Флюс для сварки нержавейки
Обновлено: 18.05.2024

Пайка антикоррозийных стальных сплавов достаточно трудоемкий процесс. Выполнение такого вида работ дома еще сложнее.
В таких случаях используется технология пайки оловянным припоем. Большая часть его состава – это олово, однако есть припои с включением других металлов, таких как свинец.
Технология пайки оловом требует соблюдения технического процесса и специального оборудования. Рабочим материалом здесь выступают флюсы для нержавеющих сталей.
Флюсы – это материалы, защищающие металл от окисления во время сварочных работ. Эта статья расскажет, какие виды флюса применяются для пайки антикоррозийных стальных сплавов и технологию флюсовой обработки нержавейки.
Общая информация
Бура – флюсовая разновидность, используемая для пайки антикоррозийных стальных сплавов. Достаточно распространенный тип, который производится в виде порошков, пасты либо жидкости.
При самостоятельной сварке пастообразная форма более удобна. Порошковые флюсы требуют применения специальной аппаратуры, обеспечивающей подачу частиц в зону сварки.
Под воздействием высоких температур бура расплавляется, после чего происходит ее распределение по металлу. Под воздействием расплавленного флюса поверхность детали прогревается равномерно, а скорость достижения рабочих температур повышается.
Это важно в работе с нержавеющей сталью – материалом тугоплавким, прогревающимся достаточно долго. Срок перехода на следующий этап обработки определяется по цвету поверхности металла. Когда она становится красной, в работу вводится припой.
Флюсовые частицы после обработки остаются на поверхности детали. Для того, чтобы очистить от них металл, достаточно промывки водой. Маленькие детали можно опустить под воду и слегка потрясти.
Также для очистки применяется пескоструйная обработка – методика сложная, трудоемкая, однако эффективная.
Нельзя смывать частички флюса соляной или азотной кислотой. Да, очищение пройдет быстро и качественно, однако кислоты способны повреждать металлы. Они могут навредить детали и полотну шва.
Способы подбора

Существуют некоторые критерии выбора флюса для домашней сварки. Здесь мало знать подходящие типы для нержавеющей стали, нужно учесть применимость в самостоятельной пайке.
Для мелкой бытовой пайки подходят флюсы в виде пасты или жидкости, которую можно нанести на поверхность кисточкой. Эти материалы не требуют дополнительного оборудования. Порошковые, сыпучие варианты подходят для промышленных работ.
Также нужно ознакомиться с составом материала. Ведь если флюс называется «бура», это не значит, что он создан из чистой натриевой соли борной кислоты. Этот элемент занимает около семидесяти процентов состава.
Кроме него туда входят борная кислота, а также фтористый кальций. Они занимают оставшиеся тридцать процентов, однако пропорции у них не одинаковы. Включение борной кислоты должно превышать процентную часть фтористого кальция.
Для деталей маленьких размеров, которые часто приходится паять дома, можно создать флюс самостоятельно. Для этого смешивается бура и борная кислота в соотношении 50х50. Фтористый кальций в смесь включать не обязательно.
Подготовленные компоненты смешиваются на сухую. Только после этого добавляется вода. Получившийся материал наносится на сварочную зону детали.
Технология домашней пайки нержавейки
Пайка нержавеющих сплавов стали дома применяется достаточно редко. Это сложный процесс, требующий знания технологий и соблюдения нюансов. Однако иногда провести такую сварку необходимо. К этому нужна подготовка.
Перед тем, как приступать к обработке детали, нужно изучить технологию пайки нержавейки оловом под флюсом. Найти и изучить обучающие текстовые, фото, видео материалы.
Это нужно, чтобы избежать ошибок, создать работающий шов и сохранить безопасность работы. В этой статье приведена краткая методика Пайки, указаны инструменты и нюансы.
Оборудование

Любая сварочная работа требует специальных инструментов. Некоторые из них можно собрать самостоятельно, однако для большей безопасности лучше взять собранное на заводе оборудование.
- Для спайки металлов, в том числе нержавейки, нужен паяльник. Подойдет модель, работающая при напряжении электросети 220В и мощности от 100Вт.
- Для обработки перед пайкой понадобятся кисть и флюс. Для нержавеющей стали это бура в форме пасты или жидкости.
- Наждачка, напильники или шлифовальная машинка для зачистки зоны сварки.
- Металлический припой. Для работы с нержавейкой подойдет оловянный, чистый либо с примесью свинца.
Также может понадобиться металлический трос и трубка одного диаметра. Желательно, чтобы они были изготовлены из стали.
Технология

Методика оловянной сварки нержавеющих сплавов стали в домашних условиях и промышленных разнится. Эта статья посвящена домашним способам.
Любой метод обработки металлов начинается с зачистки рабочей поверхности. Область сварки должна быть зачищена от ржавчины, грязи, неровностей, заусенцев.
Это основное правило создания качественного соединения. Зачистка проводится наждачной бумагой, шлифовальной машинкой либо подходящим напильником.
После очищения поверхности наносится бура. Флюсы жидкой и пастообразной формы наносятся кистью, равномерным, тонким слоем. Это не только обеспечит защиту металла от окисления, но и повысит лужение.
Лужением называется формирование тонкого слоя олова или его смеси со свинцом на поверхности детали. Этот процесс – часть подготовки к оловянной сварке металлов.
В случае, если провести лужение с первого раза не получилось, проводится небольшой прогрев металла и попытка повторяется заново.
Нередко случается так, что вторая попытка не приносит результата. Олово скатывается, никак не расходится по поверхности тонким слоем. В таких случаях из троса и трубки создается подобие простой кисточки.
Эти две детали должны быть почти равного диаметра, чтобы трос удобно прошел сквозь трубку. После этого конец троса нужно «разлохматить», чтобы получилось что-то похожее на кисть. Этим инструментом проводится повторная зачистка детали.
По сути, металлическая кисть применяется вместо привычных инструментов зачистки. Ведь часто припой стекает из-за недостаточной очистки поверхности, а эта кисть способна достаточно очистить металл.
После покрытия рабочей зоны оловом, выполняется пайка нержавейки оловом под флюсом. Одной рукой к стыку подается припой, второй передвигается паяльник. Паяльник и припой должны двигаться равномерно, чтобы соединение формировалось ровно, качественно.
Нюансы

Уже во время завершающей части обработки можно столкнуться со сложностями. Медленная скорость сварки способствует формированию в металле карбидных соединений.
Они ухудшат надежность шва, приведут к браку. Поэтому паяльная работа должна проводиться достаточно быстро, без остановок, сомнений, промедлений.
Чтобы повысить защиту от образования карбидных соединений в нержавеющей стали стоит после обработки прокалить металл в печи.
Заключение
Флюс типа «бура» достаточно хорошо проявляет себя в обработке деталей из антикоррозийных сплавов стали. Его можно приобрести либо сделать самостоятельно дома.
Это вещество, нанесенное на поверхность металла, защищает его от окисления, улучшает лужение и качество соединения. Наносится бура на зачищенную от лишних включений и неровностей поверхность.
Качество зачистки должно быть высоким. Некачественно зачищенная поверхность будет препятствовать равномерному распределению олова.
Флюс для пайки изделий из нержавеющей стали. Но похоже не для всех.


Все началось с того, что после одного из обзоров на Муське я приобрел вот такой сетчатый фильтр.
Кстати, штука очень полезная. В ней удобно заваривать не просто чай, а всякие травяные сборы или тот же чай с добавками (мята, чабрец и т.д.). Но фильтр у меня используется не только для заваривания чая, но например, для процеживания бульона, вина. Так что спасибо, автору, обозревавшего его.

Не знаю, возможно мне попался бракованный экземпляр, а может они все так сделаны, но само ситечко плохо держится на ободе (можно сказать совсем не держится). Приходится его использовать несколько по другому, что тоже вполне приемлемо.
Но сразу возникла идея припаять сетку в нескольких местах. Однако, паять нержавейку не так-то и просто. В местных магазинах специального флюса я не нашел. А советы из интернета использовать буру для этого дела мне показались не очень удобными. Однако, дальнейшие поиски в сети дали еще один вариант: использовать ортофосфорную кислоту в качестве флюса. Понятно, что найти ее мне тоже не удалось. Но кто-то из комментаторов подсказал, что можно использовать и обычный преобразователь ржавчины, который тоже состоит из ортофосфорной кислоты. И действительно, мне удалось залудить части фильтра. Но есть одна странность. Если обод залудился нормально, то сеточка отказывалась держать припой. В результате, через небольшой промежуток времени, она все равно отрывалась от обода.
Однажды, в поисках куда бы потратить очередной купон Али на небольшую сумму, набрел на флюс для пайки нержавейки.
Описание на странице товара, конечно, странное. Но…

Посылка приехала довольно быстро, дней за 20.
В упаковке был пластиковая емкость.
Диаметр пузырька — 30 мм.
Высота вместе с колпачком — 75 мм.
Вес — 29 грамм. Можно рассчитывать, что внутри находится именно 20 мл флюса.
На этикетке из знакомых символов только цифры и аббревиатура ml. Машинный перевод гласит следующее:
Собственно, все, как и обещали.

В качестве эксперимента для начала был взят аккумулятор, когда-то выковырянный из старого ноубучного. На минусовый контакт была нанесена капля флюса: прозрачной жидкости без запаха, похожей на обычную воду.
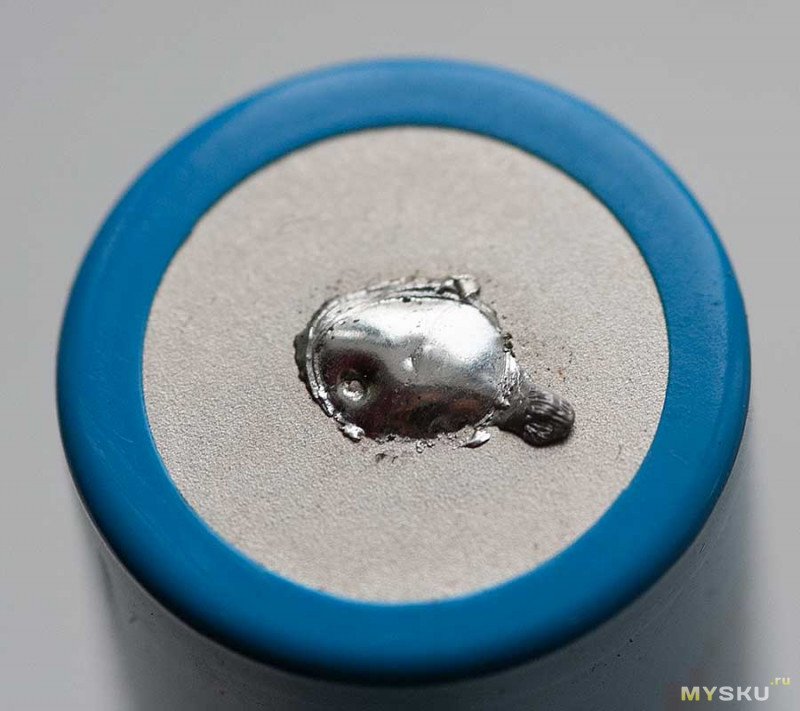
Но капля припоя отлично прикрепилась к контакту.
Какого-то резкого запаха во время пайки замечено не было.
В общем, флюс показался мне вполне хорошим.
Но вот залудить ситечко с его помощью мне так и не удалось. Уж не знаю из чего оно изготовлено.
Как бы там ни было, использовать флюс для пайки аккумуляторов удобно. Главное не перегреть плюсовой контакт защищенных аккумуляторов.
Пайка нержавейки
Пайка нержавеющей стали — довольно сложная и трудная работа. Чтобы получилось качественное соединение, нужно соблюдать множество условий — как по выбору материалов, так и по режимам пайки. Несколько проще паять сплавы с содержанием Ni или Cr до 25%. Они спаиваются и с другими металлами и сплавами, за исключением Al и Mg. Домашние мастера чаще всего применяют оловянные припои.

Особенности пайки нержавейки
Используя олово и составы на его основе, можно отремонтировать изделия из нержавейки, а также собрать небольшие по размерам и не подвергающиеся большим нагрузкам самодельные конструкции. Кухонная посуда и другие предметы быта ремонтируются обычным паяльником и оловянным припоем.
Пайка нержавейки на производстве выполняется по более сложной технологии. Для пайки ответственных конструкций применяются специальные промышленные смеси , содержащие Cr< Ni, Mn хрома, никеля, марганца. Работать с ними приходится в защитной газовой атмосфере — аргона с добавлением трехфтористого бора. Как припой при пайке нержавейки используют чистую медь.
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.
Типы припоев
Припои для нержавеющей стали делятся на две основных группы:
Мягкие — это привычные составы на основе Pb и Sn марок ПОС. Достаточное содержание олова повышает пластичность и текучесть, позволяя ему проникать во все микронеровности поверхности и существенно улучшая адгезию. Кроме того, олово является хорошим раскислителем, что особенно важно при работе с нержавеющими сплавами. Недостатком таких паяльных составов является невысокая прочность получающегося соединения.
Для получения более прочных паяных соединений нержавейки применяют твердые припои. Ими работают как в индустриальных условиях, так и в домашней мастерской. В твердые составы добавляют до 30% технического серебра. Их выпускают в виде тонких прутков и обозначают литерами ПСр.

Припой HTS – 528
Если требуется соединить пайкой разнородные изделия из таких материалов, как нержавейка, медные сплавы, никель, чугун — применяют состав HTS – 528. В его состав уже включен флюс, а температура плавления — не менее 750 °С
Приготовление флюса
Коррозионно-стойкие сплавы весьма чувствительны к условиям пайки, поэтому правильный выбор флюса для пайки нержавейки исключительно важен.
Наиболее широко применяемый флюс содержит:
- 7 частей технической буры;
- 2 части борной кислоты;
- 1 часть фтористого кальция.

Изготовление флюса в домашних условиях
Для пайки мелких заготовок состав флюса упрощается — берут равные части буры и борной кислоты. Смесь разводят в воде и наносят на область пайки. Как только она высохнет- обеспечит будет отличную адгезию к поверхности сплава.
Перед нанесением флюса необходимо провести тщательную механическую обработку области пайки шкуркой, проволочной щеткой или надфилем.
Преимущества пайки нержавейки оловом
Применение мягких составов на основе олова дает следующие преимущества:
- простота выполнения паяльных операций для небольших предметов;
- короткая подготовка;
- доступность паяльных материалов;
- достаточное качество пайки для не самых ответственных деталей.

Пайка нержавейки оловом
Пайка оловянными мягкими составами может быть быстро освоена домашним мастером.
Недостатки пайки нержавейки оловом
Кроме достоинств, пайка нержавейки оловом имеет и недостатки
- низкая прочность соединения;
- понижение максимальной температуры эксплуатации запаянных предметов до температуры пластичности олова;
- затруднения при пайке, вызванные высокой жидкотекучестью олова.
Из-за высокой текучести сложно запаивать швы на вертикальных и наклонных поверхностях.
Режимы пайки оловом
Рекомендуемые опытными специалистами режимы пайки следующие:
- Температура горелки: 232-240 °С;
- Мощность паяльника 80-120 Ватт;
- Время прогрева 5-10 сек;
- Толщина бруска припоя 2-4 мм.
Температуру пламени удобно контролировать пирометром.
Подготовка оборудования и необходимых материалов
При подготовке оборудования важно уделить внимание характеристикам и конструктивным особенностям паяльника. Его мощность — не менее 80-110 ватт, более слабые приборы не смогут обеспечить достаточный прогрев рабочей зоны. Жало должно быть необгораемое. Работать паяльником получится мягкими, легкоплавкими припоями – прутками из чистого олова или из смесей типа ПОС. Чистое олово потребуется при ремонте кухонной посуды и сосудов, соприкасающихся с пищей или питьевой водой. Оно не содержит вредных компонентов. Наиболее подходящим флюсом для такой посуды будет ортофосфорная кислота.
Для твердых припоев придется воспользоваться газовой горелкой.
Выбор припоя и вспомогательных материалов
Правильный выбор состава позволяет качественно спаять детали из нержавейки. Такое соединение будет надежным и долговечным. Наиболее распространение виды паяльных составов — оловянно-свинцовые марки ПОС. Для паяльных работ по нержавейке специалисты рекомендуют:
- ПОС50Кд18 (с добавлением кадмия);
- ПОС-61;
- ПОС-40.
Для ремонта предметов, вступающих в контакт с пищей, следует применять только чистое олово. Для нержавейки подходит далеко не всякий флюс.
Припой ПОС-61 Ортофосфорная и паяльная кислоты
- паяльная кислота;
- ортофосфорная кислота ;
- хлористый цинк.
Наносить флюс необходимо непосредственно перед пайкой, чтобы не успела повторно образоваться оксидная пленка.
Интересно: Ортофосфорная кислота входит в состав «Кока-колы». Хороший повод задуматься от том, стоит ли ее пить.
Технология пайки нержавейки оловом
Очень важно правильно и тщательно выполнить подготовительные операции. Их цель — удалить с поверхности нержавейки оксидную пленку и другие загрязнения, препятствующие образованию прочного и долговечного паяного соединения. Сначала поверхность защищается шкуркой, проволочной щеткой или надфилем. Далее, после удаления опилок и частичек абразива, проводят обезжиривание. Для этого берут специальный обезжириватель. Его с успехом заменит любой органический растворитель — ацетон, уайт-спирит, номерные растворители (646, 657) и т.п.
Сразу после обезжиривания область пайки покрывают флюсовым составом. (Если флюс входит в состав прутка припоя, то этот этап не выполняется).
Теперь начинаются собственно пайка оловом. Вначале область пайки разогревается при посредстве жала паяльника или факела газовой горелки. При пайке горелкой следует контролировать содержание кислорода, поскольку при его избытке начнутся окислительные процессы, ухудшающие качество соединения. При превышении допустимой концентрации кислорода пламя приобретает светло-синий оттенок.

Принцип пайки нержавейки
Всю область пайки следует прогреть до температуры плавления припоя.
Важно! припой должен плавиться не от жала паяльника или факела газовой горелки, а от тепла запасенного спаиваемыми деталями.
Подачу припоя в рабочую зону надо проводить до того момента, пока он не начнет появляться из рабочих зазоров между заготовками. Это обеспечит оптимальное схватывание.
Пайка нержавеющей стали дома
Часто бывает, что домашнему мастеру необходимо отремонтировать предметы домашней утвари, посуду из нержавеющей стали. Для этого необходимо подготовить определенный набор оборудования, а также рабочие и вспомогательные материалы. Чтобы качественно и быстро ремонтировать изделия из нержавейки, потребуется приобрести также определенный навык. Поэтому не стоит сразу браться за ремонт сложных или крупногабаритных изделий. Чтобы набить руку, «почувствовать металл и огонь», лучше потренироваться на ложках, кружках или просто обрезках нержавейки.

Пайка нержавейки в домашних условиях
Для работы потребуется оборудовать рабочее место. Рабочий стол должен быть металлическим или иметь негорючее покрытие. Должна быть оборудована вытяжная вентиляция — как пары паяльного состава, так и флюса и обезжиривателя вредны для органов дыхания. Спаиваемые детали должны быть надежно закреплены инвентарными крепежными приспособлениями — тисками, струбцинами, зажимами, распорками.
Рабочая зона не должна быть загромождена, в ней могут находиться только спаиваемые детали.
Емкости с рабочими жидкостями сразу после применения следует плотно закрывать и убирать в шкафчик или тумбочку.
Необходимо тщательно соблюдать технологию выполнения работ. Если обработка проведена некачественно и припой не пристает к поверхности деталей — необходимо остановить пайку и повторить механическую обработку и обезжиривание. После обезжиривания брать детали можно только в плотных перчатках — даже небольшое потожировое пятно, оставленное пальцами, может свести работу насмарку.
Проволочную щетку для зачистки можно сделать самостоятельно. Для этого в отрезок трубы диаметром 5-10 миллиметров и длиной около 10 см нужно плотно вставить проволочки, полученные из куска металлического троса. Выступать из трубки они должны на несколько миллиметров. При небольших площадях пайки нержавеющей стали, а особенно в узких и труднодоступных местах такая самоделка намного удобнее и эффективнее, чем покупные щетки на деревянной ручке.
Такой щеткой можно работать в непосредственной близости от паяльника или пламени горелки, минимизируя время между зачисткой и началом пайки.
Пайка с помощью газовой горелки
Горелку плавно перемещают, равномерно нагревая металл. Пруток припоя должен плавиться не от пламени горелки, а от тепла заготовки — только тогда получится прочное и надежное соединение. После наложения прутка в область стыка необходимо далее нагревать заготовки, чтобы он полностью проник во все зазоры и заполнил их. Нагрев продолжают до тех пор, пока излишки паяльного состава не начнут вытекать из стыка.
Распространенные ошибки
Самой распространенной ошибкой при пайке нержавейки является
- некачественная зачистка;
- недостаточное обезжиривание;
- недостаточный прогрев деталей, вследствие чего припой не проник во все зазоры и не соединил их.
Требуется периодически очищать наконечник жала паяльника.
Не следует паять составами с высоким содержанием свинца или применять канифоль.
Качество соединения можно проверить, попробовав поковырять его шилом или отверткой. Надежное соединение можно лишь поцарапать, отслоить припой от нержавейки не удастся.

Зачистка нержавейки после пайки
После остывания пайки проводят зачистку от остатков паяльного состава и флюса. Пищевую посуду из нержавейки перед использованием нужно промыть теплым мыльным раствором и прокипятить.
Сварка нержавеющей стали
Нержавеющей сталью являются коррозионностойкие легированный сплавы, устойчивые к тяжелым условиям. Исследователь Гарри Бреарли во время экспериментов с металлами в 1913 году, обнаружил заметную сопротивляемость коррозийным факторам, состава с хромом. Перед этим Krupp Iron Works запатентовала сталь аустенитного типа (7% никеля и 21% хрома). В 1915 году компания из Шеффилда выпустила на массовый рынок нержавейку. Производитель рекомендовал использовать продукцию для столовых материалов.

Виды нержавеющей стали
Нержавейка разделена на три отдельных типа:
- Жаростойкие сплавы – материал со способностью эффективного сопротивления агрессивным средам в условиях высокой температуры.
- Коррозионностойкая сталь – применяется в быту и небольших предприятиях. Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
- Жаропрочный тип стали необходим для сохранения механических свойств (формы, прочности) во время высокой температуры.
Коррозионностойкая сталь Жаропрочная нержавейка
По химическому строению нержавеющие сплавы разделяют на различные виды:
- Мартенситные стали получили отличные коррозионностойкие качества в условиях обычного открытого пространства и средах с малым уровнем агрессивности. Такую нержавейку применяют для приборов, функционирующих на износ. В частности, из мартенситных сплавов изготовляют ножи, упругие элементы химического и продовольственного производства. Такой материал может применяться в незначительных концентрациях соли и кислотных растворов.
- Аустенитные нержавейки отличаются физическими свойствами в том числе твердостью и пластичностью. Нержавейку активно применяют в машиностроительной отрасли. Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
- Ферритные сплавы можно обнаружить в окислительной атмосфере. Подобный материал отлично выполняет функции в бытовых приборах, системе отопления, системах для теплообмена. Также сплав высоко ценится в пищевом сегменте производства. На сплав не действует азотные концентраты, жидкости с аммиаком и подобные агрессивные среды.
- Аустенитно-ферритная основа проявляет более высокий предел текучести материала на фоне подобных металлов. Комбинированный металл демонстрирует малый рост зерен при двухфазной структуре. В связи с малым количеством никеля аустенитно-ферритовая сталь хорошо соединяется во время сварки. Такие сплавы удачно применяются в авиастроении, химическом производстве, тяжелой промышленности.
Структура мартенситной стали Мартенситная сталь Структура аустенитной нержавейки
Классификация материала по составу элементов
Хромистые виды включающие Мартенситные, Полуферритные, Ферритные сплавы используют для клапанов гидравлических прессов, лопаток для турбин, пружин и прочей бытовой техники.
Хромоникелевые (аустенитные) нержавейки идут в качестве ресурса для столовых приборов, стоматологических изделий.
Стабилизированные аустенитные марки являются ресурсом для создания сварных конструкций для работы в агрессивных условиях, высоких температурах (до 800 °C).
Соединение металла сваркой
Сварки нержавейки имеет свои особенности, которые стоит учитывать при работе для избегания брака и дефектов.
- Материал склонен к утрате коррозийного сопротивления. При температуре более 500 °С материалы начинают терять включения хрома и феррума. Для предотвращения выхода молекул из раскаленной сварочной ванны, когда проводится работа с различной нержавейкой, требуется быстрое охлаждения участка нового шва.
- Нержавейке свойственен высокий уровень усадки и эффекта расширения. Во время охлаждения сталь сужается. При сварочном нагреве нержавейка наоборот незначительно увеличивается в размерах.
- Коррозионностойкая сталь имеет в два раза меньшую теплопроводность, чем у прочих металлов используемых для сварки. Это приводит к скапливанию тепловой энергии во время проведения сварки в зоне нагрева. Чтобы предотвратить значительное неравномерное распределение энергии, сварочный ток, как правило подается на 15% меньше нормы.
Создавать связь нержавейки можно несколькими методами, но практически применяют:
- Электросварочные работы по нержавеющей стали покрытыми электродами (ММА).
- Сварка полуавтоматом с нержавеющей проволокой (МИГ).
- Аргоновый метод с вольфрамовым электродом (TIG).
Наиболее распространенные способы неразъемного соединения нержавеющего материала
Благодаря многочисленным исследованиям, сварить нержавейку связывают швом разными технологиями.
Способы проведения сварки нержавеющей стали имеют свои особенности и выбираются исходя из возможностей целей и доступности.

Ручная сварка нержавейки
Известны ручные, автоматические и полуавтоматические варианты соединения. На производстве часто используют автоматические виды сварки, в частности сварку под флюсом. При таком методе сварочная дуга производится под требуемой прослойкой флюса между сварочной проволочного электрода и основной массой металла. Такой метод решает массу задач:
- шлак защищает зону сварочной ванны от влияния атмосферы;
- дуга горит стабильно без прерываний;
- отсутствие разбрызгивания расплавленного металла;
- более удобная среда для создания сварного соединения.
Существует ручной и полуавтоматический способ сварки под флюсом. Такие способы пригодны для обработки малого радиуса кривизны и коротких мест соединений. В большинстве случаев применяют автоматы.

Сварка нержавейки полуавтоматом
Автоматическая форма происходит с использованием автоматической установки которая контролирует следующие функции:
- Перемещение электрической дуги по линии шва.
- Обеспечение стабильной сварочной дуги.
- Производит подачу заданного количества проволоки и необходимого флюса в зону плавления.
Способ отлично подходит для соединения ответственных конструкций нержавейки с большим значением толщины. Сварщики могут применять тандемную схему, где пара электродных проволок находятся одной плоскости, что положительно влияет на характер сварного шва. Весьма активно распространяется труд роботизированных систем во время обработки угловых швов и соединения ровных площадей.
Контактная сварка нержавейки
Сварочный метод контактной сварки (роликовая и точечная) подойдет при соединении нержавеющих заготовок с толщиной более 2 мм.
Точечный способ происходит при меньшей силе тока и позволяет уменьшить шанс прожога и появления карбида, способствующего окислительным явлениям.
Роликовый способ применяют для сварки неответственных соединений. Качества шва может превысить качество основы.
Холодная сварка нержавейки
Такой метод предусматривает соединение с применением двухкомпонентного клея. Такой способ приемлем для временного ремонта емкостей и труб. Смешав компоненты, холодная сварка наносится на необходимое место и затвердевает. Такой способ не применяется для разнородных металлов. Способ доступный любому лицу без подготовки и не требует значительных растрат.
Плазменный метод
Плазмой сваривают нержавейку двумя вариантами.

Плазменная сварка нержавейки
Ручной метод с использованием дуги между основным изделием и электродом, с силой тока 0,1 – 15 А. Сварка автоматом обеспечивается плазмотроном. Такой аппарат производит сварку благодаря пучку плазмы с силой тока более 100 А.
Ручная сварка аргоном
Сварка нержавейки аргоном, обеспечивает создание защитной среды от окисления, с применением благородного газа, с применением электрода из вольфрама.

Полученное сварочное соединение обладает всеми качественными характеристиками, даже если работу выполнял любитель. Аргоновый способ не производит брызги, создает красивый шов, после которого нет необходимости зачищать поверхность от шлака. Аппарат с использованием аргона для сварки нержавейки позволит вести работу даже с тонкими деталями, являясь самым чистым вариантом проведения операции. Работа с маркой нержавейкой может проходить как на переменном, так и противоположном токе. Электрическое напряжение следует настроить исходя из размеров нержавейки.
Соединение нержавеющего металла электродом при домашних условиях
В стандартных бытовых условиях соединение производится с аппаратами инверторного варианта. Такая техника питается от сети 220 В, а небольшой вес позволит легко перемещать технику и производить сварку дома или в гараже. Инвертор сможет создать надежные соединения металлических заготовок.
Для успешной операции применяют следующие параметры:
- Напр. 60 А, для материала толщиной 1,5 мм, электроды – 2 мм.
- Электрическое напряжение 75-85 А, для 3 мм толщины, следует применять электроды 3 мм.
- Величина настройки 100 А, для толщины 4 мм, электроды 3мм.
- При режиме работы 150 А, для 6 мм с электродами 4 мм.
ММА сварка: особенности
Создание неразъемной связи нержавеющей марки стали простыми электродами осуществляется несколькими этапами. В начале удаляется вся ржавчина и лишние включения на поверхности изделия. При наличии кромок свыше 4 мм мастер осуществляет их разделку напильником, что обеспечит эффективное проплавлением детали. Если изделие имеет тонкие размеры, необходимо плотно сдвинуть два края заготовки. По ГОСТу 10052-75 для нержавейки подходят ОЗЛ-8, ЦЛ-11, марки УОНИ. При наличии информации о марке металла по ГОСТу можно подобрать требуемый расходный материал.
- Заготовки с шириной более 7 мм, необходимо нагреть до 150 °С.
- После подготовки готовый инструмент подносится и легко ударяется по месту будущего шва несколько раз. Таким образом сварщик активизирует электрическую дугу.
- Дальнейшая операция проходит под воздействием эффекта короткой дуги. Сварщик медленно проходит весь участок шва вдоль линии с плавными зигзагообразными движениями.
- В конце требуется сделать замок для предотвращения швов.
- После остывания можно снять шлак и места сварки и произвести последующую полировку шва.
Для создания шва необходимы электроды коррозионностойкого и жароустойчивого вида. К таким электродам можно отнести ОЗЛ-6 с характерной жаростойкостью. Также выгодны прутки АНО-27 для сварки необходимых конструкций и деталей. Шов отлично противодействует низким температурам.
Расходные материалы для сварки нержавейки с черным металлом
Иногда появляется необходимость присоединить два различных металла. Согласно техническим правилам, такая связь является неверной, а необходимость соединения присутствует не часто. Для этих целей производители предлагают специальные электродные прутки.

Сварка нержавейки с черным металлом
Сварщик должен учитывать возможно ли осуществить соединение между соответствующими видами металла. Выделяются два варианта для соединения:
- Операция вольфрамовыми стержнями.
- Операция с черным сплавом покрытыми стержнями.
Самыми частыми электродами являются АНЖР-1 и АНЖР-2. Такие электроды позволят провести сварку во всех пространственных положениях.
Тig сварка
Работа вольфрамовыми прутками является не такой востребованной в связи с высокой стоимостью. Кроме того, необходима специальная техника. Во время работы сварщик должен постоянно следить за перпендикулярным размещением электрода по отношению с зоной сварки.

В индивидуальном порядке определяют силу тока:
- 1 мм – сила до 60 А, диаметр расходного материала – 2 мм.;
- 2 мм – ток до 80 А, с прутком – 3 мм;
- 4 мм – напряжение – 90-130, расходник -4 мм.
Работа с тонкой нержавейкой
Сварщик должен уметь работать с тонким материалом для удачного соединения. При соединении тонкостенной нержавейки необходимо применять напряжение на 20% меньше чем в стандартном случае. Для соединения используют прутки не более 35 мм. Сварка любой тонкой нержавейки в домашних условиях также чаще всего используют инвертор.
При работе необходимо придерживаться следующих условий:
- Не нагревать детали более 150 °С.
- Соединение осуществляется с малым током.
- Не стоит придавать дуге колебательные манипуляции.
- Для уменьшения уровня нагрева тонкостенных деталей, следует подставить теплоприемники.
Для сварки тонкостенной нержавейки используются электроды ЦЛ-11- материал является стойким к коррозии. Также ОК 63.20 разработан для сварки тонкостенных металлов для использования в агрессивной и жидкой атмосфере, выдерживая температурный режим до 350 °С.
Сварка различных нержавеющих труб
Неразъемная связь большинства нержавеющих марок труб может производиться электродами. Такие операции производятся со стержнями с рутиловой или основной обмазкой. Процесс соединения происходит с постоянным током обратной полярности.
Постоянный ток позволит предотвратить разбрызгивание нержавейки, упростить процесс работы. Также создается более качественный шов и позволяет работать с тонкостенными трубами.
Сварка труб и прочих изделий из нержавеющей стали состоит из следующих действий:
- Обработка материала от ржавчины.
- Предварительное зажигание и удержание дуги.
- Проверка характеристики шва, с отбытием шлака.
Для труб используют марку электродов ОК 63.20 с использованием сварки токами (способ поджига – тушения электрода).
Режимы сварки
Для нержавейки оптимальным вариантом сварки является соединение постоянным током. Чаще всего для нержавеющих металлов используют обратную полярность. Таким образом, положительным становиться электрод, а основной металл позиционируется как минус. В индивидуальном порядке режим сварки может изменяться.
Mig mag сварка
Такое решение применяется для сварочного материала с тонкой стенкой и высокими требованиями к качеству шва. Такую сварку применяют для ответственных работ для системы в условиях повышенного давления.

Соединения производят постоянным током в среде инертного газа, с использованием высоколегированной посадочной проволоки. Соединение происходит без колебаний, в противном случае нарушается защитный газовый слой. Внешний участок шва часто охлаждаю водой. Для сохранения вольфрамового стержня рекомендуется выключать поток газа спустя 15 сек после окончания работы.
Сварка лазером и сварка электронным лучом
Разогрев деталей проходит под воздействием лазерного луча. Метод высокоточный и проходит с большой скоростью.

Сварка нержавейки лазером
Лазер позволяет создать герметичное соединение различной герметичной формы. Для осуществления сварки нет необходимости в среде вакуума. Метод не применяется для толстых заготовок, кроме того лазерное оборудование обладает низким КПД (1-2%) и имеет высокую стоимость. Электронно-лучевая неразъемная связь производит операцию с использование потока заряженных частиц, которые бомбардируют необходимый участок направляемые специальной электронной пушкой. Полученный таким методом шов характеризуется высоким качеством. Такой метод редко используется в виду сложности и дороговизны реализации процесса, необходимости в вакуумной камере.
Читайте также: