Фиксация труб для сварки
Обновлено: 28.09.2024

Надежность и исправное функционирование пластикового трубопровода (особенно если он напорный) напрямую зависит от способа соединения труб, из которых он состоит. Самым прочным способом является, безусловно, сварка полиэтиленовых труб. С ее помощью можно соединить элементы трубопровода не только между собой, но и с фитингами. О технологии мастер сантехник расскажет в статье.
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду .
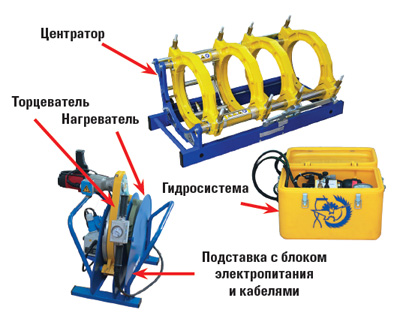
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Немаловажным фактором качественной сварки трубопроводов из ПНД является их предварительная подготовка. Необходимые манипуляции для формирования хорошего сварочного шва будут представлены в виде инструкции.
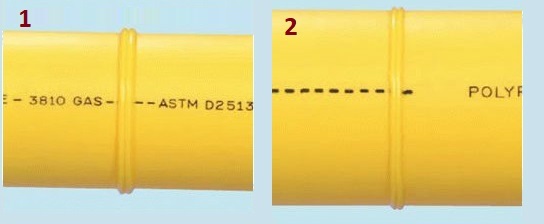
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
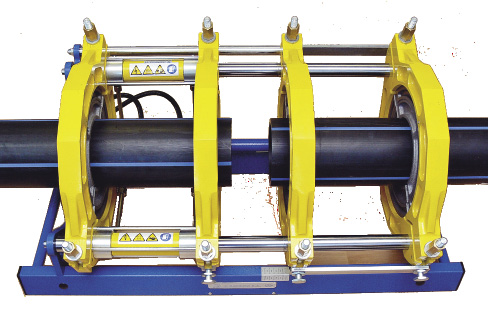
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.

Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.

Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.

Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.
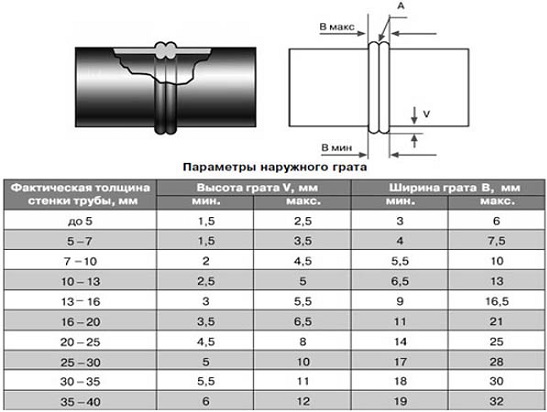
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.

Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.

- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.

Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
 |
| Таблица параметров сварного шва. Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода |
- Симметричность и равномерность по всей окружности стыка;
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины;
- Цвет валиков должен быть идентичен окрасу трубы;
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
 |
| 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке |
 |
| 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки |
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги.
Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Центраторы для сварки труб
Для сварки фрагментов при монтаже трубопровода используется специализированные инструменты – центраторы для сварки труб. В данной статье приведены их устройство, классификация и особенности.

Устройство
Различные виды центраторов значительно отличаются по конструкции. Однако в любом случае ее составляют упорные и фиксирующие элементы.
К основным качествам центраторов относят:
- надежность фиксации;
- точность их совмещения;
- удобство применения;
- долговечность.
Применение
Центраторы имеют обширную сферу применения. Это обусловлено тем, что они рассчитаны на сварку труб различных типов и диаметров. Ввиду этого их применяют при сборке трубопроводов в коммунальной и нефтегазодобывающей сферах. Центраторы служат для фиксации смежных фрагментов трубопровода при сварке.
Актуальность данных инструментов определяется большой сложностью совмещения соединения фрагментов магистральных трубопроводов путем сварки, особенно большого диаметра. Это обусловлено провисанием ввиду малой жесткости соединяемых фрагментов. Этого необходимо избежать, обеспечив соосность. В противном случае значительно снизится качество соединения. Причем нужно учитывать, что соосность далеко не всегда означает параллельность.
Фиксация фрагментов обеспечивает стабильные размеры зоны сварки. К тому же, если используется центратор для сварки, с внутренней стороны стыка не формируются перепады, вызывающие турбулентность потока и повышающие сопротивление при эксплуатации трубопровода. То есть названные дефекты ухудшают гидравлические параметры, вследствие чего требуется более мощное насосное оборудование.


Точное позиционирование обеспечивает одинаковую ширину сварочного шва по окружности в отсутствии подрезов, непроваров, наплывов, что повышает прочность. К тому же благодаря этому допустимо применение механизированной сварки.
Для классифицирования центраторов используется несколько критериев:
- технологическое назначение;
- конструктивное исполнение;
- количество точек фиксации;
- сферу применения.
Под первым критерием подразумевается способ расположения инструмента. На основе этого их дифференцируют на варианты для наружного и внутреннего диаметров. Далее они рассмотрены более подробно.
Конструктивное исполнение подразумевает использование в устройстве деталей различной конфигурации и типа. Определяется назначением инструмента, в том числе конфигурацией трубопровода. Так, основная часть сегментов расположена по прямой, однако существуют и изогнутые участки.
Количество точек фиксации определяется диаметром трубопровода.
Сегменты небольшого размера фиксируют с одной стороны, а для труб от 400-600 мм используют двустороннюю фиксацию.


По сфере применения центраторы дифференцируют на бытовые и профессиональные. Модели первого типа отличаются компактными размерами, ручным приводом и невысокой стоимостью. Они рассчитаны, например, на сварку домашнего водопровода. Профессиональные варианты значительно более сложны и дороги. Они ориентированы на прокладку магистральных трубопроводов.
Наружные
Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм.
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.
- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).
- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.
- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.
- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.


Наружные центраторы любого типа предполагают использование дополнительного оборудования в виде подставок, рабочих площадок, грузозахватных приспособлений и т. д.
Внутренние
Такие инструменты, в сравнении с внешними, отличаются сложной конструкцией. Это объясняется большей сложностью обеспечения соосности внутренних диаметров вместе с внешним. Принцип функционирования основан на оказании давления на стенки изнутри. В маркировке используется буквенное обозначение «ЦВ».
Значительное отличие внутренних центраторов от наружных состоит в том, что они рассчитаны на использование как при сварке, так и при эксплуатации трубопровода.
Во втором случае они служат для устранения прогиба под воздействием просадки грунта и собственным весом. Для большинства моделей эти возможности обеспечивает гидравлический привод. Причем предусмотрено регулирование скорости движения гидрозажимов, вследствие чего в системе управления гидроприводом используются двигатели постоянного тока.
Модели с ручным приводом рассчитаны на сварку конструкций внутренним диаметром до 300 мм, а обычные рассчитаны на трубопроводы более 2000 мм.
Специализированные модели для труб малого диаметра отличаются наличием пружинного зажима. По конструкции они аналогичны наружным центраторам для бурения нефтяных и водных скважин.
Принцип работ состоит в надвигании с использованием грузозахватного механизма трубы на вторую, в торце которой размещен центратор. Далее гидравликой создает требуемое усилие прижима. После этого можно начинать сварку. При этом необходимо наличие вентилятора ввиду сильного нагрева при работах.

Центратор внутренний применяемых при сварке труб с пенополиуретановым покрытием, используемых в магистральных сетях отопления и водоснабжения. Данный материал выполняет роль изоляции и служит для размещения кабеля, контролирующего состояние трубопровода. Поверх него наносится термостойкая оболочка. Ввиду этого сварка возможна исключительно с внутренней стороны.
Достоинства и недостатки
К основным достоинствам центраторов относят:
- повышение качества сварки за счет точного расположения и фиксации, что обеспечивает длительный эксплуатационный срок;
- снижение трудозатрат;
- мобильность;
- невысокую стоимость;
- многофункциональность, состоящую в применимости для труб разных видов и размеров.
Основным недостатком центраторов считают некоторое повышение стоимости работ. К тому же многие промышленные модели характеризуются большой массой (до сотен кг). Поэтому для их применения требуются грузоподъемные устройства. Это также усложняет и удорожает работы.
Также можно сопоставить наружный и внутренний виды.
Инструменты первого типа характеризуются следующими достоинствами:
- небольшими габаритами и массой для большинства моделей;
- простотой использования;
- возможностью применения при любых условиях.
Основной недостаток состоит в отрывочном ведении работ, обусловленном необходимостью постоянного передвижения инструмента.
Основное достоинство внутренних центраторов состоит в обеспечении непрерывной сварки. Однако это большие и тяжелые инструменты сложной конструкции, требующие применения подъемного оборудования.
Модели и цены
Выбор центратора осуществляют на основе ряда критериев.
- Диаметр труб. Во-первых, каждый тип инструмента рассчитан на конкретный диапазон диаметра. Во-вторых, для толстых деталей (более 800 мм) следует использовать модели жесткой конструкции (многозвездные или арочные), а при меньших диаметрах подойдут эксцентриковые варианты.
- Требования к качеству сварки. В некоторых случаях существуют пределы для дефектов соединения (включая эллипсность). Наилучшее качество сварки обеспечивают цепные модели.
- Предельное давление. Для создания наиболее стойкого сварочного шва следует применять центраторы с гидрозажимом.
- Материал труб. В данном отношении рассматриваемые инструменты всех типов универсальны, однако исключение составляют работы с полипропиленовыми трубами. В таком случае требуются внутренние варианты.
- Универсальность. Лучшими по данному показателю считают цепные модели.
Стоимость центраторов колеблется в обширных пределах. Так, простейшие наружные многозвенные модели с ручным приводом можно приобрести за 1,5 тыс. рублей, в то время как цена внутренних гидравлических составляет примерно 350 тыс. Таким образом, стоимость определяется конструкцией, назначением, а также брендом.


Из производителей данных инструментов по качеству выделяют продукцию Vietz и Clamp.
Следует отметить, что простейший бытовой центратор несложно и недорого создать самостоятельно.
Центраторы для сварки труб — устройство, виды, применение

При работах по укладке труб главная задача – получить сварной шов идеального качества. Чтобы облегчить этот процесс и повысить качество выполнения, разработаны и используются центраторы для труб. Их функция отображена в названии: механические устройства служат для точной центровки стыков и торцов труб накануне и во время сварки. В статье мастер сантехник расскажет о их устройстве, видах и особенностях.




Из чего состоит и как работает устройство

Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
Плюсы и минусы использования центраторов

Неправильное соединение торцов труб при их сварке, может со временем привести к нарушению целостности сварного шва – появлению на нем трещин и глубоких разломов. Именно поэтому крайне важно позаботиться о правильной центровке подлежащих свариванию торцов заранее, в этом вам поможет центратор, который обеспечит:
- Надежную фиксацию элементов, которые будут свариваться в единое целое;
- Качественное и прочное соединение труб;
- Возможность правильно сформировать корень сварного шва.
При правильном использовании, и промышленные, и переносные мобильные центраторы служат достаточно долго, не теряя своих первоначальных эксплуатационных качеств, и не требуют какого-то серьезного ремонта.

Центраторы бывают нескольких видов, от довольно простых механизмов, стягивающих зажимных устройств, работающих по принципу струбцин, или довольно сложных электромеханических устройств с электро или гидравлическим приводом. Что касается возможных недостатков этих приспособлений, то здесь нельзя не отметить высокую стоимость последних, из-за которой купить центратор для сварки не каждый может себе позволить. К недостаткам первых можно отнести их относительную не долговечность, т.к. они представляют из себя фактически цельнометаллическое устройство, которое во время эксплуатации все время находится в «натянутом» напряжении, что в последствии имеет так называемый эффект «усталости металла», но до этого момента центратор за счет своей небольшой стоимости успевает окупить себя не один десяток раз.

Центрирующие устройства делятся на виды по нескольким признакам:
- Объем проводимых работ — если он значителен, то оправдано приобретение и применение профессионального устройства, если нет — то полупрофессионального. Цены на эти два вида центраторов отличаются на порядок.
- По месту положения центратора — на поверхности труб или внутри них.
- По механизму фиксации — цепь, эксцентрик, струбцина, арка.
Наружные центраторы для сварки труб

Данные инструменты представлены разъемными конструкциями. Фиксация труб производится различными способами, на которых основана классификация наружных центраторов, приведенная далее. В целом, для данного типа принцип функционирования состоит в удержании с внешней стороны. Все наружные инструменты имеют маркировку, включающую буквенные символы «ЦН» и числовое значение пикового внешнего диаметра в мм:
- Многозвенные модели представляют собой конструкции из соединенных пальцевыми шарнирами звеньев. Встречается несколько технологий их стягивания: ручное, винтовым механизмом, силовым гидроприводом. Последний вариант характеризуется наибольшим усилием и, следовательно, обеспечивает наилучшее центрирование. Данные центраторы служат для труб диаметром до 2000 мм. Для них характерны проблемы с надежностью и долговечностью, обусловленные двумя факторами. Во-первых, со временем зазоры возрастают вследствие износа. Во-вторых, возможны поломки пальцевых шарниров.

- Арочные варианты включают 2 клеммы с откидными частями. Последние при центрировании накладываются друг на друга. Стягивание производится вручную либо гидравликой. Количество секций подбирают на основе диаметра. Такой центратор наружный проще по конструкции и надежнее моделей предыдущего типа ввиду меньшего количества деталей. К тому же он жестче. Однако такие варианты рассчитаны на трубы меньшего диаметра (до 900 мм).

- Цепные центраторы включают в качестве основного конструктивного элемента цепь, а также стягивающий механизм. Последний имеет только ручной привод. Некоторые модели оснащены выравнивающими винтами, служащими для коррекции геометрии труб. Это наиболее мобильный и оперативный вариант центраторов. Поэтому такие инструменты применяют как при создании трубопроводов, так и при ремонте. Предельный диаметр для данных вариантов – 1400 мм.

- Эксцентриковые центраторы по конструкции близки к арочным. Отличие состоит в использовании эксцентрикового зажима для прижима клемм. Он обеспечивает ускоренное центрирование, однако требует высокой квалификации ввиду возможности самопроизвольного отсоединения при недостаточной фиксации. К тому же механизм быстро утрачивает прижимное усилие ввиду износа. На основе этого их используют для труб диаметром до 400-500 мм.

- Струбцинные модели состоят из струбцин и рычажного механизма. На основе конфигурации целевых конструкций встречаются дуговые и прямоугольные струбцины. Нижний элемент обычно плоский. Механизм зажима чаще всего с ручным приводом, но бывает и с гидравлическим. Это компактные центраторы для труб малого диаметра. Обычно используются в коммунальной и бытовой сферах.

- Пружинные типы незаменимы для стыковки обсадных труб под землей, когда бурят скважины. Бытовой вариант применяется для прокладки металлических, полимерных трубопроводов и с ППУ.

Внутренние центраторы для сварки труб

Гидравлический привод этого оборудования обеспечивает внутреннее центрование труб и устраняет прогибы. Они могут появиться под действием собственного веса или от подвижек почвы. Регулировка скорости движения и усилия прижатия зажимов осуществляется с помощью двигателя постоянного тока, установленного на гидроприводе. На трубопроводах с диаметром до 0,3 м возможно применение ручного привода.

При стыковке внутренним центратором его вставляют внутрь трубы, а вторую с помощью грузоподъемного механизма надвигают. Гидроприводом производится прижатие торцов, стык проваривается. Для предотвращения сильного нагрева труб во время наложения шва используется вентилятор. Оборудование извлекается специальной штангой, затем вставляется в следующий стык. Перемещения производятся до окончания монтажа трубопровода.
Выбор подходящего центратора

Чтобы не ошибиться с выбором, нужно учитывать рекомендации специалистов:
- Для работы с трубами ППУ большого размера внутренние центраторы вне конкуренции.
- При диаметре труб превышающем 0,8 м стыковку рекомендуется производить жесткими арочными или многозвенными устройствами наружной установки. При меньших размерах достаточное усилие прижима обеспечат эксцентриковые варианты.
- Если давление перекачиваемого вещества превышает 5 атм, выбирается центратор с гидравлическим зажимом.
- При повышенных требованиях к качеству сварного соединения (например, эллипсности) выбирается цепной центратор.
- По универсальности первое место занимают приспособления цепного типа.
Приобретение центратора необходимо, если приходится часто заниматься прокладкой или ремонтом трубопроводов. Высокая стоимость дополнительного оборудования многократно окупится за счет снижения расходов на ремонт и увеличения срока службы коммуникаций водо и теплоснабжения. Особенно если они проложены под землей.
Приспособления для сварки
Получить качественное сварное соединение можно при использовании специальных приспособлений для сварки. Опытные сварщики хорошо знакомы с тем, как важно правильно и надежно зафиксировать соединяемые изделия. При широком ассортименте сложно подобрать вариант исполнения, который будет обеспечивать надежную фиксацию. Именно поэтому рекомендуют уделить внимание классификации и особенностям всех механизмов.

Приспособления для сварки
Сборно-сварочные приспособления профильных труб и их виды
Распространенные приспособления для сварки создаются для того, чтобы обеспечить наиболее благоприятные условия работы, за счет чего повышается качество получаемого шва. Все они делятся на несколько видов:
Подобные механизмы для установки и крепления профильных труб могут изготавливаться из самых различных материалов. Рекомендуется уделять больше внимания выбору приспособлений для сварки, так как они во многом определяют качество получаемого результата.

Механизмы для установки
Специальные сварочные приспособления требуются для того, чтобы задать правильное расположение в пространстве свариваемым элементам. Наибольшее распространение получили:
- Уголки.
- Упоры.
- Призмы.
- Шаблоны.
Упорные устройства предназначены для фиксирования заготовки на основной поверхности. Большая часть применяются постоянно, так как сварной шов обеспечивает лишь высокую степень герметизации. Кроме этого, встречаются и откидные варианты исполнения, которые можно демонтировать при необходимости.
Уголок сварочный Шаблон промышленный
Часто нужно выдержать определенный угол расположения труб. Для этого могут использоваться специальные уголки, которые изготавливаются из самых различных материалов.
Призмы предназначены для фиксации цилиндрической профильной заготовки. Как правило, подобные конструкции изготавливаются из металлических уголков. При необходимости требуемые элементы для фиксации можно изготовить самостоятельно при применении сварочного оборудования.
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см 2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.
Стяжки Струбцина
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
Приспособления для установки и крепежа
В продаже встречаются универсальные приспособления для сборки различных конструкций. Они могут выполнять сразу несколько технологических задач, зачастую во внутрь вставляется деталь и затягивается винтом. Сваривание труб сегодня проводится крайне часто. Именно поэтому получила распространение следующая оснастка:
- Центраторы. Подобный механизм позволяет совместить оси соединяемых элементов. Кроме этого, при их применении можно обеспечить совмещение кромок. Центраторы делятся на внутренние и наружные, сварка может проводится в разных положениях.
- Устройства с магнитом получили широкое распространение, так как просты в применении и характеризуются универсальностью.
- Механизированные стенды. Во многих случаях на подготовительные работы уходит довольно много свободного времени. При использовании стендов можно существенно ускорить процесс подготовки, а также прочно закрепить заготовки в требуемом положении. Изделия предварительно собираются, после чего фиксируются на стендах для проведения сварки. Чаще всего механизированные стенды используют в случае сборки габаритных изделий плоской или объемной формы.
- Кантователи применяются для поворота крупногабаритных заготовок. Выделяют механизмы роликового и цевочного, рычажного, центрового и цепного типа. Все они характеризуются своими определенными особенностями, которые нужно учитывать при выборе наиболее подходящего варианта.
- Манипуляторы приспособлены к повороту свариваемого изделия на момент проведения работы. Современные варианты исполнения могут делать поворот в нескольких плоскостях, за счет чего существенно увеличивается область применения приспособления и комфорт на момент сварки. Некоторые модели способны проводить поворот заготовки с требуемой скоростью, за счет чего повышается качество шва.
Центраторы для труб Кантователь
Наружные центраторы сегодня встречаются намного чаще, представлены конструкцией с подвижными звеньями, для объединения которых применяются шарниры. Есть и самодельные варианты исполнения, изготавливаемые из подручных материалов.
Механизмы с магнитами
Выпускают для сварочных работ устройства с магнитами. Примером можно назвать различные угольники. Основное предназначение – правильное расположение листового материала при их соединении.
Механизмы с постоянным или электрическим магнитом выпускают в виде угольник и некоторых других распространенных форм. За счет воздействия магнита обеспечивается надежная фиксация заготовок относительно друг друга. При этом после завершения работы можно быстро снять конструкцию.
Сегодня при создании фиксаторов могут использовать различные магниты, как постоянные, так и электрические. Последние менее практичны, но обеспечивают оказание большего усилия на заготовки.
Сварочные приспособления своими руками — струбцина
Изготовить сварочные приспособления своими руками достаточно просто. Многие мастера активно используют именно самодельные конструкции, так как они более комфортны в применении. Кроме этого, некоторые магазинные варианты исполнения характеризуются низкой надежностью, слишком высокая нагрузка приводит к деформации и повреждению.

Струбцина своими руками
Для создания универсальных приспособлений для сварки может потребоваться:
- Гайки, которые рассчитаны на возможную нагрузку.
- Листы металла толщиной около 10 мм.
- Шайба большого диаметра.
- Заготовка трубопрокатного типа с наружной резьбой, которая подходит под подобранную гайку.
Стоит учитывать, что при использовании обычного металла со временем на поверхности появится коррозия. Именно поэтому нужно предусмотреть особенности процесса покрытия стали специальным антикоррозионным составом.
Процесс изготовления своими руками
Провести создание требуемой конструкции можно при использовании подручных инструментов. Среди особенностей проводимой работы отметим следующие моменты:
- Из приобретенных листов вырезаются прямоугольники шириной 4 см различной длины. После этого подготавливается две прямоугольные пластины. Первые элементы используются для создания основной части корпуса, другие для фиксации подвижной части. Металл предварительно очищается от ржавчины и других загрязняющих веществ.
- К основной струбцине приваривается специальный вспомогательный элемент, изготавливаемые из металлических пластин и уголков.
- Еще один лист из стали приваривается к меньшей стороне. Шайбы подобранного диаметра сваривают в одну болванку.
- Гайки нужно укладывать на ребро. За счет этого подвижный стержень располагается параллельно струбцине.

Изготовление самодельной струбцины
Сварочный шов должен идти снаружи. Подобная конструкция позволяет зафиксировать соединяемые элементы и обеспечить их неподвижность при проведении сварки.
Самодельные приспособления для сварки практически ни в чем не уступает покупным вариантам исполнения. Перед тем как приступить к выполнению работы по сборке прижимного или фиксирующего механизма нужно учесть то, каким образом оно будет использоваться и какими свойствами должно обладать.
Самодельное устройство на магнитах
Все чаще в домашних условиях собирается приспособление для сварки труб, которая работает на магнитах. Процесс изготовления характеризуется следующими особенностями:
- Основной материал – пластина с длинной каждой стороны 25 см.
- Потребуется трубы с поперечным сечением в виде квадрата, ребра которого обеспечивают более высокую жесткость.
- Конструктивные особенности механизма предусматривают наличие трех болтов и гаек небольшого размера.
- Стальной цилиндр с диаметром 4,5 мм.

Сборку можно провести при наличии сварочного аппарата и дрели со сменными сверлами по металлу. Конструкция создается следующим образом:
- С обоих сторон квадратной пластины привариваются трубы, длина которых 15 и 20 см.
- Следующий шаг предусматривает создание двух вспомогательных деталей: одна п-образной формы, вторая имеет форму трапеции с одинаковыми сторонами.
Подобные варианты исполнения встречаются крайне часто по причине универсальности, самодельные механизмы рассчитаны на высокую нагрузку.
Универсальные варианты исполнения фиксаторов с магнитами очень удобны в применении. Именно поэтому они получили широкое распространение, используются мастерами различного уровня.
Классическое устройство характеризуется следующими особенностями:
- Механизм представлен сочетанием двух пластин, которые имеют встроенные магниты. Они принимают основную нагрузку, рассчитаны на воздействие самого различного давления.
- Положение двух плоскостей может меняться для регулирования угла, который подбирается под форму соединяемых изделий.
- Конструкция также имеет еще две дополнительные плоскости, которые существенно повышают точность сопряжения двух поверхностей относительно друг друга.
За счет использования универсального механизма можно точно и быстро сварить между собой несколько изделий. Сила постоянного или электрического магнита может быть достаточно высокой, обеспечить требуемую надежность фиксации.
Типы сборно-сварочных приспособлений
Рассматривая приспособления для сварки следует учитывать, что они делятся на несколько различных категорий. Наибольшее распространение получили механические зажимы и фиксаторы, так как они просты в применении и могут прослужить в течение длительного периода.
Если нужно зафиксировать большие и тяжелые заготовки, то могут использоваться конструкции с пневматически или электрическим приводом. За счет использования специального привода существенно повышается прикладываемое усилие.
Классификация всех устройств также проводится по тому, в каких условиях они могут эксплуатироваться. Примером можно назвать варианты исполнения промышленного и бытового применения.
Кроме этого, выделяют следующие группы вспомогательных приспособлений для сварки:
- Комбинированные.
- Для установки.
- Для сборки.
- Предварительная фиксация.

Зажим для электродов
В заключение отметим, что техника безопасности сварочных работ также определяет необходимость в надежной фиксации соединяемых элементов. Это связано с тем, что держать на весу заготовки запрещается. Также они не должны находится в неустойчивом положении, так как повышается вероятность получения травмы или снижения качества получаемого шва.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Читайте также: