Электроды для сварки печей для бани
Обновлено: 20.09.2024

Электродов для РДС — ручной дуговой сварки огромное множество. И как-то их классифицировать по единой схеме не представляется возможным. И хотя их делят по:
- назначению,
- механическим характеристикам,
- химическому содержанию наплавленного металла,
- толщине обмазки.
Но.. для многих это больная тема и даже сварщики со стажем стараются обходить ее стороной используя, как говорится, свои, проверенные электроды, которые подходят по соотношению «цена-качество» и применяются во всех работах.
Многих пугает большой выбор электродов, ведь предполагается, что придется что-то учить или пользоваться таблицами, справочниками для подбора необходимой марки…
Критерии выбора электродов
- Металл, который будете варить
Зачастую, в домашних условиях, используется обычный «черный» металл. И принципиальным моментом здесь является только процент углерода в нем. В зависимости от величины этого процента различают:
- низкоуглеродистую,
- среднеуглеродистую,
- высокоуглеродистую сталь
- и чугун.
Еще широко применяется такая легированная сталь, как нержавейка.
2. Требования, предъявляемые к конструкции
Вы собираетесь варить гаражные ворота и переживаете за то, чтобы ваши петли или завесы не оторвало от тяжелых створок… Или вы собираетесь варить себе козырек над входом в дом, так же переживаете о том, чтобы он у вас не свалился на голову. В этих случаях используются конструктивные методы: подбор необходимого профиля, его толщины, сечения, длины швов, применение накладок, растяжек, раскосов, косынок. Но они никак не влияют на выбор электродов.
А в отношении требований, применяемых к данной конструкции, может быть перепад температур. Например, вы собираетесь варить печь-каменку в баню или это, возможно пиролизный или твердотопливный котел и ваши швы будут подвергаться перепадам температур. Так же швы могут держать на себе вибрационные нагрузки. Например, конструкция под вибростол под изготовление бетонных изделий. Здесь более существенная нагрузка ложится на ваши швы. Или это особый узел. на который будет ложиться колоссальная нагрузка: стульчик под несущую балку, на которую будут опираться плитоперекрытия. В этих и остальных подобных случаях вам нужны электроды, которые обладают повышенными свойствами.
Рассмотрим электроды по типу покрытия. Существует четыре типа покрытий:
• Рутиловое;
• Основное;
• Кислое;
• Целлюлозное.
Мы разберем первые два. Хотя электроды с рутиловым покрытием вы будете использовать в 90-95% работ.
Для того, чтобы правильно выбрать электроды вам нужно знать марку вашей стали, а так же ту металлоконструкцию, которую вы собираетесь сварить. Если вы предполагаете сварить обычную, рядовую металлоконструкцию, например, двери, решетки, ворота, калитки, навес и тому подобное, то вы используете металл, который куплен на металлобазе, а это сталь 3. Поэтому в данном случае вам подойдут электроды с рутиловым покрытием. К ни относят такие марки как:
• АНО-4
• АНО-6
• АНО-21
• АНО-36
• МР-3
• ОЗС-12
• ОК46.00
• Монолит
• Гранит
• Арсенал и тому подобное.
Преимуществами этих электродов является легкий поджиг дуги, как первичный, так и повторный. А значит, они хорошо подходят, как для обварки, так и для прихватки. Эти электроды дают возможность проводить сварку с отрывом дуги, не вызывая при этом пористости шва. Так же они горят при разной длине дуги, особенно у новичков, которые не набили руку и не могут удерживать дугу постоянно на протяжении всей сварки и по мере сгорания электродного тела. Для сварки можно приобрести как инвертор постоянного тока, так и трансформатор переменного.
Электроды с рутиловым покрытием не особо привередливы к состоянию металла, а так же к самому сварщику и их могут «палить» даже новички.
При каких же условиях использовать электроды с основным покрытием?
Если вспомнить два критерия по выбору электрода: марка металла, а так же требования, которые предъявляются к конструкции, то даже если один из критериев отличается от тех, что мы рассматривали ранее, то вам необходимо использовать электроды с основным покрытием. Например, у вас обычная конструкция, но сталь высокоуглеродистая. Или, наоборот, у вас обычная сталь 3, но на вашу конструкцию будет возлагаться особая нагрузка. Вы так же будете использовать в этом случае электроды с основным покрытием, которые будут давать более надежное соединение, а так же повышенные механические свойства самого шва.
К электродам с основным покрытием относятся такие марки как:
отечественные
• УОНИИ 13/45
• УОНИИ 13/55
• УОНИИ 13/65
Зарубежного производства от ESAB
• ОК 48.00
• ОК 53.70
Японские электроды
• Lb 52U и подобные им.
Применение электродов с основным покрытием для начинающего сварщика очень проблематично. Они тяжелее поджигаются, особенно повторно, больше подходят для сварки сплошным швом, не допустимы для сварки с отрывом, а значит, требуют особо точных настроек сварочного тока. Так же ими варят на короткой дуге и они очень требовательны к металлу, который вы собираетесь варить. Кромки должны быть очищены от ржавчины, краски, пятен масла, грязи тому подобного. Они имеют повышенную жидкотекучесть и их достоинством является то, что более отчетливо видна сварочная ванна и меньшее количество шлака выделяется при горении. Однако, для сварки можно подходит только аппарат с постоянным током, т.е инвертор, так же необходимо соблюдать определенную полярность. Что такое полярность, и какая она бывает, читайте здесь.
По мере того, как вы будете набираться опыта, для вас станут более явными отличия использования одних электродов от других, особенности их горения, а так же применения. Это может быть заметно на одной марке электродов от разных производителей.
Всегда перед покупкой электродов, особенно новых для вас, обращайте внимание на ту информацию, которая указана на упаковке. Хотя у наших людей такой менталитет, что смотрят руководство пользователя, когда уже возникли какие-то проблемы, но вы постарайтесь посмотреть эту информацию. Так вы будете заранее знать о свойствах, назначении и применении тех или иных электродов.
На что следует обратить внимание:
- Назначение, марки стали, которые можно варить данными электродами;
- Практически на любой упаковке электродов приводятся данные по силе сварочного тока. Сразу хочется сказать, что это не таблица сварочных токов, которые необходимо выставлять, это всего-лишь крайние пределы: минимальный предел регулировок тока для данного диаметра электрода, его пространственного положения и максимальный. То есть это гарантийные рекомендации данного производителя, чтобы ваш электрод уверенно горел.
- Так же на упаковке можно увидеть информацию о свойствах сварочных швов.
К сожалению, не всегда информацию, которая необходима для работы, можно прочитать на родном языке. Но вы всегда можете найти ее в интернете.
Бытуют разные мнения, какие же все-таки электроды использовать на начальных этапах обучения электросварке. Некоторые склоняются к самым обычным и дешевым, полагая, что научившись ими работать вы сможете варить любыми. Однако, на этапе обучения постарайтесь приобрести более качественные и дорогие электроды. Почему так? С ними вы более отчетливо увидите и поймете сварочный процесс, а потом сможете повышать свой профессиональный уровень, варя менее качественными дешевыми электродами.
Осознание того, что варишь качественными электродами, добавляет 10-15% профессионализма, учитывая ваш психологический настрой во время сварки. Не верите? Попробуйте и убедитесь!
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей

Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.

Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Сварка ТIG
Вопрос №4
Какой газ применяют для защиты шва?
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Сварка полуавтоматом
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Из какого металла лучше варить печь для бани

Самодельные печи для бани, обходятся в среднем в 3-5 раз дешевле заводской продукции. Экономия станет еще больше, если сварочные работы выполняются самостоятельно. При изготовлении своими руками, потребуется определиться со следующим:
- Из какого металла делать печь для бани.
- Какая толщина металла будет оптимальной.
- Электроды какого типа стоит использовать, чтобы обеспечить максимальную прочность сварного шва.
От ответа на все эти вопросы, зависит быстрота прогрева парной, срок и интенсивность эксплуатации самостоятельно изготовленной печи.
Какая марка стали лучше для банной печки
Температура нагрева дымовых газов внутри печи, достигает 450-550°С. При нагреве такой интенсивности, наблюдается деформация металла.
Непосредственное воздействие огня приводит к прогоранию стали. Конечно, можно попросту использовать металл толщиной 10 мм и более, но тогда придется подолгу протапливать парную, тратить большое количество топлива для прогрева. По причине использования толстостенных стальных листов, долговечная печь станет экономически невыгодной.
Задача, стоящая перед мастером – сделать конструкцию достаточно прочную, чтобы предотвратить деформацию, прогорание и одновременно имеющую хорошую теплопроводимость. В заводских условиях, для изготовления банных печей используется металл с высокой степенью жаропрочности.
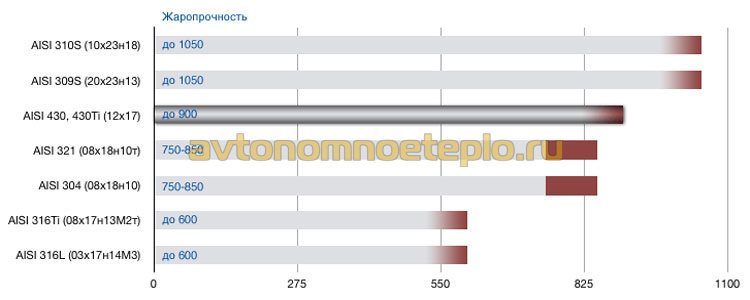
Большинство производителей используют марку хромистой коррозионностойкой нержавеющей стали AISI 430. В бюджетных моделях, железо для банных печей меняют на конструкционную сталь ГОСТ 1050-88. У каждого металла есть свои плюсы и минусы.
Легированная сталь отличается от конструкционной стали следующими характеристиками:
- Устойчивость к влаге – легированная сталь, применяемая при изготовлении печей для бани, нержавеющая. Отсутствует склонность к коррозии даже при интенсивном нагреве. Отечественная марка жаропрочной высоколегированной нержавеющей стали 08Х17Т.
- В некоторых источниках указывается на практически полную идентичность характеристик жаростойких сталей данного типа. Конструкционное железо не отличается коррозионной стойкостью, что приходится учитывать при расчете толщины стенок топки.
- Время эксплуатации – срок службы печей из конструкционной стали, 3-4 года. AISI 430 приходит в негодность за 5-8 лет.
- Возможность ремонтных работ – марки жаростойких сталей для изготовления дровяных банных печей, AISI 430 и 08Х17Т, имеют низкое содержание углерода, что делает возможным проведение сварочных работ. Конструкционное железо содержит соединения серы и фосфора, предающие ему хрупкость и ломкость.
- Жаростойкость – марки жаропрочной стали для печи в баню, AISI 430 и 08Х17Т, выдерживают нагрев до 850°С без изменения структуры металла и его кристаллической решетки. При поднятии температуры до 600 °С, предел прочности остается в районе 145 Мпа. Образование окалины происходит только при разогреве до 8500°С.
Металл в банной печи при интенсивной топке нагревается до температуры 450-550°С. У конструкционного материала, параметры жаростойкости меньше.
Хромосодержащая жаростойкая сталь стоит дорого, к тому же не все узлы испытывают одинаковую термическую и коррозионную нагрузку. По этой причине, конструкцию банной печи делают из нескольких металлов:
- Топка – для топочной камеры используют AISI 430 или аналог 08Х17Т. При самостоятельном производстве, применяют сталь 10 ГОСТ 1050-88.
- Экран – конвекционные каналы не испытывают такой же нагрузки как топка, поэтому, для их производства берут 08ПС или 08Ю ГОСТ 19904-90.
- Корпус печи для бани делают из листовой конструкционной стали.
- Дверца топочной камеры – практика показывает, что данная часть устройства испытывает максимальную термическую нагрузку. По этой причине, использование даже высоколегированной нержавеющей стали, не достаточно. Через несколько топок наблюдается деформация дверок. Оптимальным решением считается навешивание чугунной дверцы.
Как правило, при самостоятельном изготовлении банной печи используют металл, который легче поддается механической и сварной обработке.
Оптимальная толщина металла для печи в баню
При определении толщины металла, учитывают две основные характеристики, влияющие на рабочие параметры банной печи:
- Прогорание стали – если для топки использовать тонкостенный лист обычного металла, спустя буквально полгода топки, придется ремонтировать печь. Обычная сталь толщиной 4 мм, обеспечит быстрый прогрев парной, но прослужит недолго. По этой причине, производители делают топочную камеру из AISI 430, жаростойкой хромистой нержавеющей стали толщиной 4-6 мм.
- Теплопроводность – температура нагрева печи напрямую зависит от толщины стенок топки. Кажется, что проще было сделать топочную камеру из металла 10 мм и больше, и так предотвратить прогорание, но такой подход нецелесообразен по нескольким причинам.
Чем толще металл, тем больше требуется тепловой энергии и времени, чтобы прогреть его и поддерживать необходимую температуру. Печное оборудование становится экономически невыгодным. Оптимальная толщина металла у банной печи, должна быть 6-8 мм.
Минимальная толщина стали в топочной камере 4 мм, допустима только при условии применения AISI 430 и 08Х17Т. В других случаях, нужна толщина металла не менее 6 мм. Большинство мастеров рекомендуют при самостоятельном изготовлении печи, использовать конструкционную сталь толщиной 8 мм.
Какими электродами надо варить банную печь
Чтобы сварить печь, потребуются электроды, выбираемые, в зависимости от используемой при производстве стали. Нержавейку варят методом аргонодуговой сварки. Подойдут электроды марки ЦЛ 11 и Д4.
После проведения сварочных работ, обязательно удаление окалин и протравка. Так можно избежать коррозии в месте сварного шва.
Электроды для сварки банных печей, изготовленных из конструкционной стали НИАТ-5, ЭА-112/15, ЭА-981/15 и ЭА-981/15. Толщина выбирается, в зависимости от плотности металла и температуры его прогрева.
Срок эксплуатации печки во многом зависит от грамотного проведения сварных работ, в том числе от выбора расходных материалов и последующей обработке шва. Варить топку лучше профессионалу. Проведение сварочных работ по нержавеющей стали, требует 5-6 категории квалификации сварщика.
Изготовить печь для бани своими руками, при наличии специальных навыков, грамотном выборе комплектующих и расходных материалов, не сложно.
Правила подбора электродов для сварки чугуна
Электроды для сварки
В литейном производстве широкое распространение получила сварка электродами по чугуну. Она позволяет качественно ремонтировать оборудование и устранять недостатки литья.
Особенности сварки чугуна
Нестандартно материал показывает себя из-за вкраплений графита, которых может быть от 2 до 6% всего объема чугуна.
Минерал ответственен за твердость, хрупкость, малую пластичность, вязкость. Указанные свойства вызывают трудности, которые проявляются при сваривании.
Возможные сложности
Сварка может быть осложнена такими особенностями:
- температура в области шва стремительно падает после окончания работ;
- образуются тугоплавкие оксиды;
- металл обладает высокой текучестью;
- шов нагревается неравномерно;
- при перегреве образуются и выделяются различные газы;
- появляются слабо проваренные места или непровары из-за тугоплавких окислов.
Кроме того, графит серого чугуна может стать цементитом в результате быстрого охлаждения. Сам материал становится белым. Полученный сплав нельзя подвергать свариванию.
Особенности маркировки электродов
Для маркировки отечественных расходных изделий используются буквы М, Н, Ч. Они обозначают материалы, из которых были изготовлены электроды. Чаще всего это никель, медь, сталь, прочие металлы. В работе применяются электроды, в наименовании которых присутствует буква Ч. В маркировке используются числа, указывающие на номер марки.

Например, в марке МНЧ-2 содержатся такие элементы:
- М – меди около 30%;
- Н – никеля приблизительно 65%;
- Ч – только для чугунных изделий;
- 2 – номер расходуемого изделия.
В наименовании импортных электродов не исключены название производителя и обозначения, отличные от рассмотренных.
Основные марки изделий для выполнения наплавочных работ
Ниже приведен список марок, о которых хорошо отзываются любители и профессионалы.
Универсальный товар, который помогает заварить литьевые недостатки. Обработка допускается в нижней, полупотолочной, вертикальной позициях. К детали должен подводиться заряд “минус”.

Допускается до работы с высокопрочным, серым, ковким чугуном, но проводить сваривание можно только в вертикальной позиции. К детали должен подводиться заряд “минус”.

Электрод используется в работе с двумя методами сварки. Обработка проводится только в нижней позиции. Применяется описанный выше ток. Допускается переменный, если работа выполняется при повышенном напряжении.
.jpg)
Этим изделием обрабатывают все виды сплава кроме высокопрочного. Допускается ток, который к сплаву должен подводиться зарядом “минус”. Деталь обрабатывается в нижней или вертикальной позиции. Заготовки не подогреваются.
ОЗЖН-1
Электрод не работает только с ковким чугуном. К обрабатываемой детали должен подводиться заряд “минус”. Сваривание больших объемов производится в нижней или вертикальной позиции.

OK 92.18
Применяется в обработке изделий после небольшого подогрева материала. Нет ограничений к виду напряжения.
Популярные марки элементов в зависимости от метода сварки
При холодной обработке чугун предварительно не подогревается. При горячей сварке материал сначала прокаливается до 500-600ºC. Также у предыдущего метода есть подвиды: полугорячий и теплый. В первом случае сплав нагревают до 300-400ºC, во втором – до 200ºC.
Горячая
При горячем сваривании применяются токи в пределах от 600 до 1000 А. Диаметр электродов должен быть от 8 до 12 мм.
Чаще всего работают с универсальными марками ЦЧ-4 и OK 92.18. Для первой требуется обратный ток, вторая допускает любую полярность. Наличие мелового слоя у каждого расходного изделия положительно скажется на их характеристиках.
.jpg)
Холодная
В холодной сварке применяются ОЗЧ-2, МНЧ-2, ОЗЖН-1, ЦЧ-4. ОЗЧ-6 работает с металлами малой толщины. МНЧ-2 используется для удаления дефектов чугуна.

Другие разновидности электродов
Метод сваривания является не единственным признаком, по которому разделяют электроды. Еще один важный критерий – вид обрабатываемого чугуна. Также некоторыми электродами соединяется сталь с чугуном.
Для чугуна и стали
Чугун и сталь свариваются с помощью ЦЧ-4. Если необходимо приварить деталь, которая сделана из нескольких видов стали, к чугунной, то нужна марка Ficast NiFe K. Шов получится прочным, без дефектов, простым в обработке. К положению во время работы ограничений нет. Марка ZELLER 855 похожа по характеристикам на Ficast NiFe K.

Для ковкого чугуна
Сваривание ковкого чугуна происходит с помощью МНЧ-2, ОЗЧ-6, ОЗЧ-2, ЦЧ-4.

Для серого
В процессе обработки используются ОЗЧ-6, ОЗЧ-2, ОЗЖН-1, ОЗЖН-2.

Проверенные производители
В список зарекомендовавших себя отечественных производителей входят:
- UTP Schweißmaterial;
- Ashland Chemical USA;
- ESAB;
- Oerlikon Corporation AG.
Немецкие
Немецкий завод UTP Schweißmaterial изготавливает товары, которые предотвращают растрескивание шва. Capilla 41 и Capilla 43 от производителя CAPILLA используются для горячей и холодной сварки соответственно. TEAM BINZEL создают угольные электроды, которые работают не только с чугуном, но и с медью, нержавеющей сталью. Эти товары просты и удобны в работе.
Рекомендации и советы по выбору
Желательно выбирать для каждого вида чугуна специализированную марку электрода с особым стержнем, не обращая внимания на универсальные предложения.
Важна наружная обработка используемого изделия. Проявления кислого и основного покрытия в условиях эксплуатации отличаются друг от друга. Толщина покрытия показывает себя с лучшей стороны во время работы со старым загрязненным чугуном.
Толщина заготовки и расходуемого изделия должны совпадать. В противном случае появится залипание либо заготовка проплавится насквозь. Для первых работ лучше использовать МНЧ-2, ЦЧ-4, ОЗЧ серии 2, 3, 4. Если есть желание применить качественный импортный электрод, то рекомендуется компания UTP с ее универсальными товарами.

Покупка и приблизительная стоимость
На стоимость расходного материала влияют бренд, вид электродов, марка, состав покрытия. Самыми дорогими будут продукты от компании UTP. Дешевле обойдутся отечественные аналоги, но по характеристикам они уступать не будут.
Товар хорошего качества могут предложить только популярные производители и проверенные профессионалами и любителями поставщики. На российском рынке лидирует “Магнитогорский электродный завод”, который предлагает:
- ОЗЧ-6 – 879,48 руб.;
- ОЗЧ-2 – 918,12 руб.;
- МНЧ-2 – 2492,32 руб.;
- ЦЧ-4 – 1176,12 руб.
Способы сделать электроды своими руками
Электроды для чугуна можно сделать в домашних условиях, если имеются проволока из меди и электрод для стали. Потребуется УОНИ или АНО-4, проволока диаметром до 2 мм. Ее нужно накрутить на электрод, после он годится для чугунной сварки.
Есть еще один распространенный способ, для которого потребуются жидкое стекло, прутки из меди диаметром не более 5 мм, порошок из металла, истолченная электродная обмазка.
Создание специальных изделий происходит следующим образом:
- Нарезанные прутки очищают наждачной бумагой и обезжиривают.
- Измельченную обмазку смешивают с опилками из металла, затем в нее заливают жидкое стекло.
- Приготовленные прутки держат в электродной обмазке до тех пор, пока толщина покрытия не достигнет примерно 2 мм.
- Конечный продукт прокаливают в электрической духовке при 200ºC.
Самостоятельное выполнение сварки по чугуну в домашних условиях
Устранять дефекты можно следующим образом:
- Подготовить место для работы, нужные расходные изделия, сварочный аппарат.
- Разделать дефект, который требует сварки.
- Установить требуемый режим аппарата для сварки.
При выполнении работ необходимо соблюдать технику безопасности.
Преимущества и недостатки применения электродов
Электродуговая сварка хорошо работает с материалом и устраняет дефекты. Но нужно выбирать в каждом отдельном случае подходящий электрод, иначе деталь будет выглядеть испорченной. Еще одним достоинством является простота выполнения сварки даже дома. К наиболее распространённым относятся электроды э 42.
Из недостатков можно выделить только одно – для большинства электродов есть ограничения на положение сварки.
Сварка печи для бани самостоятельно в домашних условиях

О СВАРКЕ
При обустройстве частного дома часто возникает проблема, как правильно сварить печь в баню своими руками. Нужно все правильно рассчитать, выбрать самые качественные материалы и инструменты.

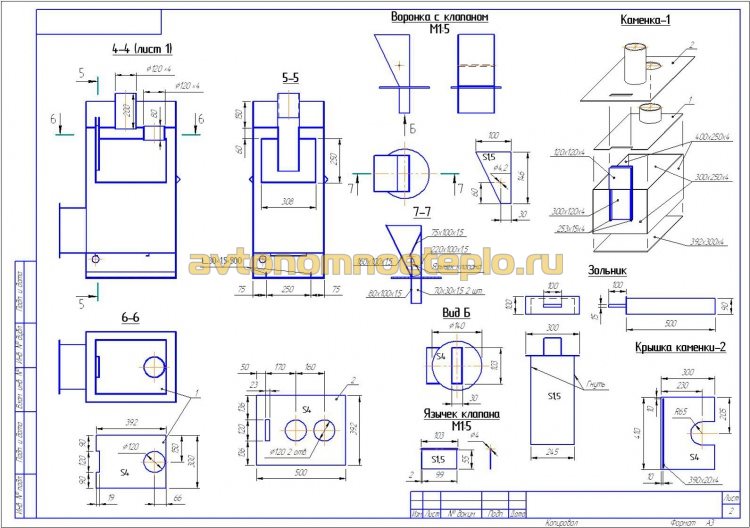
Чертеж и конструкция самодельной печи с баком
Недостаточно знать, как сварить печку: сначала нужно разобраться с ее устройством и сделать чертеж.
Новичкам лучше брать для проектирования простую модель, причем с топкой квадратной формы, поскольку она считается самой легкой в изготовлении.
Рекомендуемая ширина топки – 0,5 м, высота должна быть такой же.
Конструкция печи включает такие элементы, как:
- Топочная камера. Здесь сгорает топливо. Энергия от него расходуется на обогрев помещения.
- Колосник. Делит топку на 2 отсека. В нижнем собирается зола, а верхний используется для закладки топлива.
- Зольник. Находится под топочной камерой. После сгорания топлива зола попадает сюда, и ее нужно регулярно вычищать. Поэтому у хозяев должен быть доступ к зольнику.
- Поддувало. Представляет собой защитную дверцу, с помощью которой регулируется естественная циркуляция воздуха в топке, обеспечивается интенсивное горение.
- Теплообменник печи. Располагается по-разному в зависимости от модели. Иногда его встраивают в дымоход, а в фабричных устройствах помещают в топливную камеру.
- Дымоотводная труба. Считается обязательным элементом любой печи, поскольку через нее выводятся отработанные газы. Дымоотвод должен быть оснащен шиберной задвижкой. Она помогает создать естественную тягу. Размер этой задвижки влияет на интенсивность сгорания топлива.
Любые тщательно проработанные чертежи должны включать в себя все элементы.
Характеристики будущего изделия
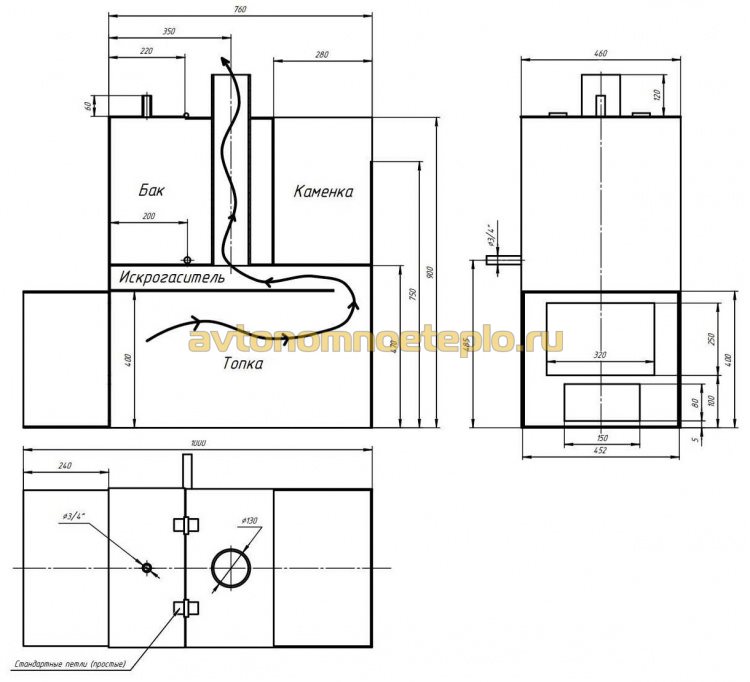
Основные характеристики агрегата подбирают в зависимости от имеющегося свободного пространства. Необязательно делать модель со встроенным баком для воды. Резервуар может быть выносным, если площадь помещения это позволяет.
Ширина и высота топки должны составлять 0,5 м, размеры стенок – 0,65х0,85 м. Это параметры наружных стенок, внутренние перегородки делают немного меньше. Для их приваривания к основанию оставляют припуск.
.jpg)
Колосниковые решетки и дверцы топки можно сделать самому либо купить готовые, чтобы облегчить работу. Это позволит добиться высокого качества этих элементов.
Что понадобится в работе
Сварить печку для бани своими руками можно только при наличии соответствующих инструментов и материалов.
- сварочный аппарат и электроды для сварки (размером 3 или 4 мм);
- болгарка, с помощью которой делают заготовки для печки;
- шлифовальная машинка;
- металл, из которого изготавливают печь (чаще всего нержавеющая сталь).
Трубы также используют стальные, их покупают готовыми.
.jpg)
Техника безопасности по сварке печи
Соблюдаются общие для всех видов сварки меры безопасности:
- Работать только в защитном комбинезоне, перчатках и маске.
- Обязательно проверять техническое состояние сварочного аппарата, кабелей и силовых установок.
- Соблюдать меры пожарной безопасности.
Пошаговая инструкция по созданию печи с баком
Многие считают, что самодельные конструкции нельзя сравнивать с каменкой, произведенной в промышленных условиях. По своим эксплуатационным характеристикам такие печи не уступают готовым. А если мастер готов проявить немного терпения, то и дизайн изделия будет привлекательным.
Простой способ для новичков
Начинающие мастера часто интересуются, как сварить печку для бани своими руками из старого газового баллона. Этот способ считается наиболее простым.
.jpg)
Этапы проведения работ:
- Подготовить баллон. Открутить вентиль и заполнить его водой, которая вытеснит остатки газа (пропана).
- С помощью болгарки отрезать по заводскому шву крышку баллона.
- В крышке проделать отверстия, чтобы можно было установить дверцы топки и зольника. В корпусе сделать прорези для патрубка диаметром 100-150 мм. Патрубок необходим для соединения агрегата с дымоходом.
- На проемы дверок приварить конструкции из металлических полос.
- Внутрь баллона установить уголки, к ним прикрепить колосниковую решетку.
- Приварить к торцу крышку изделия.
- Изготовленные дверцы снабдить запорами и петлями и установить на место.
- Приварить к баллону ножки (печь такого типа не имеет фундамента, ее ставят сразу на пол) и прикрепить патрубок для дымоотвода.
Перед использованием по назначению банную печь протапливают наружу. Это делается для того, чтобы выжечь остатки краски. Потом владелец может обезжирить поверхность баллона и покрыть его термостойкой краской.
Когда в бане нет электрического водонагревателя (бойлера), в дополнение к такой печи сваривают бак для нагрева воды, используя для этого нержавеющую сталь. Чтобы обеспечить нагрев жидкости, через такой бак пропускают дымоход или размещают резервуар отдельно, соединяя его с помощью труб с теплообменником. Последний монтируют на дымоотводе.
Сложная конструкция
Опытному мастеру доступно и устройство сложной конструкции:
- С помощью болгарки из металла делают заготовки для будущих стенок изделия.
- Дно печки выкладывают так, чтобы оно лежало на ровном основании. Затем начинают фиксировать стенки, начиная с боковых. Правильность расположения каждой проверяют угольником. Затем фиксируют заднюю стенку. После можно выполнять сварку швов по периметру. Хороший сварной шов должен быть максимально аккуратным.
- Внутрь устанавливают перегородки, которые помогают разделить пространство на саму топку, отделение для золы и т.д. Для фиксации перегородок используют металлический уголок.
- В заготовках для перегородки и лицевой части делают отверстия. К внутренней перегородке приваривают колосники, к лицевой крепят дверцу. После лицевую сторону приваривают к конструкции.
- Мастеру нужно установить трубу в заранее проделанное для нее отверстие в крыше и зафиксировать у основания при помощи сварки.
- Следует сделать защитные дверки и использовать для этого фиксирующие элементы.
- На последнем этапе к корпусу приваривают ножки. Для их изготовления используют металлический уголок длиной до 12 см.
Модель может быть оснащена баком для воды. Его рекомендуется устанавливать на заднюю часть корпуса. Сверху на топочную камеру кладут специальные камни. Выходит печь, не уступающая по качеству фабричной.
Читайте также: