Электроды для сварки натяжных потолков
Обновлено: 14.05.2024
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации

Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Способы варки потолочных швов
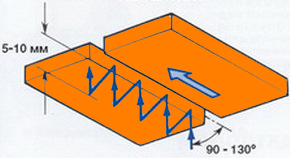
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.

Способ сварки полумесяцем
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.

Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.

Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Электродные полосы для сварки натяжных потолков
В процессе изготовления натяжных потолков производят сварку полотен натяжного потолка и приваривание гарпуна к полотну. Для выполнения этих операций используют прямолинейные электродные полосы нескольких конфигураций. Выбор той или иной конфигурации зависит от используемого оборудования ТВЧ и предпочтений производителей потолков. Как говорится, дело привычки.
При выборе электродов для сварки швов надо учитывать дифференциал покупаемого электрода. Мы предлагаем электроды с оптимально подобранным дифференциалом 2/10.
Электроды для станков ТВЧ (электродные полосы) используемые для сварки швов и приваривании гарпуна достаточно долговечны, но держать их в запасе будет совсем не лишним. Сейчас в основном используются итальянские электродные полосы, которые мы вам и предлагаем.

прайс-лист на электроды (электродные полосы)
прайс-лист на диэлектрик (электрокартон)
Электродные полосы с обрезной кромкой (сварка + обрезка)
Предназначены для сварки полотен натяжного потолка.

электрод № 6
дифференциал 2/10
толщина полосы: 1,50 мм
высота: 23 мм; длина: 67 мм

электрод № 6SP
дифференциал 2/10
толщина полосы: 1,50 мм
высота: 23 мм; длина: 67 мм

электрод № 7
дифференциал 2/10
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм

электрод № 7SP
дифференциал 2/10
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм
Электродные полосы без обрезной кромки (сварка)
Предназначены для приварки гарпуна к полотну натяжного потолка.

электрод рельефный № 45/0
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм

электрод рельефный № 45
толщина полосы: 3,0 мм
высота: 23 мм; длина: 67 мм

электрод рельефный № 54
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм

электрод рельефный № 32TC
толщина полосы: 3,0 мм
высота: 23 мм; длина: 67 мм

электрод плоский № 2С
толщина полосы: 2,25 мм
высота: 23 мм; длина: 67 мм

электрод плоский № 2E
толщина полосы: 3,0 мм
высота: 23 мм; длина: 67 мм
Диэлектрик для станков ТВЧ (электрокартон, электроизолятор)
При покупке станка ТВЧ его комплектуют начальным количеством диэлектрика (электрокартона), в - дальнейшем его необходимо будет покупать самостоятельно.
В качестве диэлектрика можно использовать электрокартон, прессшпан, тефлоновые ленты и тефлоновые полотна. Мы используем на своём производстве тефлоновые ленты с самоклеющейся основой, это облегчает замену и использование диэлектрика.
Мы используем позиционер для гарпуна шириной 5 см и поэтому для него выбрали тефлоновую ленту аналогичной ширины. На сварке швов мы используем тефлоновые ленты японской компании «Нитофлон», их выбор был сделан путём подбора вариантов сварки и надёжности получаемого шва.
Тефлоновые ленты поставляются в рулонах, а тефлоновые полотна можно приобрести необходимой длины при ширине 1,0 метр.
Оборудование для изготовления натяжных потолков
Станок ТВЧ для сварки ПВХ модель 2П-3.2. На ваш выбор: 220 или 380 Вольт.
Для сварки полотна применяется электрод длиной 670 мм и шириной 1,5 мм (2,25 мм). Свариваемая площадь равна 670х1,5 - 1005 мм 2 (670х2,25=1508 мм 2 )
Станка мощностью 3 кВт хватает, чтобы сварить 13000 мм 2 , а 5-киловаттного хватит, чтобы сварить 20000 мм 2 .
Зачем переплачивать за избыточную мощность?
Регулировка плоскости электрода 4 винтами.
Держатель электрода длиной 680 мм (максимальный размер итальянских электродов).
Раздельная регулировка плавности хода вверх, вниз и отключение пневмо прижима (механический прижим).
Раздельная регулировка давления для сварки полотна и приварки гарпуна.
Подготовка воздуха (очистка воздуха от влаги и пыли).
Блок искровой зашиты электронный с регулировкой чувствительности защиты от пробоя и перегрузки.
Бронзовые втулки для регулировки механических зазоров.
Регулировка хода цилиндра.
Упаковка, общий вид.
Комплектность:
- Комплект дублированных электродов (для полотна, ширина 2,25 мм - 1шт., для гарпуна, ширина 3 мм - 1шт.)
- Держатель гарпуна фрезерованный - 1шт.
- Диэлектрик (электрокартон) - 3 м2 + тефлоновый скотч.
Габаритные размеры:
- в сборе: 1,05 х 1,6 х 1,45- обратите внимание на дверные проемы.
- разобранный, в фанерной коробке: 1,2 х 1.8 х 1,0
Объем 2,2 м 3
Вес - 320 кг.
Компрессор
Соединить блок подготовки воздуха к компрессору при помощи 8 мм пластикового шланга
Шланг и компрессор приобретаются самостоятельно, в комплект НЕ входят.
Электроды и приспособления для натяжных потолков
| Электроды для сварки полотна | |
| №6, ширина 1,5 мм | |
Установка электрода при сварке натяжных потолков
На электроде (полосе) пишется 1/10 , 2/10 , 3/10
С помощью четырех винтов добиваемся необходимого положения электрода по плоскости и углу опускания. От этого зависит, в какую сторону будет вытесняться сваренный материал (язычок).
ПОДКЛЮЧЕНИЕ, УСТАНОВКА
Основные технические характеристики для подключения.
| Модель | Электропитание | Мощность потребляемая | Частота колебаний | Сварочная площадь | Характеристики для медного провода |
| 2П-3.2 | 220V 50Гц | 5,0 кВА | 27,12 МГц | 13000 кв.мм | 2х2,5 кв.мм |
| 2П-3.2 | 380V 50Гц | 5,0 кВА | 27,12 МГц | 13000 кв.мм | 3х2,5 кв.мм |
Размер стола 1,05м х 1,60м. Высота стола 0,80 м. Высота станка в собранном виде 1,68 м
Примечание:
1. Заземление.
2. Диаметр провода заземления такой же или более, как у электропривода.
3. Станок должен быть подключен через автоматический выключатель: Не менее 25A
4. Диаметр пластикового воздушного шланга 8 мм.
ВНИМАНИЕ, ЛАМПА имеет ресурсный срок.
- После сборки лампу необходимо тренировать, то есть у лампы есть начальный ток, это когда включаем генератор БЕЗ прижима, как бы вхолостую. На лампе Е3062 = 0,2-0,25А. Первое время рабочий ток не должен превышать начальный более 10%, то есть работать можно со свариваемой поверхностью, не превышающей 15% от максимальной (на 3 кВт = 13000 мм 2 .), другими словами электродом 2,25 мм и длиной 0,67 м = 1500 мм 2 .
- Еще одно немаловажное условие долговечности работы - охлаждение лампы после работы. Остановив работу машины, оставьте вентилятор работать некоторое время до полного остывания лампы.
- При несвоевременном техническом обслуживании пыль находящаяся в резонаторной полости сгорает (вспышка), резко нарастает ток, что в конце приводит к отключению автомата. Во время этого сеточный ток растет лавинообразно и часть сетки разрушается, что приводит к снижению ее эффективных характеристик.
- При отсутствии заземления гарантийные обязательства не лампу не действуют
Для производства небольших объемов рекомендуем полуторакиловаттный двухпостовой станок 2П-1.5. Также его можно использовать как дополнительное оборудование для приварки гарпуна.
Станки для натяжных потолков: характеристика, устройство и принцип работы ТВЧ станков
Натяжные потолки, изготавливаемые из поливинилхлоридных пленок, обладают отличными эстетическими и, вместе с тем, техническими характеристиками. Тем не менее, рулоны ПВХ пленки для натяжных потолков в ширину редко превышают три метра, поэтому для изготовления полотна подходящих размеров узкие полосы, как правило, подлежат сварке током высокой частоты с использованием при этом специальных ТВЧ станков.
Итак, рассмотрим, из чего состоят ТВЧ станки для натяжных потолков, какими техническими характеристиками обладают, а также, каков принцип работы таких станков.

ТВЧ станок для натяжных потолков
Характеристика и устройство ТВЧ станков для натяжных потолков
ТВЧ станок позволяет в итоге получить практически невидимый шов между полосами пленки, по прочности не уступающий любому другому (целостному) участку полотна. Под действием тока высокой частоты на края свариваемых частей полотна они нагреваются, соединяются друг с другом, вследствие чего по окончанию остывания получается ровный и прочный шов, малозаметный для невооруженного человеческого глаза (читайте также статью о багете для натяжных потолков).

Станок ТВЧ с пневмоприводом и подвижным корпусом
При этом возможность ее программирования существенно упрощает работу оператора, управляющего станком. Кроме того, на ТВЧ станке можно работать с материалами практически любых размеров, а простая настройка и проведение большинства циклов сварки в автоматическом режиме позволит сэкономить значительную часть времени и, соответственно, увеличить производительность.
Из чего состоят станки для изготовления натяжных потолков
Станок ТВЧ для натяжных потолков состоит из следующих компонентов:
- Устройства для подавления электрической дуги. Образование нежелательной электродуги способно привести к повреждению как самого материала для натяжного потолка (пропалить его), так и рабочего сварочного электрода. Специальная электросхема, предусмотренная в станке, автоматически снижает мощность генератора тока высокой частоты при малейших признаках появления искр, чем препятствует образованию вредной для полотна и электрода электродуги.

Блок управления станка для натяжных потолков обеспечивает его гибкую настройку для работы в автоматическом режиме
- Подавителя помех. Станок для натяжных потолков оснащается подавителем магнитного рассеивания высокой частоты, а также стабилизаторами частоты, которые используются с целью предотвращения утечек вредных электромагнитных излучений, создающих помехи другим электроприборам и станкам в этом же рабочем цеху. Принцип действия подавителя, по сути, состоит в экранировании рабочего пространства отдельно стоящего станка.
- Предохранительного механизма. При склонности электросети, подключенной к цеху, к перепадам напряжения, предохраняющий механизм обеспечит необходимый уровень защиты и предотвратит пагубное влияние скачков напряжения на станки ТВЧ для натяжных потолков. Реле тока, также предусмотренное в станке, защитит блок его питания и лампу генератора.
- И, конечно, сварочного механизма.
Принцип работы станка ТВЧ для натяжных потолков

Выполнение сварки натяжного полотна в производственном цеху осуществляется силами одного оператора
Рассмотрим, в чем состоит принцип работы станков для спайки натяжных полотен:
- Работа основана на диэлектрическом нагреве свариваемых материалов, приведенных в контакт. При этом сварка может осуществляться как с применением присадочного материала, так и без него.
Обратите внимание! Достоинство такого способа сварки состоит в ее высокой скорости, равномерности, возможности избирательного подвода тепла.
- Спайка проводится между обкладками конденсатора (металлическими электродами), который включен в колебательный контур лампового генератора высокой частоты. Электроды используются как для подвода энергии к месту шва, так и для передачи давления на материал и охлаждения его поверхности. Электродами, которые повторяют конфигурацию шва, он может быть сварен полностью за одну операцию. Последовательным соединением посредством прямоугольного электрода получаются протяженные швы.

Швы сваренного с помощью станка полотна получаются практически незаметными независимо от того, одного цвета составляющие части или нет
- Сварке током высокой частоты подлежат полимерные материалы, чей коэффициент диэлектрических потерь превышает 0,01, то есть поливинилхлорид, полиуретан и прочие.
- Для сварки материалов с коэффициентом ниже указанного на электроды наносят один из вышеперечисленных полимеров. Подобный способ называют контактно-диэлектрической сваркой.
- Во время сварки и прессовки получаются Т-образные или нахлестные швы. Для сварки встык используются схемы с одно- либо двухсторонним расположением электродов.
К сведению! Возможность гибкой настройки станка позволяет точно отрегулировать расстояние рабочей области в зависимости от типа используемого электрода.
Схема сварки полотна для натяжных потолков с помощью станка ТВЧ предусматривает использование разных видов электродов для пленок различной толщины
Следует заметить, что станок для спайки натяжных потолков с таким же успехом на практике используют для изготовления подушек безопасности, устанавливаемых в автомобилях. А так же пляжных сумок, некоторых видов обуви, канцелярских принадлежностей, пляжных и зонтов от дождя.
Но главное, что изготовленное при помощи такого станка натяжное полотно будет надежным и сохранит свои изначальные эстетические свойства даже после прохождения сложного процесса сварки (читайте также другие статьи о натяжных ПВХ потолках).
Читайте также: