Электроды с каким видом покрытия могут применяться для ручной дуговой сварки газопроводов
Обновлено: 18.05.2024
Электроды для сварки труб: по каким параметрам выбирают + классификация + особенности + ТОП-3 лучших ТМ электродов для 5 различных категорий труб.

Сварка труб в промышленных и домашних условиях является одной из наиболее распространённых задач для сварщика. Многие говорят, что качество зависит исключительно от классификации специалиста, но в учет стоит брать также соответствия материала к прутку.
В сегодняшней статье мы рассмотрим классификацию электродов для сварки труб + сделаем небольшой обзор на разные категории металлопрофиля.
Какие бывают электроды для сварки труб?
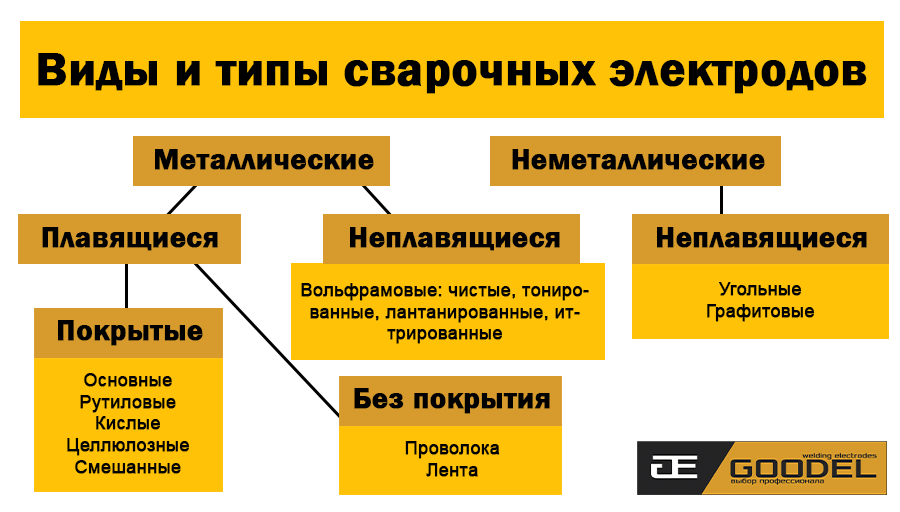
Токопроводящие стержни могут быть 2 типов – металлические и неметаллические. Для наложения швов на трубы вторые не годятся, потому далее мы на них останавливаться не будем. Основа качественного сваривания – мастерство + подбор нужных материалов , но и металлические прутки в этом плане могут сыграть злую шутку. Рынок настолько переполнен продукцией, что выбрать стоящий товар может быть трудно даже профи, а о дилетантах сварки и говорить нечего.
Начнем с того, что металлические электроды могут быть 2 типов – плавящиеся и неплавящиеся . Которые плавятся, в дополнение имеют покрытие для образования сварочной ванны, а сам стержень выполняется из распространенных типов цветных и черных металлов.
Важно: плавящиеся электроды без покрытия в практике сейчас используются только в случаях, когда сварочные работы протекают в защитной среде из газа. По формату это проволока на небольших катушках.
Причина повышенной стоимости неплавящихся электродов кроется в материалах их стержней. Основной документ, который регламентирует производство прутков является ГОСТ 9467-75. Детальнее о классификации электродов для сварки в таблице ниже.
| Параметр | Маркировка | Обозначение |
|---|---|---|
| Толщина покрытия электрода | А | Прутки с тонким покрывающим слоем. |
| С | Прутки со средним покрывающим слоем. | |
| Д | Прутки с толстым покрывающим слоем. | |
| Г | Особо толстый покрывающий слой. | |
| Тип | А | Кислого типа |
| Б | Базовое | |
| Ц | Из целлюлозы | |
| Р | Из рутила | |
| П | Покрытие смешанного типа, которое подразделяется на комбинации из двух – АР, РБ, РП, РЖ. | |
| Материалы | Углерод и низколегированная сталь | Материал показывает пиковые значения сопротивления разрыву. |
| Высоколегированная сталь | Обладают особыми свойствами. | |
| Конструкционная сталь | Для использования дуговой сварки. Сопротивление разрыву аналогично углеродистым. | |
| Чугун | Используется в частных случаях. | |
| Цветные металлы | Для работы с цветными металлами. |
В зависимости от выбранного материала электрода, меняется его сопроводительная документация. Базовый перечень состоит из ГОСТа 9467-75, 10052-75, 9466-75 и 10051-75 . Далее мы более тщательно пройдемся по типам сварки и предоставим актуальные модели электродов для каждой из них.
Какие электроды для сварки труб выбрать в 2021 – обзор ТМ + особенностей прутков
Ситуативность в процессе работы с трубами крайне высокая. Основной критерий распределения – это назначение трубопровода. Далее мы сделаем обзор электродов для труб высокого давления, нефтяных, газовых, тепловых, водопроводных, оцинкованных, отопительных и профильных.
1) Выбор электродов для сварки труб под высоким давлением

Основное требование к сварочным швам в системах с высоким давлением – это прочность. Для получения качественного соединения требуется основательно проварить шов, а сделать это может далеко не каждый тип электрода.
Лучшие ТМ электродов для сварки труб высокого давления:



К приемлемым альтернативам, которые чуть хуже представленных выше, относятся ОК 7470 и МТГ-01K. Ценник таких прутков начинается с 200 рублей и заканчивается 350 рублями за 1 килограмм.
2) Электроды для нефтепроводов и газопроводов

При строительстве крупных магистралей по транспортировке газа или нефти используются трубы крупных диаметров, потому о качестве сварки швов здесь стоит позаботиться в первую очередь. Даже мелкие бреши могут привести к потере десятков тонн сырья, а это громадная просадка в экономическом плане.
ТОП-3 варианта электродов для сварки газо- нефтепроводов:


Марка имеет аттестацию от Национальной Ассоциации Контроля сварки. Документ подтверждает сертификацию в отношении использования прутков при строительстве и ремонте магистральных трубопроводов. Расходник хорошо поддерживает стабильную дугу и может использоваться в любом из пространственных положений.

Марка с основным типом покрытия и коэффициентом наплавки в 9.5 г/А*ч. Расход материала для получения 1 килограмма наплавки составляет от 1.7 кг сырья. Предел текучести составляет 410 МПа, а ударная вязкость на уровне 260 Джоулей на сантиметр квадратный. Показатель относительного удлинения составляет 29%.
К приемлемым альтернативам по пруткам для сваривания газо- и нефтепровода относится ОК-46, ЛБ-52 и некоторые вариации МТГ . Детальнее по данному вопросу следует консультироваться со штатным инженером, который руководит ремонтными или строительными работами.
3) Электроды для теплосетей

Работа с тепловыми сетями подразумевает потоки горячей воды и паров. При сварочных работах электродами, используемыми в водопроводных системах, результат не будет оптимальным из-за разницы в температурном режиме эксплуатации. Здесь требуется особые марки прутков. Ниже представим наиболее популярные ТМ по соотношении цены к качеству в 2021 году.
ТОП-3 марки электродов для тепловых систем:

Отличительной чертой прутков является температурный режим эксплуатации сварочных швов – до 580 градусов по Цельсию. По диаметру на рынке присутствуют вариации в 3,4 и 5 миллиметров. Для наплавки 1 кг чистого металла требуется использовать 1.6 кг электродов. Коэффициент наплавки составляет 9.5 г/А*ч.

Весьма дорогая марка прутков с ценником от 440 рублей за 1 кг. По направлению использования являются универсальными, но ориентация идет на сварку двухслойных сталей со стороны легированного слоя. Также поддерживается ряд коррозионностойких марок (12Х18Н10Т, 12Х18Н9Т и другие).

Распространённая марка, которая выпускается как российскими производителями, так и большинством иностранных (среди известны). Тип прутка Э46 с рутиловым или рутилово-основным типом покрытия. Используется для сваривания углеродистых или низколегированных сталей тепловых систем.
К альтернативным торговым маркам вне списка выше также отнесем Э42А с толстым покрытием типа «У» и ЦЛ-20 с покрытием типа «Д». Ценник на данные прутки начинается от 200 рублей и выше за 1 килограмм.
4) Электроды для сварки трубопровода с водой

Если рассматривать бытовую ситуацию, — это прокладка под землей системы с поставкой воды к потребителям. Ранее данные системы делались только из чугуна, потому классические электроды для труб в старых системах, которые чаще всего и требуют ремонта, не подойдут.
Важно: при сварке труб с водой нужно обеспечить защиту шва от воздействия азота. Сделать это могут только прутки с толстым слоем покрытия.
Пропуская данный нюанс мимо ушей, сварщик получит соединение со слабым значением прочности, что приведет к скорой протечке и повторному ремонту.
ТОП-3 марки электродов для сварки труб с водой:


Электроды с кислым покрытием, основа которых является медь. Также имеются незначительные вкрапления никеля, марганца и железа. Выпуск по диаметрам от 3 до 5 мм. с шагом в 1 пункт. На 1 кг электродов приходится от 7 до 24 штук в зависимости от сечения. При сваривании требуется использовать короткие валики в 3-5 см.

Прутки для работы с чугуном, который обойдутся сварщику от 400 до 900 рублей за 1 кг в зависимости от диаметра электрода. Покрытие материала основное (Б), а ориентация по сварке приоритетная в нижнем пространственном положении. Коэффициент наплавки составляет 10.0 г/А*час.
Среди прочих стоящих вариантов для сварки труб из чугуна отнесем марки УОНИ, ОЗС, АНО, ЦУ-5, KOBELKO LB-52U и ESAB. Если трубопровод с водой сделан из нержавеющей стали, то рационально применить прутки ЦЛ-11.
Разбор популярных марок электродов для сварки труб:
5) Электроды для оцинкованных труб

Для получения качественного шва на оцинковке требуется соблюдение 3 условий – замедление темпа сварки на 18%-25%, увеличение силы тока на 20-40 А и расширение зазора между кромками в 1.5-2 раза от стандартного.
Важно: во избежание отравления испарениями цинка требуется использования средств индивидуальной защиты со встроенными фильтрами воздуха.
Для качественного соединения кромок оцинковки требуется электрод от 3 мм в диаметре. Покрытие используется рутиловое или фтористо-кальциевое. Использование специального флюса сбережет оцинковку от процесса испарения.
Топ-3 электрода для сварки оцинкованных труб:



Ну и наконец, если возникла необходимость сваривания профильных труб, то здесь оптимальными марками прутков станут АНО, МР-3С, ОЗС и УОНИ 13/35 . На этом обзор вопроса, какие электроды для сварки труб выбрать в 2021 году, считаем закрытым. Если на примете имеются альтернативные ТМ с качественным результатом по швам, ждем названия в комментариях к статье. Удачной сварки и не болеть!
Типы и виды покрытия электродов для сварки

Выбирая сварочные электроды следует учитывать, что их характеристики и область применения во многом зависят от вида покрытия, которое представляет смесь порошкообразных материалов, нанесенных на стержень из металлической проволоки. Основные задачи покрытия электродов – это обеспечение стабильности горения дуги, защита сварочной ванны и обеспечение заданных механических характеристик сварного шва.
В состав покрытия электродов входят металлы, органические материалы, минералы и связующие вещества. Выбирая электроды, опытные сварщики обращают особое внимание на вид его покрытия, так как от этого будут зависеть особенности его применения. Толщина покрытия, как правило, составляет от 1 до 3 мм, что равнозначно 15-30% от его веса.
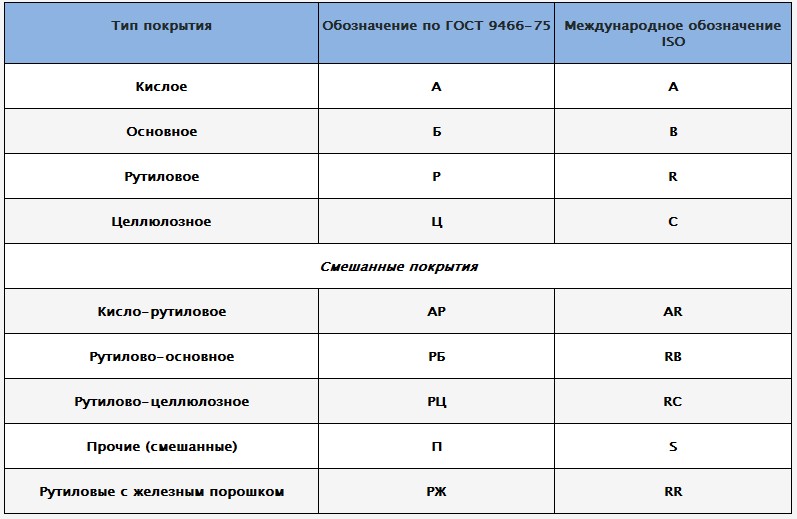
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность проводить сварочные работы на постоянном и переменном токе
- При сварке ржавого или покрытого окалиной металла не образуют пор
- Устойчивость к влаге и механическим воздействиям
- Обеспечивает ровный сварной шов
- Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.

Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
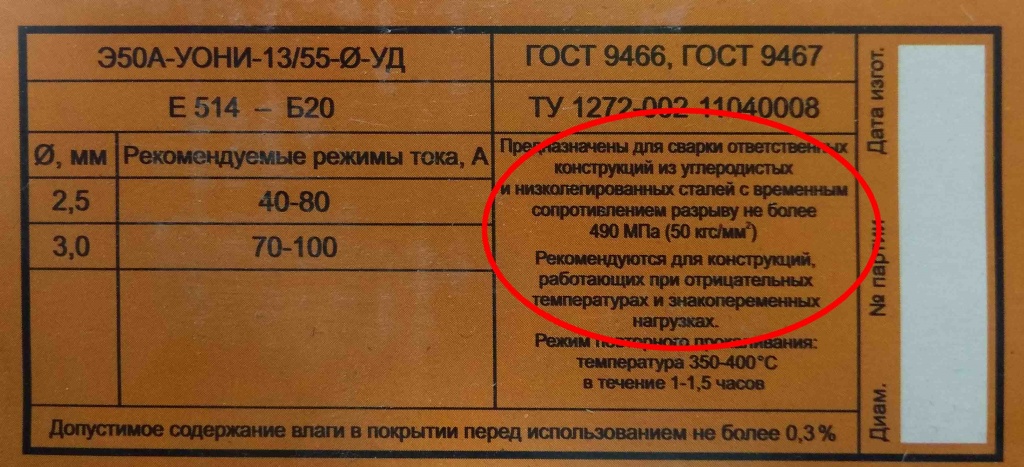
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Как выбрать электроды для сварки

Правильный выбор сварочных электродов – залог успешно выполненной сварки. Чтобы облегчить процесс подбора, и лучше понимать какие сварочные электроды выбрать мы подготовили эту статью. В статье мы рассмотрим основные критерии выбора электродов их виды и типы. Как толщина свариваемого металла влияет на выбор диаметра электрода, а диаметр на силу сварочного тока. Познакомимся с популярными марками и дадим несколько полезных советов. Приятного чтения.
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
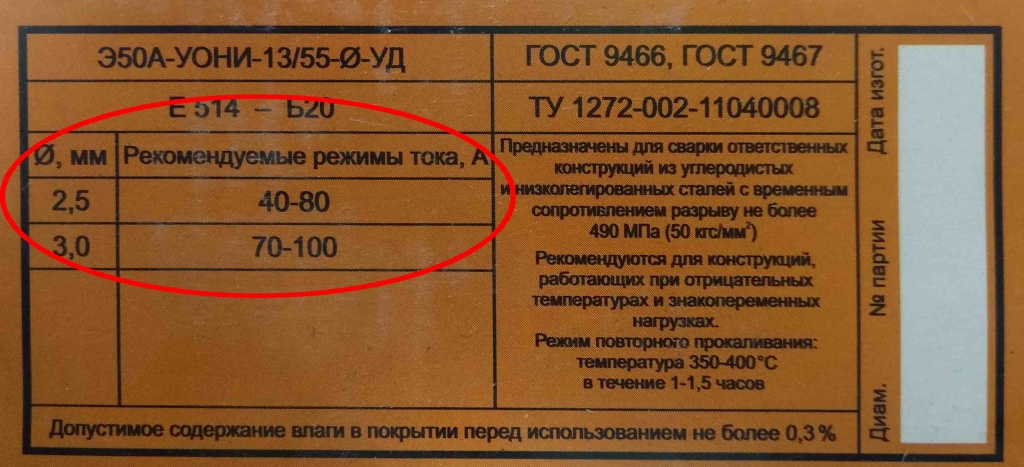
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.

Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
Углеродистые и низколегированные стали
ОЗС-4, МР-3, АНО-4, GOODEL-OK46, ОЗС-6, ОЗС-12, ОЗС-21, МР-3С, АНО-21, АНО-6, АНО-25, УОНИ-13/45, УОНИ-13/55У, УОНИ-13/65, УОНИ-13/85, ЦУ-5, ВП-6
Конструкции, работающие при отрицательных температурах и знакопеременных нагрузках
Высоколегированные нержавеющие стали
ОЗЛ-7, ОЗЛ-8, ЦЛ-9, ЦЛ-11, НЖ-13, ОЗЛ-17У, ЭА-400/10, ЭА-395/9, НИАТ-1, НИАТ-5
Жаростойкие и жаропрочные высоколегированные стали
ОЗЛ-6, ЦТ-15, ЦТ-28, ОЗЛ-25Б, АНЖР-1, АНЖР-2
Сварка разнородных сталей (низколегированных с хромоникелевыми сталями аустенитного класса)
Сварка и наплавка серого и ковкого чугуна и заварка дефектов чугунного литья
ШЭЗ-Ч1, ОЗЧ-1, ОЗЧ-2, ОЗЧ-6
Холодная сварка конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом
Сварка, наплавка и заварка дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна
Сварка меди и бронзы
Комсомолец-100, АНЦ/ОЗН-3; ОЗБ-2М (для бронзы)
ОЗШ-1, ОЗШ-3, ВСН-10, ОЗН-300М, ОЗН-400М, ОЗН-6, ОМГ-Н, ЭН-60М, ОЗН-7, ОЗН-7М, НР-70, ЦН-6Л, ЦН-12М, ШЭЗ-Н13, 13КН/ЛИВТ, Т-590, Т-620, ЦНИИН-4, УОНИ-13/НЖ 20Х13
Наплавка поверхностей кузнечно-штамповой оснастки и деталей металлургического оборудования
Наплавка штампов холодной и горячей штамповки, работающих с нагревом контактных поверхностей до 650 °С
Легированные теплоустойчивые стали
ТМЛ-1У, ТМЛ-3У, ЦЛ-39
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
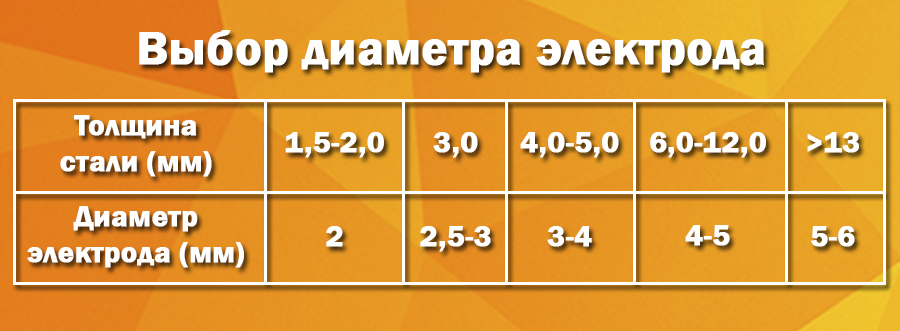
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
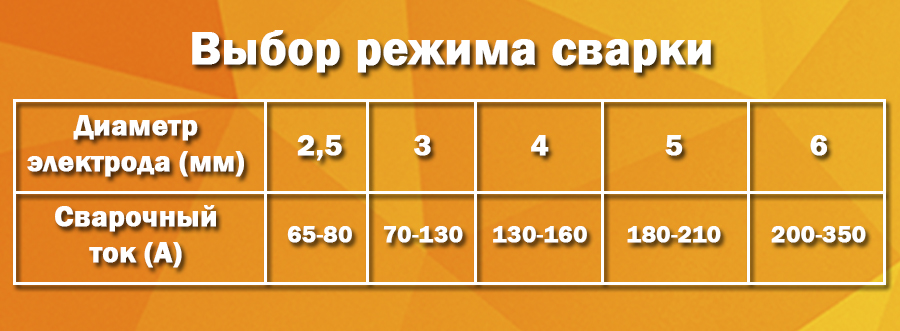
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
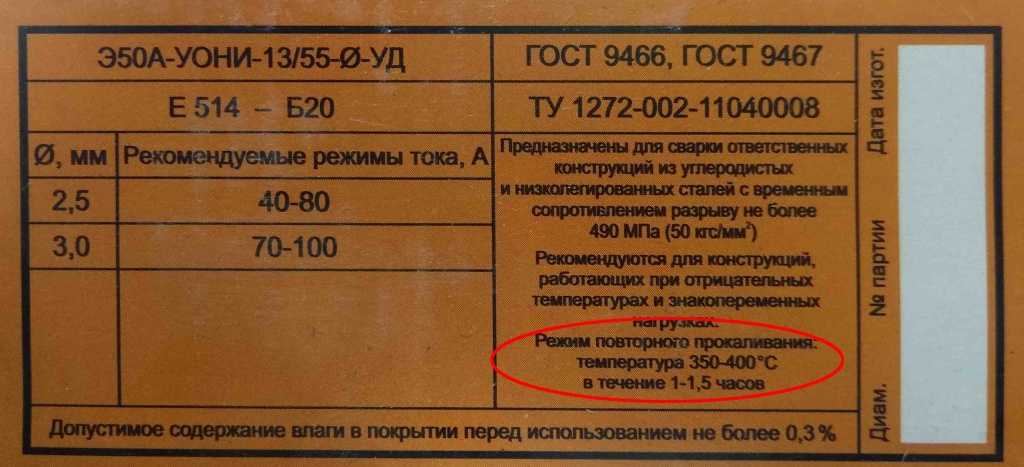
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
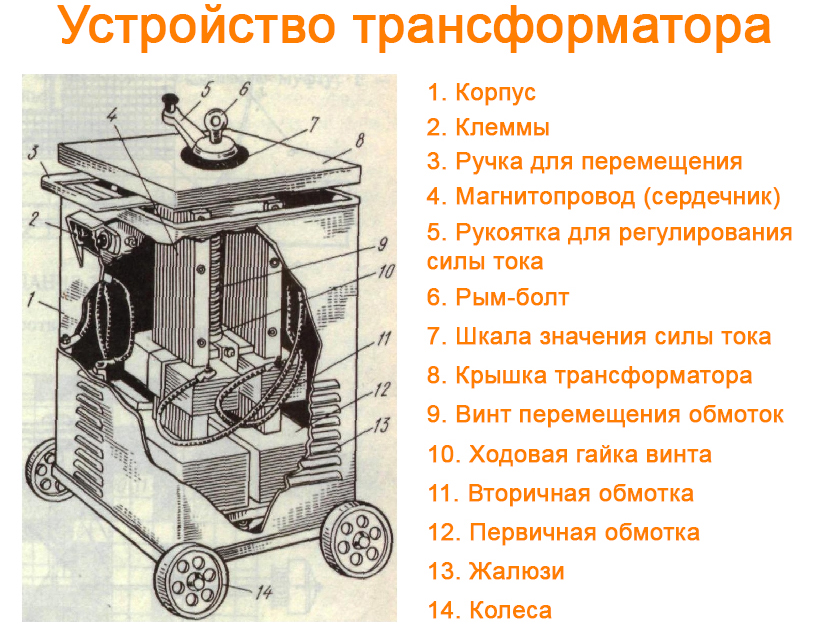
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
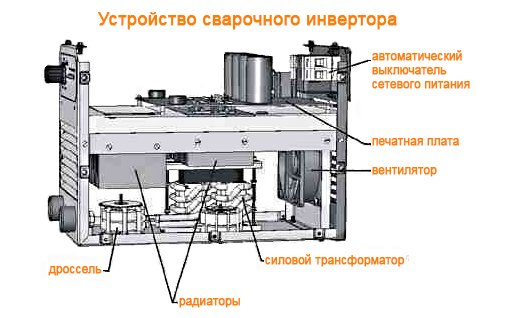
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.
- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.
Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
При прокладке трубопроводов используются электроды разных марок. Выбор оптимальной зависит от характера рабочей среды и ее параметров (температура и т. д.), материала изделия и ряда других факторов. Расскажем о том, какие электроды для сварки труб используются в конкретных случаях.
Какими электродами варить трубы отопления

Для ручной дуговой сварки труб теплосети широко применяются такие марки электродов.
- ЦЛ-9 – низководородные электроды с основным покрытием для труб из углеродистых, легированных и нержавеющих сталей. Позволяют варить в любом пространственном положении постоянным током обратной полярности. – их применяют для соединения труб из углеродистых и низколегированных сталей. Наиболее часто используются стержни диаметром 3 мм. Сварка также выполняется инвертором.
- ЦЛ-20 – ими выполняется инверторная ММА сварка труб из теплоустойчивых и жаропрочных сталей (температура рабочей среды – до 565 °С).
Также широко применяются электроды МР-3. Они позволяют варить трубы паро- и трубопроводов с горячей водой не только постоянным, но и переменным током. Благодаря рутиловому покрытию на поверхности металла допустимо наличие влаги или окислов.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды с основным и рутиловым покрытием. При этом первые рекомендуется использовать при работе с изделиями из низкоуглеродистой стали, а вторые – с низколегированными. Это марки:
- , АНО-4, ОЭС-4 – с рутиловой обмазкой; , УОНИ-13/45, ДСК-50 – с основным покрытием.
Как сварить трубу электродом при работе с оцинкованной поверхностью? Сварной шов накладывается возвратно-поступательными движениями электрода. Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет опасные для здоровья и экологии испарения, используется защитная среда в виде флюса и, конечно, защитная экипировка. При работе с толстостенными изделиями слой цинка в месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
- МР-3 – варить ими можно без предварительной зачистки кромок;
- МР-3С – позволяют получить шов с повышенными требованиями к качеству металла; – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.
Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Как правильно выбрать электроды для сварки
Речь в статье пойдет о покрытых электродах, используемых для ручной электродуговой сварки. Параметры выбора электродов достаточно многочисленны, назовем основные:
- выбор металлов, сплавов (стали, сплавы, разновидности чугуна и т. д.).
- типы обслуживаемой конструкции или оборудования;
- тип работ, который зависит от конструкции (массивные, толстостенные, тонкостенные, тавровые и т. д.);
- род используемого для сварки тока;
- наличие опыта у сварщика;
- собственно, качество самого электрода.
Основываясь на этих параметрах, рассмотрим вопрос о том, как сделать оптимальный выбор.

Виды электродов для сварки и стали
Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью. Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное покрытие («Ц»)
Состоит из целлюлозы, органических смол, ферросплавов и других элементов. Электроды хорошо подходят для выполнения сварки в вертикальном положении благодаря малому количеству шлака и выделению защитных газов. В числе минусов — высокий уровень разбрызгивания металла и высокое содержание водорода, что может ухудшить качество металла сварного шва.

Выбор электродов для сварки металлоконструкций
Выбор перечисленных выше типов электродов зависит от того, какие работы выполняются (сварка или наплавка, заварка браков литья), а также от того, какие металлы и сплавы используются. Поэтому подбирать оптимальный вариант электродов для металлоконструкций следует с учетом их основного назначения:
Назначение
Рекомендуемые марки электродов
Сварка углеродистых и низколегированных конструкционных сталей
Сварка легированных высокопрочных сталей
Сварка теплоустойчивых, жаропрочных сталей и сплавов
ОЗЛ-35, КТИ-7А, ИМЕТ-10, ТМЛ-3У, АНЖР-2, ЦЛ-39
Сварка «нержавейки», коррозионностойких сталей и сплавов
УОНИ-13НЖ, ЭА-400/10Т, ИЖ-15С, ЦТ-15, НИАТ-1
Сварка элементов из разных материалов и сталей разных классов
ОЗЛ-32, ЦТ-28, ЭА-391/15, АНЖР-2, ВИ-ИМ-1, ИМЕТ-10, НИИ-48Г, В-56У
Сварка изделий из никелевых сплавов
Сварка литого чугуна
МНЧ-2, ОЗЧ-3, ОЗЖН-1, ОЗЖН-2
Сварка ковкого чугуна
НИИ-48Г, АНВ-20, ОЗЛ-44, ЭА-112/15
Сварка изделий из сплавов на основе алюминия
ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2
Сварка медных и бронзовых деталей
Наплавка деталей, работающих в условиях абразивного износа
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок при абразивном износе
12АН/ЛИВТ, ТК3-Н, ВСН-6
Наплавка деталей, работающих в условиях интенсивного износа с ударными нагрузками
Наплавка деталей, работающих в условиях интенсивных ударных нагрузок
Наплавка изношенных деталей из высокомарганцовистых сталей
Наплавка металлорежущего инструмента
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
Читайте также: