Фильтр для сварочного поста
Обновлено: 19.05.2024
Процесс сварки сопровождается выделением газов, твердых частиц и иных вредных примесей, состав которых определяется содержанием свариваемого и электродного металлов. Пыль от сварки, высвобожденная под воздействием высоких температур, оказывает токсичное воздействие на дыхательные пути сварщика и других лиц, находящихся в производственном помещении. По этой причине очистка воздуха от сварочных аэрозолей — это актуальная проблема для всех производственных процессов, в которых задействована сварка.
Источники пыли
Наибольшее количество вредных веществ попадает в атмосферу в процессе ручной дуговой сварки покрытыми электродами. Например, в процессе сварки стали при расходе 1 кг электродов в воздушное пространство попадает до 40 г пыли, 2 г фтороводорода, по 1,5 г оксидов углерода и азота. Если сварка проходит в автоматическом или полуавтоматическом режиме, количество выделяемых вредных примесей сокращается в 1,5-2 раза. В процессе сварки под флюсом масса токсичных веществ уменьшается в 4-6 раз по сравнению с ручной сваркой.
Описание и состав сварочной пыли, дыма и аэрозолей
Сварочная пыль состоит из мелкодисперсных включений до 2 мкм со скоростью витания частиц, не превышающей 0,08 м/с. В связи с тем, что ее оседание незначительно, пыль равномерно распределяется по всей территории производственного цеха, что затрудняет процесс очистки.
Химический состав сварочных пылей, дыма и аэрозолей определяется видом сварочного материала. В большинстве случаев резка сопровождается попаданием в воздух токсичных соединений никеля и хрома, марганца, оксидов углерода и азота.
Процесс плазменной сварки сопровождается высвобождением озона. Сварка и резка сталей способствует попаданию в воздушное пространство таких компонентов, как окислы железа — 41%, кремния — 6% и марганца — 18%.
Очистка сварочных газов
Качественная очистка сварочных газов осуществляется в 2 этапа. На первом этапе воздушный поток очищается от крупнодисперсной пыли и капель металла. На втором этапе происходит удаление вредных газов и аэрозолей. С этой функцией отлично справляются установки более тонкой очистки (адсорберные, рукавные, картриджные или электростатические фильтры). В некоторых случаях требуется и третий этап очистки, если в воздухе в результате сварки появляется озон или оксид азота.
Воздушные фильтры очистки воздуха от сварки
Мобильная аспирационная установка «Пассат»
Фильтр для сварки «Пассат» можно перемещать к местам проведения работ, так как его корпус установлен на четырехколесной платформе. Конструкция включает в себя корпус, подъемно-поворотное вытяжное устройство (рукава), вентилятор, карманный фильтр, плоский ячейковый фильтр. По желанию заказчика установка может комплектоваться угольным фильтром сверхтонкой очистки.
Фильтры воздуха для сварки «Пассат» очищают загрязненный поток в несколько этапов. Сначала газовоздушная смесь с вредными примесями забирается из рабочей зоны и, пройдя через решетку искрогаситель, попадает на отбойную плиту. Она задерживает самые крупные частицы, которые сразу опадают в ящик.
Далее загрязненный поток направляется на плоский ячейковый фильтр, предназначенный для грубой очистки. На следующем этапе поток фильтруется через карманный фильтр. А далее начинается сверхтонкая очистка посредством угольного фильтра. Комплектация установки определяется производственными условиями и пожеланиями заказчика. Наши инженеры составят ТЗ и сделают расчет установки с учетом степени загрязненности воздуха, объемов газоочистки, количества источников загрязнения, температуры и прочее.
Мобильные фильтры с автоматической пневмоочисткой и вентилятором для сварки
Как оборудовать вытяжку над сварочным столом

ОБОРУДОВАНИЕ
При создании неразъемных соединений электрической дугой в воздух выбрасываются пары металла и дым от сгоревшего флюса. Эти вещества негативно влияют на органы дыхания сварщика. Принудительная вытяжка для сварочного поста обеспечивает отвод посторонних примесей из рабочей зоны. Для обеспечения корректной вентиляции необходим предварительный расчет производительности. Мастер может собрать конструкцию своими руками с использованием подручных материалов.

Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении. В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Требования к оборудованию вытяжки
Вентиляция в сварочном цехе обустраивается в соответствии с требованиями санитарных правил 1009-73 и СНиП II-33-75. В документации указаны допустимые концентрации вредных веществ, габариты и производительность оборудования (зависят от количества работников, площади помещения, типа аппаратуры для сварки и объемов производства). Отдельные разделы правил регламентируют сечение и положение каналов отвода газов (расстояние от зоны воздействия дуги на поверхности до вентиляционного патрубка не должно превышать 50 мм).
- Установка локальных отсосов на каждом посту (вне зависимости от категории). В случае соединения малогабаритных деталей необходима организация рабочего стола в вытяжном шкафу.
- В случае использования ручной технологии необходимо предусмотреть поворотные или подъемные вентиляционные панели. Расстояние от рабочей зоны до воздушного канала не должно быть меньше 350 мм.
- Скорость циркуляции воздушного потока при выполнении работ электродами с защитным покрытием не ниже 0,5 м/сек. При подаче среды защитных газов параметр снижается до 0,3 м/сек (для предотвращения разрыва атмосферы вокруг дуги и ванны с расплавом).
- При выполнении работ в вытяжном шкафу из воздуха должно отделяться не менее 90% примесей. Прочие локальные вентиляционные установки убирают до 75% посторонних частиц. Оставшиеся газы и пары выводятся из помещения общей системой вентиляции.
- Оборудование должно поддерживать концентрацию вредных примесей в соответствии с требованиями ГОСТ 12.1.005-88. Содержание посторонних элементов в атмосфере на расстоянии 4 м от места проведения работ не должно превышать предельные допустимые концентрации.

Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
Местная вытяжка
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.

При соединении деталей сложной геометрической конфигурации используют установки с поворотными или подъемными воздухозаборниками. На потолке крепят консоль с барабаном, на который намотан гибкий рукав диаметром до 200 мм.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Если оборудование используется зимой, то вентиляционная система должна поддерживать температуру воздуха в цехах не ниже +18°С. Для подогрева используют тепловые пушки или радиаторы, установленные в каналах вентиляции.
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Оборудование подачи воздуха
Для вентиляции цехов используют системы с различным направлением движения потоков:
- Горизонтального типа с одинаковой производительностью оборудования на подачу и откачку, имеющая ограничения по расстоянию между стенами;
- Вертикального образца, позволяющая улучшить циркуляцию и снизить в 2 раза мощность приточных вентиляторов. Оборудование для откачки воздуха располагают на высоте до 6000 мм от уровня пола. С увеличением высоты циркуляция масс ухудшается.
Горизонтальная система
При горизонтальном направлении потоков необходимо использовать оборудование, не допускающее зон застоя и равномерно распределяющее свежий воздух по объему помещения. Скорость движения потоков не менее 0,1 м/сек обеспечивается электрическим вентилятором и системой дефлекторов. Концепция подходит для помещений с небольшой площадью или объемом.
Например, для типового цеха размером 30х20 м достаточно вентиляторов, обеспечивающих суммарную производительность не ниже 7 тыс. м³/час. Нагнетатели монтируют на поверхности стен на высоте до 4000 мм, что обеспечивает равномерное распределение потоков.
На противоположных перегородках устанавливают вентиляторы с аналогичной производительностью, обеспечивающие отвод загрязненного воздуха. Подобная схема эффективна при расстоянии между стенами до 100 м. В противном случае необходимо предусмотреть дополнительные вентиляционные установки.
Вертикальный воздухообмен
Такая система предусматривает установку вентиляторов в подвале, которые нагнетают поток через шахты. Каналы располагают на поверхности пола и закрывают защитными металлическими решетками с ячейками размером не более 50х50 мм. Скорость потоков на входе в помещение не должна падать ниже 0,1 м/сек (на выходе из раструба вентилятора воздух разгоняется до 4,5 м/сек). Производительность откачивающих вентиляторов на крыше здания в 2 раза превышает возможности приточных, что обеспечивает ускоренную очистку атмосферы в цеху от посторонних веществ.

Примеры самостоятельного расчета
Важно учитывать следующее:
- Для обеспечения защиты органов дыхания необходимо откачивание загрязненной атмосферы из рабочей зоны со скоростью потока не менее 1,5 м/сек. Требование описано в стандарте ГОСТ 12.3.003-86, который допускает применение подвижных насадок, соединенных с насосной станцией эластичным рукавом.
- Если предполагается сварка полуавтоматом, то необходимо предусмотреть щелевую насадку с длиной прорези 350 мм, расположенную на расстоянии 50 мм от рабочей зоны. Если конструкция оснастки или оборудование не рассчитано на установку щелевого раструба, то необходимо предусмотреть несколько стандартных отводов.
Для определения необходимого объема воздуха используют уравнение вида L=K*a, где:
- K – коэффициент, равный кубическому корню 12 или 16 (для одиночного щелевого элемента и нескольких патрубков соответственно);
- a – сила тока в цепи (в А).
При уточненном расчете необходимо ориентироваться на технологию ведения работ.
Например, при использовании электродов с защитным покрытием необходимо обеспечить подачу 4500 м³/час на каждый килограмм сгоревших стержней. Коэффициенты и методики подсчета производительности вентиляционной системы приведены в нормативной документации ГОСТ и СНиП. Следует помнить, что использовать для очистки воздуха в помещениях методику свободной рециркуляции потоков категорически запрещено.
Вентиляционные устройства
В промышленных условиях используется несколько типов устройств:
- Для местной вентиляции применяют оборудование бренда “Совплим”, оснащенное эластичным рукавом и электростатическим фильтрующим блоком. Дальность действия составляет 6 м, что позволяет удалять загрязнения из зоны сварки.
- Распределители воздуха типа БВВ, предназначенные для настенного монтажа на высоте до 2000 мм от пола.
- Компоненты FilterBox, рассчитанные на местное удаление дыма и паров металла. В магистрали предусмотрен фильтр, снижающий количество вредных выбросов в атмосферу.
- Электрические вентиляторы марки ВРП, оборудованные защитными манжетами для предотвращения попадания пыли в подшипниковые опоры.
Обустройство вытяжки для сварочного поста своими руками
Самодельное оборудование для вентиляции применяют для сварочных постов, организованных в гаражах. Из-за уменьшенного объема выбросов газов конструкция вытяжки отличается от промышленной системы. Над верстаком предусматривают перфорированную панель вентиляционного колпака. Электрический насос выбрасывает продукты сгорания в атмосферу через отверстие на крыше или в боковой стене. Канал отвода газов выполняют из гофрированной трубы, соединенной винтовыми хомутами.
Поскольку при закрытии ворот нарушается приток свежего воздуха, то необходимо предусмотреть дополнительный канал. Для привода вентилятора применяют электрический двигатель от старого станка, рассчитанный на подключение к сети переменного тока напряжением 220 В. Фильтр не предусматривают, но некоторые мастера устанавливают в зонт металлический наполнитель для гашения искр. После сборки конструкции проводят испытания и корректируют найденные недоработки (например, повышают мощность привода вентилятора или увеличивают диаметр труб).
Как выбрать сварочный светофильтр

Сварочные швы должны быть качественными, чтобы получалось надежное, прочное соединение деталей и узлов. Во время их создания надо соблюдать меры безопасности и сохранять здоровья сварщика. Больше всего вредному воздействию яркого излучения, высокой температуры, возникающих во время таких работ, подвергаются глаза. Их защиту обеспечивает светофильтр для сварочной маски.

Какую функцию выполняет светофильтр
Органы зрения сварщика нуждаются в надежной защите.
Одновременно эти средства должны предохранять человека от травм, не мешать выполнять работу, обеспечивать достаточный обзор.
Имеющийся в сварочном щитке светофильтр защищает от:
- оптического излучения;
- теплового воздействия;
- окалины – раскаленных частей металла;
- газов, выделяющиеся во время работы и негативно влияющих на слизистые оболочки.
ГОСТ, регулирующий характеристики светофильтров
Есть специальный ГОСТ 12.4.035-78, регламентирующий требования к сварочным маскам. Хотя разработан он более 40 лет назад, но на протяжении этого времени в него вносили необходимые изменения, поэтому он действует и сейчас. Здесь описаны основные технические требования к сварочным маскам, очкам, щиткам, используемым в них светофильтрам и другие важные нюансы.

Перечень маркировок
Указывая технические характеристики, на маску наносят следующие обозначения:
- Степень затемнения – основной показатель, указывающий на то, для каких работ подходит указанное защитное стекло. В России этот параметр маркируют буквой С, а за рубежом – DIN. Чем больше цифра, тем меньше пропускная способность стекла и наоборот.
- Уровень рассеивания света. Он характеризует скорость реагирования фильтра на изменение светового потока, который возрастает с увеличением силы тока сварки. Этот показатель учитывают только для моделей, имеющих фильтры с автоматическим затемнением. Есть 3 степени, если указана цифра 1, то защита срабатывает быстро, четкость изображения высокая.
- Однородность затемнения. При производстве цветных стекол используют соединения разных металлов. Если была нарушена технология, они плохо гомогенизированы, поэтому материал получается неоднородным, в результате некоторые участки фильтра будут затемнены больше, другие меньше. Гарантией высокого качества является 1 класс.
- Оптический вид стекла. На этот показатель влияют используемые для его изготовления материалы. Если указана цифра 1, значит, этот светофильтр обеспечивает затемнение независимо от того, под каким углом на него попадает световой луч. Сварщику надо думать о производственном процессе, а не о том, как правильно повернуть голову по отношению к месту проведения работ.
Для качественной защиты глаз выбирают маски надежных производителей с соответствующей маркировкой.
Таблица соответствия метода сварки и степени затемнения
Согласно международным стандартам, уровень затемнения фильтров обозначают цифрами от 9 до 13 DIN. Им соответствует российская классификация С4-С8. Например, 9 DIN = С4, а 13 DIN = С8.
.jpg)
При выборе степени затемнения обязательно учитывают метод сварки.
Чтобы упростить этот процесс, действуют согласно рекомендациям международного EN 379-2003, российского ГОСТ Р 12.4.035-78.
Таблица: рекомендуемые показатели затемнения в зависимости от используемого вида сварки
| Метод сварки | Ток, А | |||||||
| 40 | 70 | 125 | 175 | 225 | 300 | 400 | 500 | |
| Штучным электродом | 8 | 9 | 10 | 11 | 12 | 12 | 13 | 14 |
| Полуавтоматическая, в среде защитных газов (углекислого, азота) | 8 | 9 | 10 | 11 | 12 | 12 | 13 | 13 |
| Вольфрамовым электродом в среде аргона | 9 | 10 | 10 | 11 | 12 | 12 | 14 | 14 |
| Полуавтоматическая, в среде защитных газов (гелия, аргона) | 8 | 9 | 10 | 11 | 11 | 12 | 13 | 14 |
| MIG/с легкими сплавами | 9 | 9 | 10 | 11 | 12 | 12 | 14 | 14 |
| Дуговая резка | 10 | 10 | 10 | 11 | 12 | 13 | 14 | 15 |
| Плазменная резка | – | – | 10 | 12 | 12 | 13 | – | – |
| Микроплазменная резка | 8 | 8 | 10 | 11 | 12 | 12 | – | – |
Разновидности защитных сварочных масок
Сейчас в продаже есть много разных сварочных масок, поэтому перед покупкой надо разобраться с их назначением и подбирать модель в соответствии с видом выполняемых работ.
С фиксированным светофильтром
Такие модели были популярными раньше. Они имеют простую систему крепления. Для оценки состояния шва и общего результата работы сварщик должен постоянно поднимать маску вручную, а опускать ее – путем кивка головой. Преимущество такого решения – простота конструкции. Но при поднятии маски глаза остаются полностью незащищенными.

Во время удаления шлака есть опасность повредить органы зрения, поэтому надо отдельно надевать защитные очки.
С поднимающимся стеклом
Это более удобная модель. Производители позаботились об обеспечении лучшей защиты сварщика. После того как светофильтры для масок поднимают, остается пластиковый щиток, который предохраняет от возможности повреждения окалиной во время очистки шва от шлака.

Маски-хамелеоны
Здесь используются жидкокристаллические светофильтры, которые автоматически меняют уровень затемнения в соответствии с мощностью светового потока. Настройка масок-хамелеонов проводится с учетом яркости, других характеристик сварочной дуги.
Они состоят из следующих элементов:
- нескольких слоев кристаллов, между которыми находится полимерная защита;
- источника питания (батареек или солнечных элементов);
- датчиков обнаружения дуги – в большинстве моделей их 2, но в дорогих бывает больше;
- панели управления – с ее помощью выставляют степень затемнения, чувствительность, время.
К щитку такой светофильтр крепится винтами, при необходимости его несложно заменить.
Маски с фильтром и системой подачи воздуха
Если работа выполняется в сложных условиях и при этом выделяется много вредных газов, лучше использовать маски, оснащенные системой подачи воздуха. Внешне они напоминают противогаз. Некоторые из них могут применяться для сварки под водой. В связи со сложной конструкцией они дороже, чем другие модели.

Виды светофильтров
Первоначально для защиты от негативных факторов, возникающих во время сварки, использовали простые затемненные стекла, но они были малоэффективными и усложняли выполнение таких работ. Постоянно появляются новые технологии, поэтому были изобретены фильтры, надежно защищающие глаза и обеспечивающие достаточный обзор.
Постоянного затемнения
При изготовлении в состав таких стекол добавляют медь, никель. Это позволяет им отражать большую часть ультрафиолетового, инфракрасного излучения. Приобретая такое стекло, учитывают модель маски, т.к. посадочные места имеют разные параметры. По маркировке выбирают изделие, соответствующее выполняемому виду работ. Если меняется вид сварки, приходится вставлять в маску другой светофильтр, а это долго и неудобно.

Экраны-хамелеоны
Профессиональный сварщик имеет от 1 до 3 таких стекол, которые способны регулировать затемнение. Выполнение настроек не занимает много времени, сделать это просто. При смене вида сварки переставлять стекло не надо, достаточно его перенастроить. Это удобно, но стоимость таких экранов высокая.
На качественную работу влияют многие факторы. Экраны-хамелеоны чувствительны к:
После сварочных работ такую маску снимать не надо. Без яркого освещения стекло становится прозрачным и не мешает обзору при удалении шлака.
Стекло с диоптриями
Для работы с мелкими деталями устанавливают специальные увеличивающие линзы. Они нужны и в случаях, когда у сварщика плохое зрение. Надевать под маску очки неудобно, поэтому он подбирает стекла с необходимыми диоптриями. Такие элементы не могут самостоятельно защищать глаза, их устанавливают совместно с другими светофильтрами.

Критерии выбора сварочных светофильтров
Чтобы самостоятельно выбрать изделие, учитывают следующие характеристики:
- Внешний вид. Не должно быть повреждений. В документации обязательно указывают информацию об оптическом классе фильтров и производителе. Если этих данных нет, а характеристики вы узнаете только со слов продавца, то от приобретения такой маски лучше отказаться.
- Число настроек, их разновидности. Качественное стекло-хамелеон имеет 3 регулируемых параметра: степень затемнения, уровень светочувствительности и время задержки отключения.
- Габариты. В разных моделях масок размер посадочного места под стекло может меняться, но чаще всего он составляет 110х90 или 120х70 мм. Это учитывают при покупке сменного светофильтра, иначе вставить его на свое место не получится.
- Тип стекла. Его затемнение может быть постоянным или меняться при колебаниях силы светового потока. Если проводятся одинаковые сварочные работы, то используют фильтр постоянного затемнения, т.к. стоит он дешево, но при этом может защитить глаза сварщика. При работе с часто меняющейся силой тока лучше приобрести хамелеон.
- Дополнительная защита. На стекло наклеивают полимерную пленку, которая предохраняет его от механических повреждений, возникающих в результате ударов разных твердых частиц и предметов.
.jpg)
Таблицы характеристик для точного подбора
При выборе маски обязательно учитывают тип и назначение установленного в ней светофильтра. Для облегчения этого процесса пользуются специальными таблицами.
Таблица: назначение стекла, устанавливаемого в сварочную маску
| Название работ | Маркировка стекла |
| Вспомогательные процессы при выполнении газосварочных работ | B1, B2, B3 |
| Сварочные работы | Г1, Г2, Г3 |
| Электросварка | от Э1 до Э5 |
| Для всех стекол-хамелеонов | от С3 до С8 |
Не стоит покупать дешевое изделие.
Если нет денег на хорошее стекло-хамелеон, лучше приобрести качественную модель с постоянным затемнением.
Возможные неисправности
Конструкция стекла для сварки с автоматическим изменением степени затемнения сравнительно сложная, поэтому во время эксплуатации фильтра иногда возникают некоторые проблемы. Большинство из них устраняется при самостоятельном ремонте.
Поддающиеся исправлению
Неисправности, которые устраняются своими руками:
- Неравномерное затемнение. Оно может отличаться с левой и правой сторон. Для исправления такой проблемы достаточно отрегулировать расстояние между стеклом и глазами сварщика.
- Мерцание фильтра или отсутствие затемнения. Если он не поврежден, то причина чаще всего в загрязнении поверхности стекла. Очистка устраняет проблему. При работе с небольшим током рекомендуется выставлять настройку «медленно». Могут сесть батарейки, их придется заменить, а если это солнечные элементы, то вынести на некоторое время на свет.
- Низкая светочувствительность. Такой сбой в работе в чаще всего появляется при минусовой температуре. Для большинства масок этот порог составляет -5°С.
- Плохая видимость. Причины такой неисправности чаще всего связаны с загрязнением стекла или неправильно выставленными настройками.
Неподдающиеся ремонту
Если проблемы, возникшие при работе светофильтра, связаны с его механическим повреждением или заводским браком, то устранить их не получится. В таких случаях проводится замена стекла. Сделать это несложно, т.к. к маске оно крепится с помощью 2 винтов.
Правила эксплуатации светофильтров
Чтобы сварщику в маске было не только комфортно, но и безопасно, при выполнении работ придерживаются следующих правил:
- Перед тем как начать сварку, надо обязательно проверить работоспособность светофильтра с помощью зажигалки. Если он темнеет, значит, все хорошо, в других случаях неисправность связана с повреждением стекла или поломкой блока питания.
- Нельзя использовать фильтры-хамелеоны, если на них нет внешнего или внутреннего слоя.
- При наличии на стеклянной поверхности царапин или трещин эксплуатация изделия запрещена. Это опасно для зрения.
- Для очистки светофильтров для сварочных масок от загрязнений используют только мягкую ткань. Делать это абразивными средствами или острыми предметами нельзя.
.jpg)
Лучшие производители сварочного оборудования
Если сварка выполняется дома редко, длительность таких работ небольшая, то можно ограничиться покупкой недорогого китайского светофильтра, но рассчитывать на его высокое качество не стоит. Профессионалам лучше не экономить и приобретать изделия популярных, надежных производителей:
- 3M – американская компания, выпускающая не только световые фильтры, но и щитки, маски, пластины. Вся продукция высокого качества, поэтому производитель занимает лидирующие места на российском и мировом рынках.
- «Сварог» – популярная российская компания, которая занимается выпуском защитных средств и сварочного оборудования. Преимущество их продукции – доступная цена и высокое качество.
- FUBAG – немецкий производитель, выпускающий оборудование и средства защиты для разных отраслей промышленности и строительства. Предлагает большой выбор сменных световых фильтров и сварочных масок.
- Quattro Elementi – итальянский производитель. Выпускает современные модели с фиксированными светофильтрами и такие, что могут менять уровень затемнения в соответствии с силой светового потока.
- BRIMA – еще одна популярная в России немецкая компания, предлагающая защитное оборудование, используемое для сварки как любителями, так и профессионалами.
Лучшие модели масок со светофильтром
Нельзя однозначно сказать, какая модель лучше: при выборе маски ориентируются на условия проведения работ и предпочтения сварщика.
Бюджетные вариации
Любителям, выполняющим сварочные работы невысокой сложности и нечасто, не стоит покупать профессиональную модель. Достаточно приобрести недорогую. Среди наиболее популярных надо отметить:
- Brima HA-1005. Это классическая недорогая модель, в которой фиксированный светофильтр, поднимать и опускать стекло надо вручную. Корпус сделан из термостойкого пластика, вес – всего 800 г.
- Quattro Elementi Lambda. Стекло имеет фиксированную степень затемнения уровня 11 DIN. Вес – 490 г, есть щиток для защиты от дыма. Накладка на лоб имеет антибактериальное покрытие. Сделана маска из термостойкого пластика, поэтому устойчива к износу и не прогорает.
- «Буревестник НН-У1». Эта модель сделана из полиэтилена, имеет регулируемое оголовье, крепится кнопкой. С ее помощью выполняют работы при температуре от -45 до +40°С, поэтому она используется как в помещении, так и на улице.
Профессиональная защита
Если работы выполняются постоянно, при этом часто меняют режим и вид сварки, понадобится профессиональная маска.
Самые популярные модели:
- 3M Speedglas 9100XX MP Air. Предназначена для комплексной защиты, что позволяет работать в сложных условиях. Корпус из жаростойкого поликарбоната, предусмотрена подача воздуха, установлен фильтр. Обеспечивает хорошую видимость, надежно защищает не только глаза, но и уши, лицо, органы дыхания. Диапазон изменения затемнения стекла в пределах 5-13 DIN, светофильтр сменный.
- «Fubag BLITZ 9-13 Хамелеон». Современный фильтр способен автоматически менять затемнение в пределах 9-13 DIN. Экран обеспечивает надежную защиту от светового и теплового излучений. Прочный корпус из полиамидного нейлона устойчив к ударам. Маску можно использовать при температуре не ниже -10°С. Конструкция неразборная, поэтому менять светофильтр нельзя.
- «Зубр Эксперт 11079». Отличается легкостью и высокой прочностью. Обеспечивает затемнение в пределах 9-13 DIN. Питание от батарей и солнечных элементов. Диапазон рабочих температур -5°С…+55°С.
При выполнении сварочных работ большое значение имеет безопасность сварщика, поэтому надо правильно подобрать маску. В ней должны быть установлены качественные светофильтры. Хамелеоны имеют много преимуществ, но они не предназначены для работы на холоде, их стоимость высокая. Непрофессионалам лучше купить качественную маску со стеклом, имеющим постоянное затемнение, чем дешевую модель с автоматической регулировкой.
Виды сварочных постов и информация о них
.jpg)
О СВАРКЕ
Сварка относится к опасным технологическим процессам. Риску подвержены как сам сварщик, так и все находящиеся в помещении люди. Поэтому перед началом работ нужно правильно обустроить сварочный пост. Вне зависимости от технологии место оснащают соответствующими аппаратами и инструментами.
.jpg)
Что такое сварочный пост
Так называется рабочее место сварщика, где он может выполнять все операции, связанные с соединением металлических деталей. Отдельную зону снабжают всеми необходимыми инструментами и оборудованием.
Площадь рабочего места составляет не менее 6 м². Оно должно быть удобным для мастера, пожаробезопасным, хорошо проветриваемым.
Общие и индивидуальные требования
Вне зависимости от типа аппаратуры при организации поста соблюдают санитарные нормы и правила безопасности:
- Для повышения качества сварочных работ обеспечивают хорошее освещение. Оно должно составлять не менее 80 лк, но не мешать мастеру. Светильники устанавливают так, чтобы на рабочий стол не падали тени.
- Поскольку при сварке образуются вредные для человека пары и газы, то при создании вентиляции учитывают санитарные нормы. Так, вытяжное оборудование должно охватывать радиус не менее 4 м, рекомендованная скорость воздухообмена – более 40 м³ в час. При организации поста в домашних условиях достаточно стандартной приточно-вытяжной вентиляции.
- Если в помещении работает несколько мастеров, то требуется установка централизованных вытяжных установок, к которым подключаются все посты. Заслонки помогают регулировать скорость воздухообмена. При работе в закрытых емкостях (резервуарах, цистернах) воздух подают с помощью маски.
- При установке однофазных сварочных агрегатов в цепь включают осциллятор. Для трехфазного аппарата необходимо присутствие магнитного контактора.
- Если на рабочем месте будет вестись резка металлов, то оборудуют отдельное место для хранения и применения режущего оборудования.
.jpg)
Для разных видов технологий предусматриваются индивидуальные требования:
- При организации поста для газовой сварки оборудуют отдельный отсек для хранения баллонов. В рабочей зоне не должно находиться источников тепла и открытого огня.
- При электрической технологии уделяют внимание заземлению оборудования. Возле сварочного аппарата кладут резиновый коврик. При обустройстве поста на улице строят навес.
- При использовании плазменной сварки предусматривают оборудование, оперативно удаляющее токсичные продукты горения металла из рабочей зоны. В помещении должны отсутствовать легковоспламеняющиеся жидкости и материалы.
Классификация постов по видам сварки
Выделяют следующие виды рабочих мест:
- Газосварочные посты. Помещение для работы с таким оборудованием организуют с учетом технологии: расплавление металла осуществляется под воздействием тепловой энергии, выделяющейся при горении газа. Рабочее пространство снабжают максимально эффективной вытяжной системой. Пост отделывают огнеупорными материалами.
- Электросварочные. Пространство, отведенное для работы сварщика, организуют с учетом высокого риска поражения током.
Безопасность рабочего места
Независимо от типа используемого оборудования необходимо соблюдать правила, препятствующие возникновению пожароопасных и травмоопасных ситуаций. Основными условиями при организации рабочих зон являются такие моменты:
- Каждый пост ограждают защитными ширмами из огнеупорных материалов. Нельзя оборудовать экран закрытой верхней частью.
- Обшивка стен не должна касаться пола. Рекомендуется оставлять расстояние в 30 см.
- При газовой сварке дополнительно устанавливают светозащитный экран высотой более 2 м.
- Стены обшивают несгораемыми материалами.
- Размещать на одном посту несколько сварочных столов нельзя. При возникновении такой необходимости монтируют дополнительный светозащитный экран.

Схема и основной инструментарий
Порядок, согласно которому размещают оборудование и приспособления, продиктован типом сварочного места.
Для мобильного поста
При создании передвижных рабочих мест не предъявляются особые требования к площади и вентиляции. Однако следует соблюдать основные правила безопасности:
- Тележку для размещения аппаратов и инструментов снабжают колесами, обеспечивающими легкость перевозки. Для работы используют сварочный агрегат с набором кабелей.
- Мобильный пост оснащают стойками, на которые устанавливают навес в случае непогоды.
- Инструменты размещают в специальных ящиках.
- Для защиты окружающих от светового воздействия применяют переносные щиты.
- При прокладке длинных коммуникационных линий рабочие места оборудуют в вагончиках с автономными генераторами.
.jpg)
Для стационарного
При оборудовании сварочного поста в цехе требуется приобретение всех необходимых в работе приспособлений. Список может дополняться, однако при соединении металлических деталей не обойтись без:
- сварочного агрегата;
- ящика для хранения электродов и других вспомогательных инструментов;
- постоянного источника тока;
- удобного места посадки;
- рубильника для подачи и отключения напряжения;
- вытяжной камеры;
- корзин, полок и ящиков для хранения мелкого инструментария;
- электродержателя.
При правильном размещении все эти приспособления не занимают много пространства.
Особенности газосварочных постов
В рабочей зоне обязательно должны присутствовать:
- устройство подачи ацетилена;
- кислородные баллоны с редуктором;
- рукава подачи газа;
- сварочные горелки.

При обустройстве стационарного поста для газосварки учитывают следующие рекомендации:
- Поверхность сварочного стола должна быть металлической.
- Газовые баллоны размещают как можно дальше от верстака. На предприятиях газ централизованно подают по трубопроводу.
- Пост размещают на расстоянии не менее 10 м от источников открытого огня.
- При работе в закрытых емкостях устанавливают дополнительные средства подачи воздуха.
Верстаки для заготовок
Стол для резки и сварки металлических элементов изготавливают из чугуна или стали. Минимальная площадь столешницы – 1 м².
Верстак должен регулироваться по высоте, чтобы мастер мог варить стоя или сидя. В первом случае высота поверхности над полом составляет 90 см, во втором – 60 см.
Качественная вентиляция
При обустройстве вытяжки соблюдают следующие правила:
- Устанавливают местную и общую вентиляционные системы. Первая подключается к каждому рабочему столу, если при сварке выделяются токсичные вещества. Установка общей вытяжки обязательна во всех случаях.
- Вентиляционное оборудование снабжают фильтром, удаляющим из воздуха сварочные аэрозоли. Оборудование выводит вредные вещества за пределы цеха.
- При сварке в газовой среде воздух подают рассредоточенно. При применении других технологий используют направленную вентиляцию.

Организация постов для разных видов сварки
Т. к. мастера применяют несколько технологий, рабочие зоны оборудуют по-разному. Неизменными остаются основной набор инструментов, правила безопасности, заземление оборудования. К индивидуальным моментам относятся:
- Обустройство места установки газовых баллонов и компрессора при аргонодуговой сварке с неплавящимися электродами.
- Применение дополнительных аппаратов для подачи расходного материала, режущих приспособлений при механизированных сварочных процессах.
- Использование средств заземления и зануления оборудования при электрической сварке.
- Установка отдельного экрана для плазменной установки. Высота ширмы в этом случае должна составлять не менее 220 см.
Создание собственного поста
Рабочее пространство можно организовать своими руками. При создании мобильного сварочного поста требуются дополнительные компоненты для переноса инструментов и расходных материалов.
Стационарный рабочий кабинет не нуждается в подобных приспособлениях.
Сбор инструментов и материалов
При организации рабочего пространства сварщика потребуются:
- Устройства подачи тока. К ним относят трансформаторы или генераторы, часто работающие от сети 380 В.
- Баллоны с инертным или активным газом. На стационарных постах устанавливают емкости большого объема.
- Комплект фиксирующих инструментов. К ним относятся тиски и струбцины.
- Средства предварительной обработки металлических деталей – устройства холодного проката и вальцовки, трубогибы.
- Инверторы, сварочные полуавтоматы для мобильного поста.
- Электроды, присадочная проволока. Рекомендуется приобрести разные виды материалов.

Как собрать
В процессе создания сварочной кабины своими руками соблюдают следующие правила:
- Рекомендованная длина рабочей зоны – 2 м, ширина – 2,5 м. Высота потолка должна составлять не менее 2 м. Нельзя делать верхнюю часть кабинета закрытой.
- Для сборки стен используют листовую сталь или фанеру, обработанную негорючим составом.
- Для предварительной подготовки и сварки металлических деталей организуют удобный сварочный стол. Его можно делать стационарным или складным. Для сборки используют профильные трубы, толстые стальные листы. Столы должны снабжаться металлическими держателями, фиксирующими идущий от источника питания токопроводящий кабель, заземляющий провод.
- В боковой части стола размещают контейнеры для складирования электродов, сварочной проволоки. Устанавливают выдвижные ящики, в которых будут храниться мелкие инструменты, техническая документация.
- Устанавливают одно- или многопостовые источники питания дуги. Первый вариант предпочтителен при самостоятельной организации рабочего пространства. Во втором случае потребуется использование токоподводящих шин.
- Монтируют рубильник для управления сварным током.
Устройство по этапам
Сварочный кабинет можно обустроить в гараже, на производственной площадке, станции технического осмотра. При этом используют следующую схему выполнения работ:
Фильтр для сварочного поста

- Системы аспирации и пневмотранспорта в деревообрабатывающей и мебельной промышленности
- Рукавные фильтры с импульсной системой регенерации
- СЦ-4-ФРИ с бункером-накопителем
- СТ-ФРИ с непрерывной выгрузкой
- СТ-С-ФРИ
- БФ-ФРИ
- СЦ-4 с бункером-накопителем
- СЦ-14 . СЦ-24 с бункером-накопителем
- УВП-ИН, УВП-ИН-ФК
- Циклоны УЦ
- Вентиляция сварочных цехов
- Мобильные установки
- ФВУ- 1200-ФКИ
- ФВУ-2400-ФКИ
- ФВУ-1200-ФК
- ФВУ-2400-ФК
- ФВУ-НС-ФКИ
- УВП-СТ-ССВ-ФК-1200
- СТМП-ФКИ
- СТМ-ФКИ
- СТК-ФКИ
- СТС-ФКИ
ВЕНТИЛЯЦИЯ СВАРОЧНЫХ ЦЕХОВ
очистка воздуха от сварочных газов и аэрозолейИнжиниринговая компания «КОНСАР» является одним из ведущих Российских предприятий в области промышленной очистки воздуха. Наше предприятие занимается проектированием систем аспирации, разработкой и изготовлением фильтровального оборудования, пылевых вентиляторов и т. и другого оборудования для удаления и очистки загрязненного воздуха. С 2007 года ИК «КОНСАР» успешно сотрудничает с одним из ведущих европейских производителей оборудования и вентиляторов для систем аспирации – фирмой «CORAL», Италия.
Важнейшим направлением деятельности ЗАО «КОНСАР» является проектирование систем аспирации и оборудования для очистки воздуха от сварочных газов и аэрозолей.
Процессы сварки, наплавки и резки металлов являются источниками образования опасных и вредных факторов, способных оказывать неблагоприятное воздействие на работников. Согласно ПОТ к опасным и вредным производственным факторам относятся: твердые и газообразные токсические вещества в составе сварочного аэрозоля. Количество и состав сварочных аэрозолей и аэрозолей припоя зависят от химического состава сварочных материалов и свариваемых металлов, способов и режимов сварки, наплавки, резки и пайки металлов.
В зону дыхания сварщиков и резчиков могут поступать сварочные аэрозоли, содержащие в составе твердой фазы различные металлы (железо, марганец, кремний, хром, никель, медь, титан, алюминий, вольфрам и др.), их окисные и другие соединения, а также газообразные токсические вещества (фтористый водород, тетрафторид кремния, озон, окись углерода, окислы азота и др.).
Воздействие на организм твердых и газообразных токсических веществ в составе сварочных аэрозолей является причиной хронических и профессиональных заболеваний.
В силу многих причин, главной из которых является невозможность организации стационарной вытяжки, организация удаления сварочных аэрозолей носит формальный характер и приводит к заболеваниям персонала, больничным и в результате ведет к финансовым потерям.
ЗАО «КОНСАР» предлагает различные решения удаления и очистки воздуха от сварочных аэрозолей как от нестационарных постов и постов для сварки негабаритных деталей, так и для оснащения сварочных производств с применением центральной системы аспирации.
Мы предлагаем оборудование для очистки воздуха изготовленное «КОНСАР» и ведущим европейским производителем оборудования для очистки воздуха в промышленности фирмой «CORAL», Италия.
Для очистки воздуха от сварочных аэрозолей, как правило, необходимо применять двухступенчатую систему очистки:- на первой ступени происходит очистка от аэрозолей;
- на второй ступени происходит очистка от газовой составляющей.
В качестве первой ступени используется картриджный фильтр из полиэстра с PTFE-мембраной, позволяющий улавливать частицы размером 0,1 мкм с эффективностью 99,9 %.
На второй ступени используется фильтр из активированного угля, позволяющий улавливать до 80% газовой составляющей.
Высокое качество применяемой двухступенчатой очистки позволяет возвращать очищенный воздух обратно в рабочее помещение.
В процессе работы происходит загрязнение картриджного фильтра и требуется регулярная очистка (регенерация) фильтроэлемента. В производимом ЗАО «КОНСАР» оборудовании очистка производится путем продувки картриджей сжатым воздухом. Продувка происходит автоматически по мере загрязнения фильтроэлемента.
Срок службы картриджного фильтроэлемента, как правило, составляет 8000 часов.
Установки для очистки воздуха от сварочных газов можно разделить следующие типы:- Передвижные (мобильные) установки для обслуживания одного или двух постов с использование поворотной консоли, позволяющей эффективно удалять загрязненный воздух из зоны сварки серии ФВУ-1200-ФКИ, ФВУ-2400 ФКИ. В установках для очистки воздуха используются картриджные фильтры импульсной системой регенерации фильтров сжатым воздухом (функция самоочистки). Производительность соответственно 1200 м3/час и 2400 м3/час.
- Стационарные установки для обслуживания стационарно оборудованных постов серии ФВУ-2400-МП встраиваемой в систему газоудаления и серия установок ФВУ-2400-НС-ФКИ – размещаемой на стене или специальной опоре и предназначенной для обслуживания 2 постов. Производительность 2400 м3/час.
- Сварочные столы ФВУ-СТ-ССВ-ФКИ-1200 с вытяжкой и системой очистки от сварочных газов – готовое рабочее место сварщика. Производительность соответственно 1200 м3/час
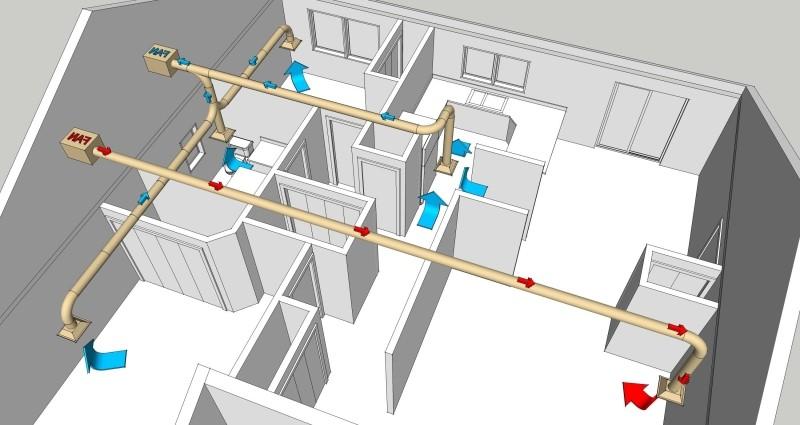
- Системы «AIR CIRCULATION SYSTEM» (типа PUSH-PULL) предназначены для организации принудительной вентиляции как в сварочных цехах, так и на сварочных участках. Производительность систем от 4000 м3/час до 200000 м3/час.
- Стационарные картриджные фильтры серии СТ-ФКИ, которые позволяют, при встраивании их в существующую в производстве систему приточно-вытяжной вентиляции, производить очистку удаляемого грязного воздуха и возвращать его обратно в рабочее помещение, достигая значительной экономии в холодный период за счет сокращения затрат на приточно-вытяжную систему вентиляции.
Все оборудование оснащено системой контроля загрязненности фильтров.
Так же мы предлагаем большой выбор консольно-поворотных устройств, обеспечивающий необходимый радиус обслуживания при сварке крупногабаритных деталей. Консольно-поворотные устройства позволяют размещать на них воздуховоды, кабельную продукцию, лампы подсветки и другое оборудование.
ЗАО «КОНСАР» осуществляет проектирование систем вентиляции и аспирации сварочных участков, цехов и производств с применение современных решений и оборудования для очистки воздуха.Читайте также: