Фитинги для сварки полипропиленовых труб
Обновлено: 17.05.2024
Хотите отремонтировать или заменить коммуникации, выполненные из полимерных труб? Согласитесь, что совсем неплохо сэкономить на вызове мастера, выполнив сборку нового трубопровода самостоятельно. Но вы не знаете, как можно соединить отдельные элементы системы между собой и что для этого понадобится.
В представленной нами статье подробно описана технология сварки полипропиленовых труб — своими руками соединить их сможет любой начинающий сантехник. Мы расскажем, что нужно учитывать, как пользоваться паяльником для состыковки пластиковых элементов. Подскажем, в каких случаях применяются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеролики, демонстрирующие пошаговый процесс выполнения сварки полипропилена, и фото-иллюстрации.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.

Если сварка водопроводных труб из полипропилена произведена правильно, то собранная система исправно прослужит без ремонта не один десяток лет
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.

Армированные изделия применяют для прокладки на длинных участках в условиях, где необходимо снизить линейное расширение, возникающее при колебаниях температуры
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.

Чтобы швы получались максимально прочными и герметичными, важно обеспечивать точное совпадение диаметров состыковываемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Сварку полипропиленовых трубопроводов на объекте совершают с использованием сварочного аппарата, конфигурация которого напоминает утюг
В комплектации сварочной машины для ПП труб имеются насадки, предназначенные для оплавления внешней стороны трубы, и дорны для оплавления внутренней
Нагревательный элемент сварочного аппарата достигает выставленной оператором температуры и передает ее насадке и дорну. Они расплавляют насаженные полимерные детали до состояния вязкости
В процессе разогрева важно четко выдержать нормированный период разогрева, зависящий от толщины стенки ПП трубы. Передержка угрожает деформацией соединяемых деталей, недодержка - недостаточно прочным соединением
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
ПП трубы диаметров больше 50 мм соединяют стыковой сваркой. Ее производят с помощью аппарата с дисковым нагревающим элементом
Выполненный в форме диска нагревательный элемент подбирают в соответствии с диаметром соединяемой трубы
Перед нагреванием предназначенные для соединения части трубы торцуют для придания им идеальной поверхности, строго перпендикулярной оси трубы
После разогрева отрезки трубы быстро соединяют, пока разогретый полимер не начал отвердевать. Важно при этом действовать уверенно и соблюдать соосность
Инструменты для соединения
Основной инструмент, используемый для соединения пластиковых труб – утюг для сварки. Это своеобразный паяльник, работающий от сети в 220В. Принцип работы устройства довольно прост. Роль нагревательного элемента утюга выполняет сварочный ТЭН, помещенный в металлический кожух.
Он прогревает до заданной температуры плиту, которая накаляет насадки. За поддерживание оптимальной температуры насадок отвечает терморегулятор. Пайке и типичным ошибкам, допускаемым при состыковке полипропиленовых труб, посвящена следующая статья, с которой мы советуем ознакомиться.

Утюг представляет собой компактный и легкий сварочный прибор, оборудованный посадочными местами под размещение гильзы для труб и дорна для фасонных изделий
В комплекте к утюгу идут нагревающие насадки стандартных размеров. Накаляясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбирают в зависимости от диаметра используемых труб:
- 20-й размер – для труб диаметром в полдюйма;
- 25-й – для изделий диаметром 0,75 дюйма;
- 40-й – для элементов сечением 1,25 дюйма.
Поскольку стоимость такого сварочного аппарат довольно высока, а использовать его приходится не так уже часто, нет смысла приобретать оборудование. Инструмент лучше взять на день-два в аренду.
Для высококачественной нарезки и подготовки свариваемых участков лучше всего использовать специальный предназначенный для этого инструмент – труборез. С его помощью можно получить ровный, гладкий и красивый срез.

Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент оснащен прорезиненной рукояткой
За неимением трубореза работу можно выполнить болгаркой или ножовкой по металлу. Единственное – на месте среза после таких инструментов остается бахрома. Но ее не составит труда удалить, зачистив полосой наждачной бумаги.
Помимо основных инструментов для проведения работ потребуются также:
- угольник;
- строительная рулетка;
- простой карандаш или маркер.
Планируя соединять трубы методом «холодной» сварки, необходимо заранее приобрести термоактивный клей, изготовленный на основе полиэфирной или эпоксидной смолы, либо же его термопластичный аналог, произведенный на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа водопроводной или отопительной системы из полимеров являются тщательный расчет требуемого материала и грамотно выполненная сварка элементов.
Чтобы облегчить себе работу, минимизировав тем самым ошибки при монтаже, первым делом необходимо начертить схему будущей системы, указав на ней число поворотов и разветвлений. При просчете количества труб к каждой длине отрезка следует прибавить по 25-40 мм, затрачиваемых на «провар».

Цена на полимерные изделия и необходимые для их монтажа фасонные элементы невелика, а потому на случай бракованных паяных пар, которые нередко возникают на первых порах работы, есть смысл сделать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют и вовсе приобрести несколько отрезков труб для предварительной тренировки. Такие затраты и по цене выйдут недорого и позволят избежать грубых ошибок при монтаже системы.
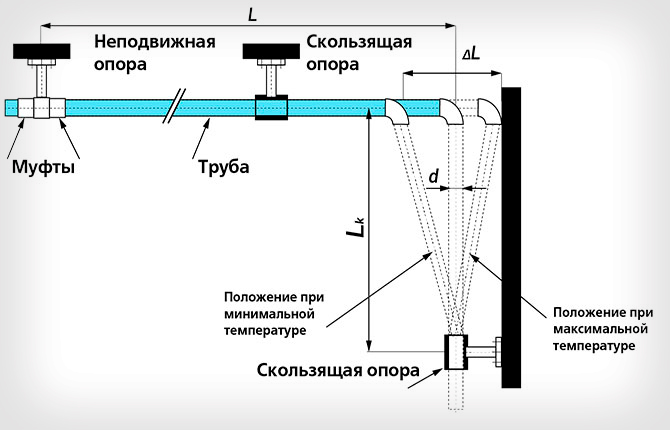
Особенностью полипропиленовых труб является возрастание коэффициента линейного расширения под действием высоких температур.
Как результат: при нагревании или возрастании давления внутри системы трубы удлиняются и с течением времени начинают провисать. Чтобы предупредить это явление, при прокладке участков длиной свыше 4-5 метров потребуется также задействовать компенсаторы.

Компенсаторы представляют собой «П»-образные соединительные элементы, внешне напоминающие завернутые петли, которые обеспечивают надежность системы в процессе ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, монтируя их между двумя неподвижными опорами. При необходимости можно приобрести и компенсаторы особой модификации, которые могут устранять линейное расширение на угловых сгибах трубопровода.
Выясним, как правильно сваривать полипропиленовые трубы, чтобы в местах соединений не было протечек.
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.

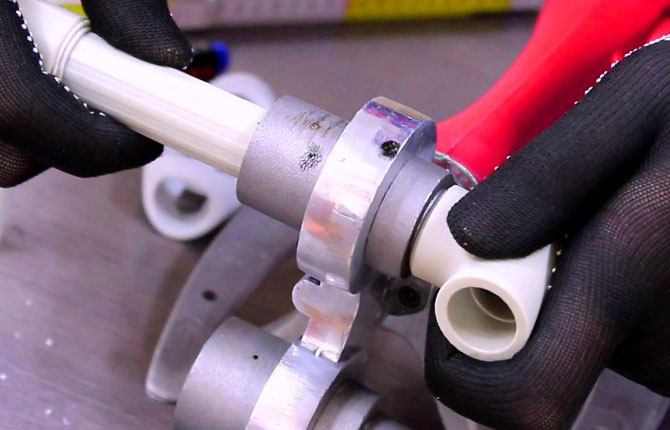
Для создания прочного соединения при выполнении пайки саму трубу прогревают с внешней стороны, а задействуемые при ее состыковке вспомогательные элементы – с внутренней. На рисунке порядок выполнения действий: 1 — размечаем; 2 — прогреваем нужное количество секунд; 3 — соединяем 2 отрезка между собой; 4 — выдерживаем рекомендованное количество секунд до охлаждения
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.

Продолжительность нагрева для достижения полной полимеризации состыковываемых элементов зависит от диаметра изделий и толщины их стенок
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.

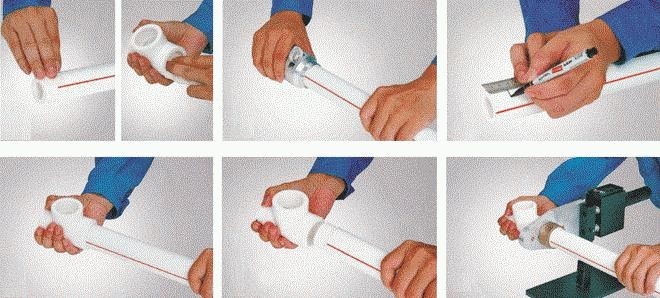
Чтобы иметь возможность контролировать глубину вхождения отрезков в нагревательный элемент, снизив тем самым вероятность дефекта, на их концах желательно предварительно сделать засечки. Условные обозначения: 1 — прогревание двух отрезков полипропиленового трубопровода; 2 — своевременно снятие труб с паяльника; 3 — соединение двух элементов между собой; 4 — на трубе отмечена глубина состыковки для выполнения правильного соединения
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Раскраиваем полипропиленовые трубы согласно проектным размерам. Учитываем глубину "захода" трубы в фитинг
Подбираем дорн и насадку соответствующего диаметра, устанавливаем их для разогрева на утюг и включаем устройство. Перед первой сваркой он должен разогреваться не менее 5 минут
Примеряем соединяемые детали. Отмечаем на трубе кромку фитинга, обозначающую глубину погружения в него привариваемой детали
Участки соединения неармированных труб протираем любым спиртосодержищим средством, чтобы удалить мешающий полимеризации жир
Примерку фитинга к армированной трубе производим, не заводя ее в фитинг, т.к. она без удаления внешних слоев в него просто не войдет. Затем шейвером освобождаем отмеченный участок трубы от внешнего ПП слоя
Кроме внешнего ПП слоя с соединяемого участка трубы удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем
Разогреваем соединяемые детали на установленных на утюг дорне и насадке. Период разогрева зависит от толщины стенок трубы
Нагретые на аппарате детали снимаем с утюга и быстрым уверенным движением выполняем соединения, не проворачивая их вокруг собственной оси
Комплектующие для полипропиленовых труб – правила выбора и монтажа
Удачное приобретение трубных заготовок из полипропилена под обустройство водопровода можно считать половиной успеха. Дополнительно потребуется фурнитура, крепеж, краны и другие комплектующие для полипропиленовых труб. При этом качество будущего водопровода напрямую зависит от правильного подбора и монтажа всех элементов.
Характеристики полипропиленовых труб
Для бытовых водопроводов и отопления используют два типа труб – армированные и неармированные. Во втором случае трубные заготовки выполнены экструдированием расплава через штамп-фильеру. Это обычные монолитные трубы из полипропиленовой массы с добавками сополимеров.

Армированные заготовки изготавливают с наклейкой промежуточного алюминиевого слоя или наваркой подслоя с добавкой стеклянного микроволокна. Это нужно будет учитывать при выборе комплектующих для полипропиленовых труб отопления.
Трубные заготовки из полипропилена маркируют в зависимости от допустимого давления воды или рабочей жидкости:
- PN10 – давление до 10 бар при температуре не более 45 ℃;
- PN16 – давление до 16 бар до 60 ℃;
- PN20 – давление до 20 бар до 80 ℃;
- PN25 – давление до 25 бар до 95 ℃.
Полипропиленовые трубные заготовки PN16-25 выпускаются в армированном и неармированном исполнении. PN16 c алюминиевым подслоем используются в квартирных системах отопления на двухконтурных котлах.
| PN10 | PN16 | PN20 | PN25 |
| для холодного водоснабжения | для сред с температурой не более 60 ℃ | универсальные, для холодной воды и горячей воды температурой до 80 ℃ | для отопления |
| неармированные | неармированные | армированные | армированные |
| 0-45 ℃ | 0-60 ℃ | 0-80 ℃ | 0-95 ℃ |
| до 10 ат | до 26 ат | до 20 ат | до 25 ат |
Трубные заготовки с добавкой стекловолокна применяются в:
- комплекте с напольными котлами с максимальной температурой воды;
- в системах теплый пол;
- в водопроводах высокого давления.
Полипропиленовые заготовки могут изготавливаться из разного материала. Наиболее доступная по цене марка PPH – чистый полипропилен. Применяется для подачи холодной воды. РРВ – сложный сополимер на полипропиленовой основе с добавкой полиэтилена низкого давления. Обладает высокой эластичностью, поэтому применяется для комплектующих трубопроводов холодной воды и теплых полов.
Наиболее распространенная марка PPR – это полипропиленовая база, в которую особым образом в процессе полимеризации «вшили» этилен. Выдерживает постоянный нагрев до 70 ℃. Применяется для снабжения горячей водой и в системах низкотемпературного отопления. Самый термостойкий материал – PPs используется для комплектующих отопительного контура.
Комплектующие элементы для сборки контура водоснабжения или отопления нужно брать с той же маркой и из того же материала, что и трубы. Иначе существует риск повреждения паяного шва. Нежелательно паять комплектующие полипропилена разного состава. Например, коэффициент теплового расширения полипропиленовой трубной заготовки, армированной стекловолокном, в 2-3 раза ниже, чем у обычной ППР-трубы для водопроводов. Поэтому надежного спая не получится.
Виды комплектующих
Для сборки водопровода используются десятки моделей фурнитуры и доборных элементов.
Условно их можно разделить на несколько групп по применению:
- Комплектующие для соединения заготовок. К ним относят муфты, фитинги, переходники, треугольники простые и с металлическим штуцером.
- Запорная арматура, краны, фильтры. для выполнения ответвлений и подключения потребителей воды или тепла.
- Элементы крепления полипропиленовых магистралей на стене.
В пределах номенклатуры продукции одной фирмы-производителя все комплектующие сгруппированы, систематизированы и маркированы под конкретный тип полипропиленовой трубы. Компания наносит код изделия на боковую поверхность корпуса.
В розничной продаже комплектующие могут предлагаться группами, например, под сборку водопровода или контура отопления. Но чаще собирать набор из доборных элементов приходится россыпью, поэтому важно знать каждую деталь «в лицо» или хотя бы иметь представление об устройстве комплектующих для водопровода.
Комплектующие для стыковки полипропиленовых труб
Для простой стыковки применяются прямые и угловые муфты. Фитинг, используемый для сварки полипропиленовой трубы в одну линию, представляет собой цилиндрический бочонок с посадочными полостями на входе и выходе.

Подавляющее большинство фирм-производителей наносят на торцевую или боковую поверхность комплектующих сведения о классе трубы PN10-PN25, посадочный диаметр и марку полипропилена.
Для соединения труб разного диаметра, перехода с полипропилена на стальной сгон или накидную металлическую гайку используются комплектующие более сложной формы. В зависимости от способа крепления у такой муфты может быть внутренняя или наружная металлическая резьба.

Кроме прямых фитингов, используются угловые полипропиленовые муфты – с их помощью выполняют поворот трубопровода на 45 и 90 градусов.
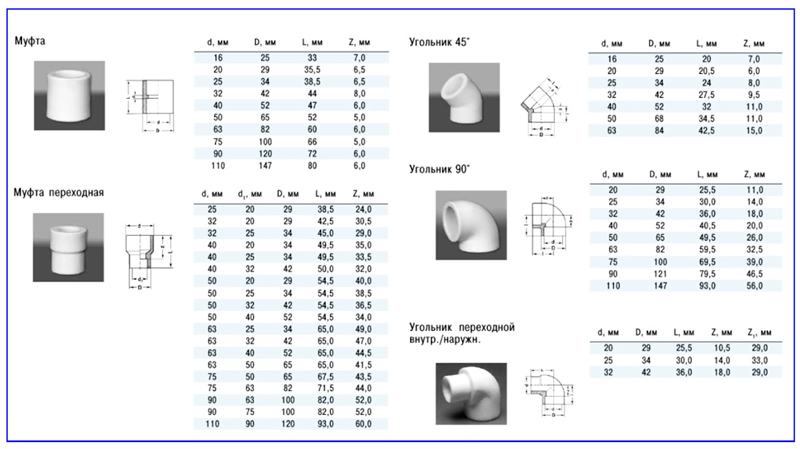
Эти комплектующие также могут выполняться под сварку двух заготовок разного диаметра, иметь металлические элементы с наружной или внутренней резьбой.
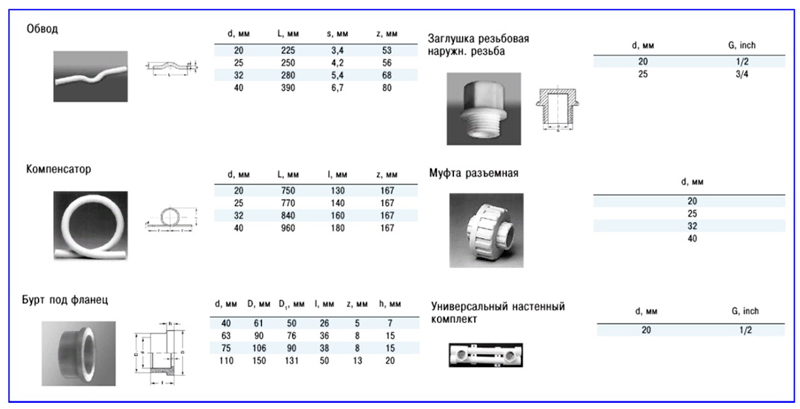
Для окончательной сборки полипропиленового водопровода применяют комплектующие, обеспечивающие сервисные функции:
- обводы, если несколько труб пересекаются в одной плоскости. Обычно их ставят на финальной стадии сборки, когда появляется возможность измерить радиус скругления одного участка над другим;
- компенсаторы из полипропиленовой трубы. Это кольцо из трубы, применяется для компенсации теплового расширения полипропилена при нагревании;
- заглушки и переходные бурты с трубы на фланцевое соединение.
Комплектующие для ветвления труб, отводы для подключения гибкой подводки
Система труб не обязательно строится в виде одной ломаной или прямой линии. Для сложных систем водоснабжения или чаще для отопления приходится делать несколько отводов. Например, для подключения к подающей магистрали нескольких радиаторов отопления. Решить проблему разветвления водопровода или греющей трубы можно при помощи комплектующих сложной формы.
Например, при горизонтальной прокладке труб требуется сделать вертикальный отвод воды выше или ниже основного уровня, или ветвление от вертикальных участков водопровода. В этом случае можно использовать полипропиленовые тройники для ответвления трубы под прямым углом к линии вход-выход.

Их еще называют редукционными. Все три отверстия расположены в одной плоскости иди сразу в двух.

Отводящий выход может иметь внутреннюю или наружную резьбу, что удобно, если требуется состыковать контур с металлической трубой.

Тройники могут быть переходными с отверстиями под трубы разного диаметра.

Фитинги с резьбовым штуцером используются также для подключения гибкой подводки для смесителей, сливных бачков или бойлеров.

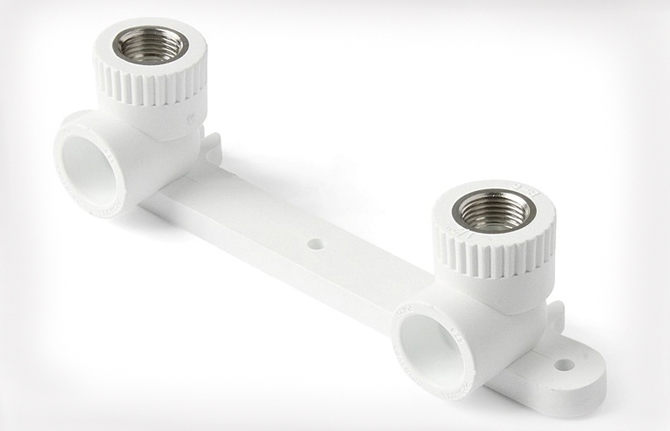
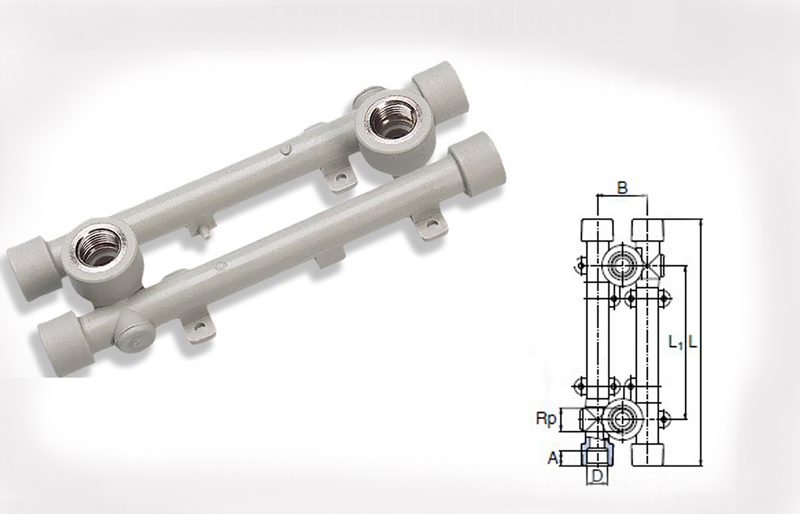
Для смесителей ванн или душевых кабин чаще применяются комплектующие, известные, как водяная розетка. Это может быть угол с резьбовым штуцером.

Или более сложный вариант комплектующих – двойная планка с креплением под заделку в стену ванной комнаты.
Для кухни можно использовать универсальный настенный комплект.
Краны и арматура для полипропиленовых водопроводов
Помимо соединительных муфт и переходных адаптеров, в конструкциях трубопроводов используются комплектующие – краны и задвижки. Для холодной воды можно поставить полнопроходной кран под пайку с трубами.

В контурах отопления полипропиленовую трубу подключают к радиаторам с помощью переходного крана под пайку и штуцер.

При выборе комплектующих для системы отопления или водопровода приобретают фильтр грубой очистки.

Обычно используют модели с металлической пробкой, но есть и варианты с полипропиленовой. Комплектующие из пластика используют для магистралей низкого давления, не более 1,5 бар.
Крепеж для труб
Для домашних водопроводов используется два типа крепежа:
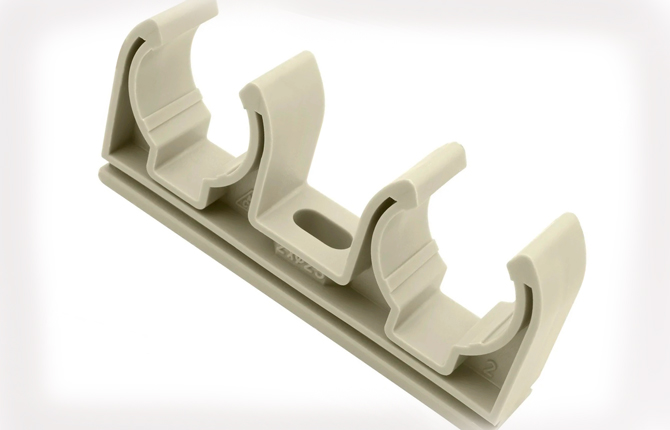
- полипропиленовые клипсы;
- зажимы типа «бобр».
Оба варианта комплектующих крепятся на стену саморезом и пробкой.
Крепление полипропиленовых труб должно быть скользящим – жесткое защемление не допускается. Иначе магистраль при нагреве может оборвать крепеж любой комплектующей детали.
Клипсы ставят вдоль линии прокладки полипропиленовой трубы.
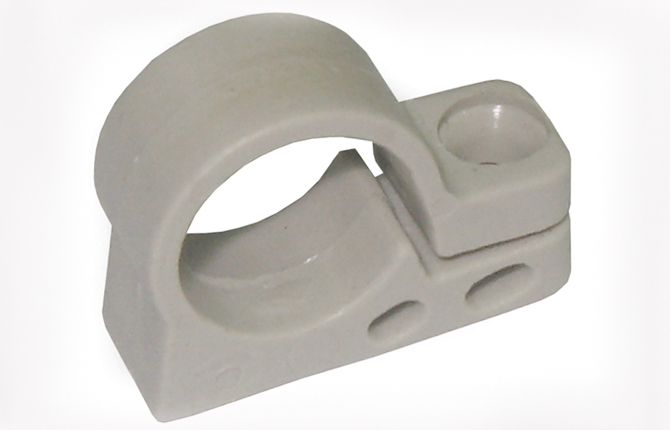
Второй тип комплектующих надевают на трубу заранее.
После пайки труб можно выбрать место для установки и зафиксировать деталь дюбелем.
Как выбирать комплектующие
Лучшим решением при подборе деталей для сборки водопровода или системы отопления считается использование каталога одной фирмы–производителя. Такой подход обеспечит соответствие комплектующих друг другу как по материалу, так и по размерам изделий.
На что нужно обратить внимание:
- Комплектующие должны быть правильно подобраны по посадочным размерам. Поэтому необходимо составить схему будущей разводки, отметить на ней тип деталей. Важно правильно определить размеры комплектующих. После этого можно составлять список.
- Для водоснабжения и для системы отопления комплектующие изготовлены из разных материалов. Полипропиленовые детали, армированные стекловолокном, должны свариваться только с трубными заготовками из такого же материала.
Исключением может быть ситуация, когда для горячей воды используются трубные заготовки с армирующим алюминиевым подслоем. В этом случае комплектующие можно приобретать одним списком, как для холодной, так и горячей воды.

Толщина стенок полипропиленового корпуса комплектующих намного больше, чем у трубы. Поэтому особых проблем с теплостойкостью не возникает.
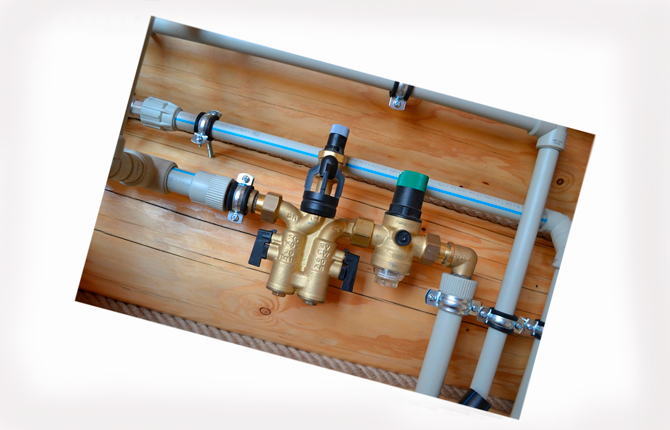
Для водопровода
В первую очередь необходимо поставить кран и фильтр на вводную часть. На входе перед водяным счетчиком монтируют полипропиленовый кран вентильного типа с резиновой прокладкой и поджимной гайкой на штоке. Этот вид считается более надежным и долговечным. На комплектующих для вводной части лучше не экономить.
Тройники, переходные фитинги, соединительные муфты приобретаются по списку. Желательно купить комплектующие одной компании-производителя. Если в схеме водопровода требуется установка блокирующих кранов, например, при подключении сантехники или бойлера, то лучше брать комплектующие из латуни и устанавливать их на полипропиленовых переходных муфтах.
Для системы отопления
Планирование отопительного контура ничем не отличается от аналогичного процесса для водопровода. С одной лишь разницей – разработка начинается с выбора места для группы безопасности и подбора комплектующих для нее.
Второй особенностью является то, что в перечень комплектующих для полипропиленовых труб отопления должен быть включен компенсатор расширения. Можно использовать кольцо или компенсатор Козлова.

При желании этот вид комплектующих можно изготовить самостоятельно.

Монтаж комплектующих
Пайка водопровода начинается от ввода. Систему отопления начинают собирать от группы безопасности.
При пайке комплектующих на полипропиленовые заготовки необходимо соблюдать два правила:
- Нельзя ничего нарезать и раскраивать заранее. Все комплектующие припаиваются к трубе последовательно по мере продвижения по схеме сборки.
- Сложные узлы собираются отдельно. Только убедившись в том, что особо ценный вид комплектующего припаян к трубной заготовке правильно, можно устанавливать узел на водопровод.
При использовании хорошего паяльника процесс пайки деталей продвигается быстро. Нужно одеть на греющие насадки свариваемые комплектующие, нагреть их в течение определенного времени и соединить.
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Время нагрева, с | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Время сварки, с | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Время остывания, с | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
Если какая-то деталь была припаяна неудачно, не обязательно ее выбрасывать. Достаточно отрезать ножовкой внешнюю часть трубной заготовки, все что внутри муфты можно вырезать перьевым сверлом по дереву.
Кратковременный нагрев никак не влияет на характеристики комплектующих, в том числе кранов и муфт резьбой.
PPR фитинги – правила выбора и использование соединений
Для замены старого стального водопровода на новый из полипропилена потребуются три вещи – полипропиленовые трубы, паяльник с резаком и PPR фитинги. Освоить технологию сборки можно за 10-15 минут, а выбор трубы обычно ограничивается подбором характеристик по сечению и температуре воды.
С ППР фитингами дело обстоит несколько сложнее – моделей много, поэтому легко запутаться и купить ненужный доборной материал. На что же нужно обращать внимание?
Где используются
Наиболее простое решение – использовать при подборе готовый каталог PPR фитингов известной фирмы, выпускающей полипропиленовые трубы и доборные элементы к ним. В таких документах есть все, что нужно для правильного подбора фитингов.

Можно еще заглянуть в ГОСТ Р52134-2003, но стандарт написан в основном для специалистов и компаний-производителей изделий из PPR полимера, поэтому обычному пользователю будет неинтересен. Хотя в нем есть интересная информация о долговечности полимерных деталей из PPR пластика.
Фитинги используются для следующих целей:
- с помощью муфт и адаптеров соединяют полипропиленовые трубы в одну герметичную конструкцию, например, водопровод или контур системы отопления;
- выполняется подключение как самого трубопровода к источникам горячей и холодной воды, воздуха, жидких сред, так и врезка в его тело различных потребителей, от бытовой сантехники до радиаторов отопления.
Все существующие модели PPR фитингов монтируются на полипропиленовые трубы только с помощью горячей пайки, хотя бы на одном из посадочных отверстий. Никаких клеевых или резьбовых способов для соединения деталей из ППР-полимера не используют.
Горячая сварка обеспечивает монолитное, бесшовное соединение. Это означает, что при радиальной или поперечной нагрузке место соединения ППР-фитинга с трубой не выйдет из строя из-за усталостного разрушения шва. Как это бывает на клееных ПВХ, ПД и обжимных муфтах металлопластиковых труб.
Поэтому полипропиленовые системы на сварных фитингах можно использовать для подогрева пола, любой нагруженной поверхности. Схема укладки-сборки труб на PPR-муфтах несколько отличается от общепринятой для водопровода или отопления.
Виды PPR-фитингов
Самый простой каталог PPR фитингов включает более 40 моделей. Каждый тип изготавливается под 10 основных диаметров полипропиленовой трубы, от 20 мм до 63 мм.

Всю номенклатуру полипропиленовых PPR фитингов разделяют на четыре группы:
- , адаптеры для сращивания PPR труб;
- элементы для ветвления линий отопления и водопроводов; , запорные устройства;
- сервисные элементы.
Часть фитингов выполняется литьем только из полипропилена, соединяются с PPR трубами с помощью пайки. Большая часть номенклатуры содержит композитные детали, состоящие из полипропиленового корпуса и металлической резьбовой вставки. Это могут быть впаянная внутренняя резьба, наружный штуцер, стальной ниппель с накидной латунной гайкой или шток вентильного крана.
Муфты и тройники
Используются для стыковки отдельных трубных заготовок. PPR муфты подразделяются на переходные и основные. Первый тип фитингов применяется для перехода с меньшего диаметра полипропиленовой магистрали на больший, подключения к стальной трубе.

Основные муфты используются для спайки в одну конструкцию двух и более полипропиленовых трубных заготовок. Помимо обычного бочонка или уголка, для стыковки PPR труб применяются тройники и крестовины, как в чисто полипропиленовом корпусе, так и с металлической вставкой.

Нужно дополнительно упомянуть PPR уголки или полуотводы. Мастера всегда приобретают для сборки несколько типов угловых поворотов с разным углом отвода. Обычно это прямой угол, 30 о и 45 о . Из такого набора фитингов можно спаять обход или переход любой конфигурации.
Краны
В системе полипропиленовых коммуникаций применяются два типа запорных устройств. Это полнопроходные шаровые модели и краны вентильного типа. Последние отличаются повышенными гидравлическими потерями, но более надежны при работе с высоким давлением воды.
Также угловые шаровые краны ставят на радиаторы отопления и на гибкую подводку для подключения сантехники и бойлеров.

Независимо от модели крана, в системах отопления и водоснабжения устанавливают фильтры грубой очистки. PPR фитинги с шаровым или дисковым запирающим элементом отличаются высокой чувствительностью к загрязнениям в воде.
Вспомогательные изделия
Подключение потребителей к полипропиленовому трубопроводу выполняется с помощью угловых или двойных водорозеток. Для кухонь, душевых и ванных комнат используют готовые комплекты под установку смесителей без использования шлангов гибкой подводки.
Также в группу сервиса относят обводные PPR муфты, криволинейные трубы-обводы, переходные мостики, с помощью которых выполняют обход препятствий по месту прокладки трубопровода.
Сюда же относят клипсы и крепежные хомуты, как обязательный элемент любых трубопроводов из полипропилена, хотя полноценными фитингами они не являются.
Какими техническими характеристиками обладают
Полипропиленовая масса марки PPR, из которой выдавливают трубы и льют доборные элементы к ним, представляет собой рандомсополимер полипропилена. Материал не боится холодной и горячей воды, слабых кислот и щелочей.
Большинство фитингов, кроме простых и переходных муфт, имеют более сложное устройство в сравнении с трубами. Поэтому для их производства используют более жесткий полипропилен 80. После выхода из горячего штампа, изделие не деформируется и не «плывет», как при использовании более пластичного и текучего рандомсополимера.
| Наименование | Величина |
| Плотность | 0,9 г/см 3 |
| Температура плавления | 149 ℃ |
| Предел текучести | 24-25 н/мм 2 |
| Предел прочности при разрыве | 34-35 Н/мм 2 |
| Относительное удлинение в момент достижения предела текучести | 50% |
| Коэффициент линейного расширения | 0,15 мм/м ℃ |
| Теплопроводность при 20 о С | 0,24 Вт/м ℃ |
Материал фитинга начинает плавиться с 250 ℃. При длительном нагреве до 150 о С PPR муфта теряет прочность и начинает плыть под давлением, поэтому для парового отопления полипропиленовые детали лучше не использовать. При этом сама труба, если она армирована стекловолокном или алюминиевой фольгой, может оставаться целой.
Предельной эксплуатационной температурой считается +95 ℃, в подобных условиях PPR муфта способна проработать не менее 20 лет. Более сложные изделия – уголки, тройники, фильтры из полипропилена прослужат примерно вдвое меньше. Поэтому в системах отопления используются металлические фитинги на переходных муфтах. Для водопровода можно использовать полипропилен.
При комнатной температуре полипропиленовые фитинги способны кратковременно выдержать давление до 100 бар. Но стоит помнить, что это не металл, любое повышение давления воды более чем на 20% от рабочего приводит к едва заметным остаточным деформациям.
Полипропиленовые водопроводы не проверяют давлением выше 20 бар в течение более 10 минут при комнатной температуре. Если выйти за эти границы, есть вероятность, что потекут фильтры, краны или переходные муфты с металлическими штуцерами.
С системами отопления или водоснабжения, спаянными только с применением PPR фитингов, можно экспериментировать на больших давлениях и при более высокой температуре. Поэтому мастера зачастую после спайки труб не подключают котел отопления (ограничения по давлению до 3 бар), а опрессовывают магистраль при давлении до 30 бар в течение получаса. Если выпотеваний воды на муфтах не произошло, то полипропиленовая часть системы отопления гарантированно прослужит 25-30 лет.
Преимущества и недостатки
Полипропиленовые трубы с доборными PPR элементами на практике используется более 20 лет. Возросшая популярность водопроводов и систем отопления из полипропилена, постепенное вытеснение ими старых стальных коммуникаций только подтверждает правильность сделанного выбора в пользу полипропилена.
Положительные стороны использования деталей из полипропилена
Наиболее важным плюсом применения PPR фитингов считается несложная технология сборки. Пайка ручным паяльником одной точки соединения занимает несколько минут, при этом обеспечивает надежное соединения деталей. При этом качество стыка на PPR муфте получается высоким.
Оценить надежность может помочь схема компенсации перемещения трубы из-за нагрева, которую вваривают в линию отопления или подачи горячей воды.
Из-за большого коэффициента теплового расширения длинная полипропиленовая труба меняет свой продольный размер. Всякий раз, как открывается кран с горячей водой или подается разогретый теплоноситель в систему отопления, труба удлиняется на 4-10 мм, и сокращается по мере остывания.
Переменная нагрузка может разгибать PPR уголок сотни раз в течение суток. Преимуществом полипропиленовых фитингов является то, что в данной точке заменить их латунными или стальными нельзя – они не способны выдержать такую нагрузку.
Кроме того, преимуществом PPR фитингов является высокая санитарная безопасность полипропилена. Материал не выделяет в воду никаких веществ, поэтому ее можно без ограничений использовать для питья. В то время как латунные муфты и адаптеры изготавливают из латуни с содержанием свинца до 2,5%. По мере истирания никелированного покрытия металл может растворяться в воде.
Отрицательные моменты применения ППР-фитингов
Главным минусом использования муфт и кранов из полипропилена считается относительно слабая стойкость загрязненной воде. Чем больше микрочастиц песка и ржавчины в воде, тем быстрее изнашиваются фитинги.
Срок службы для разных моделей может отличаться. Так, например, соединительные муфты, установленные с соблюдением технологии пайки, способны прослужить несколько десятков лет. Тогда как переходные муфты типа пластик-металлическая резьба, шаровые краны с металлическим шариком на горячей воде работают не более 15-17 лет, после чего их нужно менять. На чистой холодной воде фитинги простоят до 30 лет.
Как монтируются фитинги полипропиленовые
Благодаря использованию специального инструмента – электрического паяльника и обрезных ножниц – смонтировать PPR муфту или любой другой фитинг можно за 5-7 мин, в зависимости от диаметра полипропиленовой трубы. Чем больше поперечный размер, тем дольше нужно греть заготовки. Остывает соединение до безопасного состояния в несколько раз дольше.
Если на муфте или кране имеется штуцер или внутренняя резьба под сгон, то в первую очередь нужно собрать, запаковать ФУМ лентой и завернуть резьбовое соединение. После того как PPR фитинг будет припаян к полипропиленовой трубе, ставить сгон будет очень неудобно.
Процесс монтажа полипропиленового фитинга выглядит следующим образом:
- подбираем подходящую по конфигурации модель. Снимаем фаску с посадочного места на трубе, после чего проверяем штангенциркулем соответствие внутреннего и наружного диаметров соединяемых деталей. Допускается разница в 0,1 мм;
- устанавливаем на паяльник комплект насадок, выставляем температуру нагрева;
- определить правильное взаимное расположение свариваемого фитинга и трубы, желательно сразу нанести метки маркером;
- руками одеваем фитинг и PPR трубу на насадки, выжидаем несколько секунд, снимаем и плотно вставляем друг в друга.
Откладываем спаянный стык на 5 мин., даем ему остыть настолько, что деталь можно держать ладонью руки без особого дискомфорта. Проверяем качество шва, по линии соединения PPR трубы и полипропиленового фитинга должен выступить расплав или грат. Кроме того, нужно проверить деталь на просвет – убедиться в том, что нет пробки из расплава.
Полипропилен уроки сварки труб и фитингов аппаратом пайки: видео.
Преимущества PPR фитингов заключаются в простой сборке деталей, надежности, высокой прочности соединения при относительно небольших расходах на комплектующие. На практике дела обстоят не всегда так, как в теории, многие недочеты проявляются спустя много лет. Поделитесь с единомышленниками своим опытом, проблемами и их решением при использовании доборных элементов к полипропиленовым трубам в комментариях. Сохраните статью в закладках.
Сварка полипропиленовых труб своими руками

Трубы
Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300 о С.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Пайка полипропиленовых труб. Полезные советы и инструкция
Частное жилье, квартира и дом обустраиваются посредством применения инженерных коммуникаций. Проблема монтажа, реконструкции и ремонта на каждом из объектов требует ремонта или прокладывания системы водопровода и отопления. Современные технологии предложили владельцам объектов и специалистам по монтажу альтернативное, более бюджетное и удобное решение — трубы из полипропилена. Правильный монтаж определяет, что контуры отопления и водопровод не уступают другим вариантам по эксплуатационным свойствам. По отдельным параметрам присутствует существенно превосходство полипропиленовых конструкций над стальными. Сам процесс выполнения пайки труб не представляет сложности, не требует профессиональных знаний и особенных навыков. Он рассмотрен в инструкции, представленной ниже.
Трубы отличаются между собой
Перед началом описания инструкции по монтажу требуется дать определение материалам, разновидностям и сфере применения. Выбор труб по принципу цены или наличия в строительном магазине недопустим. Неправильный выбор чреват возникновением трудностей после монтажа. Они могут заключаться в возникновении протечек, трещинах и деформации. Это приводит к необходимости переделывать систему, нести дополнительные затраты.
Гидравлические расчеты определяют размерную сетку для труб. Коммуникации отличаются между собой и требуют разного диаметра трубы. Линейка диаметров составляет от 16 до 110 мм обеспечивает практически все варианты и потребности монтажа. Практика показывает, что потребности квартиры удовлетворяются трубами диаметром до 50 мм, исключения бывают редко. Трубы большего диаметра магистральные. Они требуют особенного подхода к монтажу и редко встречаются в работе домашнего мастера.
Трубы полипропиленовые отличаются между собой по цветовым решениям. Оттенки и разновидности труб по цвету никак не связаны с эксплуатационными характеристиками и ни на что не влияют. Их не стоит принимать во внимание. Это стандартное решение производителей, помогающее им сделать продукцию более броской и яркой на общем фоне. Единственная возможность выбрать трубу с определенным цветом и задачей — приобрести белое изделие для отопления. Цвет обеспечивает возможность вписаться в любой интерьер.
Если на трубе присутствуют цветные полосы, то они будут нести информационную нагрузку, понятную для всех. Синяя полоса говорит о применении изделия для потребностей холодного водоснабжения. Красная полоса говорит о предназначении выдерживать высокие температуры в процессе эксплуатирования. Маркировка цветом приблизительная и несет минимальную информационную нагрузку. Отдельные разновидности изделий не обременены даже такой маркировкой. Линия на трубах помогает определить нагрузку, свойства и становится ориентиром при стыковке на швах. Линия — удобный ориентир при монтаже.
Буквенно-цифровая маркировка несет основную часть информации. Искать ее нужно на внешней стенке изделия. Здесь стоит проявить особую внимательность и вникнуть в написанное производителем.
Полипропиленовая труба имеет обозначение PPR, принятое в качестве международной маркировки полипропилена. Обозначения РРRC, РР-В, РР-Н, РР-3 и другие встречаются при указании разновидности материала. Для удобства пользователя предусмотрена другая система маркировки, учитывающая тип, давление жидкости, перекачиваемые температуры. На практике применяется четыре типа труб: PN-10, PN-25, PN-16 и PN-20. От цифры зависят эксплуатационные свойства трубы и максимальная температура использования. PN-25 применяется для потребностей отопления и выдерживает температуру 95 градусов.
Эксплуатационные свойства имеют прямую зависимости от толщины стенок трубы. Толстые стенки могут выдержать большую температуру и высокое давление.
Полипропилен при своих плюсах имеет существенный недостаток — при перегреве наблюдается существенное линейное расширение. Трубы холодного водопровода, находящиеся внутри здания, не чувствуют на себе отрицательного влияния фактора расширения. Трубы горячего водоснабжения могут более существенно ощущать проблему, испытывать деформацию, появление напряжения внутри конструкции, провисание длинных участков.
Армирование полипропиленовых труб применяется для снижения влияния температурного расширения. Армируют стеклопластиком и алюминием. Армирующий пояс из стеклопластика располагается по центру толщины стенки трубы, не влияет на пайку.
Алюминиевое армирование делится на два типа. При первом слой фольги располагается в рядом с внешней стенкой изделия. Альтернативный вариант предусматривает прохождение слоя алюминия по центру. Оба типа отличаются по особенностям монтажа и конструкции.
Оба варианта армирования позволяют добиться существенного снижения уровня расширения труб при нагреве. Слой армирующего материала становится барьером против диффузии (проникновения кислорода через поверхность трубы внутри нее).
Проникновение кислородных молекул и их попадание в воду внутрь трубы вызывает ряд отрицательных последствий: существенное повышение газообразования, возникновение процессов коррозии, что очень опасно для котельного оборудования. Надежный армирующий слой существенно снижает отрицательное воздействие на трубы и коммуникации в целом. Трубы с армированием получили широкое применение в отопительных системах. Трубы для водопровода выбирают со стандартным стеклопластиковым армированием, не оказывающим на диффузию значимого эффекта и влияния.
Трубы реализуются отрезками стандартного размера по 2 м и 4 м. Торговые точки режут трубы кратно 1 метру. К трубам добавляются специальные комплектующие: резьбовые фитинги для перехода на другой тип труб, заглушки, муфты, компенсаторы, обводные петли и т.д.
Разнообразие конструкционных элементов и расходных материалов позволяет подобрать варианты для сборки системы любого уровня сложности. Расходники и детали стоят недорого, что позволяет сделать приобретение с нужным запасом для монтажа и использования.
Методы соединения труб из полипропилена
Полипропилен представляет собой термопластичный полимер. Структура материала поддается изменениям в процессе нагрева (пайки, сварки) — размягчается под воздействием высокой температуры. Два нагретых до одинаковой температуры фрагмента проходят процесс диффузии. Остывание предварительно нагретых частей изделия не меняет его свойств. При правильном нагреве и соединении обеспечивается создание монолитного узла.
На приеме нагрева основываются особенности технологий соединения полипропиленовых труб в одну систему. Метод получил название полифузной сварки. Проводится муфтовым или стыковым способом.
При монтаже применяется сама труба и муфта, диаметр которой меньше диаметра трубы. В нормальных условиях стыковка обоих элементов невозможна. В качестве муфты может выступать монтажный участок тройника, крана, отвода, резьбового винта и прочих комплектующих.
Процесс пайки полипропиленовых труб подразумевает одновременное насаживание обоих элементов на нагревательный элемент сварочного аппарата. На сам рабочий нагреватель заранее соосно вмонтирована пара нужного диаметра, состоящая из муфты на металлической базе, куда будет вставляться труба, и специального дорна для одевания соединительного элемента. При пайке образуется пояс расплавленного полипропилена, примерно равный по ширине и глубине. Важной особенностью монтажа является правильное выставление температуры. Нельзя допустить расплавление труб по всему диаметру. Трубы снимаются с нагревательного элемента и с усилием, соосно соединяются вместе. Расплавленный полипропилен прослужит соединительным элементом и уплотнителем, благодаря которому меньшая муфта будет надежно заходить в трубу и обеспечивать плотное соединение на всю длину места прогрева.
Важным отличием альтернативного способа пайки полипропиленовых труб является обязательная стыковка одинаковых по диаметру деталей. Первым шагом считается точная подгонка торцов для последующего стыкования. Трубы с обеих сторон с силой прижимаются к торцевателю. После фиксации на место торцевателя укладывается нагревательный элемент плоской формы. По мере нагревания обе трубы будут равномерно расплавляться. Далее трубы сжимаются для обеспечения полифузии. Сжатие проводится с усилием. По мере остывания происходит полимеризация материала и создается надежный шов на месте стыка. Условия, нужные для такого монтажа, достигаются только при наличии специального оборудования. Оно обеспечить равномерный нагрев и стыкование.
Процесс сварки ППР труб
Залог успеха состоит в выполнении максимального количества узлов в одной позиции на верстаке. Лучше проводить работы по пайке ппр труб с помощником, ведь при самостоятельном монтаже просто допустить ошибку.
Подготовка паяльного аппарата
На нагреватель надевают и затягивают специальными винтами рабочие пары — дорны и муфты. Диаметры подбираются под рабочие нужды. Если подразумевается работа с одним типом трубы, то достаточно одеть одну пару, максимально близко расположенную к концу нагревателя.
Важно! Работать удобнее при условии надежной фиксации аппарата на рабочей поверхности верстака. Хорошо, если конструкция предусматривает винт для крепления на краю столешницы. Если такой возможности нет, то можно привинтить аппарат к поверхности саморезами. Для такой фиксации должна быть специальная поверхность.
Для работы с полипропиленом требуется включить на паяльнике температуру в 260 градусов. Температура одинаковая для всех труб. Изменяется только время прогрева.
Следует смотреть за тем, чтобы была достигнута рабочая температура. Для этого нужно просматривать средства индикации, доступные на конкретном аппарате.
Важно! Перед соединением и нагревом обязательно следует очистить места соединения от пыли и грязи, а также провести обезжиривание.
Разметка соединения
Следующим шагом является разметка соединения. Требуется отмерить длину пояса провара и сделать пометку карандашом или маркером. Это будет место, по которое труба будет введена в нагревательную муфту. Для каждого диаметра устанавливается свой показатель, и ему нужно следовать. При необходимости наносится дополнительная метка, если имеет значение взаимное расположение деталей для сопряжения.
Соединение труб
Далее помеченные элементы труб одновременно вводят в муфту паяльника, а элемент соединения устанавливается в дорн. Труба должна быть введена до отметки, элемент соединения — до упора.
После установки элементов начинает вестись отсчет времени прогрева, зависящего от диаметра трубы, и ему обязательно надо следовать.
В конце времени прогрева детали также одновременно снимают. У мастера есть секунды для их соединения и придания правильного положения. Детали с усилием заводятся друг в друга. Легкая корректировка допускается в первые 1-2 секунды. Детали удерживаются без изменения положения все время, отведенное на фиксацию.
Готовый узел не должен использоваться и испытывать нагрузки все время, предусмотренное для полимеризации полипропилена.
Перед первой пайкой полипропиленовых труб рекомендуется купить соединительные элементы и трубы для тренировки. При успешной пайке образовывается буртик в 1 мм, не портящий внешнего вида изделия.
Читайте также: