сварка список сварочных процессов
Обновлено: 15.05.2024
В статье Вы найдете 29 применяемых в настоящее время видов сварки. Мы подготовили для Вас подробное описание современных технологий, их подробное описание и область применения.
Основные группы
В настоящий момент используется три основных варианта выполнения работ:
- механический;
- термический;
- термомеханический.
Введение электроники позволило повысить производительность и точность, автоматизировало процесс.
Работы термического класса
В таком варианте соединение обеспечивает тепловое воздействие. Высокие температуры оплавляют стыки. При охлаждении они кристаллизуются. Источником подачи тепла становится:
- газовая горелка;
- поток плазмы;
- электрическая дуга.
Узнавая, какие бывают сварки и технологии проведения соединений следует оценивать и квалификацию работников.
Электросварка электродугового типа
Является наиболее распространенным вариантом выполнения. Разогрев металла выполняется за счет взаимодействия анода и катода, с высвобождением энергии большой мощности. Плавление заготовки в такой ситуации происходит к образованию сварочной ванны.
Кристаллизация сплава также происходит в процессе остывания. По прочности полученное соединение аналогично свариваемым металлам. В таком варианте классификация различных видов сварки включает следующие типы.
Ручная дуговая ММА

При проведении используются представляющие собой металлический стержень с обмазкой штучные электроды. Выполняется под постоянным воздействие переменного или прямого тока. Преимуществом становится образование при плавлении расходников облака состоящее из смеси газов (по большей части из СО2), формирующего защиту от окисления свариваемого металла.
При обмазке используются разнообразные химические соединения. В сварочной ванне они способствуют формированию дополнительной защиты сварочного шва и поддерживают стабильное горение электрической дуги.
Аппараты способны работать в любом положении, в том числе в труднодоступных местах, сваривая любые металлы. Технология в равной мере доступна новичкам и профессионалам. Направления использования создание металлоконструкций, в частном предпринимательстве, на станциях технического обслуживания транспортных средств.
TIG (аргоновая сварка)

Используются вольфрамовые, графитовые, неплавящиеся, угольные электроды. В роли инертного газа применяется азот, аргон, гелий или их смесь. Сварной шов включает только металл заготовок и присадки.
Присадка, которой выступает металлическая полоса или пруток, по составу идентичные свариваемым металлам. Использование инертных газов требуется с целью защиты от атмосферного воздуха. Это обеспечивает стабильное горение электрической дуги и исключает окисление металла.
Полуавтомат MAG (MIG)

Применяется в качестве присадочного материала проволока, поступающая в рабочую зону через горелку. Параллельно подается активный или инертный газ, состав которого определяется в зависимости от выбранного материала работы. Выполнение возможно только при непрерывном контакте с электрическим током, образующим много брызг.
За счет этого шов теряет аккуратность, что компенсируется высокой производительностью. Расходный материал подается в автоматическом режиме. Выполняется сваривание широкого спектра материалов от марганца или чугуна до меди и алюминия. Соединяются разнотипные материалы.
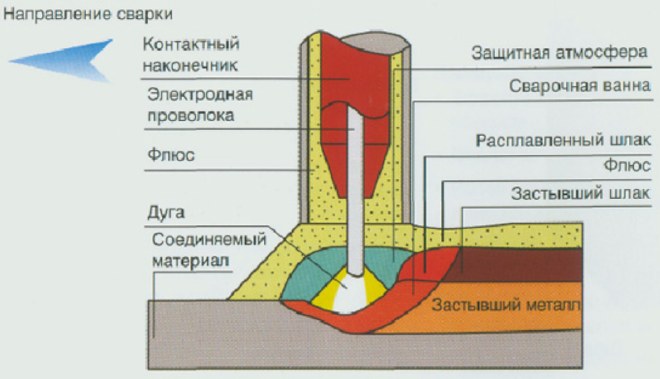
Что представляет сварка под флюсом

Проводится с использованием специальных флюсовых порошков, обеспечивающие рабочую область выделяющимся в процессе плавления защитным газом. Флюс поддерживает сохранение расплавочной дуги и обеспечивает защиту расплава. Процесс полностью автоматизирован от подачи флюса до перемещения вдоль стыка. Среди направления использования создание:
- модулей спутников;
- башенных кранов;
- корпусов морских судов;
- иного оборудования где применяются протяженные швы и швы большой толщины.
Формируется шов повышенной прочности, необходимый для создания оборудования, выдерживающие сложные условия эксплуатации. Такие, как огромное давление и экстремальные температуры.
Газоплазменная

Сегодня виды сварки и конечно их краткая характеристика включает и этот все реже используемый вариант. Она состоит из образования по ходу сварочного шва все новых ванночек под воздействием горелки. Поддержание её горения обеспечивает подача в смеси с кислородом одного или нескольких горючих газов. Технология сложнее дуговой. Используется чаще всего опытными специалистами за счет универсальности и мобильности.
Сваривание обеспечивает высокая температура открытого пламени, образующаяся при горении кислорода с такими горючими газами, как ацетилен, водород, бутан, пропан и другие. Наиболее эффективным признается использование метилацетиленовая фракция. В зависимости от типа горючего газа температура составляет:
- 2927 с кислородом;
- 4500 при соединении кислорода и МАФ;
- ацетилендинитрилом 5000.
Используется открытое пламя, не зависящее от энергоснабжения. За счет этого широко применяется в «полевых» условиях. Остывание происходит постепенно, что удобно в работе с листовыми материалами.
Использование метода непригодно в промышленных условиях за счет отсутствия возможности автоматизации и низкого уровня производительности. Высокая сложность работы требуется приглашения профессионала. При рассмотрении виды сварки какие бывают и какой уровень квалификации, этот считается одним из наиболее сложных.
Электрошлаковый тип

Кромки деталей соединяются при нагреве под воздействием электроэнергии флюса. Она предварительно насыпается между соединяемыми элементами. Дополнительно применяется расплавленный пруток или проволока. Рекомендована при соединении деталей из чугуна или, реже, цветных металлов. Используется для соединения крупногабаритных деталей в промышленности. Эффективна со всеми видами металлов.
Термитная
Название вызвано использованием при нагреве металла термита. Требуется в «полевых» условиях, при отсутствии постоянного источника электроснабжения и газовых баллонов. Является простым для выполнения вариантом деятельности. Чаще всего используется при наплавке конструкций, а также соединения хрупких и чугунных сплавов в соответствии с требованиями ГОСТ Р 57181-2016. При соединении используются порошковые смеси, в процессе горения которых образуется большое количество энергии под воздействием которого металлы переходят в полужидкое состояние.
Литейный способ
Еще один тип работ, в наши дни применяемый все реже. Он заключается в заливке предварительно подготовленного места работы жидким перегретым металлом. Нагрев может производиться, например, в тигле. Процесс сходен с выполнением отливок. Место сварки требуется заформовывать, просушивать и прокаливать. При подогреве изделия в заформованный стык заливают перегретый расплавленный металл.
В современном производстве методика наиболее применима в работе с драгоценными благородными материалами. Проводится работа с изделиями из бронзы, посудой, украшениями. Именно так в древности выполнялись свинцовые трубы трубопроводов.
Использование лазера
Один из современных типов технологий. Энергетическим источником становится лазер, обеспечивающий особую прочность готовых изделий. Рекомендуется в работе с конструкциями сложной конфигурации. При соединении создается гладкий и эстетичный ровный шов, лишенный малейших искривлений. Применяется для соединения элементов из алюминия, серебра, нержавейки.
При плавлении и нагревании используется лазерный луч с монохромным потоком генерируемого лазером светового потока. Контроль потока обеспечивает фокусировка линз и отклонение призм. При работе применяются автоматические, полуавтоматические и роботизированные устройства. Плавление происходит размеренно и точно. Необходимость использования вакуума отсутствует.
Электронно-лучевая (ЭЛС)
Один из самых новых и современных способов соединения тугоплавких материалов. Метод разработан в середине ХХ века. Удобен с целью надежного соединения толстостенных и тонкостенных изделий, исключая или сводя до минимума возможность при нагреве деформироваться. Может применяться и при обработке керамики.
Главным способом использования становится готовность электронов переносить энергию. Потоки зараженных частиц образуются в условиях вакуума.
Тлеющим разрядом
Сварка тлеющим разрядом осуществляется путем взаимодействия диффузии за счет применения индукционного нагрева. За счет этого соединение происходит на атомарном уровне.
Световая
При проведении соединения используется мощный световой луч. В качестве источника его подачи используется угольная дуга, дуговые газозарядные лампы. Самым перспективными сегодня считаются дуговые ксеоновые лампы, баллоны которых наполнены ксеоном под давлением 4-10 ат (0,4-1 МН/м2). Давление при работе лампы дополнительно возрастает до 10-30 ат (1-3 МН/м2). При этом дуговой разряд сильно сжимается и образует высококонцентрированный источник лучистой энергии достигающий по температуре разряда 12 000 °С. Повышение плотности лучистого потока формируется за счет использования комбинированных полиэлипсоидных систем. Дуговые ксеоновые лампы обеспечивают фокусировку потока.
Индукционная

Сваривание обеспечивает нагрев под воздействием индукционного тока, формирующегося в сварочном аппарате под воздействием индукционного тока. Подобные инновационные виды отличаются повышенной точностью. Индукционная катушка возбуждается за счет использования тока высокой частоты.
Термомеханический класс
При выполнении такой работы используется сочетание термического и механического воздействия. Такие виды сварки включают:
- прессовую;
- контактную;
- диффузную;
- кузнечную.
Соединение осуществляется при помощи тепловой энергии. Стоит рассмотреть данные виды сварки и их характеристики.
Контактны тип

Точечная технология выполняемая с помощью использования электрического тока. Применяется как в бытовых, так и в производственных условиях. Сочетание сильного нагрева и давления формирует прочное соединение с ровной поверхностью. Особенно удобен для однотипных изделий и тонких деталей.
Точечная
Аппараты для точечной сварки часто используются даже в бытовых условиях. Популярна в работе с тонкими изделиями. Часто используется при изготовлении электротехнических приборов, листовой стали, имеющей толщину не более 2 мм.
Шовная
Контактная шовная роликовая сварка предполагает соединение деталей швом, состоящим из отдельных точек, выдерживающим повышенные нагрузки. Соединение для дополнительного увеличения прочности часто соединяются внахлест. При выполнении работ ток подводится к крутящимся дисковым электродам. По линии шва постоянно катятся ролики, обеспечивая плотное прижатие друг к другу элементов. Рекомендовано для работы с тонкими листами. Характеризуется высоким уровнем производительности.
Сварка оплавлением
Как правило высокотехнологичный способ соединения деталей. Относится к электротермодеформационным процессам, выполняемы в соответствии с ГОСТ 2601. Крепление выполняется при помощи глубокой пластической деформации с оплавлением торцов изделия и отличается повышенным уровнем надежности.
Диффузионная
Изотермический тип на атомарном уровне, смешиваются молекулы и атомы соединяемых элементов в защитной среде. Допустимые параметры давления 0,5Мпа. Используются разные источники нагрева:
- индукционный;
- электронно-лучевой нагрев;
- радиационный;
- тлеющим разрядом;
- нагрев проходящим током;
- в расплаве солей.
Свариваемые поверхности тщательно готовятся. Требуется вакуумированная рабочая камера.
Газопресовая
Используется редко. Первым шагом становится нагрев свариваемых поверхностей газокислородным пламенем. После нагрева они сдавливаются без использования присадочного материала. Нагрев выполняется пламенем многосопловых горелок. Отличается повышенной прочностью. Используется только в производственных условиях. Выполняется при нагреве газокислородным пламенем. Поле нагрева выполняется сдавливание. Формируется единый тонкое и прочное соединение частей в единое целое.
Кузнечная
Неразъемное соединение обеспечивает внешнее давление на разогретые детали и элементы. Является одним из наиболее старинных способов выполнения работы, формируя крепкое объединение частей в единое целое.
Индукционнопрессовая
Используется электромагнитная индукция заготовки. Она возникает в металле при внесении в электромагнитное поле, создаваемое индуктором (обмоткой), которая питается переменным током. Используется с 40-х годов ХХ века для соединения тонкостенных деталей.
Дугопрессовая
Используется для соединения узкой направленности. Например, шпильки к металлической пластине. Электродом становится сама деталь. Тепло подается с помощью электрической сварочной дуги.
Шлакопрессовая
Технология повышенной производительности. Тепло формируется в расплавленном шлаке при погружении в него электрического тока без использования дуги. Наиболее удобен при создании швов, идущих снизу вверх. При выполнении детали ставятся вертикально с сохранением небольшого зазора. Поверхности закрываются ползунами, оснащенными для проведения трубками с водой. Равномерное остывание поверхностей обеспечивает постоянно движение ползунов.
Термитнопрессовая
Для получения тепла используется жидкий теяло-шситель, оно образуется за счет использования алюминиевого порошка и металла. По достижению нагрева на уровне фактически плавления, детали сдавливаются.
Печная
Вариант, хорошо известный нашим предкам. При нагреве используются горны или печи. При достижения должного уровня накаливания, выполняется сжатие.
Механический класс
При использовании механического класса используется только механическая энергия и давления. К распространенным вариантам относится:
- взрыв;
- ультразвуковое воздействие;
- трение;
- холодный способ и другое.
Распространен во всех отраслях производства за счет простоты и доступности.
Сварка взрывом
Удобна при соединении разных металлов. Применяется и с целью плакирования. Подобная технология часто неизвестна даже профессионалам высокого уровня. При выполнении на поверхностях проводится направленный взрыв. В результате чего происходит сплавление.
Холодная сварка
Соединение проводится под сильным давлением без выполнения нагрева. Склеивание осуществляется за счет происходящей пластической деформации. Специальные подготовка и оборудование не требуется. Часто используется в сантехнических работах и автолюбителями.
Ультразвуковая сварка
При воздействии используются ультразвуковые колебания. Для сжатия достаточно несколько единиц ньютона. В равной мере используется в радиоэлектронике или при работе с толстостенными изделиями. Принцип работы определяется ГОСТ 2601, СЭВ 5277. Кроме металлов так могут соединяться такие материалы, как кожа, ткани, пластмассы и другое.
Сварка трением

Основывается на использовании сильного давления. Соединяемые элементы крепко закрепляются. Один остается подвижным и при трении выполняет нагрев до состояния пластичности. Прочность шва формируется за счет разрушения окислов, жировых пленок, способных мешать уровню прочности получаемого шва.
Магнитоимпульсная
Относится у ударным типам работ с использованием соударения. Применяется пересечение магнитных полей за счет силы электромеханического взаимодействиями вихревых потоков. При столкновении электрическая энергия преобразуется в механическую с помощью установки магнитно-импульсной сварки. Детали устанавливаются под углом внахлестку.
Как легко и правильно сваривать металл электродами начинающим
Стать хорошим сварщиком — задача не из простых. Но это значит обеспечить себя востребованной, интересной и высокооплачиваемой работой. В нашей статье Вы найдете подробное и пошаговое описание сути процесса и способов как самостоятельно начать сваривать будь то забор, гараж или теплица.
Азы электросварки

Итак, подробно рассмотрим с чего лучше начать, или же дуговая сварка для начинающих.
Во-первых, вкратце разберемся с теорией сварочных работ. Чтобы понять суть процесса, прежде нужно расшифровать несколько терминов:
Сварочная дуга – это длительный электрический разряд (создающийся с помощью сварочного аппарата) существующий благодаря поддерживаемому электрическому полю, расплавляющий участок стыкуемого элемента. Температура сварочной дуги очень высока, она колеблется от 6000 до 8000 °С.
Длина дуги – это расстояние от конца электрода до изделия. Длина дуги бывает:
- короткая — 1-1,5мм;
- нормальная-1,5-2мм;
- длинная -более 3мм.
Эффективно использование короткой дуги. Именно так обеспечиваются хорошая защита и малое тепловложение при сварке. Чем больше длина дуги, тем хуже защита и выше напряжение на дуге, а вследствие выше и температура шва.
Повышенная температура шва может привести к перегреву металла. Последующим деформациям, а в случае с легированными сталями и к выгоранию легирующих компонентов.
Электрод – металлический стержень, на который нанесен слой того или иного покрытия, улучшающий его свойства. При сварке сердечник электрода расплавляется и формирует шов. Они подсоединяются к сварочному аппарату и через него подводится ток к свариваемому элементу.
Какие же электроды применяют
- с основным покрытием
- с кислотным покрытием
- электроды с целлюлозным покрытием
- электроды с рутиловым покрытием
Подбор диаметра электродов осуществляется по таблице, предоставляемой производителем (обычно указываемой на упаковке), выбирают по толщине заготовки.
Сварочная ванна – расплавляемый при сварке участок стыкуемого элемента, где происходит смешивание частиц элемента и расплавленного электрода.
Температура сварочной ванны выше чем температура плавления свариваемого металла, обычно превышение над температурой плавления составляет 100-500°С.
Как происходит сварка плавящимся электродом
Процесс происходит таким образом: зажигается дуга, металл стыкуемой детали и электрода плавятся и перемешиваются в сварной ванне, при остывании расплавленного металла получается сварочный шов. Чем больше сварочный ток, тем глубже проплавляется металл (провар).
Дуговая сварка может осуществляться под воздействием постоянного (DC) так и переменного тока (АС).
Процесс проводимый на переменном токе на практике используется довольно редко из-за того, что горение дуги нестабильно. В основном на переменном токе сваривают толстолистовой металл, поскольку именно при переменном токе возможно получить наибольшую температуру, требующуюся для проплавления деталей.
Также незаменима в случае сваривания намагниченного металла, поскольку в данном случае использование постоянного тока исключается. Из оборудования необходим трансформатор и специализированный сварочный аппарат.
Процесс на постоянном токе наиболее распространена, поскольку сварочная дуга в процессе горит более стабильно, что позволяет получить шов при меньших трудозатратах, также при данном виде сварки образуется меньше брызг, что тоже упрощает работу сварщика. Из оборудования необходим выпрямитель или инвертор.
Обозначениями типов сварки
Зачастую, новички в сварочном деле сталкиваются с различными обозначениями типов сварки MMA, MIG, MAG, TIG. Что же значат эти буквы? Давайте поподробнее разберем каждый из перечисленных типов.
ММА — это ручная дуговая сварка плавящимся штучным электродом. Это самый простой вид сварки, используемый как в промышленности, так и в быту.

MIG — это дуговая сварка в среде инертного газа, механизированная. В качестве плавящейся присадки применяется проволока.
MАG — это дуговая сварка в среде активного газа, с плавящимся проволочным электродом.
MIG/MАG наиболее производительны по сравнению с ММА.

TIG — это дуговая сварка, неплавящимся электродом в среде инертного газа. Как видно из названия, для неё применяют вольфрамовые электроды, имеющие очень высокую температуру плавления (более 3000°С).
Перечислим основные достоинства:
- Невысокая цена материалов и сварочного оборудования;
- можно осуществлять в различных положениях;
- Широкий спектр металлов;
- Возможно проведение в стесненном пространстве;
Перечислим основные недостатки:
- Сильное влияния на качество сварного шва профессионализма исполнителя;
- Наличие значительного выделения вредных веществ, воздействию которых подвергается сварщик;
- Невысокая производительность;
- Отклонение дуги из-за намагничивания металла
Что нужно для работы инвертором
Сварочный аппарат инверторного типа или источник питания необходимый для создания сварочной дуги. Существует огромное количество различных производителей и марок инверторов, разумеется, цены на инверторы значительно отличаются.
Однако, принцип работы всех инверторов одинаков, различия существуют в вольт-амперной характеристике и качестве оборудования.
Чтобы приступить к работе необходимо:
- Сварочный аппарат;
- Электроды;
- Маска;
- Сварочные краги;
- Спецодежда (роба) и спецобувь
- Молоток (секач) сварщика
- Щетка по металлу
Если вы в первый раз решили попробовать себя, выбирайте недорогие материалы и инструменты. Для обучения подойдет сварочный инвертор средней ценовой группы (который можно взять в аренду), электроды 3 мм и маска Хамелеон.
Как правильно сварить металл

Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:
1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание.
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
Важный момент при сварке — это наклон электрода.
Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Движения электрода при сварке
Для получения качественного шва, крайне важно какими будет траектория движения.

Существуют различные способы:
- Круговые или же эллиптические — при вертикальном расположении стыка. При выполнении процесса этим способом равномерно прогреваются и провариваются обе кромки. Сами круговые движения выгоняют шлак из ванны.
- Движения треугольником. Движение по траектории треугольника чаще всего применяют для угловых швов. Так же как и при круговых обеспечивает хороший прогрев кромок и провар корня шва. Данный способ часто применяется при соединении деталей свыше 6мм.
- Проводка электрода по z-образной траектории. Использовать лучше для деталей с толщиной стенки меньше 6мм. Характерен для выполнения процесса в нижнем положении и встык.
Положения при сварке
Различают следующие положения: нижнее, горизонтальное, вертикальное, а также потолочное.
Сложность работ при разных пространственных положениях шва значительно отличается. Самым простым считается выполнение в нижнем положении, детали находятся внизу, а сварщик над ними. Именно с таких швов следует начинать тому, кто не занимался ранее.
Потому что расплавленный металл не вытекает из сварочной ванны, что делает процесс сварки значительно легче.
Следующими по сложности считаются горизонтальные и вертикальные швы. При выполнении вертикальных и горизонтальных швов электродуговой сваркой, стыкуемые элементы находятся в вертикальном положении.
При таком положении есть риск вытекания расплава из сварочной ванны, а следовательно квалификация сварщика должна быть более высокой. Чтобы получить хороший результат при данном положении, необходимо выполнять процесс на короткой дуге, а также использовать электроды со специальным покрытием, препятствующем вытеканию металла.
При выполнении вертикального шва целесообразно вести процесс снизу вверх, дабы образовывать ступеньку, мешающую вытеканию металла. Ведение электрода сверху-вниз допустимо, но при этом возможно ухудшение качества шва за счет вытекания металла, а также не проплавления шва.
Потолочное положение считается самым сложным, ведь помимо того, что физически трудно держать над собой руку длительное время, еще и сложно обеспечить надлежащее качество шва.
Для того чтобы понять как варить потолочный шов, любому сварщику нужна практика. Для выполнения работы, которую не придется переваривать, рекомендуем выбирать электроды с основным покрытием, а также вести процесс на короткой дуге при небольшом напряжении.
Умение выполнять потолочные швы считается признаком квалифицированности сварщика.
Основные ошибки

Теперь, когда мы разобрались с основными моментами при выполнении работ поговорим о распространенных ошибках, связанных с применением электродов, а также о том, как их предотвратить.
Неумение правильно удерживать сварочную дугу. Это приводит к неравномерному расплавлению металла. Результатом становятся прожёги, грубая чешуйчатость и прочие наружные дефекты.
Применение не просушенных электродов. Это приведет к большому количеству пор. Важно хранить сварочные материалы в сухом месте.
Большая длина дуги. Данная ошибка может привести к прожогу и появлению пор.
Скорость перемещения электрода. В результате чего может образоваться непровара или наплывы. Это зависит то того быстрее или медленнее оптимального значения ведется процесс. Скорость сварки, а также силу тока сварщик индивидуально подбирает. Кто-то варит быстро и ток побольше ставит. Кто-то же наоборот более медленно ставя ток меньше. Это приходит с опытом. В начале нужно придерживаться рекомендованных значений.
Угол наклона. От угла наклона во многом зависит глубина проплавления. Углом вперед варят тонкий металл.
Советы начинающему сварщику
- Перед началом выполнения работы провести подготовку.
- Не забывайте произвести очистку свариваемых элементов от грязи и ржавчины, масла, краски, пыли.
- Работы можно проводить только в защитном снаряжении (маска, спецодежда, спецобувь), в противном случае, весьма вероятны травмы при работе.
- Подбираем электроды для каждого материала индивидуально. Не варим все подряд уонями.
- Электроды просушиваем (иногда можно прогреть резаком, но лучше как положено в печи).
- Особое внимание уделите выбору режима.
Электродуговая сварка – виды, методы, технология
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.

Процесс электродуговой сварки
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Электроды для ручной дуговой сварки
Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
- аргон;
- углекислый газ;
- гелий.
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому — катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы — электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
Структура дуговой сварки
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия — параметры дуги данного типа не регулируются, они неизменны).
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Дуговая сварка трубы плавящимся электродом
Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Инверторный сварочный аппарат для электродуговой сварки
Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая проволока и смесь флюсов, которые формируют защитный слой сварочной ванны. Присадочным материалом при электродуговой сварке по данной технологии служит сам электрод.
Ручная дуговая сварка
Ручная дуговая сварка – это быстрый и надежный способ неразъемного соединения металлических деталей. Сварка кузнечным способом была известна людям уже несколько тысячелетий назад, она отличалась большой трудоемкостью и требовала долгого обучения и накопления опыта. В начале XX века начала применяться электродуговая сварка, металл нагревался до температуры плавления с помощью электрической дуги. За столетие возможности электродуговой сварки существенно возросли, а удобство работы сварщика повысилось. Теперь этой технологией может овладеть любой домашний мастер.

Ручная дуговая сварка
Процедура выполнения дуговой сварки
Технология ручной дуговой сварки состоит из следующих основных операций
- Подготовка заготовок и оборудования. Свариваемые поверхности необходимо тщательно очистить от ржавчины, остатков старой краски и других жидких и твердых загрязнений. Очистку проводят механическим и химическим способом. Заготовки размещают на сварочном столе или на полу так, чтобы зазор между соединяемыми деталями был минимальным, и фиксируют струбцинами и другими приспособлениями. Один провод от сварочного аппарата присоединяют к детали, другой к держателю электрода.
- Розжиг дуги. Подают напряжение на электрод и подносят его к заготовкам, кратким касанием и отведением на 3 мм разжигают дугу. Ручная дуговая сварка началась.
- Выполнение шва. Держатель ведут вдоль линии сварочного соединения с постоянной скоростью, сохраняя расстояние до детали. По окончании операции напряжение отключают.
- Завершающие операции. Производится зачистка соединения от окалины и неровностей, крепления с деталей снимаются, и они предаются на дальнейшие операции.

Процесс дуговой сварки
В зависимости от особенностей изготавливаемой конструкции и соединяемых материалов, в технологию дуговой сварки могут включаться и другие операции, такие, как предварительный нагрев заготовок, подача защитного газа и другие. Но в любом случае ручная сварка требует от сварщика точного глазомера, хорошей координации движений и твердой руки.
Принцип действия
Тепло, достаточное для плавления кромок соединяемых заготовок, получают от электрической дуги. В зоне действия дуги образуется область жидкого расплава, в которой перемешивается металл обеих заготовок. При остывании они кристаллизуются и образуют единое целое, или сварочный шов. Эту область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной. Металлический электрод стержень покрывают специальным составом, или флюсом. При нагревании он расплавляется, выделяя инертный газ, образующий защитное облачко над рабочей зоной и препятствующий окислению расплава.

Схема ручной дуговой сварки
Для поддержания электродуги на держатель и на заготовки подают напряжение от источника.
Ручную дуговую сварку ведут как постоянным, так и переменным током. Для этого применяются специализированные или универсальные источники.
Ручная дуговая сварка цветных металлов и сплавов, отличающихся повышенной химической активностью в нагретом состоянии, проводится в атмосфере специально подаваемых в рабочую зону защитных газов.

Устройство сварочного выпрямителя
Ученые и изобретатели постоянно вносят усовершенствования и изобретают новые методы для такой важной в жизни людей технологии, как ручная дуговая сварка
Особенности ручной дуговой сварки
Главной особенностью технологии является создание неразъемного, прочного и долговечного соединения заготовок. Дуговая сварка — наверное, самая распространенная сегодня сборочная операция. Ее используют при производстве самых разнообразных изделий и конструкций, включая высоконагруженные узлы, сохраняющих прочность при статических, динамических и периодических нагрузках, в условиях экстремальных температур, агрессивных сред, высоких и низких давлений и радиационного облучения.
Для получения прочного и долговечного соединения ручная дуговая сварка требует устойчивого электроснабжения. Кроме того, сварочные работы нужно проводить в сухом помещении или во временных палатках, для защиты рабочей зоны от влаги и сильных порывов ветра
Классификация и способы
По типу применяемого электрода ручная дуговая сварка может быть:
По типу применяемого тока
- Постоянным.
- Переменным.
- Трехфазным.

Классификация дуговой сварки
По предварительной термической подготовке деталей
По степени автоматизации процесса различают
Существуют и другие виды, применяемые в особых условиях на производстве.
Преимущества ручной дуговой сварки
Основные преимущества технологии перед другими видами сварки заключаются в следующем:
- Работать можно в любом пространственном положении.
- Доступна работа в стесненных условиях.
- Возможно соединять различные металлы и сплавы.
- Простота использования и освоения.
- Мобильность.
Но, кроме очевидных достоинств, методу свойственны и недостатки:
- Вредные факторы, влияющие на здоровье сварщика.
- Зависимость качества от квалификации и опыта.
- Малая производительность.
Последний фактор не так важен при ограниченном объеме работ, типичном для домашней мастерской.
Используемые электроды
Все электроды подразделяются на две большие группы:

Плавкие применятся намного шире, они расходуются в процессе работы, а их металл включается в шовный материал. Флюсовый порошок, которым они обмазаны, сгорает в пламени электродуги. При этом выделяются химически малоактивные газы, образующие защитную атмосферу над сварочной ванной.
Неплавкие делается из тугоплавкого материала, в основном вольфрама, они не расходуется во время сварки и служит лишь для подведения тока к дуге. Защитную атмосферу в этом случае создают подачей газа через шланг или насыпая флюсовый порошок вдоль линии сварки.
Кроме того, они различаются по диаметру. Диаметр определяет как сварочный ток, который на него необходимо подать, так и максимальную толщину соединяемых деталей.
Источники питания
Для ручной электросварки применяют следующие разновидности источников тока:
- Трансформаторы. Уходящий в прошлое, громоздкий и очень тяжелый источник. Преобразует высокое напряжение питающей сети в пониженное, пропорционально увеличивая силу тока. Ручная дуговая сварка переменным током требует высокого мастерства сварщика, источник сильно зависит от стабильности параметров питающей электросети и вызывает в ней помехи и броски напряжения. Не рекомендуется для начального обучения.
- Выпрямители. Представляет собой тот же громоздкий сварочный трансформатор, дополненный выпрямительным блоком. Ручную дуговую сварку ведет постоянным током, но при этом сохраняет остальные недостатки трансформатора.
- Инверторы. Современный сварочный аппарат. В нем переменный ток из сети путем многократных преобразований превращается в постоянный ток, напряжение которого стабилизировано. Работа его не зависит от изменений напряжения в питающей сети, и сам он также не вызывает бросков напряжения. Отличается малым весом и габаритами, его легко переносить, а маломощные модели вообще можно носить на плечевом ремне. Это очень удобно при сварке протяженных конструкций, например, заборов. Оснащен электронными системами стабилизации параметров дуги и защиты от прилипания электрода. Идеально подходит как для начального обучения, так и для дальнейшей работы. Доступен по цене.
- Полуавтоматы. В качестве источника тока используется инвертор. В этом классе аппаратов используется сварочная проволока, подаваемая в рабочую зону специальным механизмом. Вместо флюсового напыления применяется прямая подача газа из баллона в рабочую зону. Многократно превосходит инвертор по производительности и по диапазону доступных для соединения металлов и сплавов. В несколько раз дороже инвертора равной мощности.
Сварочный полуавтомат Трансформатор для сварки
Для начального обучения и небольших объемов работ лучше выбрать инвертор, для сложных работ или больших объемов больше подойдет полуавтомат.
Положение электродов во время работы
От правильного положения и траектории движения электрода во время ручной дуговой сварки напрямую зависит как качество соединения, так и производительность работы сварщика
Наиболее распространены траектории, ориентированные вдоль оси электрода. Движение таким образом помогает поддерживать оптимальный дуговой зазор. Слишком короткая дуга вызывает перегрев рабочей зоны, разбрызгивание металла и прилипание электрода. Слишком длинная дуга может вызвать непровар, появление пор или угасание дуги.
Далее следует освоить равномерное движение вдоль линии соединения деталей. Если движение будет строго поступательным, получится ровный и тонкий шов, ширина которого может превышать диаметр электрода не более чем в полтора раза. Такую траекторию используют для сваривания листов и профилей малой толщины, при исполнении многослойных соединений.
Следующий тип траектории — к продольному движению добавляются короткие поперечные перемещения, напоминающие очень плотную строчку «зигзаг» на швейной машинке. Здесь также очень важно следить за тем, чтобы в крайнем положении каждого «стежка» не увеличивался дуговой зазор.
Надо выполнять движение змейкой всей кистью. Такой вид траектории позволяет добиться существенно большей ширины и глубины проплавки.
Ширина такого сварочного соединения может в три, а у опытного сварщика — и в пять раз превышать диаметр электрода.
Основы безопасности при работе
Ручная дуговая сварка является источником повышенной опасности. Основные факторы, вредящие здоровью сварщика и лиц, работающих рядом с ним, следующие:
- Высокая температура дуги и рабочей зоны, могущая вызвать ожоги.
- Разбрызгивание раскаленного металла и разлет частиц шлака при зачистке.
- Мощное ультрафиолетовое излучение, приводящее к заболеваниям кожи и глаз вплоть до слепоты.
- Высокое напряжение питающей сети.
- Вредные сварочные газы и пары металла, вдыхание которых приводит к отравлению и заболеваниям органов дыхания.
- Пожароопасность.

Электрододержатели и защитные приспособления
Исходя из этого, следует соблюдать следующие требования по безопасности
- Использовать индивидуальные средства защиты: маску со светофильтром, респиратор, краги сварщика и невоспламеняющуюся спецодежду и обувь.
- Обеспечить качественную вытяжную вентиляцию.
- Перед началом работы осмотреть оборудование на предмет отсутствия механических повреждений и нарушения изоляции.
- Надежно закрепить свариваемые заготовки инвентарными крепежными приспособлениями или специальной оснасткой.
- Не загромождать рабочую зону, следить за положением кабелей и шлангов.
- После окончания сварных работ выключить оборудование.
Выполнение этих требований позволит сохранить здоровье и сберечь материальные ценности.
Что влияет на качество и размеры сварного шва
Одна из важных характеристик, определяющих качество сварного соединения — это провар, определяемый как отношение ширины шва к его глубине в поперечном сечении.
На геометрические показатели влияют следующие факторы:
- Сила тока. Чем она больше, тем большей глубины проплава можно достигнуть. Глубина проплава зависит также от плотности свариваемого материала — чем плотнее металл, тем меньшей глубины удастся добиться при той же силе тока. Сила тока не оказывает существенного воздействия на ширину.
- Тип применяемого тока. При сварке постоянным током соединение получается более узким, а при использовании переменного тока той же интенсивности-более широким.
- Диаметр электрода также оказывает влияние на глубину и ширину шва. При большем больше диаметре электродуга получается мощнее, позволяя получить более широкий шов.
- Рабочее напряжение также влияет на параметры шва — при его повышении ширина шва увеличивается.

Схема сварки под флюсом
Флюс, сгорая в пламени дуги, выделяет защитные газы, а твердые остатки образуют шлак, также попадающий в сварочную ванну.
Химический состав шлака оказывает сильное влияние на качество.
- улучшает качество обработки стали;
- стабилизирует тепловой режим рабочей зоны и повышает скорость плавления;
- облегчает формирование сварного шва;
- повышает стабильность электродуги.
Существует способ ручной дуговой сварки, при котором используются цельнометаллические плавящиеся электроды, а флюс в виде порошка насыпается вдоль линии будущего шва. По мер прохождения сварочной ванны порошок плавится, а при остывании шлак отделяется от поверхности сваренного металла. Такой способ применяет на промышленных предприятиях в специальных случаях.
В целом автоматическая сварка дает намного лучшие, а главное, стабильные результаты качества работ, чем ручная дуговая. Причина этого заключается в том, что все параметры процесса, включая положение сварочной головки, угол ее наклона и расстояние до поверхности контролируются компьютером. К тому же автомат не утомляется, его внимание не рассеивается и он не подвержен влиянию вредных факторов рабочей зоны.
Как варить швы в разных положениях
Ручная дуговая сварка позволяет варить в самых разнообразных положениях. ДЛЯ каждого из них существуют свои технологические указания, направленные на обеспечение высокого качества работ.

Параметры режима ручной дуговой сварки
Нижнее положение
Сварщик находится сверху относительно рабочей зоны, заготовки расположены горизонтально. Это самое простое и самое распространенное положение. В нем необходимо следить лишь за полным проплавлением сечений и не допускать прожогов. Требуется надежно закрепить заготовки инвентарными крепежными средствами, а под них подложить специальные монтажные прокладки из меди.
Вертикальное положение
В этом положении начинает действовать такой осложняющий работу фактор, как земное притяжение. Под его воздействием расплавленный металл будет стремить покинуть сварочную ванну и стечь вниз. Работу рекомендуется вести в направлении снизу вверх, чтобы стекающие расплавленные капли попадали на сформированный шовный материал. Этот прием заметно снижает скорость работы, но позволяет сохранить качество. При выборе направления сверху вниз скорость повысится, но заметно упадет глубина проплава.

Сварка вертикальных швов
Потолочное положение
Это самое сложное положение, в котором приходится работать сварщику. Чтобы расплавленный металл не пролился вниз, требуется снизить вес сварочной ванны до такой степени, чтобы он удерживался силами поверхностного натяжения. Это достигается уменьшением скорости и периодической приостановкой работ для того, чтобы металл успевал схватываться.

Ручная дуговая сварка в потолочном положении
Умение работать в потолочном положении — признак высокой квалификации сварщика.
Электродуговая сварка
Сваривание на сегодня является самым широко применяемым способом создания неразъемных соединений металлов и их сплавов. Электродуговая сварка была изобретена во Франции в начале 20 века и используется в любом, самом дальнем уголке Земли.

Основы электродуговой сварки были разработаны в конце 19 века русским инженером Бернадосом.
Технология электродуговой сварки основана на расплавлении примыкающих друг к другу областей двух свариваемых деталей теплом, получаемым от электрической дуги. Область расплавленного металла – так называемая сварочная ванна — перемещается вслед за электродугой. Застывая, она образует неразъемное соединение двух заготовок — сварочный шов.

Принцип электродуговой сварки
Электрическая дуга возбуждается в воздушном промежутке между деталями и электродом. Для этого применяют источник напряжения. Он выдает небольшое напряжение- 70-100 вольт, но должен развивать большой ток — сотни ампер. Чаще всего используются источники постоянного тока — они дают более стабильную дугу и меньше разбрызгивают расплавленный металл.
Особенность технологии состоит в том, что расплавленный металл, особенно цветные металлы и высоколегированные стали, активно реагирует с кислородом воздуха и с азотом. Для защиты сварочной ванны применяют различные газы:
- аргон;
- углекислый;
- гелий и другие инертные газы.
Газы образуются в процессе сгорания обмазки стержня или подаются в рабочую зону из баллона.

Схема электродуговой сварки
Электродуговая сварка может проводиться как плавящимся электродом, металл которого войдет в состав материала шва, так и неплавящимся. В этом случае флюсовые добавки насыпают вдоль линии шва в виде порошка.
Электрическая дуга с физической точки зрения представляет собой постоянно действующий разряд в газовой среде.
Одна из важных характеристик дуги — перепад напряжения.
Если держатель присоединен к положительному разъему источника тока, его называют анодом, если к отрицательному — катодом. Если электродуговые работы ведутся переменным током, то анод и катод меняются местами 50 раз в секунду.
Сварочная дуга Возбуждение сварочной дуги
Расстояние между электродом и деталью называют искровым, или дуговым промежутком. Электрический ток может протекать через газ только в том случае, когда в нем есть заряженные частицы, ионы и электроны. Их нет в газе, находящемся в спокойном состоянии. Чтобы они появились, газ требуется ионизировать. Это и происходит при электрическом разряде, который далее поддерживает сам себя.
Применяемый вид электродуговой сварки определяется:
- свариваемыми материалами;
- толщиной заготовок;
- условиями сварки.
По степени автоматизации процесса дуговой сварки различают
- ручную электродуговую сварку;
- полуавтоматическую — вместо стержня используется сварочная проволока, которая подается в рабочую зону специальным механизмом, также автоматизирована подача защитных газов;
- автоматическую — Проводится в атмосфере защитных газов без участия человека.
Ручная электродуговая сварка Полуавтоматическая дуговая сварка Схема полуавтоматической сварки
По типу применяемого электрода оазличают сварку: плавящимся ( включая полуавтоматическую) инеплавящимся, используемым только в качестве проводника тока к зоне дуги.
Преимущества
Электродуговой метод обладает очевидными достоинствами:
- высокая мобильность;
- малое время подготовки ;
- низкая стоимость в расчете на килограмм шва;
- высокая производительность;
- способность работать от бытовой электросети (в случае применения сварочных инверторов);
- широкая доступность оборудования, сопутствующих и расходных материалов.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
- для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
- обмазка склонны к отсыреванию, это приводит к появлению дефектов;
- для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
- качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.
Виды аппаратов и виды включений
Самый простой и дешевый вид сварочного источника — это мощный понижающий трансформатор. Данный вид аппаратов отличается большим весом и габаритами, вызывает броски напряжения в питающей электросети. Они морально устарели и используются только в самых глухих углах и в некоторых узкоспециальных применениях.
Современным типом оборудования для электродуговой сварки является инвертор. Его устройство во много раз сложнее, чем у трансформатора, зато он лишен его недостатков.
- обладает малым весом и габаритами;
- не влияет на питающую электросеть;
- обеспечивает стабильные параметры дуги;
- легок в освоении и использовании.
Инвертор выдает постоянный ток.

Следующей ступенью развития специального оборудования стал полуавтомат. Источник тока в нем инверторного типа. Полуавтомат ведет сварку сварочной проволокой, которая подается через горелку специальным механизмом. Вместо флюсовой обмазки также через горелку подаются защитные газы из баллона. Полуавтомат отличается высокой производительностью и стабильностью работы. Его дороговизна окупается при больших объемах работ.
Инвертор позволяет работать в разных режимах подключения- с прямой и обратной полярностью. Прямая полярность используется в большинстве случаев сварки большинства металлов и конструкционных сталей.
Для сварки металлов, отличающихся высокой химической активностью в нагретом состоянии, применяют обратную полярность. При этом сварку ведут с использованием порошковых флюсов и присадочной проволоки
Электроды и защитные газы
Электрод — один из главных участников процесса. От его правильного подбора во многом зависит качество соединения.
Плавящийся электрод не только подает ток в зону дуги. Плавясь, он понемногу стекает в сварочную ванну, его металл входит в состав материала шва.
Флюсовая обмазка, сгорая в огне электродуги, выделяет защитные газы. Их облачко скапливается над сварочной ванной, вытесняя кислород и азот, содержащиеся в воздухе. Твердые остатки сгорания флюса образуют на поверхности шва корочку шлака, которую после остывания удаляют механическим способом.

При сварке неплавящимся стержнем в зону дуги требуется вводить присадочную проволоку.
Область применения
Область применения электродуговой сварки самая широкая. Везде, где нужно быстро, и недорого и качественно соединить металлические заготовки в строительную конструкцию или изделие – можно увидеть вспышки электросварки.
- заводы металлоизделий;
- машиностроительные производства;
- строительство любого масштаба — от гидроэлектростанций и космодромов — до заборов и сараев.;
- аэрокосмические предприятия;
- судостроение;
- производство транспорта;
- предприятия по выпуску бытовых приборов;
- и многое другие.
Сфера применения электродугового метода постоянно растет. С распространением сварочных инверторов электродуговой метод стал технологией, доступной любому домашнему мастеру.
Основы безопасности процесса сварки
Основные вредные факторы электродуговых работ — это:
- ультрафиолетовое излучение дуги;
- высокая температура расплавленного металла;
- вредные газы;
- поражения электрическим током.
Чтобы избежать неприятных последствий, следует
- пользоваться средствами индивидуальной защиты: маской сварщика, респиратором, защитными перчатками;
- одежа и обувь должна быть огнеупорной, плотной, не оставлять открытых участков кожи;
- перед началом работы проверять оборудование на отсутствие механических повреждений, нарушений изоляции и отсутствия утечки газов.

Меры безопасности при сварке
Нельзя также загромождать рабочую зону и работать со случайных опор.
Требования госстандартов
Типы сварных соединений, спецификации сварочных материалов, методики проведения электродуговыхработ регламентируются ГОСТами России и соответствующими их международными стандартами. Этим нормам надо следовать для обеспечения качественной, производительной и безопасной работы. Самые употребительные из них — это:
- ГОСТ 5264-80 описывает виды и способы выполнения сварочных швов ;
- ГОСТ 14771-76 регламентирует использование защитных газов при сварочных работах;
- ГОСТ 26291-79 посвящен типам электродов и соответствующих им режимов сварки.
По мере освоения профессии, роста квалификации и сложности работ сварщик все чаще обращается к государственным стандартам.
Читайте также: