Фитинги для сварки пэ труб
Обновлено: 08.05.2024
В сфере строительства водопроводов и систем отопления сталь повсеместно вытесняется полипропиленом, полиэтиленом низкого давления и даже композитным металлопластиком. Для каждого вида трубных заготовок пришлось разрабатывать новые способы соединения. Вместо сварки все чаще используются компрессионные фитинги для труб. Схема соединения стала несколько сложнее, но при этом более удобной и практичной в монтаже или ремонте.
Какими преимуществами обладают фитинги компрессионные для труб ПНД
Полиэтилен низкого давления (ПНД) считается довольно неудобным материалом с точки зрения соединения. Но сама полиэтиленовая труба обладает высокими эксплуатационными характеристиками:
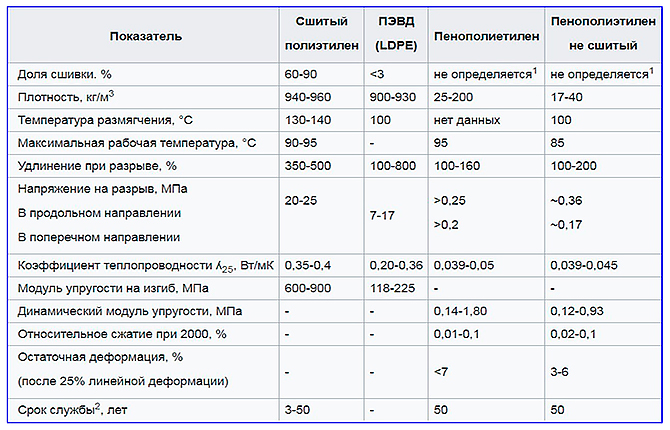
- прочность на изгиб – 120-170 кгс/см 2 ;
- пластичность, удлинение до момента разрыва может составлять до 500%;
- верхний предел рабочей температуры 130-140 ℃;
- выдерживает замораживание.
Но при этом полиэтилен плохо сваривается. Чтобы шов на ПНД-трубе получился монолитным, приходится использовать стяжные муфты, точно контролировать температуру. Если для промышленных трубопроводов применение специального оборудования и обученного персонала считается допустимым, то для бытовых водопроводов сваривать трубы ПНД получается сложно и дорого.
Поэтому сварку заменили компрессионным фитингом для полиэтиленовых труб. Практика показала, что отказ от пайки в пользу обжимающего фитинга на порядок упрощает процесс прокладки трубопроводов из ПНД.
Преимущества использования компрессионного фитинга:
- процесс установки на трубы и соединения занимает 3-5 минут;
- невысокая цена – компрессионный фитинг изготавливается не из ПНД, а из более прочного и жесткого полипропилена PPB или блок-сополимера;
- простая конструкция – состоит из 5 деталей, включая прокладку из резины;
- возможность разборки, ревизии, ремонта, многократного использования.
Поставить и снять компрессионный фитинг на ПНД-трубу может любой человек, даже тот, кто впервые столкнулся с проблемой соединения полиэтиленовых водопроводов. Потребуется минимум инструментов. Опытные мастера обходятся резаком и калибратором. Для новичка, возможно, потребуется монтажная пружина и гаечные ключи.
Стоимость компрессионного фитинга невелика. Например, соединительная муфта для ПНД-трубы размером 20 мм стоит 1,5-2 долл.
Как происходит соединение труб ПНД компрессионными фитингами
Схему соединения полиэтиленовых труб компрессионными фитингами нельзя считать идеальной, есть и недостатки. Например, для обеспечения герметичности стыка используются резиновые прокладки, которые со временем усыхают и теряют упругость. Поэтому в процессе эксплуатации стык может начать подтекать, накидные гайки необходимо подкручивать для уплотнения соединения.
Обжимные муфты, переходники, угольники, тройники на полиэтиленовых магистралях нельзя подвергать механической нагрузке – стык нужно разгружать установкой компенсационных опор.

Подготовка трубы
Отверстия в компрессионной муфте должны соответствовать внешнему диаметру трубы. Но это только в теории. На самом деле и фитинги, и трубные заготовки из ПНД выпускают огромное количество мелких и средних предприятий, поэтому могут быть отклонения в размерах.
Перед покупкой нужно отрезать небольшой кусок ПНД-трубы, на которую планируется установка муфты, и в процессе выбора компрессионного фитинга проверить, насколько плотно входит торец трубной заготовки внутрь корпуса. Резиновое уплотнительное кольцо должно одеваться на подготовленный край трубы с небольшим усилием.
Большинство любителей, взявшихся устанавливать компрессионный фитинг на ПЭ-трубу, пренебрегают подготовкой. Ошибочно считается, что достаточно ровно отрезать кромку, и можно вставлять заготовку внутрь муфты.
Неподготовленная труба туго входит внутрь качественной муфты-соединителя – если приложить большое усилие, то можно даже разорвать резиновое уплотнение. Делать это нельзя.
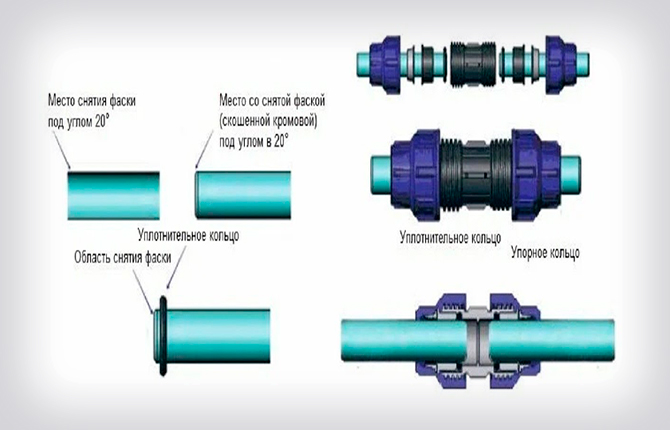
Последовательность подготовки кромки муфты:
- С помощью резака отрезаем трубу так, чтобы линия реза получилась строго перпендикулярной оси трубной заготовки.
- С помощью калибратора снять фаску в 20 о . Если кольцо уплотнения не одевается на трубу из-за увеличенного диаметра заготовки, то потребуется снять часть полиэтилена на расстоянии 4-5 мм от торца.
- Если на полиэтиленовой трубе заметны наплывы, или форма явно отличается от круглой – откалибровать ту часть поверхности, которая зайдет внутрь обжимного фитинга.
После обработки поверхность фаски и первые 4-5 мм заготовки должны быть максимально гладкими. Никаких смазок, клеевых составов, герметиков или уплотнителей при установке обжимной муфты на трубе не используется.
Соединение труб выполняется благодаря расклинивающему действию резинового кольца. При заворачивании по резьбе гайка подается вперед и давит через втулки на торцевую поверхность резины. Усилие достаточно большое, поэтому давление на эластичный материал передается на переднюю кромку трубы и зажимает ее внутри корпуса.
Монтаж компрессионных фитингов для труб ПНД
Преимущество использования обжимной муфты – с ее помощью можно выполнить простое и надежное соединение двух веток водопровода или сделать переход с ПНД на другой тип трубы.
Установка односторонней обжимной муфты
Наиболее распространенный вариант компрессионного фитинга – корпус в виде цилиндрического стакана с резьбой и накидной гайки. Для односторонней муфты подключение ПЭ-трубы выполняется только со стороны гайки. Противоположная часть корпуса имеет штуцер для осаживания ПВХ-шланга.
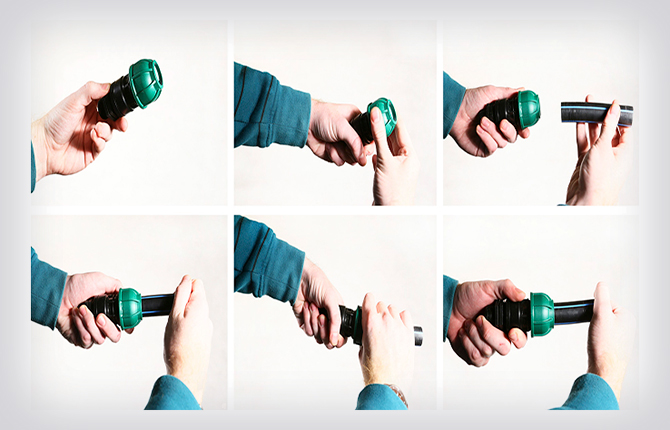
Для сборки одеваем гайку, обычно синего или зеленого цвета, на трубу. Далее нужно надеть детали в следующей последовательности:
- Обжимное кольцо белого цвета с косыми ребрами, расположенными по периметру.
- Вставляем выравнивающую втулку-грибок.
- Последним одеваем на трубу резиновое кольцо уплотнения.
Остается завести торец трубной заготовки с кольцом внутрь корпуса, выровнять и осадить его на глубину. После этого одеваем гайку на резьбу и заворачиваем с небольшим усилием.
Если подготовка и сборка были выполнены правильно, то фитинг будет прочно удерживаться на ПЭ-трубе – выдернуть ее из корпуса сложно. Если конец вышел из муфты с относительно небольшим усилием, то значит, сборка была выполнена неправильно – кольцо не оделось на ПЭ-трубу.
Соединение двух полиэтиленовых труб двухсторонней муфтой
Распространенная схема использования компрессионных фитингов – обычная стыковка двух труб одного диаметра. Мастера часто советуют выполнить соединение с помощью дополнительного обрезка трубы, но большего размера. В этом случае внутренний диаметр его должен быть равным наружному размеру соединяемых заготовок.
Соединение выполняется с помощью клея или герметика. В теории все просто, но на практике, несмотря на простую схему, минимум затрат и доступность, такой способ не гарантирует надежного соединения. Поэтому для стыковки двух труб лучше использовать двухстороннюю муфту.

Сборка фитинга выполняется по той же схеме, что и для односторонней модели. Единственное отличие – некоторые производители используют дополнительные конусные резиновые кольца, уплотняющие зазор между гайкой и наружной поверхностью трубы. В этом случае их одевают на трубную заготовку сразу после гайки.
Компрессионные фитинги для металлопластиковых и труб PE
Костяк трубных заготовок из металлопластика – подслой алюминия, запечатанный между наружным и внутренним слоями мягкого полиэтилена PE. В результате металлопластиковая труба приобретает сравнительно большую жесткость и прочность, поэтому способна выдерживать большое внутреннее давление воды.
При этом наличие полиэтилена не позволяет прилагать большое сжимающее усилие – оно просто разорвет полиэтиленовую поверхность, и алюминий будет разрушаться из-за контакта с водой.

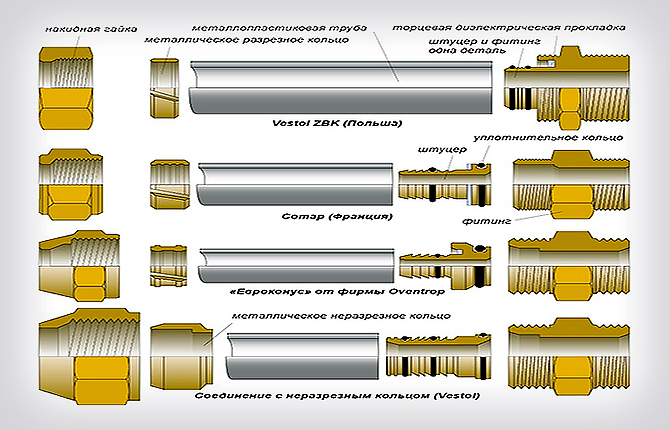
Поэтому для фиксации металлопластика используют два типа компрессионных фитингов:
- с разрезным сухарем и обжимающей наружной гайкой;
- с обжатием наружной поверхности стальной гильзой.
В обоих случаях фиксация внутри фитинга выполняется благодаря деформации металлопластиковой стенки. Из-за радиального обжатия слой алюминия приобретает волнистую форму и входит в зацепление с деталями компрессионного адаптера.
В первом случае обжатие выполняется при закручивании накидной гайки, давящей на разрезную втулку. Способ простой, но не слишком надежный, так как есть риск повреждения втулкой полиэтиленового покрытия.
Удобно то, что при необходимости компрессионные фитинги для металлопластиковых труб можно разбирать, снимать и использовать повторно. Обжимные адаптеры такой же конструкции используются для стыковки секций водопровода из полиэтилена PE.
Во втором случае фиксация выполняется напрессовкой и обжатием стальной гильзы. В отличие от схемы с разрезной втулкой, усилие распределяется более равномерно, поэтому риск повреждения полиэтилена при установке трубной заготовки внутрь фитинга практически сведен к минимуму.
При сборке наиболее ответственных участков водопроводов или систем отопления рекомендуется использовать фитинги с гильзой, инструмент и металлопластиковые трубы одного производителя.
Гильзовые адаптеры не являются универсальными – они используются только для металлопластика и под определенный диаметр трубы.
Компрессионные фитинги со встроенным штуцером
Данный тип соединителей применяется для относительно мягких полиэтиленовых заготовок. Проблема использования классических фитингов для труб РЕХ заключается в том, что стенки из сшитого полиэтилена, даже при наличии армирования сеткой, не обладают достаточной жесткостью, чтобы противостоять механической изгибающей нагрузке. Проще говоря, если установить мягкую РЕХ-трубу в гильзу, то при попытке сделать поворот трубопровода может произойти залом и передавливание проходного сечения.
Поэтому для PEХ-труб используют компрессионные штуцера с увеличенной длиной посадочной поверхности. После сборки кромка детали оказывается выступающей за торцевую поверхность гайки на 4-5 мм.
Для сборки на трубную заготовку одевают гайку и разрезное стопорное кольцо. Далее торец мягкой трубы надевают на штуцер с резиновым уплотнением, натягивают руками разрезную втулку и заворачивают накидную гайку. Благодаря выступам на внутренней поверхности стопорящего кольца материал стенок трубы РЕ надежно удерживается внутри фитинга, без смятия или сквозной просечки.
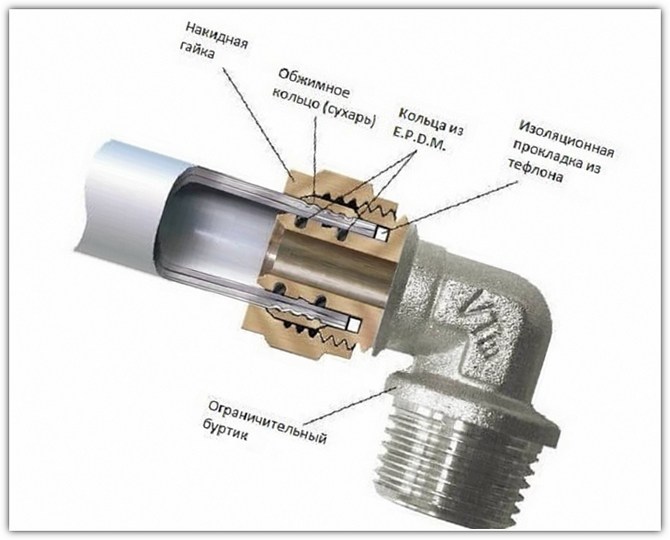
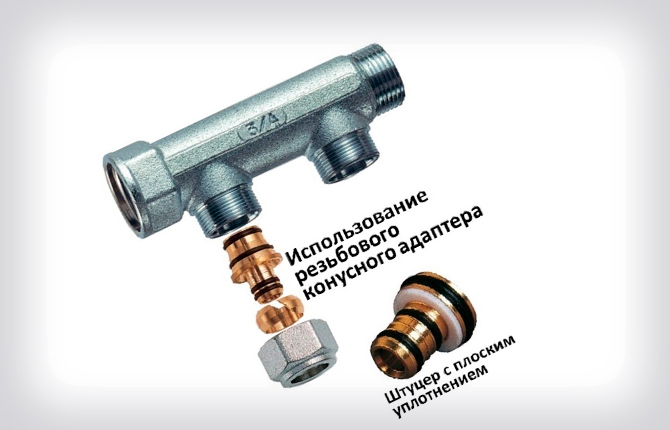
Резьбовые обжимные адаптеры
Применяются преимущественно для подключения труб к выходным штуцерам с резьбой, расположенным на коллекторах или радиаторах отопления. Конструктивно адаптер состоит из латунного переходника с обратным конусом и двумя резиновыми кольцами уплотнения, обжимной разрезной втулки цангового типа и накидной гайки с резьбой.
Размеры резьбы на штуцере коллектора и на внутренней поверхности гайки должны совпадать как по диаметру, так и по шагу витков. При закручивании деталей возникает осевое и радиальное усилие, которое передается на корпус цанги.
Крепление полиэтиленовой трубы на переходнике обеспечивается благодаря обжатию стенок цанговой втулкой. В отличие от других моделей фитингов, втулка имеет не один сквозной разрез, а несколько малых нарезов, равномерно расположенных по периметру. В результате радиального давления от гайки кромки втулки сжимаются и надежно фиксируют трубу на посадочной поверхности переходника.
Компрессионные фитинги для стальных труб
Идея использовать муфты с цанговым обжимом была в разработке быстрого соединения двух металлических труб. По своему устройству компрессионный фитинг напоминает двухсторонние муфты-соединители, используемые для быстрого сращивания секций из полиэтилена низкого давления (ПНД). Но так как все детали, за исключением колец уплотнения, изготовлены из металла, то конструкция, в отличие от ПНД, получилась компактной и прочной.

Обжимной фитинг для стыковки двух частей стального водопровода состоит из следующих деталей:
- цилиндрический корпус в форме стакана с двумя входными отверстиями и резьбой по наружной поверхности;
- две накидные стальные гайки с внутренней резьбой;
- две стальные разрезные втулки;
- два прижимных кольца;
- две пары резиновых уплотнений.
Если речь идет о переходной муфте, то гайка, разрезная втулка и резиновое кольцо будут по одному экземпляру.
Как работает обжимной фитинг – внутри гайки выполнена кольцевая конусная проточка. Разрезная втулка имеет несимметричную форму, одна из боковых сторон со скругленной поверхностью.
Для сборки на трубу последовательно надевают гайку, разрезную втулку, прижимное кольцо, резиновое уплотнение. Все это вставляется в корпус и закручивается по резьбе до упора.
Закрутить нужно будет с усилием, но последние пол-витка должны быть мягкими. Между деталями выбраны зазоры, и основная нагрузка приходится на деформацию резины. Если сопротивление жесткое, то, скорее всего, случился перекос прижимного кольца, и соединение нужно разбирать. Стальные фитинги первоначально скручивают руками до упора, затем дожимают трубным ключом.
Не стоит пытаться упрощать конструкцию компрессионных фитингов для стальных труб. Например, если было потеряно резиновое или прижимающее кольцо. Любая попытка заменить резинку герметиком, а вместо прижимного кольца поставить первое попавшееся под руку или вырезанное из консервной банки, заканчивается аварией.
Корпус компрессионного фитинга изготавливают из латуни или нержавейки. Обычную сталь используют редко, так как при контакте с черной резиной металл быстро ржавеет. Встречаются стальные модели с анодированным покрытием, но они значительно уступают адаптерам из нержавейки.
Можно ли использовать компрессионные фитинги для медных труб
Стальные обжимные адаптеры нельзя ставить на трубопроводы из меди. Непосредственный контакт двух разнородных металлов в водной среде становится причиной для развития электрохимической коррозии. Сталь разрушится быстро, буквально за несколько недель.
Медь широко применяется в системах отопления, поэтому для стыковки используют бронзовые и латунные компрессионные фитинги для медных труб. Причем может применяться несколько типов адаптеров.
Наиболее простой вариант – пресс-фитинг или гильзовый адаптер. Конструкция соединителя похожа на гильзу для пайки медных стыков, с той только разницей, что внутрь под трубу укладывается уплотнительное кольцо, а не припой, а тонкостенный корпус обжимается пресс-клещами.

Второй тип компрессионных фитингов применяется для стыковки труб из меди с повышенным содержанием фосфора. Это так называемая твердая медь. В этом случае используются обжимные муфты с уплотнением стыков эластичными EPDM-кольцами. Конструкция такого фитинга аналогична устройствам, используемым для стальных трубопроводов.
Для соединения тонкостенных трубопроводов из мягкой меди применяют компрессионные адаптеры с конусной втулкой. Гайку одевают на трубную заготовку, после чего торец последней развальцовывают до образования посадочного конуса.
Остается лишь вставить в корпус конусную втулку, далее помещается труба, одевается гайка и затягивается ключом до осадки меди. Соединение получается надежным, выдерживает нагрев до любой температуры. Недостатком является лишь то, что данный тип компрессионного соединения применим только для трубопроводов небольшого диаметра.
Идея использовать компрессионные фитинги для соединения труб на практике оказалась довольно удачной, простой в реализации и надежной в эксплуатации. Стыковать трубы адаптером проще и удобнее, чем использовать пайку или сварочный аппарат.
Способ соединения фитинга и трубы ПНД (ПЭ): видео.
Расскажите о своем опыте стыковки компрессионными муфтами – насколько долговечным получилось соединение, и какие проблемы возникали при использовании адаптеров? Сохраните статью в закладках, чтобы не потерять полезную информацию.
Фитинги ПНД - виды, применение, назначение.
ПНД-фитинги - один из самых популярных разделов каталога ТД «Инжпласт». В нашем магазине всегда в наличии фитинги для ПНД-труб разного типа:
- Электросварные - фитигни со встроенными нагревательными элементами;
- Литые или спиготы - изготовленные из полиэтилена низкого давления для монтажа с использованием стыковой сварки;
- Компрессионные сборно-разборные - их монтаж прост и не требует применения дополнительных инструментов;
- Сегментные сварные - изготовленные сварочным способом. Их производит ТД «Инжпласт;
- Шаровые полиэтиленовые краны - для перекрытия газопровода;
- Переходы ПЭ - сталь - применяют для монтажа труб из разных материалов и для присоединения трубопроводной арматуры;
- Цокольные вводы для газопроводов и магистралей с водой.
- Защитные фитинги для прохода через ЖБ- сохраняющие целостность трубы при проходе через ЖБИ колодец
В данном разделе Вы можете скачать полный каталог на все фитинги, где Вы найдете актуальные цены и подробные технические характеристики. Также Вы можете оставить заявку онлайн или проконсультироваться по телефону у наших менеджеров.
Компания Инжпласт занимается поставками и производством всех видов фитингов для монтажа пнд труб.
ПЭ фитинги - необходимый элемент любого трубопровода. С их помощью можно сделать поворот трубы на любой градус, сделать врезку, ответвление от трубы, сделать переход с одного диаметра на другой и многое другое.
Фитинги для труб пнд - выгодные цены и большой ассортимент в компании Инжпласт.
Мы профессионально занимаемся фитингами для пэ труб, поэтому у нас всегда в наличии огромный ассортимент этих изделий. Наше производство сегментных фитингов оборудовано самым современным оборудованием, что позволяет производить большой объем качественных изделий. У нас без преувеличения самый большой склад в Москве, где мы можем Вам подобрать любые полиэтиленовые фитинги.
Большое разнообразие видов изделий помогает монтировать трубопроводы из труб ПНД различных геометрий. Основные преимущества фитингов:
- стойкость к коррозии экологическая
- безопасность срок службы составляет не менее 50 лет
- простой монтаж и высокая степень герметичности
- устойчивость к перепадам температур и давления
Производители полиэтиленовых фитингов - важно покупать проверенную продукцию.
На сегодняшний день наша компания работает с различными российскими и европейскими производителями фитингов. Но одно объединяет все эти компании - великолепное качество продукции, подтвержденное опытом, а также самый разнообразный ассортимент.
Это же касается и нашего производства: все сотрудники предприятия проходят ежегодное обучение, с целью повышения своей квалификации.
У нас заключены договоры на поставку продукции таких проверенных компаний как: Georg Fischer, AGRU, PlastItalia, Simona, EloFit.
Сварка полиэтиленовых труб: сравнение способов + инструкция по монтажу
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Муфты электросварные для полимерных труб – это специальные детали, при помощи которых получают надежное соединение частей трубопровода. Сварка полиэтиленовых труб с помощью специальных фитингов является доступным способом для самостоятельного монтажа трубопроводов любого диаметра. Для работы не требуется специальных навыков или сложного оборудования. Электросварные муфты часто являются единственным возможным способом соединения полиэтиленовых труб.
Назначение
Муфты электросварные предназначены для соединения полиэтиленовых труб низкого давления (ПНД) в условиях, когда требуемое соединение находится в труднодоступной зоне.
Особенности технологии изготовления полиэтилена низкого давления позволяют получить недорогой материал, обладающий высокой устойчивостью к внешним механическим нагрузкам. Поскольку соединения на внешних трубопроводах приходится делать в походных условиях, то не всегда возможно использовать диффузионную сварку классического исполнения.
Муфты электросварные для ПНД труб используют при монтаже:
- водопроводов, в том числе и магистральных, большого диаметра;
- систем водоотведения и канализации;
- газопроводов;
- промышленных трубопроводов, транспортирующих жидкие и газообразные химические реагенты.

Обратите внимание! Электросварные муфты обеспечивают прочность места стыка, которая превосходит эксплуатационную прочность самой трубы.
Благодаря простоте процесса, мобильности и автономности электросварных муфт, они незаменимы при ремонтных работах на магистралях.
Особенности конструкции
Муфта электросварная для полиэтиленовых труб представляет собой цилиндр из полиэтилена низкого давления. Внутренний диаметр муфты чуть больше наружных размеров соединяемых труб. Муфта электросварная ПНД 100 предназначена для соединения прямых участков полиэтиленового трубопровода одного диаметра.
Производители предлагают размерный ряд сварочных фитингов от 20 мм в диаметре до 900 мм. Длина небольшого фитинга зависит от его диаметра в соотношении 1:2,5. Например, муфта электросварная для труб диаметром 20 мм будет длинной 50 мм. Длина сварочного фитинга максимального диаметра чуть больше его значений. Так муфта диаметром 800 мм имеет длину 90 см. Длина муфты на 900 мм составляет 1 м. Производители предлагают муфты электросварные с удлиненным корпусом.
Внутри фитинга размещаются электронагревательные спирали, контакты которых выведены наружу в виде клемм. Материал и локализация нагревательных элементов электросварной муфты предотвращают распространение тепла во внешнюю часть детали.
Сварочный процесс обеспечивается расплавлением полиэтилена под действием температуры. Процесс молекулярной диффузии затрагивает внутреннюю поверхность муфты и внешнюю стенку труб. Полиэтилен расплавляется на определенную глубину и смешивается на молекулярном уровне. При застывании образуется монолитное образование, которое не имеет видимой границы раздела.
Деталь может быть оборудована индикатором процесса сварки. Это позволяет отслеживать процесс соединения и упрощает работы. Крепежи на электросварной муфте позволяют надежно зафиксировать деталь на трубах, что исключает брак при стыке.
Фитинг имеет специальный штрих код на бирке, который считывается сканером сварочного аппарата. Согласно информации штрих кода, аппарат выставляет время и температуру нагрева для получения идеального стыка.

Поскольку процесс сварки обеспечивается молекулярной диффузией расплавленного полимера, то имеет большое значение состав полиэтилена низкого давления в корпусе электросварной муфты. Подавляющее большинство фитингов выпускается из полиэтилена марки 100, но встречаются и муфты из 80. Фитинги 100 марки считаются универсальными. Их разрешается использовать для любых ПНД труб.
Обратите внимание! Для качественного соединения труб ПНД электросварными муфтами приобретайте трубный материал и фитинги одного производителя. Это обеспечит полное родство полимеров.
Инструменты и приспособления для монтажа
Для монтажа трубопровода с использованием электросварных фитингов понадобятся инструменты:
- для разрезания труб – труборез или ножовка по металлу;
- острый нож + наждачная бумага или фаскосниматель для зачистки среза от заусениц, неровностей;
- ацетон или органический растворитель, ветошь для снятия пыли и обезжиривания места стыка.
Сам процесс сварки требует подачи на клеммы определенного тока. Для этого используют профессиональный сварочный трансформатор. Он относится к дорогостоящему специальному оборудованию. Для монтажа индивидуальных коммуникаций такой трансформатор электроэнергии можно взять напрокат.

Сварочный аппарат легко настраивается на необходимое напряжение. В большинстве современных сварочников для полимерных материалов настройка проводится автоматически, согласно штрих коду на электросварочном фитинге. Продвинутые модели считывают информацию непосредственно с клемм муфты.
Технология соединения труб с помощью электросварных муфт
Технологический процесс сварки полиэтиленовых труб электросварными фитингами не представляет сложности – трубы вставляют в фитинг, фиксируют и подают на клеммы электроток.
Схематично алгоритм можно обозначить следующим образом:
- Трубы подготавливают для соединения. Их разрезают по размеру, делая срез под прямым углом к направляющей оси трубы.
- Срез зачищают, освобождают от пыли, частиц материала, влаги.
- Вставляют трубы в электросварную муфту.
- Подключают фитинг к источнику бесперебойного напряжения.
- Дают стыку остыть. Среднее время остывания составляет около получаса.
- Проверяют надежность полученного соединения. Для чего промазывают стыки густой мыльной пеной и подают в систему сжатый воздух.

Нюансы расположения труб в муфте:
- если фитинг имеет ограничительные выступы, то трубу вставляют строго до отметки;
- если ограничителя нет, то ориентироваться следует на толщину стенки трубы – расстояние между срезами соединяемых труб не должно быть больше, чем толщина стенки трубного материала;
- стык должен располагаться в середине муфты;
- для соблюдения расстояний, на внешней стенке трубы рисуют круговую отметку или наносят риску.
Обратите внимание! Соединение электросварной муфтой является неразборным. Небрежность в подготовительных работах при монтаже может стать причиной порчи дорогостоящего фитинга.
Процесс сварки проходит в автоматическом режиме. После соединения следует проверить надежность стыка. Для этого соединение промазывают мыльной пенкой и подают носитель под давлением. Если стык не начнет пузырится, то соединение герметично.
Достоинства электросварных фитингов:
- Простота монтажа. Доступность работ для выполнения непрофессионалом.
- Возможность стыковать трубопровод в траншее, других труднодоступных местах.
- Автоматизация процесса исключает человеческий фактор при монтаже.
- Срок эксплуатации трубопровода зависит только от материалов.
К недостаткам можно отнести высокую стоимость фитингов. Однако затраты окупаются экономией на привлечении сторонних специалистов.
Сварка трубопроводов большого диаметра
Сущность процесса сварки при помощи электросварных фитингов на трубопроводах большого диаметра не меняется. Однако здесь для качественной работы потребуется использование дополнительных крепежных кронштейнов. Крепежи необходимы для удержания труб на одной направляющей оси и фиксации их в неподвижном состоянии.
Порядок работ следующий:
- трубы нарезают, зачищают;
- вставляют в фитинг и закрепляют неподвижно;
- подключают к клеммам контакты сварочного аппарата;
- дожидаются полного остывания места соединения;
- снимают крепления и проверяют герметичность стыка.
При работе с трубами большого диаметра напряжение варьируется в пределах 40-50 вольт, время нагрева муфты около 200 миллисекунд. Аппарат самостоятельно считывает нужные параметры и отключается, завершив работу.
Полиэтиленовые трубы низкого давления для наружных магистралей покрывают специальным составом, который защищает их от разрушительного действия внешней среды. Это покрытие никак не влияет на технологию и качество сварочных работ с использованием готовых фитингов.
Обратите внимание! Европейские производители полиэтиленовых труб не используют в производстве электросварных фитингов вторично переработанного сырья. Это обстоятельство исключает попадание посторонних включений и гарантирует надежное, герметичное соединение труб любого диаметра.
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.
Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
Рекомендуем ознакомиться: Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
Читайте также: