Электроды для сварки алюминия гост
Обновлено: 05.05.2024
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дуговая сварка и резка
ЭЛЕКТРОДЫ НЕПЛАВЯЩИЕСЯ ВОЛЬФРАМОВЫЕ
Классификация
(ISO 6848:2015, IDT)
мсхжвя Стандцл™фо(ш 20»
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственном стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Саморегулируемся организацией Ассоциация «Национальное агентство контроля сварки» (СРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2020 г. № 130-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК(ИСО 3166) 004-97
Сокращенное нанменомиие национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июля 2020 г. № 344-ст межгосударственный стандарт ГОСТ ISO 6848—2020 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 6848:2015 «Дуговая сварка и резка. Электроды неплавящиеся вольфрамовые. Классификация» («Аге welding and cutting — Nonconsumable tungsten electrodes — Classification». IDT).
Международный стандарт разработан Техническим комитетом ISO/TC 44 «Сварка и родственные процессы», подкомитетом SC 10.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в зтих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO. 2015 — Все права сохраняются © Стандартинформ. оформление. 2020
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
4 Обозначения и требования
4.1 Обозначение изделия/процесса
4.2 Обозначение химического состава
5 Химический анализ
6 Повторные испытания
8 Стандартные размеры и допуски
8.1 Диаметры электродов
8.2 Длины электродов
9 Вид и состояние электродов
9.1 Кривизна электродов
9.2 Финишная обработка поверхности электродов
9.3 Качество электродов
10 Методика округления
11 Маркировка и упаковка
11.1 Маркировка упаковки
12 Примеры классификации
Приложение А (справочное) Условия применения
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
ГОСТ ISO 6848—2020
Дуговая сварка и резка ЭЛЕКТРОДЫ НЕПЛАВЯЩИЕСЯ ВОЛЬФРАМОВЫЕ Классификация
Arc welding and cutting. Nonconsumable tungsten electrodes. Classification
Дата введения — 2020—12—01
1 Область применения
Настоящий стандарт устанавливает классификацию неплавящихся вольфрамовых электродов для дуговой сварки в инертном газе и для плазменной сварки, резки и термического напыления.
Информация об условиях применения этих электродов приведена в приложении А.
2 Нормативные ссылки
Для применения настоящего стандарта необходим следующий ссылочный документ. Для датированных ссылок применяют только указанное издание ссылочного документа (включая все изменения к нему):
ISO 80000-1:2009, Quantities and units — Part 1: General (Величины и единицы их измерения. Часть 1. Общие положения)
3 Классификация
Классификация вольфрамовых электродов основана на их химическом составе.
4 Обозначения и требования
Процессы дуговой сварки вольфрамовым электродом в защитном газе обозначают буквой «W».
Для обозначения химического состава вольфрамового электрода применяют химическое обозначение основной оксидной добавки, за которой следуют числа, указывающие номинальное процентное содержание по массе этой оксидной добавки, умноженное на 10. Отсутствие добавок обозначено буквой «Р». В таблице 1 приведены требования к составу для различных классов.
5 Химический анализ
Химический анализ выполняют на образцах электродов, подлежащих классификации. Допускается применение любого метода анализа, но в случае разногласий должны быть сделаны ссылки на установленные опубликованные методы.
6 Повторные испытания
Если результаты определенного испытания не соответствуют требованиям, это испытание необходимо повторить дважды. Результаты обоих повторных испытаний должны соответствовать требованиям. Образцы для повторных испытаний допускается брать из образцов для исходного испытания или из новых образцов. Для химического анализа повторные испытания необходимы только для тех конкретных элементов, которые не соответствовали требованиям к результатам. Если результаты одного или обоих повторных испытаний не соответствуют установленным требованиям, то испытуемый материал признают не соответствующим классификационным требованиям настоящего стандарта.
В том случае, когда выявлено, что предписанные или надлежащие методики нарушались при подготовке или после завершения испытания либо при проведении самого испытания, то данное ис* пытание считается недействительным независимо от того, было ли фактически завершено данное испытание и удовлетворяют ли результаты этого испытания установленным требованиям. Это испытание необходимо повторить, четко следуя предписанным процедурам. В этом случае удвоения числа испытуемых образцов не требуется.
7 Маркировка
Вольфрамовые электроды в заводском исполнении длиной 50 мм и более необходимо маркировать в соответствии с их химическим составом одним или несколькими цветными кольцами у одного конца электрода в соответствии с таблицей 1.
Ширина цветного кольца должна быть не менее 3 мм. Альтернативно вольфрамовые электроды можно маркировать с помощью классификационного обозначения, наносимого на поверхность электрода у одного конца.
Для вольфрамовых электродов в заводском исполнении длиной менее 50 мм должна быть маркирована упаковка согласно разделу 11.
Таблица 1 — Требования к химическому составу вольфрамовых электродов
Требования к химическому составу
Цветовой код. цеетоеое значение RGB и образец цвета 4
Примеси по массе. %
Вольфрам, массовая доля. %
Запотей 4FFD700 1 1
Окончание таблицы 1
Цветовой код. цветовое значение RGB и образец цвета 4
Производитель должен идентифицировать все добавки и их номинальное количество
Любой цвет или комбинация цветов, которые еще не использованы в настоящем стандарте
а Цветовые значения RGB и образцы цвета можно найти на сайте:
ь Составы, не представленные в дамой таблице, обозначаются буквами «WG» с последующим обозначением химического элемента и цифрового значения содержания основной оксидной добавки согласно обозначению. используемому в данном составе.
8 Стандартные размеры и допуски
Стандартные диаметры электродов и допуски приведены в таблице 2. Другие диаметры и допуски допускаются по согласованию между поставщиком и потребителем.
Электроды должны соответствовать кольцевому калибру, соответствующему их максимально допустимому диаметру в соответствии с таблицей 2.
Таблица 2 — Стандартные диаметры и допуски электродов
Номинальный диаметр, мм
Окончание таблицы 2
Стандартные длины электродов и допуски приведены в таблице 3. Другие длины и допуски до* пускаются по согласованию между поставщиком и потребителем.
Таблица 3 — Стандартные длины и допуски электродов
Номинальная длина, мы
9 Вид и состояние электродов
Кривизна электродов должна составлять не более 0.5 мм на длине 100 мм.
Для укороченных электродов кривизна должна составлять не более 0,13 мм на длине 50 мм.
Электроды должны поставлять со шлифованной поверхностью. Шлифованная поверх* ность указывает на то. что электрод очищен от загрязнений после обработки методом бесцентровой шлифоеки в единый размер. Он должен быть поставлен с яркой полированной поверхностью. Средняя шероховатость поверхности, измеренная по длине, не должна превышать Ra - 0.8 мкм.
На поверхности электрода не должно быть чрезмерного загрязнения, нежелательных пленок, посторонних включений, сколов, трещин, налета и других дефектов. Электроды не должны содержать 4
внутренних посторонних включений или того, что отрицательно скажется на свойствах электрода. Ок* сидные добавки должны быть достаточно равномерно распределены по сечению электрода, чтобы не ухудшить его свойства.
10 Методика округления
Для определения соответствия требованиям настоящего стандарта полученные значения испытаний должны соответствовать ISO 80000*112009. В.З. правило А. Если измеренные значения получены на оборудовании, калиброванном в единицах, отличных от единиц, указанных в настоящем стандарте, то измеренные значения необходимо преобразовать в единицы настоящего стандарта до округления. Если среднее арифметическое значение будут сопоставлять со значениями в соответствии с требованиями настоящего стандарта, округление должно быть выполнено только после расчета среднего арифметического значения. Результаты округления должны соответствовать требованиям соответствующей таблицы для классификации испытуемого электрода.
11 Маркировка и упаковка
Должна быть разборчиво нанесена и быть видимой снаружи каждой упаковки следующая информация:
a) шифр настоящего стандарта, т. е. ГОСТ ISO 6848:
b) классификационное обозначение электродов в соответствии с таблицей 1;
c) диаметр электродов;
d) длина электродов:
e) масса нетто электродов;
О наименование и торговая марка поставщика:
д) номер партии, контрольный номер или номер плавки.
Упаковка должна обеспечивать защиту вольфрамовых электродов от повреждений и коррозии при условии, что их должным образом транспортируют и хранят.
12 Примеры классификации
Пример 1 — Нелпавящиеся вольфрамовые электроды с химическим составом La2O3 равным от 1,3% до 1,7 %, посторонних примесей не более 0.1% и W—остальное, для сплава с классификационным обозначением WLa15 в соответствии с таблицей 1 обозначаются следующим образом:
ГОСТ ISO 6848 — WLa15,
аде ГОСТ ISO 6848 — шифр настоящеао стандарта:
WLa15 — обозначение химического состава с содержанием La2OT равным от 1,3 до 1,7%.
Пример 2 — Нелпавящиеся вольфрамовые электроды с химическим составом La2O3 равным от
1,3 % до 1,7 %, ZtO2— 0.05 %, СеО2— 0.05 % и W— остальное. для сплава с классификационным обозначением ИЮ в соответствии с таблицей 1 обозначаются следующим образом:
ГОСТ ISO 6848 — WG La15CeO,5ZrO,5,
WG указывает на то, что диапазоны химического состава не указаны в ГОСТ ISO 6848 (см. таблицу 1);
La15Ce0,5Zr0,5— обозначение химического состава, т. е. La2O3 равно от 1,3 % до 1,7 %, СеО2—0,05 %. ZfO2 — 0.05 % и W — остальное.
Приложение А (справочное)
А.1 Влияние рода электрического тока
А.1.1 Общие положения
Электрическую дугу может питать источник постоянного или переменного тока. В таблице А.1 показано, какой род тока подходит для свариваемого металла игы сплава.
А.1.2 Питание постоянным током
Свойства дуги зависят от того, присоединен электрод к положительному или отрицательному выводу источника тока. При обратной полярности (d.c.+) наблюдается более значительный нагрев электрода и снижение способности к проплавлению при работе, чем на прямой полярности (d.c.-). Допустимая токовая нагрузка электрода определенного размера на обратной полярности будет ниже, чем на прямой полярности.
А.1.3 Питание переменным током
При питании переменным током (а.с.) ток изменяет направление каждый полуцикл. Сварочная дуга периодически меняет направление с обратной полярности на прямую полярность. Допустимая токовая нагрузка электрода меньше, когда на электроде прямая полярность, и больше, когда на электроде обратная полярность.
Таблица А.1—Соответствие рода электрического тока
Свариваемый металл или сплав
Переменный ток а
Прямая полярность 1-|
Алюминий и его сплавы (толщина $ 2.5 мм)
Алюминий и его сплавы (толщина > 2.5 мм)
Магний и его сплавы
Непегированные и низколегированные стали
Никель и его сплавы
Титан и его сплавы
• N.R. — не рекомендуется.
А.2 Сварочный ток
Размер электрода выбирают таким образом, чтобы значение тока было достаточным для дуги, возбужденной на всей площади торца электрода, который разогрет до температуры, приближающейся к его температуре плавления.
Если ток слишком низок для выбранного размера электрода, дута может быть неустойчивой и нестабильной, что приведет к выбросу вольфрамовых частиц.
Если ток слишком высок, это будет причиной перегрева электрода и оплавления его горца. Капли расплавленного вольфрама могут попасть в металл шва. и дуга станет неустойчивой и нестабильной. В таблице А.2 приведены режимы в зависимости от источника тока и диаметра электрода. Высокие значения тока обеспечивают дополнительно к высокой стабильности дуги и повышенную концентрацию тепла, что ограничено условиями яри* менения. Соответствующая конусовидность торца электрода на прямой полярности (d.c.-) позволяет улучшить данные условия: например, конусовидность конца электрода должна быть выбрана в соответствии с применяемым током. Более тупой угол рекомендован для более высоких значений тока для данного диаметра электрода.
Вольфрамовые электроды, применяемые на переменном токе или на постоянном токе обратной полярности, могут формировать расплавленный шарик на конце электрода, на котором возбуждается дуга. Вольфрамовый электрод без добавок может являться источником включений вольфрама в металле шва. коща применяется на переменном токе (а.с.) или на постоянном токе обратной полярности (d.c.+) без должного контроля силы тока и длины дуги. Использование вольфрама с оксидными добавками уменьшит данную проблему.
Многие современные сварочные источники переменного тока позволяют изменять баланс между фазами прямой (d.c.-) и обратной полярности (d.c.+) токового цикла. Когда фаза обратной полярности (d.c.*) цикла увеличена по отношению к фазе прямой полярности (d.c.-), рекомендуемое среднее значение тока снижается до некоторой степени относительно значений, представленных в таблице А.2. И наоборот, когда фаза прямой полярности (d.c.-) увеличена по отношению к фазе обратной полярности (d.c.*>. рекомендуемое сроднее значение тока возрастает незначительно относительно значений, представленных в таблице А.2.
А.З Дополнительные комментарии
Выбор типа и размера электрода, режима сварки находится в зависимости от группы и толщины основного материала, который подлежит сварке или резке. Качество вольфрамовых электродов, несущих на себе токовую нагрузку зависит от ряда факторов, в частности от типа используемого оборудования (воздухе- или водоохлажда-емого). вылета электрода за пределы наконечника и положения при сварке.
Электроды представленных размеров будут иметь наилучшие токонесущие характеристики на прямой полярности постоянного тока, меньшие на переменном токе и минимальные на обратной полярности постоянного тока.
В таблице А.2 представлены значения тока, которые могут быть использованы при защите в аргоне. Применяя иной защитный газ (включая смеси), можно изменять токонесущие характеристики для конкретного размера вольфрамового электрода. Другие факторы, представленные выше, должны быть изучены перед выбором электрода для конкретного применения.
Таблица А.2 — Примерные значения силы тока в зависимости от диаметра электрода
ГОСТ 14806-80Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.
Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.
В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
ГОСТ 29273-92 Свариваемость. Определение
ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Сегодня производители сварочных инверторов, работающих в режиме TIG, не придерживаются указанных норм, однако, благодаря современным технологиям, качество устройств остается на высоком уроне.
14806-80 и 14771-76
Стандартизация непосредственной технологии сварки алюминия и алюминиевых изделий отражена соответствующим нормативным документом. Сюда включены соединения деталей с толщиной кромок от 0,8 до 60 мм. К сварке трубопроводов предъявляются несколько иные требования, поэтому данный стандарт на них не распространяется.
ГОСТ 14771-76, как было указано ранее, имеет ту же структуру. Отличием является лишь то, что первый документ определен именно для алюминийсодержащих материалов, а второй – для сталей и сплавов на никелевой и железоникелевой основе.
Отклонение от размеров швов
В случае проведения сварных работ в положении, которое отличается от нижнего, то величина шва может быть увеличена. Но допустимые отклонения по ГОСТу не могут превышать 2 мм для деталей до 25 мм и 3 мм – свыше 25 мм.
В случае если в качестве инертного газа используется гелий, а работы производятся на постоянном токе, то размеры шва могут быть уменьшены до 15%.
Для стыковых соединений допустимо уменьшение размера до 1-2 мм, тавровых и угловых соединений – до 1 мм. При нахлесточных соединениях сварной шов не может выступать над поверхностью более, чем на 1 мм. В случае сварки технического алюминия швы могут быть увеличены до 20%.
Если выполняется двухсторонний шов с полным проплавлением перед сварочными работами с обратной стороны, то корень шва расчищается до чистого металла. Не допускается использование абразивных кругов.
7871-75 и 2246-70
Введенный ГОСТ касается проволоки из алюминия или сплавов. Им пользуются производители, так как в документе регламентируются возможные значения диаметра проволоки. Среди всех прочих требований определены нормы химического состава расходного материала.
Существует несколько видов проволоки, отличающихся друг от друга по количественному содержанию элементов (магний, марганец, алюминий, железо, кремний, титан, бериллий, цирконий). Наиболее популярные марки:
Допускается наличие примесей. Изготовленная проволока проходит испытания, в том числе и на прочность. В таблице приведены значения предельных нагрузок, при которых происходит разрыв. Приемка материалов осуществляется партиями. В одной партии должна присутствовать проволока с одними и теми же параметрами. В приложении к документу прописаны условия хранения и транспортировки проволоки. Так как она поставляется в катушках, то размеры катушек также подлежат нормировке.
Стальная проволока должна отвечать требованиям ГОСТ 2246-70. Популярные виды:
- Св-08;
- Св-08А;
- Св-10ГА;
- Св-08ГСМТ.
Это далеко не полный перечень марок проволоки. Их разделяют не только по характеристикам, но и по применимости. Существуют материалы для изготовления электродов, проволоки для сварки омедненных поверхностей, проволоки для наплавки.
Основные типы сварных швов и их краткие характеристики
Неразъемное соединение, которое выполнено при помощи сварки, называется сварным. Основные типы сварных швов алюминия и его сплавов должны соответствовать тем, которые указаны в таблице 1 ГОСТа.
В таблице приведены 4 основных типа соединения, они различаются в зависимости от расположения деталей друг к другу:
- Угловое (когда детали соединяются под прямым углом).
- Тавровое (одна из деталей торцом устанавливается к другой).
- Стыковое (соединяемые детали располагаются в одной плоскости).
- Нахлесточное (когда элементы расположены параллельно и перекрывают друг друга).
Швы могут быть односторонними и двухсторонними.
Помимо типа соединения, швы в ГОСТе классифицируются и зависят от вида подготовленных кромок:
При выборе технологических параметров сварки нужно учитывать и толщину заготовок.
18130-79 и 13821-77
В настоящее время остаются актуальными ГОСТы, принятые еще в 1977 году. Они прописывают функциональные особенности сварочного оборудования, в частности, полуавтоматов для аргонодуговой сварки. В перечень требований включены такие, как функциональные возможности, устойчивость к внешним факторам, значения сварного тока, наличие измерительных и контрольных приборов.
Такое разнообразие требований не позволяет сформулировать все нормы в одном документе, поэтому данный ГОСТ ссылается на ряд второстепенных нормативных документов. Таким образом, стандартизация процесса аргонодуговой сварки имеет комплексный подход. Общее количество основных и второстепенных нормативов составляет несколько десятков утвержденных и принятых документов, имеющих силу и в настоящее время, за исключением некоторых несущественных изменений.
Электроды для сварки алюминия гост

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДУГОВАЯ СВАРКА АЛЮМИНИЯ
И АЛЮМИНИЕВЫХ СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ.
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
ГОСТ 14806-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
МОСКВА
ДУГОВАЯ СВАРКА АЛЮМИНИЯ И АЛЮМИНИЕВЫХ
СПЛАВОВ В ИНЕРТНЫХ ГАЗАХ, СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Arc welding of aluminium and aluminium alloys in inert gases.
Welded joints. Main types, design elements and dimensions
ГОСТ
14806-80
Срок действия с 01.07.81
1. Настоящий стандарт распространяется на сварные соединения из алюминия и алюминиевых сплавов при толщине кромок свариваемых деталей от 0,8 до 60,0 мм включительно.
Стандарт не распространяется на сварные соединения трубопроводов.
Стандарт устанавливает основные типы сварных соединений, конструктивные элементы и размеры разделки кромок и сварного шва.
2. В стандарте приняты следующие условные обозначения способов дуговой сварки в инертных газах:
РИНп - ручная неплавящимся электродом с присадочным металлом;
АИНп - автоматическая неплавящимся электродом с присадочным металлом;
АИНп-3 - автоматическая неплавящимся электродом с присадочным металлом - трехфазная;
АИП - автоматическая плавящимся электродом - однодуговая;
ПИП - полуавтоматическая плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
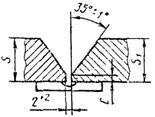
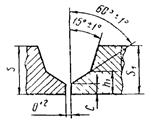
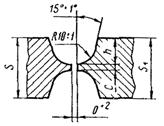
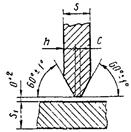
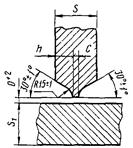
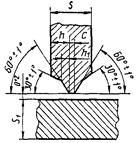
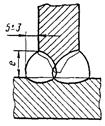
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2-51.
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение соединения
С отбортовкой кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
С двумя несимметричными скосами одной кромки
С двумя симметричными скосами одной кромки по ломаной линии
Со скосом кромок
С криволинейным скосом кромок
С ломаным скосом кромок
С двумя симметричными скосами кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скосами
С двумя несимметричными скосами кромок
С двумя симметричными ломаными скосами одной кромки
(Измененная редакция, Изм. № 1).
Условное обозначение сварного соединения
е, не более
подготовленных кромок свариваемых деталей
От s до 2,5s
* Размер для справок
(Измененная редакция, Изм № 1).
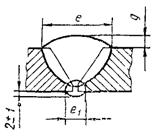
e, не более
* Размер для справок.
От 0 до 0,5s
p, не оолее
От 0,5s до s
Св. 0,5s до s

От s до 1,4s
Табл. 50; 51. (Измененная редакция. Изм. № 1).
5. Кромки свариваемых деталей должны быть обработаны механическим способом, при этом шероховатость обработанной поверхности должна быть не более Rz 40 мкм по ГОСТ 2789-73.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 52, должна производиться так же, как для деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщины деталей
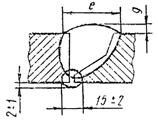
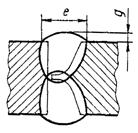
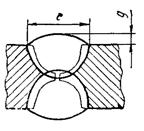
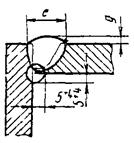
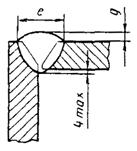
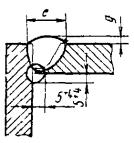
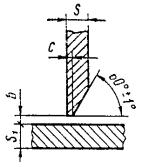
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
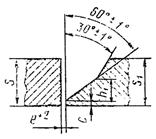
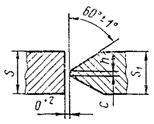
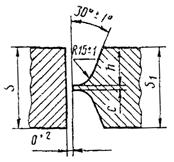
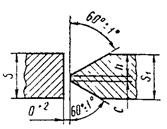
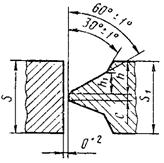
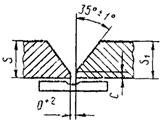
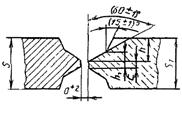
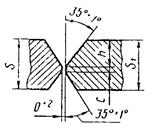
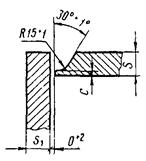
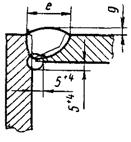
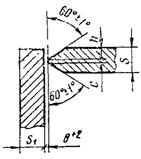
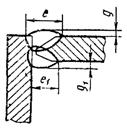
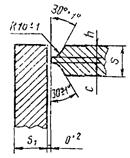
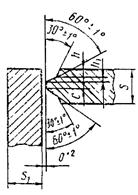
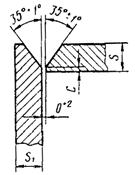
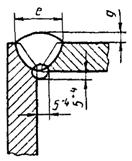
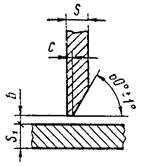
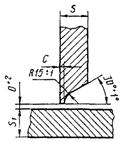
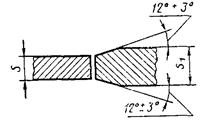
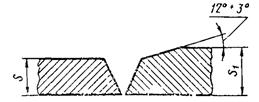
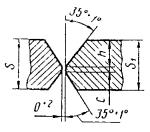
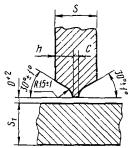
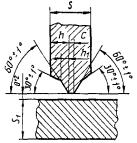
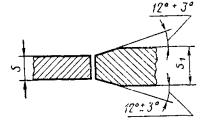
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 52, на детали, имеющей большую толщину s 1 , должен быть сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. 2, 3 и 4.
При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. В стыковых соединениях без скоса кромок деталей толщиной свыше 6 мм при сварке неплавящимся электродом с присадочным металлом для обеспечения направленности его подачи в сварочную ванну разрешается снимать фаску с верхних кромок деталей размером 1,0 - 1,5 мм ´ 45°.
8. При сварке в положениях, отличных от нижнего, допускается увеличение размеров шва, но не более: 2 мм - для деталей толщиной до 25 мм; 3 мм - свыше 25 мм.
9. При сварке в гелии на постоянном токе размеры шва могут быть уменьшены до 15 %.
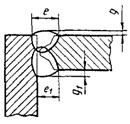
10. Для расчетных угловых швов значения катета K п (черт. 5) должны быть установлены при проектировании.
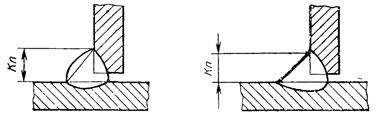
Примечание . Катетом Кп, определяемым при проектировании, является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший.
11. Предельные отклонения величины катета расчетных швов должны соответствовать:
+2,0 мм при K < 5 мм;
+3,0 мм при 5 £ K £ 8 мм;
+4,0 при K > 8 мм.
12. Для стыковых соединений допускается уменьшение размера с до (2±1) мм, для тавровых и угловых соединений до 1 +1 мм.
13. В нахлесточных соединениях сварной шов не должен выступать над поверхностью детали более чем на 1 мм.
14. При сварке технического алюминия допускается увеличение размеров швов до 20 %.
15. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Расчистка абразивными кругами не допускается.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.07.80 № 3826
2. Периодичность проверки - 5 лет.
3. Взамен ГОСТ 14806-69
4. Ссылочные нормативно-технические документы
Обозначение в НТД, на который дана ссылка
5. Срок действия продлен до 01.07.96 Постановлением Госстандарта СССР от 03.05.90 № 1078
6. Переиздание (декабрь 1990 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 1-90)
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры

4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 51.
е, не более
От s до 2,5 s
s = s 1
е 1 , не более
e , не более
От 0 до 0,5 s
p , не оолее
От 0,5 s до s
Св . 0,5s до s
s 1 ³ 0, 5 s
s 1 ³ 0, 7 s
От 0,5 s 1 до s 1
От s 1 до 1,4 s 1
От 0,5s до s
От s до 1,4 s
6. Переиздание (декабрь 1990 г.) с Изменением № 1, утвержденным в октябре 1989 г. (ИУС 1-90)
Читайте также: