Форма тока сварочного инвертора
Обновлено: 04.05.2024
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки; .
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.

Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ

Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Никакой магии или как работает сварочный инвертор
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора

До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через фильтр, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата

В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
8 комментариев к “Никакой магии или как работает сварочный инвертор”
Полное дилетанство. Попытка объяснить работу широтно-импульсной модуляции (ШИМ)колхозным методом, сами ничего не понимая. ).
Чего стоит только одно это- “По закону Ома снижение напряжение дает повышение силы тока”
Альберт, а чем вам этот закон не угодил?
Мощность – это вольт умноженный на ампер (можно и ампер умножить на вольт).
При изменении одного из этих двух параметров меняется и другое, сохраняя мощность.
По закону Ома, снижение напряжения даёт понижение силы тока, т.к. они прямопропорциональны. А о мощности там и речи нет.
дак блин написано больше сечение провода. А значит меньшее сопротивление
Согласен полностью. Не знаешь закон Ома – сиди дома. Понять объяснения автора невозможно, потому что он сам не понимает о чем говорит. Отсюда повторы и речь ни о чем.
Да пошло ты в пизду задрот, если такой умный иди в университет приподавать. Я все понял, понятно, доступно для особо не просвещенных. Если супер щариш нехуй это показывать твое эго зашкаливает
Как работает сварочный инвертор?

Продолжаем изучение сварочного инвертора «Telwin». В первой части было рассказано о силовой части схемы аппарата. Пришло время разобраться в управляющей части схемы.
Вот принципиальная схема управляющей части и драйвера (control and driver).
Кликните по картинке. Рисунок схемы откроется в новом окне. Так будет удобнее более детально изучить схему.
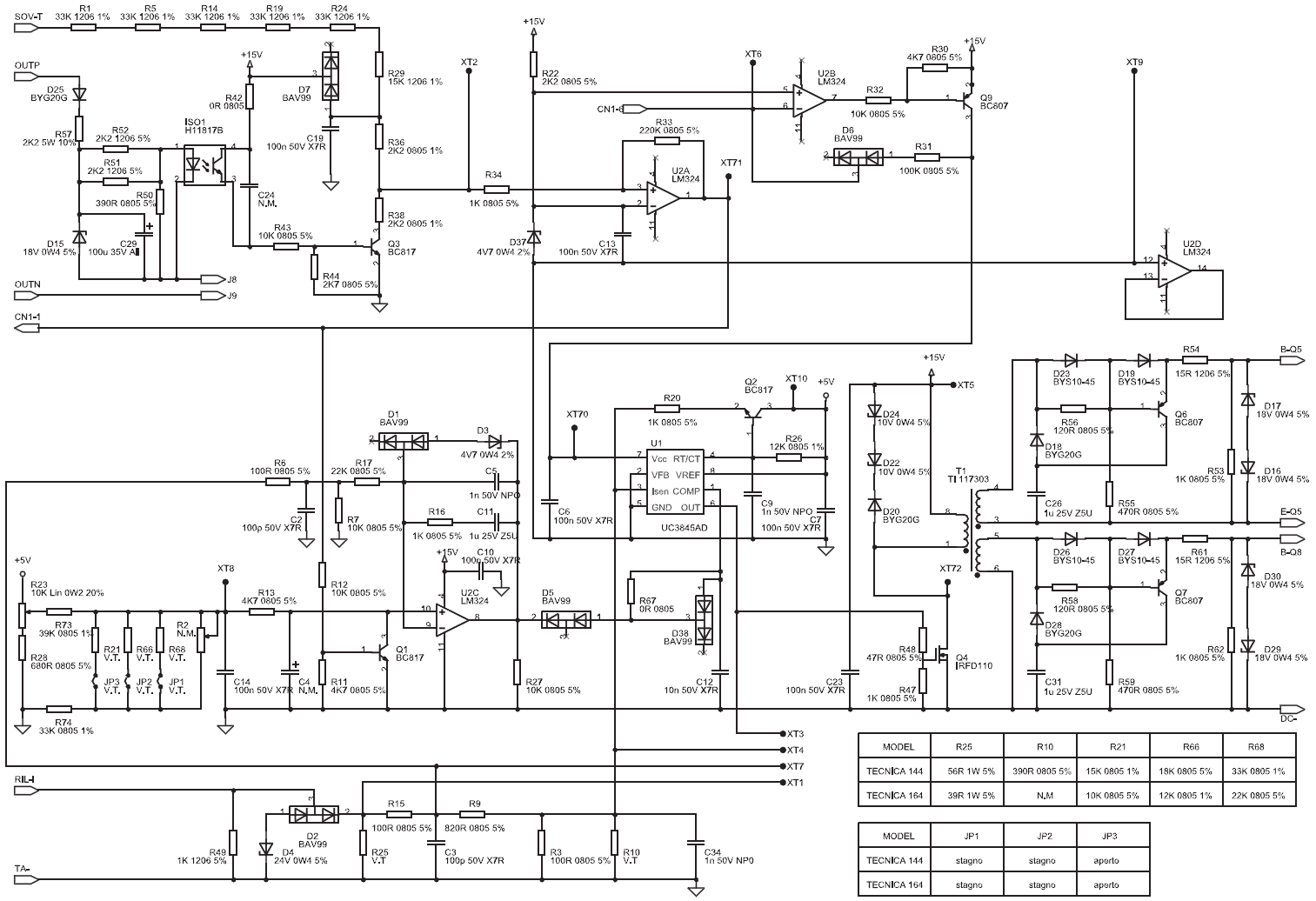
Схема управления и драйвер.
Мозгом устройства можно считать микросхему ШИМ-контроллера. Именно она управляет работой мощных транзисторов и, так сказать, задаёт темп работы преобразователя. В зависимости от модели аппарата могут использоваться микросхемы ШИМ-контроллера типа UC3845AD (Tecnica 144-164) или VIPer20A (Tecnica 141-161, 150, 152, 170, 168GE). Микросхему ШИМ-контроллера легко найти на принципиальной схеме. Ну, а что в железе?
Далее на фото показана часть платы инвертора Telwin Force 165.

Обратимся к схеме.
По схеме микросхема ШИМ-контроллера U1 управляет работой полевого N-канального MOSFET-транзистора IRFD110 (Q4). Корпус у этого полевого транзистора довольно нестандартный (HEXDIP) – внешне похож на оптопару.

С вывода стока (D) транзистора Q4 на первичную обмотку разделителного трансформатора T1 поступают прямоугольные импульсы частотой около 65 кГц. У трансформатора T1 имеется 2 вторичные обмотки (3-4 и 5-6), с которых снимаются сигналы для управления мощными ключевыми транзисторами Q5, Q8 (см. схему силовой части).
Схема на транзисторах Q6, Q7 и "обвязка" этих транзисторов нужна для правильной работы ключевых транзисторов Q5, Q8. Транзисторы Q6, Q7 в основном помогают транзисторам Q5, Q8 закрываться. Как мы уже знаем из первой части, в качестве транзисторов Q5, Q8 используются либо IGBT-транзисторы, либо MOSFET. А это накладывает некоторые требования на процесс управления ими.
Стабилитроны D16, D17, D29, D30 (на 18V) защищают IGBT-транзисторы от превышения допустимого напряжения между затвором (G) и эмиттером (E).
Цепи регулировки и контроля.
На печатной плате сварочного инвертора «TELWIN Force 165» можно обнаружить занятную деталь – трансформатор тока T2.

Эта деталь участвует в работе анализатора-ограничителя тока. По принципиальной схеме видно, что трансформатор тока включен в цепь первичной обмотки трансформатора T3. За счёт индукции электромагнитного поля в трансформаторе тока T2 наводится переменное напряжение. Далее это напряжение выпрямляется и ограничивается схемой на элементах D2, D4, R49, R25,R15, R9, R3, R20, R10. За счёт этой схемы контролируется сила тока в первичной обмотке трансформатора T3, а сигналы, полученные от неё, участвуют в работе «задатчика» сварочного тока и генератора импульсов на микросхеме U1.
Схема контроля напряжения сети и выходного напряжения.
Для контроля напряжения в электросети, а также выходного напряжения (OUT+, OUT-) сварочного аппарата используется схема, состоящая из элементов операционного усилителя (ОУ) на микросхеме LM324: U2A и U2B.
Элементы делителя R1, R5, R14, R19, R24, R29, R36 и R38 подключены к входному сетевому выпрямителю и служат для обнаружения завышенного или заниженного напряжения в электросети.
На элементе U2C операционного усилителя LM324 выполнен суммирующий блок. Он складывает сигналы защиты по напряжению и току. Результирующий сигнал подаётся на задающий генератор импульсов – ШИМ контроллер (UC3845AD). При аварии, схема защиты и контроля подаёт сигнал на суммирующий блок. Он в свою очередь блокирует работу генератора, а, следовательно, и всей схемы.

Выходное напряжение снимается с выходов «OUT+», «OUT-» и через элемент гальванической развязки – оптрон ISO1 (H11817B), поступает в схему контроля (U2A, U2B). Так осуществляется отслеживание параметров выходного напряжения.

В случае если напряжение в электросети завышено или занижено, сработает компаратор на элементе U2A и подаст сигнал на транзистор Q1 (BC807) через делитель на резисторах R12, R11. Транзистор Q1 откроется и закоротит на корпус (общий провод) вход 10 элемента U2C. Это приведёт к блокировке работы микросхемы U1 – генератора задающих импульсов. Схема выключится.
Одновременно с этим, за счёт подачи напряжения с выхода 1 компаратора U2A засветится жёлтый светодиод D12 (Giallo – "жёлтый"), указывающий на то, что в схеме неисправность или есть проблемы с сетевым питанием. Светодиод D12 показан на силовой части схемы и подключен к CN1-1. Таким же образом сработает схема, если на выходе выпрямителя (OUT+, OUT-) параметры выйдут за рамки установленных. Такое может произойти, например, при неисправностях выпрямительных диодов или если выйдут из строя детали узла контроля – оптрон ISO1 или элементы его «обвязки», полупроводниковый диод D25, стабилитрон D15, резисторы R57, R52, R51, R50 и электролитический конденсатор C29.
О других элементах схемы.
Биполярный транзистор Q9 подаёт напряжение питания на микросхему ШИМ-контроллера U1 (UC3845AD). Этот транзистор управляется элементом операционного усилителя U2B. На вывод 6 U2B подаётся напряжение с делителя на резисторах R64, R39 (см. схему силовой части). Если напряжение с делителя поступает, то U2B подаёт сигнал на транзистор Q9, который открывается и подаёт напряжение на микросхему U1.
Можно сказать, что эта схема участвует в запуске мощного инвертора, так как именно она подаёт питание на управляющий инвертором ШИМ-контроллер.
Ручная установка сварочного тока осуществляется переменным резистором R23.

Ручка резистора выводится на панель управления аппарата.

Также в цепи регулировки задействованы резисторы R73, R74, R21, R66, R68, R13 и конденсатор C14. Напряжение с цепи ручной регулировки поступает на 10 вывод элемента U2C суммирующего блока.
Как уже говорилось, сварочный инвертор имеет в своём составе множество регулирующих, контролирующих и защитных цепей. Все они нужны для штатной работы аппарата, а также защищают силовые элементы инвертора в случае аварийного режима.
Теперь, когда мы разобрались в работе сварочного инвертора пора рассказать о реальном примере ремонта сварочного инвертора «TELWIN Force 165». Об этом читайте здесь.
Читайте также: