Электроды для сварки алюминия инвертором
Обновлено: 05.05.2024
Стержни, покрытые обмазкой со специальным химическим составом — это электроды по алюминию, которые довольно редко используются на крупных предприятиях.
Такими изделиями пользуются домашние мастера или частные фирмы при ремонте алюминиевых частей бытовых. Отличие — они позволяют избавляться от пленки, появляющейся на цветном металле, что затрудняет сварку.
Нюансы сварки
Перед началом сварочного процесса производятся дополнительные работы по удалению плёночного покрытия с поверхности деталей, иначе соединение будет ненадежным. Один из эффективных методов — это выдержка заготовок в ваннах со щелочной средой, а для приготовления аналогичного раствора нужны простые составляющие: около литра чистой воды; по 50 грамм карбоната и фосфата натрия; 30 граммов жидкого стекла.
[stextbox суспензию нагревают до 65 0 C, а затем опускают в него заготовки.[/stextbox]
Затем проводят зачистку соприкасающихся частей при помощи подручных средств, чтобы дуга устойчиво горела и образовывался шов высокого качества используют инвертор и электроды для сварки алюминия, которые прокаливают в течение двух часов при температуре не менее 200 0 C.
Популярные марки
Производители наводнили рынок электродами по алюминию, но мы
расскажем только о марках, которые пользуются повышенным спросом.
Щелочно-солевые
Алюминиевые электроды марки ОК от компании ESAB модели 96.10, 20 и 50, т. к. изделия обладают высокой гигроскопичностью, хранить упаковки надо в помещениях с минимальной влажностью.
ОЗАНА
Для алюминиевых сплавов типа А0-А3 — применяют марку с цифрой один, а АЛ4, АЛ9, АЛ11 успешно соединяются электродами с цифрой 2.
Детали из чистого алюминия свариваются стержнями из проволоки СвА 1 (ОЗА-1), а для сплавов Al + Si — марки СвАК-З,5,10 (ОЗА-2)
Основа электрода — вольфрам, сварочный процесс происходит под защитой аргона, активация дуги не всегда отличается качеством, поэтому в среде профессиональных сварщиков популярности не имеет.
Foxweld
Относятся к неплавящимся электродам из чистого вольфрама, для применения требуется специальное оборудование.
UTP 48 (UTP 480)
Содержат до 12% Si, формируют ровный мелкочешуйчатого вида шов, стабильная дуга, а шлаковые образования легко удаляются.
Особенности металла
Алюминий сложен для сварочных работ ручным методом, поэтому на крупных промышленных предприятиях используется специальная техника. Вот перечень основных особенностей металла, усложняющих процесс сварки:
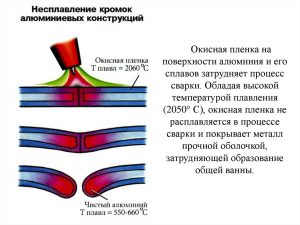
- Наличие на поверхности оксидной пленки, чтобы удалить это образование нужно нагреть металл до температуры 2 тыс. градусов.
- Расплавленный металл быстро окисляется на открытом воздухе, поэтому тяжело делать цельный шов — надо обеспечивать защиту инертным газом.
- Металл при расплавлении становится текучим, поэтому применяются теплоотводящие прокладки.
- При остывании алюминий, особенно его сплавы с кремнием, имеют склонность к образованию трещин во время кристаллизации.
- Показатель линейного расширения довольно высокий, поэтому при остывании шов деформируется.
Дома или в мастерских малого бизнеса применение специального оборудования дорого и нерентабельно, поэтому используется ручной вид сварки.
Изделия для РД сварки

Для дуговой сварки используются плавящиеся электроды по алюминию, отличающиеся высокой скоростью плавления, поэтому сварка происходит в два-три раза быстрее, а от исполнителя требуются определенные навыки, чтобы не происходило затухания дуги. В такие неприятные моменты мгновенно образуется слой шлака и повторно активировать дугу довольно проблематично. Опытные сварщики советуют не прерывать процесс до полного использования.
Кратко о составе
Покрытие состоит из хлорида и фторида щелочноземельного или щелочного металла, которые легко вступают в реакцию с пленкой при активации сварочной дуги, а комплексные соединения образуют шлак. Для конкретных задач выбираются электроды с разными покрытиями, некоторые из них позволяют легировать металл шовного соединения, благодаря специальным добавкам, находящимся в обмазке. Особый химический состав стержня принимает активное участие в этом процессе.
Применение инверторов
Так как алюминий считается трудно поддающимся сварке металлом, поэтому использование инвертора и электродов для сварки алюминия обеспечивает формирование высокого качества шва. Основные преимущества инверторного оборудования:
- Малое потребление электрической энергии при высоком КПД.
- Защищен от перепадов напряжения, поддерживает стабильный ток.
- Компактность устройства позволяет применять его в любых условиях.
- Позволяет работать с любыми сплавами, независимо от их совместимости.
- Используются электроды по алюминию любого вида.
При использовании полярности обратного типа применяют стабильную подачу силы тока, чтобы дуга не затухала, а шов формировался только высокого качества.
Для дюрали
Дюралюминий — это высокопрочные сплавы на основе алюминия с добавлением меди, марганца или магния. Для сварки по дюралю подходят практически все электроды, которые были разработаны для сварки алюминия, например, ESAB из Швеции марки OK 96.10 или сплавов — ОК 96.50.
Сложность выбора
Предлагаем советы от профессиональных сварщиков, как надо выбирать сварочные электроды по алюминию:
- Расходники по химическому составу должны точно подходить к сплавам.
- Диаметр стержня выбирается соизмеримо с толщиной металла заготовок.
- Перед использованием электроды надо прокалить в печи, но не более двух раз, чтобы не пересушить обмазку.
- Тщательная обработка рабочих поверхностей при помощи щелочных ванн и металлической щетки, с последующей протиркой растворителем.
[stextbox А. Самсонидзе, образование: ПТУ, специальность: сварщик высшей категории, опыт работы: с 2003 года: «Не секрет, что плавка алюминиевых электродов происходит намного быстрее, чем аналогичных изделий из другого металла, поэтому процесс сварки происходит быстрее и возникает риск появления толстого шва, да и тонкостенные детали легко прожечь. Чтобы набраться опыта — работайте с толстым металлом, а постепенно переходите к более тонким образцам».[/stextbox]
Самостоятельное изготовление
Электроды, используемые для сварки или пайки алюминия, стоят дорого, поэтому домашние умельцы стараются сделать их самостоятельно. Как сделать электроды по алюминию в домашних условиях? Предлагаем простой вариант:
- возьмите проволоку из алюминия с диаметром не более 4 мм и нарубите отрезки длиной до 30 см;
- измельченный мел смешайте с жидким стеклом или силикатным клеем, затем окуните в суспензию нарезанные прутки;
- толщина обмазки до 2,0 мм, потом высушить готовое изделие.
Такая простая конструкция самодельных электродов позволяет успешно выполнять сварочные работы, получая шов высокого качества, что во многом зависит от опыта исполнителя.
Выводы
Сварочные работы, связанные с алюминием — это сложная и трудоемкая работа, без опыта и умения выполнить аналогичную операцию не у всех получится, только квалифицированные сварщики гарантируют качество и надежность отремонтированных изделий.
Техника сварки инвертором алюминия электродами в домашних условиях
Высокая прочность, малый удельный вес и доступная цена сделали алюминий одним из самых популярных металлов. Его используют везде: от авиакосмической отрасли до производства домашней утвари. Ремонт алюминиевых изделий и создание собственных конструкций в мастерской на дому затруднены рядом особенностей металла. Сварка алюминия электродом в домашних условиях инвертором – один из способов преодоления этих сложностей, не требующий дорогостоящего оборудования и высокой квалификации работника.
Особенности работы
Температура плавления металла 660 о С. При нагреве атомы вступают в реакцию с кислородом, образуя слой тугоплавкого оксида алюминия с температурой плавления свыше 2200 о С. Этот слой препятствует полноценному формированию шва.
Алюминий обладает высокой теплопроводностью и электропроводностью. На практике это означает, что для прогрева металла заготовки, особенно при большой толщине, придется использовать большие значения рабочего тока.
Металл и его сплавы характеризуются также высокой текучестью, затрудняющей работу в ряде сварочных положений.
Чтобы предотвратить контакт расплава и кислорода воздуха, используют сварку в газовой среде. В рабочую зону подают гелий, аргон или его смеси, вытесняющие воздух и создающие защитное облако. Этот способ требует дорогостоящего оборудования и постоянной подачи газа. Он экономически эффективен при больших объемах работ.
Для ограниченных объемов работы на дому подойдет ручная электродная сварка постоянным током. Для этого производятся электроды с покрытием, оптимизированные для применения с теплопроводящими материалами.
Что нужно знать, чтобы сделать качественный шов?
Чтобы получать прочные и долговечные соединения, необходимо знать и учитывать следующие моменты:
- изделия из алюминиевых сплавов всегда покрыты слоем тугоплавких оксидов;
- перед началом сварки этот слой следует снять с помощью механической зачистки или протравливания;
- оксидный слой быстро восстанавливается на воздухе, поэтому обработку нужно проводить непосредственно перед сваркой;
- цвет алюминиевой заготовки при нагреве практически не меняется, следить за температурой визуально не удастся;
- при нагреве снижается прочность изделия, это может привести к появлению микродефектов в ходе кристаллизации.
Учет этих особенностей позволяет избегнуть типовых ошибок, когда нужно заварить алюминиевые заготовки на дому.
Можно ли инвертором?
Как варить алюминий инвертором и можно ли вообще это сделать? Такая возможность существует. Использование электродов с обмазкой дает возможность работать с использованием обычных инверторов средней мощности бытового класса. Разумеется, такими устройствами можно сваривать только заготовки толщиной 3-4 мм. Для более толстых потребуется мощные полупрофессиональные инверторы.
Специфика
Сам инвертор, применяемый для сварки алюминиевых заготовок, может быть начального уровня, бытового класса. Решающее значение играет подготовка поверхности, подбор сварочных материалов и тщательное соблюдение технологии.
Электроды серий ОЗ обладают отличными эксплуатационными качествами. Но проявляются эти качества только при низкой влажности материала обмазки. Поэтому до применения их обязательно нужно прокалить при температуре 120-140 о С в течение 40 минут. После прокаливания электроды нужно хранить в печи или в специальном герметичном футляре.

В ходе работы нужно соблюдать внимательность и осторожность. Высокая текучесть расплава и его тенденция к образованию брызг не позволяет работать в вертикальном и потолочном положениях. И в нижнем сварочном положении рекомендуется использовать подкладные пластины, чтобы предотвратить протечку расплава.
Во избежание температурных деформаций в ходе затвердевания швы нужно стараться по возможности размещать дальше друг от друга.
Каким должен быть аппарат?

Особо специфических условий к аппарату не предъявляется. Он должен поддерживать рабочий ток, достаточный для выбранной толщины заготовки и диаметра электрода. Рабочее напряжение выставляется в районе 22-24 вольт.
Аппарат должен поддерживать режим обратной полярности.
Большой запас по току приводит к росту габаритов, веса и повышенному расходу электроэнергии.
Если планы на сварку алюминия большие и такие работы планируется выполнять постоянно, то лучше сразу приобрести устройство, поддерживающий режим TIG, или сварку неплавким электродом в аргоновой или гелиевой защитной атмосфере. Электрод может быть из вольфрама или графита. Такой полуавтомат позволяет варить и обычными стержневыми плавкими электродами без подачи газа.
Электроды

Наиболее популярными электродами, применяемыми по алюминию для инверторной сварки, являются изделия следующих серий:
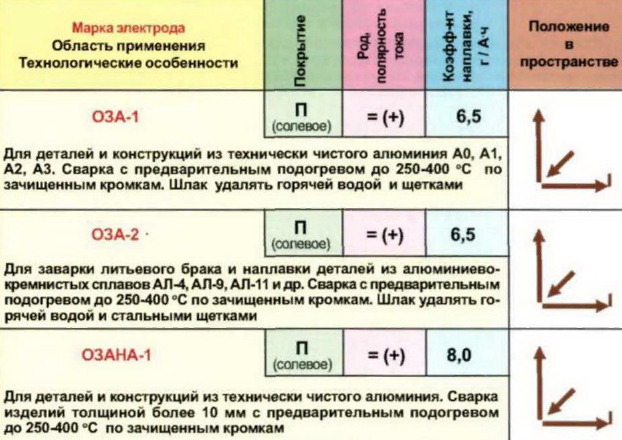
- ОЗА-1. Служит для сварки чисто алюминиевых заготовок. Перед сваркой требуется снять оксидный слой и подогреть поверхность для ее осушения.
- ОЗА-2. Применяется для наплавных работ кремниево-алюминиевыми сплавами. а также для ремонта брака отливок.
- ОЗАНА-1. Для чисто алюминиевых деталей толще 10 мм. Прогревать их необходимо до 400 о С.
- ОЗАНА-2. Модификация для сварки алюминиевых сплавов.
- ОКБ96.20. Для работы по алюминиевым сплавам, легированным Mn, Mg и Si. Применим и по дюралюминию.
[stextbox получения прочного и долговечного соединения необходимо использовать электроды строго по назначению. Для этого следует определить тип алюминиевого сплава, который собираются сваривать.[/stextbox]
Техника сварки покрытыми
Сварка деталей из алюминия инвертором проводятся с использованием тока обратной полярности, в нижнем сварочном положении. Это обуславливается высокой текучестью расплава и необходимостью поддерживать высокую скорость движения электрода
Электрод следует подносить перпендикулярно линии шва либо с небольшим наклоном назад. Траектория движения- прямая, без поперечных качаний.

Рабочие режимы для сварки алюминиевых деталей разной толщины.
Содержащиеся в составе обмазки вещества повышают сопротивление материала сварочной ванны прохождению тока, это осложняет повторный розжиг электродуги.
Если дуга погасла, следует снять слой шлака с кратера и с кончика стержня, отступить на 1 см назад. Остаток шва и кратер должны вариться повторно, чтобы не возникла пористость.
По окончании шва его поверхность зачищается от шлаков и промывается водой.
Правила подготовки и проведение
Сваривать ответственные соединения алюминиевых заготовок лучше всего методом аргонодуговой сварки. Метод с использованием инвертора и стержневых плавких электродов позволяет получить качество, достаточное для домашнего ремонта или конструирования. Как сварить заготовки из алюминия в домашних условиях инвертором?
Прочность и долговечность шва во многом определяется качеством и тщательностью подготовительных работ. Они призваны удалить слой оксидов с высокой температурой плавления, покрывающий любую деталь из алюминия или его сплавов при контакте с воздухом.
[stextbox предварительного прогрева заготовок толще 4 мм следует использовать газовую горелку.[/stextbox]
Работы выполняются в такой последовательности:
- зачистить область шва и околошовную область с помощью проволочной щетки или угловой шлифмашины;
- для зачистки можно применить и химический способ, обработав поверхность реагентом;
- прокалить электроды, чтобы избавиться от влажности обмазки;
- при необходимости прогреть заготовки;
- рука с горелкой должна двигаться с постоянной скоростью по прямой траектории, без поперечных качаний.
По окончании шва его следует зачистить от слоя шлака, тщательно промыть водой и просушить. Это снижает риск возникновения и распространения коррозии.
Заключение
Сварка алюминия электродом с обмазкой — доступный и несложный метод, применимый в домашних условиях. Для этого необходимо использовать инвертор, качественные электроды и соблюдать технологию.
Электроды для сварки алюминия
Электрод является незаменимым элементом сварки, без него процесс соединения двух металлических частей был бы невозможен. В зависимости от обрабатываемого материала, это изделие может обладать различными свойствами. Поскольку алюминий мягкий металл, то для него и электроды требуются специальные.


Особенности
TIG сварка со смесью газов аргона или гелия – самый верный способ сварить алюминий, особенно если речь идет о тонких пластинах. Если использовать только гелий в качестве защитного газа, то образующаяся дуга и возможность глубокого проникновения могут лучше всего подойти для более толстых заготовок. При использовании только лишь аргона, поверхность недостаточно очищается от оксидной пленки. В результате шов получается пористым, а значит, менее прочным.
При работе с алюминиевыми электродами источником тепла является дуга между расходуемым элементом и основным металлом.


Такие изделия можно использовать для сваривания сплавов алюминия и желательно, чтобы электрод и заготовка были схожи по составу.
Имеющийся на поверхности флюс, который является обязательной составляющей алюминиевого электрода, способен удалять оксидный слой на основном металле, в то время как поток электродов удерживает оксиды от образования пленки на расплавленном металле. Именно флюс защищает сварной шов по мере его охлаждения и образует защитный барьер, который отлично работает даже в ветреную погоду.
В зависимости от коэффициента покрытия или толщины флюсового слоя, такие электроды делятся на 3 группы:
- с легким покрытием;
- со средним покрытием;
- с тяжелым покрытием.



Флюсовое покрытие на сварочных электродах имеет ряд преимуществ:
- защищает зону сварки от оксидации путем обеспечения необходимой атмосферы вокруг дуги;
- производит шлак с низкой температурой плавления, который растворяет примеси, присутствующие в металле, такие как оксиды и нитриды;
- определяет размер зерна сваренного металла;
- добавляет легирующие элементы к свариваемому металлу;
- стабилизирует дугу;
- уменьшает разбрызгивание сварочного металла;
- концентрирует поток дуги и уменьшает тепловые потери, что приводит к увеличению температуры дуги;
- замедляет скорость охлаждения сварного шва и ускоряет процесс затвердевания;
- увеличивает скорость осаждения металла и увеличивает глубину проникновения.
Электродное покрытие может состоять из двух или более компонентов. Различные типы покрытий используются для различных типов металлов, подлежащих сварке.
Шлакообразующими ингредиентами являются оксид кремния (SiO2), оксид марганца (MnO2), оксид железа (FeO), асбест, слюда. В некоторых случаях также используется оксид алюминия (Al2O3), но он делает дугу менее стабильной.
К числу ингредиентов, улучшающих характеристики дуги, относятся оксид натрия (Na2O), оксид кальция (CaO), оксид магния (MgO) и оксид титана (TiO2).
Дезокисляющие – графит, древесная мука, углекислый кальций, крахмал, целлюлоза, доломит. В качестве связующих материалов используются силикат натрия, силикат калия и асбест.
Легирующими элементами, применяемыми для повышения прочности сварного шва, являются ванадий, кобальт, молибден, алюминий, хром, никель, цирконий, вольфрам.



Обзор видов
Вольфрамовые
Для инверторной электродуговой сварки алюминия используют чаще всего электроды с вольфрамом.
Церированный вольфрамовый электрод имеет огромные возможности для работы при более высоких температурах. Он также довольно часто используется с современными технологиями. Его можно и нужно применять при работе со сварочным инвертором, который необходим для обеспечения стабильности подачи тока.
Такое изделие может быть использовано как для дуговой сварки переменным, так и постоянным током.
Церированный вольфрамовый электрод позволяет увеличить сварочную силу тока на 25-30% по сравнению с чистым вольфрамом того же диаметра.
Таким образом, в настоящее время в тяжелой промышленности для осуществления сварочных процессов преимущественно используются церированные, торированные, лантанированные и цирконированные вольфрамовые электроды не только для сплавов, но и для чистого алюминия.
В таком изделии около 97% вольфрама и всего 2% церия. Это лучшее решение для установки с небольшой силой тока. Основная сфера использования – сварка тонких пластин, труб.
Лантанированные электроды содержать лантан. Они дают превосходную дугу, которая долгое время сохраняет стабильность. Изделия идеально подходят для работы с отрицательными электродами при постоянном и переменном токе. Лантан равномерно распределяется по поверхности шва.
Если требуется обеспечить сварку с минимальным количеством разбрызгивания, тогда стоит применять цирконированный вольфрамовый электрод.


Еще один вариант – редкоземельный электрод, в состав которого могут входить различные добавки оксидов и металлов.
На каждой упаковке к таким изделиям точно указан полный состав. В зависимости от него меняются свойства во время проведения сварочных работ.
Выбрать электрод для работы несложно, необходимо только знать, какими качествами обладает каждый из видов. Отличает их между собой цвет покрытия. В крайнем случае всегда есть возможность применить обычное вольфрамовое изделие.


Графитовые
Графитовые электроды используются в дуговой сварке как с постоянным, так и переменным током. Удельное электрическое сопротивление графитовых электродов обеспечивает максимальную токоведущую способность без перегрева. Насыпная или кажущаяся плотность более высокая, что, как правило, отражается на качестве шва.
Прочность на изгиб высокая, что приводит к снижению частоты обрыва. Прочность на растяжение так же более высокая. Коэффициент теплового расширения низкий, что дает лучшую устойчивость к тепловому удару.
UHP-графитовый электрод используется в основном для ультравысокой мощности электрической дуги с плотностью тока более 25 а/см2.
Такие изделия выдерживают большие токи и высокую скорость разряда. Они не так легко деформируются, устойчивы к растрескиванию и сколам, окислению. Электроды этого типа обладают высокой механической прочностью, низким электрическим сопротивлением. Они дают необходимую точность обработки.
На поверхности таких изделий не должно быть более 2-х дефектов при использовании или поперечной трещины. Если имеется продольная трещина, то ее длина должна составлять менее 5% от окружности электрода, а ширина варьироваться от 0,3 до 1,0 мм.
Угольные
Широко используются 2 типа угольных электродов. Предварительно обожженные углеродные электроды изготавливаются из смеси углеродистых частиц и каменноугольной смолы, которая выступает в качестве связующего звена. Электрод образуется путем выдувания из нагретой пластиноподобной смеси и впоследствии запекается. Конечная температура обжига достаточна для карбонизации связующего элемента. Она составляет около 850°С. При таком показателе связующий компонент устанавливается, все летучие вещества уходят, а значительная часть продукта подвергается усадке.
Самоспекающиеся электроды – смесь помещается в трубчатый металлический корпус. Кожух содержит продольные перфорированные ребра, которые окружены углеродом.
Изделия изготавливаются в погружных дуговых печах. Среди них есть различные сплавы и соединения. Каждый используется при сваривании определенного типа металла.
Угольные электроды аморфны. Они образуются из смеси частиц, наполнителей. Предварительно обожженные изделия изготавливаются во всех диаметрах до 1500 мм. Некоторые производятся в виде четырехугольников, все зависит от используемой печи.


Производство углеродных электродов является капиталоемким бизнесом. Производители прямых штыревых углеродных электродов следуют установленным спецификациям, принятым для графитовых электродов. Единые стандарты не существуют для бесконтактных соединений, что приводит к ограниченной взаимозаменяемости между брендами. Диаметры электродов предлагаются как в американских, так и в метрических размерах без ограничений на уникальные габариты.
Марки
Для работы с алюминием используют покрытые электроды. Из наиболее востребованных – ОЗА-1, который применим исключительно для чистого металла. Перед тем как начать работу, потребуется сначала очистить поверхность от оксидного слоя и дополнительно подогреть ее.
При использовании этого изделия сварной шов получается сложным. Его обязательно нужно промывать водой, но ее предварительно подогревают. Шов очищается металлической щеткой. У описываемого расходника имеется и недостаток – очень сложно качественно выполнить работу в вертикальном положении, поскольку начинает образовываться дополнительная дуга.
Для сращивания кремниево-алюминиевого сплава лучше всего использовать ОЗА-2.
Так же для толстых деталей, изготовленных из чистого алюминия, используют электрод ОЗАНА-1. Прогрев осуществляется до температуры в 400°С. ОЗАНА-2 – модификация того же изделия, используемая для алюминиевых сплавов.
Если материал легирован силеном, марганцем или магнием или необходимо сварить дюралюминий, тогда идеальным решением станет электрод под маркой ОКБ96.20.
В такой отрасли, как машиностроение, используется электрод под маркой ОК96.50. Его стержень изготавливается из алюминия, а поверх наносится кремний и железо, при этом толщина изделия может быть разной.
Сварка возможна только током обратной полярности. Если использовать обмазку щелочно-солевым составом, то можно сформировать защитный слой, который нейтрализует оксидную пленку, негативно сказывающуюся на качестве шва.
Опытные сварщики перед использованием этого электрода советуют прогревать заготовку до температуры в 250-300°С.
Советы по использованию
Если технология сварки тщательно соблюдается в домашних условиях, то никаких проблем с получением качественного шва возникнуть не должно.
При отсутствии познаний в технических характеристиках разного рода электродов для алюминия можно всегда варить простым изделием.
Для более сложных работ, где требуется хороший, прочный и непористый шов, потребуется правильно подобрать марку проводов.
Перед сваркой обязательно нужно качественно зачищать поверхность, подлежащую обработке. Сделать это можно как механическим, так и химическим методом. После очистки сваривать детали советуют не позднее чем через 8 часов. Если прождать дольше, то оксидная пленка снова начнет появляться, в результате – плохой сварной шов, и чем больше времени проходит, тем ниже его качество.
Возможные проблемы
Какие электроды использовать для сварки алюминия, смотрите далее.
Виды электродов по алюминию и тонкости выбора
Алюминий и сплавы на его основе свариваются сложно. Это объясняется негативным воздействием внешних факторов, текучестью металла, его тугоплавкостью, наличием оксидной пленки. Сварка с применением электродов по алюминию делает процесс доступным и малозатратным. Электроды имеют низкую температуру плавления и специальные добавки для стабилизации процесса.
Марки электродов для сварки алюминия
Приведенный перечень электродов применяется при сварке алюминиевых конструкций с помощью инвертора. Изделия со спецобмазкой позволяют работать с алюминиевыми деталями или сплавами на основе алюминия с кремнием либо марганцем, например, АМг и АМц.
Расходные материалы для сварки диаметром 3 мм выпускаются длиной 225-300 мм, а при диаметре 4-5 мм имеют длину 350-450 мм.
Электроды ОЗАНА
ОЗАНА-1. Расходники с солевой обмазкой подходят для сварки чистого алюминия марок А0-А3. Тонкостенные детали толщиной до 10 мм можно соединять без предварительного подогрева. Остальные детали прогреваются до температуры 200° в течение 30 минут. Для работы необходим переменный ток обратной полярности. Возможна сварка нижних и потолочных швов.
ОЗАНА-2. Предназначены для сваривания сплавов алюминия и кремния. Не подходят для наплавки, ремонта литейного брака. Иногда для работы необходимы дополнительные алюминиевые флюсы.
Электроды ОЗА
Электроды по алюминию изготовлены из стального стержня с соляной обмазкой. Выпускаются диаметром 4, 5 и 6 мм. Марка подойдет для сваривания заготовок из чистого алюминия и его сплавов. Ограничение по толщине деталей — от 3 мм до 16 мм. Ток сваривания – постоянный, с обратной полярностью. Нужен предварительный подогрев свариваемых торцов до 250°С. Подготовительная зачистка кромок обязательна.
Марка УАНА
Электроды этой марки предназначены для заготовок из литейных и деформируемых алюминиевых сплавов. Условия подготовки кромок и сваривания — как и для марки ОЗА. Расположение шва — верхнее и нижнее.

Продукция шведской компании ESAB
Категория щелочно-солевых электродов ОК96 производится для сваривания и наплавления деталей из алюминия и сплавов. Процесс происходит в среде защитного инертного газа аргон. Расходники производятся нескольких модификаций.
ОК 96.10. Назначение – сварка алюминия в чистом виде без технических примесей. Производятся с обмазкой композитным материалом из солей хлора и фтора. Шов ложится ровно и аккуратно, без разбрызгивания металла. Шлаки легко удаляются с поверхности.
При малом токе происходит залипание материалов. Нагревать стержни не обязательно, но желательно, потому что так можно снизить их расход. Кромки защищать не придется. Достаточно лишь обдать их горячей водой. Подходят для работы с дюралюминием.

ОК 96.20. Марка электродов для сварки слабонагруженных конструкций с минимальными требованиями. Они успешно сваривают сплавы с содержанием магния и марганца не более 3%. В составе стержня есть добавки марганца. Тип покрытия – солевое. Сваривать можно в любом положении, с предварительным нагревом до 220°С.

ОК 96.50. Востребованы при сваривании алюминиевых сплавов с включением меди, магния или марганца. Электродный стержень состоит из алюминиево-марганцевого сплава. Может использоваться как присадочная проволока при сварке автогеном. Покрытие прутка сделано щелочно-солевой обмазкой.

Советы профессионалов
При отсутствии опыта выбрать расходные материалы и соединить алюминиевые элементы непросто. Поэтому советы мастеров будут кстати.
- Лучше, когда состав заготовки и сплав алюминиевых электродов точно соответствуют друг другу. Проверить это можно по информации на упаковке.
- Сечение электродов для сварки должно отвечать толщине стенки. Если варить толстым стержнем тонкий лист, то прожог неизбежен.
- Разница толщин допускается не более 1 мм.
- Просушенные 2-3 раза расходники теряют качество и использовать их не рекомендуется.
- Предварительная зачистка обрабатываемых сваркой кромок обязательна.
- Новичкам сварочного дела следует начинать с толстых деталей. Сварочный процесс протекает очень быстро, и тонкий металл легко прожигается.
- Алюминий отличается повышенной текучестью, поэтому тонкий шов получить достаточно сложно.
- Прогревать электроды перед работой нужно тем дольше, чем толще свариваемый металл.
- Хорошему плавлению основного металла способствуют умеренные токи.
- Толстые заготовки лучше прогревать участками. Готовый шов очищают от шлака, промывают горячей водой, обрабатывают щеткой и варят дальше.
Особенности сварочного процесса
Сварочный процесс очень чувствителен к чистоте поверхностей свариваемых деталей по физическим и химическим параметрам. Детали необходимо зачистить металлической щеткой или напильником и протереть растворителем. Таким образом снимается оксидная пленка. Защитная среда и газ не в состоянии от нее избавиться.
После тщательной подготовки можно начинать сваривание алюминия с применением инвертора. Ток должен быть только постоянным с обратной полярностью, потому что переменный ток не дает хорошего шва. Сварочный ток для дуговой сварки нужно точно подбирать. Исходят из того, что на 1 мм толщины свариваемого листа необходимо 25-30 А. Так, при толщине стенки 4 мм потребуется ток 120 А.
Действовать нужно быстро, чтобы шов получился качественным. Сложности при сварке возникают из-за того, что электроды для алюминия плавятся в 3 раза быстрее стальных. При наплавке металла дугу следует держать близко к детали.
Почти все марки электродов для сваривания алюминия предварительно прогреваются в печи при 200°С пару часов, потому что при резком скачке температуры металл сильно разбрызгивается. Надежные сварные соединения получаются при прогреве стыков с помощью газовой горелки. Температура нагрева тем выше, чем больше толщина детали.
Шов основательно зачищается от шлаков, а затем обливается горячей водой. Такой прием замедляет процесс остывания, снижает коробление и минимизирует образование трещин. Охлажденную конструкцию нужно повторно зачистить в месте сварочного шва. Остатки шлаков становятся причиной образования коррозии.
Видео по теме: Электроды для сварки алюминия
Читайте также: