Электроды для сварки постоянным током маркировка
Обновлено: 15.05.2024
В этой статье подробно разберем маркировку на пачке расходных материалов, чтобы правильного подобрать необходимые электроды для сварочных работ.
Умение прочитать маркировку электрода поможет начинающему сварщику правильно выбрать расходные элементы. Навык необходим снабженцам для подбора товаров, закупаемых на производство. От грамотности выбора зависит качество шва и себестоимость изделия. Рассмотрим, что означает каждая буква или цифра в маркировке, какие бывают марки электродов и прочие подробности, пригодящиеся в подборе.

Где найти маркировку

Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
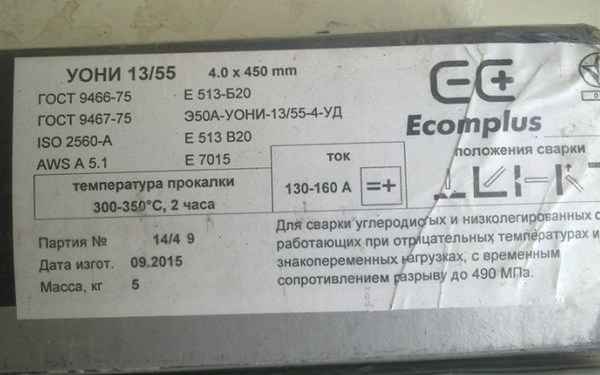
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой "А" в типе.
Марки электродов
Э42А- УОНИ-13/45 -3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей. -6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали. , МНЧ-2 — для сварки чугуна. , -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45- 3.0 -УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0- У Д
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-У Д
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5) -Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5)- Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:
Как новичку выбрать электроды для РДС сварки
В этой статье рассмотрим советы по выбору покрытых электродов, чтобы купить правильные расходные материалы для конкретной работы.
Чтобы овладеть РДС сваркой, необходим аппарат, средства защиты и расходные элементы, а также много практики. Как выбрать сварочное оборудование мы писали в отдельной статье, а здесь рассмотрим советы по выбору покрытых электродов. Это поможет купить правильные расходные материалы для конкретной работы.
В этой статье:
Важность правильного выбора

Электрод в ручной дуговой сварке выполняет сразу несколько функций. Во-первых, между концом стержня и изделием горит электрическая дуга, которая плавит кромки металла. Во-вторых, пруток служит присадочным металлом, постепенно плавясь и добавляясь в сварочную ванну. В-третьих, обмазка электрода сгорает и выделяет защитные газы, препятствующие проникновению воздуха в сварочную ванну.
Если выбрать электроды правильно, то дуга будет легко возбуждаться, ровно гореть, меньше капель расплавленного металла разлетится по сторонам. Металл шва насытится полезными включениями из стержня и обмазки электрода, что посодействует прочности и другим свойствам соединения.
Ошибки при выборе расходника скажутся как на удобстве работы, так и на качестве соединения. Но универсальных электродов, подходящих для всех задач, не существует. Разработано множество марок расходных элементов, отличающихся составом стержня, составом обмазки, пригодностью для рода тока, пространственного положения, и предназначенными для узкого использования. Как выбрать сварочные электроды для ММА сварки по всем этим параметрам мы как раз и рассмотрим.
По толщине металла
Электроды для ручной дуговой сварки изготавливаются разных диаметров. Сечение стержня указывается на пачке, а опытные сварщики способны определить его на глаз. Толщина покрытого электрода подбирается исходя из толщины свариваемых сторон и силы тока. Если толстые заготовки варить тонкими электродами, то последние будут перегреваться, что приведет к разрушению обмазки, разбрызгиванию жидкого металла, перерасходу электродов. Сварка тонкого металла слишком толстым стержнем будет некачественной, поскольку электрод создаст чрезмерное сопротивление току, прогреть и проплавить заготовку не получится.
В таблице мы привели варианты подбора диаметра электрода по силе тока и толщине свариваемых деталей.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1,6 | 25-55 |
| 2-3 | 2 | 40-80 |
| 3-4 | 3 | 80-160 |
| 4-6 | 4 | 120-200 |
| 6-8 | 5 | 180-250 |
| 10-20 | 6 | 220-320 |
По типу свариваемого металла
Выбирать электроды для РДС сварки необходимо по типу свариваемого металла. Тогда состав стержня будет максимально приближен к составу основного изделия и соединение получится однородным. Снизится вероятность трещин или температурных деформаций из-за разности линейного расширения, теплопроводности, ударной вязкости.
Например, при сварке чугуна электродами для низкоуглеродистой стали образуется много пор, поскольку углерод вырывается из сварочной ванны. Еще сталь остывает быстрее, чем чугун, поэтому после сварки возможны трещины вдоль шва. Применение специальных электродов, как например ESAB OK 92.58 NiFe-Cl-A, из железо-никелевого сплава делает соединение более вязким и устойчивым к разрывам.
Источник видео: Aurora Online Channel
В зависимости от свариваемых заготовок выбирайте электроды для:
По роду тока
Для ручной дуговой сварки применяют инверторы, генераторы, выпрямители или трансформаторы. Последние выдают переменный ток. Сварка с ними отличается жесткой дугой, увеличенным количеством разбрызгивания металла, треском при горении дуги. Если планируете варить трансформатором, необходимы электроды для переменного тока или универсальные. Ими можно работать с любым током.
Все остальные аппараты выдают постоянный ток, при котором важно обращать внимание не только на пригодность электродов к такому показателю, но и на полярность. Прямая полярность — на держателе "минус", а на изделии "плюс". Обратная — на держателе "плюс". На пачке с электродами указывается для какой полярности при сварке постоянным током они подходят. Здесь тоже есть универсальные электроды (для любой полярности) и узкоспециализированные.
По покрытию
Всего существует четыре отдельных вида покрытия (основное, рутиловое, целлюлозное, кислое) и его комбинации. Покрытие защищает сварочную ванну от контакта с внешней средой и дополнительно насыщает металл нужными элементами.
Рутиловое
Наиболее распространены рутиловые электроды, которыми часто пользуются сварщики на предприятиях. Примеры марок расходников с рутиловым покрытием — это: АНО-21, ОК-46, МР-3 и др. Они подойдут для сварки ворот, калитки, забора, теплицы, навеса, козырька и прочих конструкций.
Стержни с рутиловым покрытием подходят для постоянного и переменного тока, сварки во всех пространственных положениях, кроме вертикала на спуск. Среди плюсов использования таких расходников следующие:
Это оптимальный вариант для сварки дома, на даче или в мастерской. Лучше всего накладывать короткие швы.
Основное
Электроды с основным покрытием поджигаются труднее, особенно повторно. Нельзя варить с отрывом дуги, иначе придется долго стучать по изделию кончиком стержня. Свариваемые стороны нужно зачищать от загрязнений, краски, ржавчины, иначе дуга будет тухнуть и "плеваться". Некоторыми электродами с основным покрытием можно варить только на постоянном токе обратной полярности. Зато такие расходные материалы обладают следующими преимуществами:
Популярные марки электродов с основным покрытием: УОНИ 13/55, 13/45, 13/65, ОК 48.
Такие расходники востребованы для сварки ответственных конструкций, но новичку будет с ними сложнее. Поэтому, если нет производственной необходимости, выбирайте электроды с рутиловым покрытием.
Кислое
Электроды с кислым покрытием используются для сборки малоответственных конструкций на стройке и производстве. Предназначены для всех пространственных положений, кроме вертикала на спуск. Отлично варят на переменном и постоянном токе, но сильно "плюются". Подходят для металлопроката из низколегированной стали. Дуга горит стабильно, стоимость расходников минимальная, но прочностные характеристики швов низкие.
Целлюлозное
Обмазка тоньше, чем у остальных, что облегчает сварку в труднодоступным местах через технические отверстия. Пригодны для работы во всех пространственных положениях, а потому часто применяются при монтаже на строительных площадках. Содействуют высокому качеству шва на постоянном и переменном токе. Подходят для сварки низколегированных и углеродистых сталей, магистральных трубопроводов.
Смешанное
Комбинирование двух покрытия позволяет объединять их полезные свойства. Среди возможных вариантов бывают сочетания основного и рутилового покрытия, кислого и целлюлозного, рутилового и целлюлозного. Совмещение рутиловой и целлюлозной обмазки обеспечивает легкий поджиг и повышенные прочностные характеристики. Если хотите попробовать такие электроды, купите ESAB OK 46.00 или RB-26 KOBELCO.
По требованиям к готовой конструкции
Подбор электродов для ММА сварки зависит от предъявляемых требований к готовой конструкции. Это может быть:
Например, для малоответственных конструкций достаточно предела прочности при разрыве 43 кг/мм², а для изделий, подвергающихся повышенным нагрузкам, больше подойдут электроды с пределом прочности 55 кг/мм². Предел прочности при растяжении измеряется в МПа и может быть от 380 до 650 и более МПа. Относительное удлинение важно при перепаде температур и механическом воздействии и бывает 10-45%. Ударная вязкость измеряется в Дж/см². Чем ниже температура, тем более хрупким становится стык.
Устойчивость шва к коррозии обозначается в маркировке электродов по 5 ступеням — чем выше цифра, тем лучше. Жаропрочность и жаростойкость указываются по 9 уровням, за каждым из которых стоит свой диапазон температур. Более подробно узнать, как определить эти показатели электродов по маркировке, можно из соседней статьи. (здесь перелинковка со статьей про маркировку, которая еще не опубликована).
По положению шва в пространстве
При выборе электродов для РДС сварки учитывайте пространственное положение, в котором планируете вести дугу и накладывать шов, Бывают электроды:
От правильности выбора зависит поведение дуги и качество переноса присадочного металла. Все сведения указываются на упаковке и в описании характеристик товара на сайте.
Ответы на вопросы: как новичку выбрать электроды для РДС сварки
Поскольку изделие будет периодически подвергаться разогреву от древесных углей до высокой температуры, требуются электроды, обеспечивающие жаропрочность и жаростойкость шва. В маркировке после буквы Е должны быть цифры 432, где 3 — жаропрочность при 560-600 градусах, а 2 — критическая температура в 650 градусов, после которой шов начинает терять свои свойства.
Чугун варят никелевыми прутками в стальной оболочке, что позволяет повышать сварочный ток и делает дугу стабильной. Рекомендуем попробовать электроды ESAB OK 92.60 с основным покрытием.
Да, бывают. Только такими электродами разрешено варить ответственные конструкции на нефте- и газодобывающих предприятиях. Многие электроды фирмы ESAB имеют аттестацию НАКС.
Для сварки легированных сталей используют электроды со сверхнизким содержанием углерода и легирующими элементами, чтобы шов обладал теми же свойствами, что и основной металл. Хорошим вариантов будет ESAB OK 61.30 с рудно-кислым покрытием.
Если предстоит много варить и необходима проверка каждого соединения, то отбивка шлака займет некоторую часть времени. Легче всего шлак отделяется при сварке стержнями с рутиловым и рутил-целлюлозным покрытием. При проварке толстых деталей на токах 200-300 А шлак вообще будет отпадать сам.
Стоимость пачки электрода зависит от ее веса, который может варьировать от 1 до 6 кг. Поэтому общепризнано указывать цену не за пачку, а за килограмм. Совсем дешевые электроды РДС стоимостью 86-100 руб./кг подойдут только для коротких неответственных швов, если к внешнему виду соединения нет никаких требований. Для качественного соединения рекомендуем покупать электроды стоимостью от 170 руб./кг бренда ESAB.
Электроды для переменного и постоянного тока

Электроды для переменного и постоянного тока — в чем разница?
Ручная дуговая сварка электродом является одним из самых популярных способов соединения металлов на сегодняшний день. Для ручной дуговой сварки применяются штучные электроды с покрытием, которое бывает основным, рутиловым, целлюлозным и т. д.
Именно покрытие электрода и обеспечивает защиту сварному соединению от воздействия кислорода и неблагоприятных факторов. В полуавтоматической сварке данную защиту обеспечивает газ, чаще всего, углекислый. Поэтому не будет преувеличением сказать о том, что именно от качества электродов для сварки зависит качество сварного соединения.
Электроды для переменного и постоянного тока — в чем разница?
По внешнему виду электроды для переменки и постоянки не отличаются ничем. Всё дело в обмазке и составе металла, а также в некоторых других особенностях. При этом важно понимать, что электродами для переменки можно варить и на постоянном токе, а вот наоборот, никак.

Понять, какие перед вами электроды можно из названия на упаковке и маркировке электродов. Именно на упаковке с электродами чаще всего и указывается для работы, с каким током они предназначены, для работы с переменным либо постоянным током.
Электроды для постоянного тока
Самыми популярными на сегодняшний день, и к тому же лучшими марками электродов для постоянного тока считаются электроды:

УОНИ-13/55 — данная марка электродов используется только опытными сварщиками при сварке ответственных металлоконструкций. Основные металлы, которые можно варить электродами УОНИ-13/55, это низколегированная и углеродистая сталь.
УОНИ-13/45 — также электроды для постоянного тока и сварке на обратной полярности. Электроды предназначены для соединения низколегированной и углеродистой стали. Наваренный шов этими электродами не имеет горячих трещин, он обладает хорошей ударной вязкостью и достаточной пластичностью.
ОЗЛ-6 и ОЗЛ-12 — не менее популярны марки электродов для сварки постоянным током. Варить данными электродами можно во всех положениях, а сами электроды обладают устойчивой дугой.

АНО-21 — электроды пользуются особой популярностью среди профессиональных сварщиков. При сварке электродами АНО-21 практически отсутствует разбрызгивание металла.
LB-52U — электроды обеспечивают сильную дугу и очень высокую прочность к образованию трещин в швах.
МР-3 — электроды с рутиловым покрытием, которые легко разжигаются, в том числе и повторно. Рекомендуются для обучения сварке.
ОЗЧ-2 — особая марка электродов, которая предназначена для сварки чугуна.

Что касается электродов для переменного тока, то наибольшей популярностью пользуются такие марки электродов, как: АНО-4, АНО-6, ОЗС-12.
Электроды для постоянного тока

Электроды для постоянного тока: Kobelco, ESAB, Lincoln Electric
Сварка постоянным током имеет ряд преимуществ. Во-первых, можно использовать абсолютно любые сварочные электроды. Во-вторых, практически отсутствует разбрызгивание металла. В-третьих, варить на «постоянке» проще, в результате чего увеличивается производительность труда.
Кроме того, электроды для постоянного тока горят стабильно, что обеспечивает мощную сварочную дугу. Всё это позволяет увеличить провар металла, а также добиться создания максимально аккуратного и качественного сварного шва.
Не следует забывать и о том, что сварка на постоянном токе характеризуется сменой полярности. В свою очередь это позволяет ювелирно работать с тонкими металлами, если использовать так называемую «обратную полярность».
Маркировка электродов для постоянного тока
После приобретения сварочного инвертора настаёт черед за электродами. Сегодня купить электроды для постоянного тока не проблема, однако нужно понимать, какие это должны быть электроды, для сварки чего они будут применяться.

Как было сказано выше, со сварочным инвертором можно использовать абсолютно любые электроды, как для переменного, так и для постоянного тока. Не менее важными характеристиками электродов является состав обмазки и диаметр.
Чем толще варится металл, тем больше по диаметру должны выбираться электроды. Что касается обмазки, то электроды с основным покрытием применяются чаще всего при сварке ответственных конструкций, в то время как рутиловые электроды, наиболее популярны в любительской практике.
Маркировка постоянных электродов указывается цифрой «0» в конце их обозначения. То есть, если в названии электродов есть ноль, то это говорит о принадлежности данных электродов к постоянному току.
На сегодняшний день наибольшей популярностью пользуются электроды для постоянного тока от следующих ведущих производителей:
- Kobelco;
- ESAB;
- Ресанта;
- Lincoln Electric;
- ЛЭЗ и другие.
Ниже будут рассмотрены лучшие марки электродов для сварки постоянным током.

Электроды УОНИ-13/55 — обладают рядом неоспоримых достоинств. Наваренный сварной шов электродами УОНИ-13/55 обладает повышенной пластичностью, он имеет достойную ударную вязкость. Электроды УОНИ-13/55 имеют основное покрытие, а, следовательно, они применяются для сварки ответственных металлоконструкций из стали.
Электроды ОЗЛ-6 — данная марка электродов предназначена для сварки жаропрочной стали. Сварной шов отличается особой прочностью, он имеет хорошую стойкость к образованию коррозии.
Электроды LB-52U — применяются эти электроды для сварки низколегированной и углеродистой стали. Электроды обеспечивают стабильное горение дуги, металл не разбрызгивается при сварке и, что немаловажно, варить можно в абсолютно разных пространственных положениях.

Это далеко не все популярные электроды для постоянного тока. Среди других марок, которые завоевали доверие сварщиков, следует выделить и такие электроды, как МР-3, ОЗЧ-2 для сварки чугуна, а также электроды АНО-21, ЦЛ-11 по нержавейке.
Как отличить электроды постоянного тока от переменного

Как отличить электроды постоянного тока от переменного
Опытные сварщики знают, что электроды переменного и постоянного тока на вид не отличаются абсолютно ничем. Однако это только внешне, поскольку каждая марка электрода имеет своё собственное покрытие и материал изготовления стержня, рекомендуемый ток при сварке и полярность.
Чтобы понять, чем отличаются электроды постоянного тока от переменного, достаточно понять, в чем именно различия токов необходимых для их правильной работы. Основное различие заключается в частоте: электроды постоянного тока, требуют постоянной частоты, в то время как электроды переменного тока, переменной, а именно, частоты в 50 герц.

Для переменного тока частота потока электронов колеблется в пределах 50 герц. Для постоянного тока, такой частоты нет, поскольку колебания отсутствуют.
Соответственно, электродами, которые предназначены для работы с переменным током, можно варить и постоянным током, в то время, как электродами постоянного тока, варить на переменном токе уже не получится. Это очень важно учитывать при выборе электродов для инвертора, который в силу своих возможностей, может работать только на постоянном токе.
Как было сказано выше, на вид отличить электроды постоянного тока от переменного, невозможно. Достаточно просто знать, для какого тока именно предназначены электроды.
Однако, если в процессе выполнения сварочных работ, было замечено, что:
- При сварке электродом сильно разбрызгивается в стороны металл;
- Дуга горит крайне нестабильно, и все время норовит погаснуть (уйти в стороны);
- Кончик электрода постоянно прилипает к поверхности металла;
- Во время сварки образуется неправильный прогрев металла;
- Существенно увеличивается коэффициент наплавки металла;
- Сварочный шов получается кривым и некрасивым.

Так, например, известный факт, что такой популярной маркой электродов, как МР-3с можно варить, как на постоянном токе, так и на переменном. В тоже время не менее популярными среди сварщиков электродами УОНИ, получится варить только на постоянном токе, да и то обратной полярности.
Маркировка электродов для постоянного и переменного тока
Все электроды имеют соответствующую маркировку, которая указывает на то, для какого тока, переменного или постоянного, они предназначены.
Например, 12 числовой формат маркировки с нулем на конце говорит о том, что электроды, рассчитаны на работу от постоянного тока.
Читайте также: