Электроды для сварки рамы грузовика
Обновлено: 01.05.2024
Не все так страшно как казалось.
В данном случае рама в пополам не переломилась и это очень хорошо.
Старый кусок конечно на выброс(он слишком устал),подогнать новый и обварить как описывалось выше.
Внутреннюю накладку на карданные болты и она еще походит.
Думаю здесь все случилось из за того что телега ослабла и начала ходить.
Как бороться с зоной термического воздействия ,она больше метра
Ну чего тебе все неймется?
Ни как ты ее не победишь ,а вот свести ее к минимуму возможно.
В теории вообще нельзя ее восстановить,но как говорится:если очень хочется то можно.
Если все грамотно сделают и хорошо проварят,то она (рама)еще походит.
Ты просто не видел на каких рамах ездят некоторые"клоуны"на трассе,в теории им передвигаться должно быть страшно ,но они еще и грузят в две нормы.
Не бойтесь делайте.
Главное чтобы сварной хорошо корень проварил и сверху усиление положил широким швом с перекрытием основного метала.
Еще я бы варил в нескольких местах,то есть с одного края потом с другого пока остывает в середине и т. д и т.п.
Не бойтесь делайте.
Главное чтобы сварной хорошо корень проварил и сверху усиление положил широким швом с перекрытием основного метала.
Еще я бы варил в нескольких местах,то есть с одного края потом с другого пока остывает в середине и т. д и т.п.
Спасибо теперь осталось сварьщика с электродами найти не палеными
ну элбэшку паленую я не встречал,а вот сварного я бы у газовиков поискал или у нефтянников .
Нужен такой чтобы имел опыт сварки корня шва под просветку.
Ты бы профиль заполнил,а то не понятно где находишься.
Может кто рядом с вами есть и на форум заходит.
ну элбэшку паленую я не встречал,а вот сварного я бы у газовиков поискал или у нефтянников .
Нужен такой чтобы имел опыт сварки корня шва под просветку.
Ты бы профиль заполнил,а то не понятно где находишься.
Может кто рядом с вами есть и на форум заходит.
А в вашем городе есть такие электроды
Прикрепленные изображения
владимир из камышина, вы говорите про электроды ЛБ. А электроды ЭСАБ аналогичного назначения вы пробовали применительно к этим работам? Просто у нас я как-то не встречал ЛБшки, а вот с ЭСАБом попроще дела обстоят.
Вдохновлён сталью, бетоном и золотым сечением.
Вот такбы примерно еще подрезать слегка казалось бы
Не я бы не стал.
Я так понимаю что цель этого уйти от отверстий и сделать цельный шов.
Я думаю что отверстия как раз на пользу.
Объясню свою мысль(но могу ошибаться):почему кузовщину варят прихватками потому что цельный шов начав рвалься порвется весь ,а прихватка порвется одна ,а вторая будет держать.Думаю и здесь пусть шов прервется хуже не будет,да и боковая полка остается больше цельной.
.
владимир из камышина, вы говорите про электроды ЛБ. А электроды ЭСАБ аналогичного назначения вы пробовали применительно к этим работам? Просто у нас я как-то не встречал ЛБшки, а вот с ЭСАБом попроще дела обстоят.
Эсаб не пробовал ,да и когда аврал не до экспериментов ,а когда аврала нет оно как то и не надо..Беру то что проверенно.
а для чего выше распороть раму,метал в этом месте пригоден гниль срезана. Отверстия эти заварятся получится электро заклепка Почему у вас такое мнение?
а для чего выше распороть раму,метал в этом месте пригоден гниль срезана. Отверстия эти заварятся получится электро заклепка Почему у вас такое мнение?
Сварка рамы грузового автомобиля
Грузовой автомобиль является надежным средством передвижения. Прослужить долго он может при наличии внимательного к нему отношения и осуществлении своевременного ремонта отдельных частей машины.
Безопасность поездки на грузовом автомобиле обеспечивает, в частности, нормальное состояние его рамы. Поэтому даже при возникновении незначительных дефектов, необходимо решать эту проблему, прибегая к сварке рамы автомобиля. При этом необходимо придерживаться всех этапов технологического процесса.

Когда рама нуждается в ремонте
Автомобильная рама - это каркас, на котором закреплены основные детали и узлы. Сварка рамы должна осуществляться при появлении в первую очередь трещин, а также сколов и складок.
Грузовые автомобили, перевозящие большие грузы, при наличии неисправностей могут выйти из строя прямо во время езды на трассе. Своевременная сварка рамы КАМАЗ и автомобилей подобного уровня снизит такую вероятность. Поэтому необходим постоянный контроль состояния рамы грузовых автомашин.
Подготовка к сварке рамы
Первое, о чем следует задуматься перед началом этого процесса - какими электродами следует варить раму грузовика. Пользоваться можно только качественными электродами. Для сварки рамы используются электроды диаметром 4 мм.

Перед началом процесса электроды в обязательном порядке должны быть просушены. Время просушки должно составлять не менее одного часа.
Для проведения ремонта необходимо осуществить свободный доступ для сварщика к месту проведения работы. Для этого можно временно демонтировать отдельные части грузовика, мешающие проходу.
Чтобы усилить раму можно применить специальные накладки в виде ромба или эллипса, которые изготовлены из такой же марки стали, что и сама рама. Место поломки также можно укрепить болтовым соединением или швеллером.
Перед началом сварки необходимо тщательно очистить место работы от имеющихся загрязнений. Зачистку следует проводить с помощью стальной щетки до появления металлического блеска. Это поможет обнаружить даже незначительные трещины. Их состояние можно оценить с помощью лупы большого увеличения. Перед началом сварки следует засверлить концы трещин, чтобы предотвратить их дальнейшее распространение.

Сварку рекомендуется производить с помощью современного сварочного аппарата, например, ЦИКЛОН ПДГ 240Д-1.

Перед началом сварки необходимо проверить работоспособность сварочного аппарата.
К подготовительным операциям относится обработка кромок для получения симметричного скоса обеих кромок. Обрабатывать их можно с помощью плазменного резака или болгарки.
Процесс сварки
Осуществление сварки рамы должно происходить двухсторонним швом.

Сварка рамы грузового автомобиля проводится в несколько этапов. Первым и обязательным этапом является проваривание корня.

Корень должен быть проварен по всей длине трещины. Затем осуществляются второй и третий проходы, при которых осуществляются тонкие, перекрывающие друг друга валики. При четвертом проходе выполняется валик на всю ширину выполняемого шва.
Во время сварки необходимо следить за температурой. Чтобы место сварки не перегрелось, ее лучше выполнять по частям. Длина отрезков при этом не должна быть слишком большой.
Обработка после сварки
После окончания сварки все швы следует обработать для защиты от негативного воздействия внешней среды, которой постоянно подвергается грузовой автомобиль. Для этого полученное соединение обрабатывают пескоструйным методом, обезжиривают, грунтуют и красят.
Интересное видео
Ремонт Автомобильных рам. Конспект.

В 2001 году по материалам книги "Ремонт автомобильных рам" (автор Гурман В.С.) сочинился документ. Возможности этот документ подшить к записи я не нашел, поэтому завожу его вручную.
По сути дела это просто конспект книги, поэтому высказываю здесь своё искреннее уважение автору и исследователям проблемы.
И, конечно, помним, что возраст книги уже превышает пол-века.
ТЕХНИЧЕСКИЕ УСЛОВИЯ
РЕМОНТ РАМЫ АВТОМОБИЛЕЙ
При ремонте рам можно пользоваться только качественными электродами.
Перед сваркой электроды должны быть обязательно просушены в течение 1 ч
при температуре 140—160 ОС так как влажность обмазки приводит к пористости металла шва.
К сварке деталей рамы должны допускаться только дипломированные сварщики 5 – 6 разряда, прошедшие аттестацию.
Рабочее место сварщика должно быть оборудовано амперметром.
Необходимо производить упрочнение поверхностным наклёпом участков, опасных к возникновению трещин усталости.
При условии выполнения этих принципов можно восстановить выносливость
деталей рамы автомобиля до уровня выносливости новых деталей.
1
Подготовка рамы к ремонту.
Повреждённый участок рамы необходимо тщательно отмыть от загрязнений.
Места, имеющие трещины и места возможного зарождения трещин должны быть зачищены вращающейся стальной щёткой до металлического блеска для облегчения обнаружения трещин.
Зачищенные места осматривают при помощи 4-кратной лупы. Таким образом удаётся обнаружить трещины, незаметные без зачистки на 20% рам автомобилей. Без выполнения этой операции надёжность рамы после ремонта гарантировать нельзя.
2
Определение способа ремонта деталей рамы.
Допускается ремонт деталей рамы заваркой трещин, отрезкой или вырезкой поврежденной части и приваркой дополнительной детали.
Все сварные соединения должны быть выполнены в стык.
Приварка вставок, а также приварка дополнительных деталей внахлестку не допускается.
На одной продольной балке не должно быть более трех сварных соединений, включая заваренные трещины.
При ремонте трещин, проходящих через отверстие, последнее должно быть обязательно заварено.
В тех случаях, когда в опасном месте имеется несколько одинаковых концентраторов напряжений, лучше вырезать его.
Рассмотрим конкретный пример.
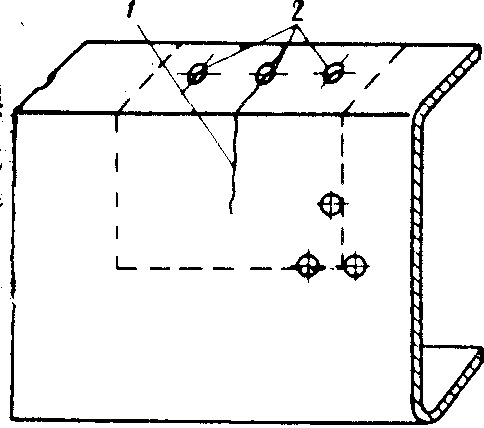
Так как напряжения у всех трех отверстий приблизительно одинаковы, то при возникновении трещины у одного из отверстий, у других двух запас выносливости материала, по-видимому, почти израсходован и упрочнение наклепом может оказаться неэффективным. Поэтому лучше заменить часть материала. В рассматриваемом случае вырезать следует до оси продольной балки . Если вырезать одну лишь полку, то на стенке может остаться невидимый конец трещины, который станет очагом нового разрушения, так как вблизи полки напряжения от изгиба достаточно велики.
При переменных нагрузках отверстие не является препятствием для развития трещин усталости. Многие трещины, зарождающиеся на кромках профиля, развиваются к отверстию и легко пересекают его.
Таким образом, сверление отверстия в конце трещины излишне.
Вместе с тем конец трещины бывает трудно выявить, поэтому, чтобы не заваренная часть трещины не могла стать причиной повторного разрушения детали, следует прорезать трещину по ее направлению дальше видимого конца. Если видимый конец расположен на полке или сгибе профиля, то прорезать следует по всей полке и по стенке не менее 50 мм от полки. Если трещина распространилась на стенку, то прорезать следует на 50 мм дальше видимого конца трещины.
Ширина реза 1…2 мм.
Если трещина доходит до отверстия или пересекает его, то последнее следует заварить на медной подкладке, а кромки вновь просверленного отверстия упрочнить наклепом. С этой целью целесообразно сверлить отверстие диаметром на 1 мм меньше, чем требуется по чертежу и раздать его до нужного диаметра.
3
Ремонт
Качество сварки оказывает решающее влияние на выносливость отремонтированных деталей и долговечность собранных из этих деталей рам.
Сварные швы, проходящие через места прилегания кронштейнов, должны быть зачищены заподлицо с поверхностью детали.
Перед осмотром со сварных швов должен быть удален шлак, а их поверхность должна быть тщательно зачищена.
Сварные швы не должны иметь подрезов, раковин и пор. Кратеры должны быть заплавлены. Усиление сварных швов не должно возвышаться над поверхностью детали более чем на 2 мм. Допускается опиливание усиления шва на сгибе профиля. В месте выхода на кромку профиля шов должен быть подварен вровень с кромкой.
При переходе от нижнего к вертикальному шву следует снизить силу тока, в противном случае металл будет стекать и образуется прожог. Так как длина вертикального шва очень мала, а качество сварки должно быть безукоризненным, сварщик не может каждый раз подбирать силу тока пробой. Поэтому рабочее место, где заваривают детали рамы должно быть оборудовано амперметром, по которому сварщик, не осуществляя проб, мог бы устанавливать должную силу тока.
Сваривать детали необходимо следующими электродами диаметром 4 мм:
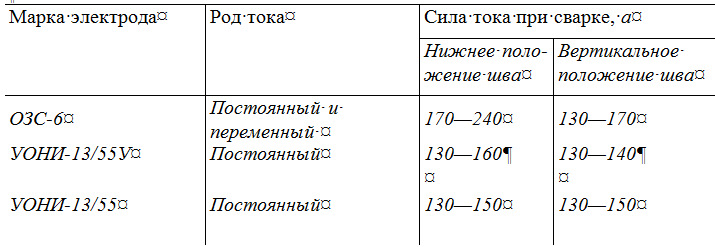
Применение других электродов не допускается.
Сварка осуществляется двухсторонним швом с двумя симметричными скосами двух кромок.
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Сварка рамы грузовика, ремонт
Доброго времени суток.
Хотелось бы узнать по подробнее о сварке рамы ,а именно всю технологию.
Я занимаюсь сваркой,ремонтом на трассе.До сих пор частенько приходилось варить камазовские рамы,но если не усиливалось дополнительно то через какое-то время рядом со швом появляется трещина.Варю обычно LB с разделкой кромок за два прохода,усиливаю куском той-же рамы на болты.Пробовал усиливать накладкой в виде ромба,но тоже через пол года пошла трещина.
Прошу совета:как и чем лучше делать подобные швы,а также хотелось бы узнать марку данной стали.
Тот же вопрос по сварке осей полуприцепов(иномарки).
владимир из камышина,
Главная особенность это разделка кромок плазменным резаком(потому что ломаются обычно там где даже резаком сложно подлезать). Если нет возможности проварить корень, то за сварку рам лучше не браться. Первый проход проварка корня; ток 100А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика. Второй и третий проход ток 110А точно так же но валики должны быть тонкие и перекрывать друг друга. Четвёртый проход ток 120А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл(3-5 валиков и прерывание дуги( если честно, то каждый случай сварки рам очень индивидуальный)). Пятый валик перекрывает в каждую сторону минимум 5 мм варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный. Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится. Таким способом варю с 1994г правда раньше с СО2 и проволокой 1мм, а ток такой же. Правда гиморно это и долго, иногда на 30см шва уходит целый день(с подготовкой).
Как я понял моя проблема в том что я перегреваю метал.
Плазменного резака у меня нет,но думаю приобрести в ближайшее время.
За технологию отдельное спасибо!
Шов трескается в зоне термического воздействия, там где метал закалился. Я практиковался на предприятии где изготавливаются рамы для фур Вольво, Рено. Вся работа происходит по чертежам со строгим соблюдением технологий. Мне показывали фото рентгена и разрезов швов с дефектами, после того как выборочная рама была отослана в Швецию, где специалисты Вольво на стенде её проверяли. Рама должна была выдержать 2 миллиона циклов нагрузки, а лопнула на 56 тысячном. Но оговорюсь, это была рама которая была сварена только-только после открытия предприятия. Сейчас качество на высшем уровне. Мне кажется, если нет возможности провести необходимую подготовку, или не хватает мастерства, то лучше не браться за раму. Это лично моё мнение. без обид. А, ещё. Нужно обеспечить плавный переход на основной металл, чтобы небыло подрезов. Потому-что именно с подреза начинается трещина. Это я тоже видел на фотках. Удачи!
А, ещё. Нужно обеспечить плавный переход на основной металл, чтобы небыло подрезов. Потому-что именно с подреза начинается трещина.
Шов трескается в зоне термического воздействия, там где метал закалился. Я практиковался на предприятии где изготавливаются рамы для фур Вольво, Рено. Вся работа происходит по чертежам со строгим соблюдением технологий. Мне показывали фото рентгена и разрезов швов с дефектами, после того как выборочная рама была отослана в Швецию, где специалисты Вольво на стенде её проверяли. Рама должна была выдержать 2 миллиона циклов нагрузки, а лопнула на 56 тысячном. Но оговорюсь, это была рама которая была сварена только-только после открытия предприятия. Сейчас качество на высшем уровне. Мне кажется, если нет возможности провести необходимую подготовку, или не хватает мастерства, то лучше не браться за раму. Это лично моё мнение. без обид. А, ещё. Нужно обеспечить плавный переход на основной металл, чтобы небыло подрезов. Потому-что именно с подреза начинается трещина. Это я тоже видел на фотках. Удачи!
Да я бы рад не браться,но когда он груженый и товар портиться,а водила чуть не плачет и готов заплатить любые деньги лишь бы доехать,приходится.
Не очень хочется чтобы потом обо мне плохо отзывались.
Сегодня варил ось на "Скании" (переломилась в десяти сантиметрах от рессоры) сделал все как описал Миротворец, только электродом LB и разделывал болгаркой .На разделку и сварку ушло почти четыре часа с перекурами и переодеванием (весь день дождь) особое внимание уделил корню.Водитель обещал позвонить через недельку.Груз 38 тонн.
Я уж и не помню.Думаю еслиб позвонил то обязательно запомнил бы.
Хорошее забывается быстро.
Если бы не доехал,то со зла обязательно позвонил бы.
Если Газелька грузовик то вот мои пять капель. У сестриного мужа газель фермер. Ездил постоянно с перегрузом, рама лопалась. Просил варить. А я такой прям спец по рамам и автопрому с металлом вообще что сам понимал - дохляк это. Тем более образование техническое, в курсе что металл он бывает разный и свойства свои в зависимости от условий нагрева и остывания с удовольствием меняет. Как правильно заметил выше уважаемый Миротворец- если нет возможности сделать правильно лучше вообще не делать. Прошу прощения за вольность трактовки. Но варил, а оно опять лопалось. Тем более кто раму у газели видел, знает что рамой это только по определению назвать можно. Поэтому решил я боле не поступаться здравым смыслом и усилить всю эту порнографию швеллером номер 27(если память не подводит) и болтовым соединением. Полежать конечно под ней пришлось. Попримерять, помахаться, но вот уж четвертый год поди как, никаких проблем.
Потом платформу кузова ему сварили из швеллеров номер шесть, подрамник из швеллеров, в кузове лист чечевица. Четыре балона поперек два вдоль под кузовом. Короче 3200кг сухой вес теперь у ГАЗексуса))) Но берет боле двух тонн за раз. И на ледяных горках не гальмует.
владимир из камышина,
Главная особенность это разделка кромок плазменным резаком(потому что ломаются обычно там где даже резаком сложно подлезать). Если нет возможности проварить корень, то за сварку рам лучше не браться. Первый проход проварка корня; ток 100А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика. Второй и третий проход ток 110А точно так же но валики должны быть тонкие и перекрывать друг друга. Четвёртый проход ток 120А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл(3-5 валиков и прерывание дуги( если честно, то каждый случай сварки рам очень индивидуальный)). Пятый валик перекрывает в каждую сторону минимум 5 мм варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный. Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится. Таким способом варю с 1994г правда раньше с СО2 и проволокой 1мм, а ток такой же. Правда гиморно это и долго, иногда на 30см шва уходит целый день(с подготовкой).
Читайте также: