Фотография рабочего дня сварщика ручной сварки
Обновлено: 06.05.2024
Фотография рабочего времени (ФРВ) — один из наиболее часто используемых методов исследования этого времени. Она может применяться на любых работах: как ручных, так и автоматизированных. При применении ФРВ необходимо придерживаться правил, чтобы получить наиболее точные данные. Что это за правила — расскажем в статье.
Определение и классификация фотографии рабочего времени
При проведении фотографии рабочего времени наблюдатель последовательно регистрирует все временные затраты сотрудника в течение периода исследования. Если изучается одна смена, такое обследование принято называть еще фотографией рабочего дня. Подобным образом выявляется непроизводительное время сотрудника, а также определяются нормативные показатели для подготовки рабочего места, его обслуживания, установления длительности перерывов для отдыха.
Основные цели проведения ФРВ:
- определение обстоятельств и продолжительности непроизводительных действий работника и разработка мероприятий по их устранению;
- сбор статистических данных для расчета норм подготовительно-заключительного времени, времени обслуживания рабочего места, периодов отдыха и перерывов на личные нужды;
- накопление информации об изменениях производительности сотрудника в течение смены и причинах невыполнения плана;
- получение данных для усовершенствования технологических процессов и определения норм обслуживания и численности персонала.
Норма обслуживания — это количество объектов, которые работник или группа работников должны обслужить в течение единицы рабочего времени в конкретных организационно-технических условиях.
Примеры
- Бригада техников должна произвести осмотр и профилактику 20 станков за смену
- Терапевт в поликлинике должен принять 30 пациентов в день.
В зависимости от конкретных задач исследования, необходимого объема и точности информации могут применяться различные походы к проведению фотографии рабочего дня.
Виды фотографий рабочего времени:
| По методу наблюдения | По числу объектов исследования | Как ведется наблюдение |
| 1. Сплошная — измерения проводятся непрерывно, при этом фиксируются все совершенные за смену (день) операции | 1. Индивидуальная — наблюдается один сотрудник | 1. Визуально с применением часов |
| 2. Выборочная — измеряются конкретные периоды времени либо определенный перечень работ | 2. Групповая или бригадная — изучается работа нескольких сотрудников | 2. С применением автоматических средств регистрации |
| 3. Периодическая — замеры проводятся отдельными отрезками, например: 2 часа с утра одного дня, 1,5 часа днем следующего и т. д. | 3. Маршрутная — фиксация занятости происходит во время периодического последовательного движения наблюдателя по нескольким рабочим местам | 3. Путем самостоятельной записи сотрудником своих действий — самофотография |
| 4. Методом моментных наблюдений — состояние занятости работника фиксируется через строго определенные временные промежутки в течение всего дня | — | — |
Порядок проведения фотографии рабочего времени
Выполнение фотографии рабочего времени проходит в несколько этапов:
Сбор информации об обследуемом рабочем месте и проводимых на нем операциях. Для этого посещается территория выполнения работ, проводятся беседы с руководителем подразделения и работниками, изучаются должностные инструкции, технологические карты.
- Разработка бланков для проведения фотографии рабочего времени.
Их структура может отличаться в зависимости от выбранного метода проведения. Разрабатываются формы предприятием самостоятельно. В структуру документа обычно включается:
- наименование организации и подразделения;
- данные наблюдаемого сотрудника и краткое описание его рабочего места;
- названия выполняемых операций, время начала и окончания их выполнения;
- общая длительность временных затрат определенного вида.
Регистрируются последовательно все действия работника по времени. Особенно подробно фиксируются перерывы и причины, их вызвавшие. При обнаружении внеплановой (нехарактерной)работы сотрудника, фиксируется ее длительность и обстоятельства, из-за которых она появилась.
Если сотрудник может запустить процесс на оборудовании и в это время выполнять другую операцию, такое время помечается как перекрываемое (одновременно выполняются 2 операции). Для повышения точности проводится от 3 фотографий по каждому исследуемому рабочему месту.
- Обработка полученных данных и их анализ.
Проводится группировка итоговой информации по категориям: основное, вспомогательное, подготовительно- заключительное время. Если выполнялась одинаковая работа — может выводиться среднее время ее выполнения. Рассчитывается удельный вес каждой категории времени в смене.
В результате проведенного мероприятия определяется средний удельный вес оперативного, вспомогательного, подготовительно-заключительного времени.
Также может быть установлен средний процент потерь рабочего времени сотрудника — как по его вине, так и по не зависящим от него причинам. Впоследствии компания может повысить производительность работника путем устранения непроизводительных затрат рабочего времени, совершенствования технологического процесса.
Фотография рабочего времени — образец заполнения и бланки
Одна из задач фотографии рабочего времени — сбор данных по видам времени в смене. В любом бланке фотографии рабочего времени обязательно должна быть предусмотрена возможность проставления условных обозначений для их видов.
Чаще всего для этого используются индексы, например, такие:
- ОВ — Основное рабочее время;
- ПВ — Подготовительно-заключительное время;
- ОТ — Обеденный перерыв, перерыв на текущие надобности;
- НР — Перерыв непроизводительный;
- ТП — Потери времени по независящим от работника причинам.
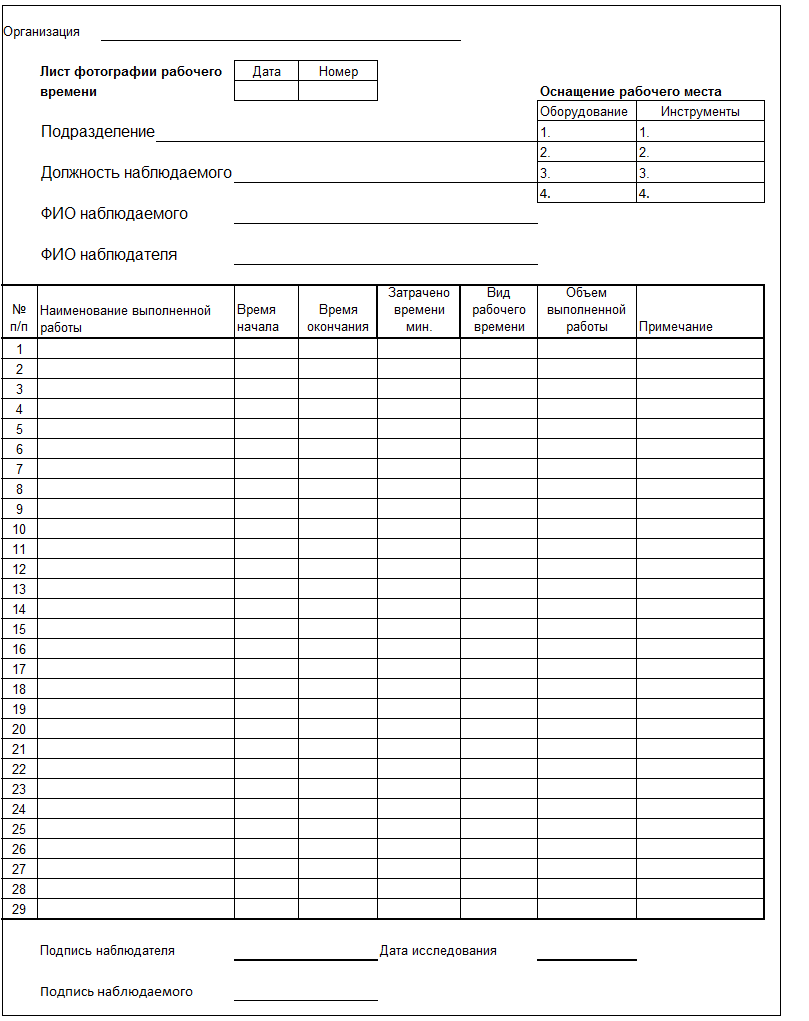
Для индивидуальной фотографии чаще всего применяются такие бланки:
Лист фотографии рабочего времени
![Фотография рабочего времени — образец]()
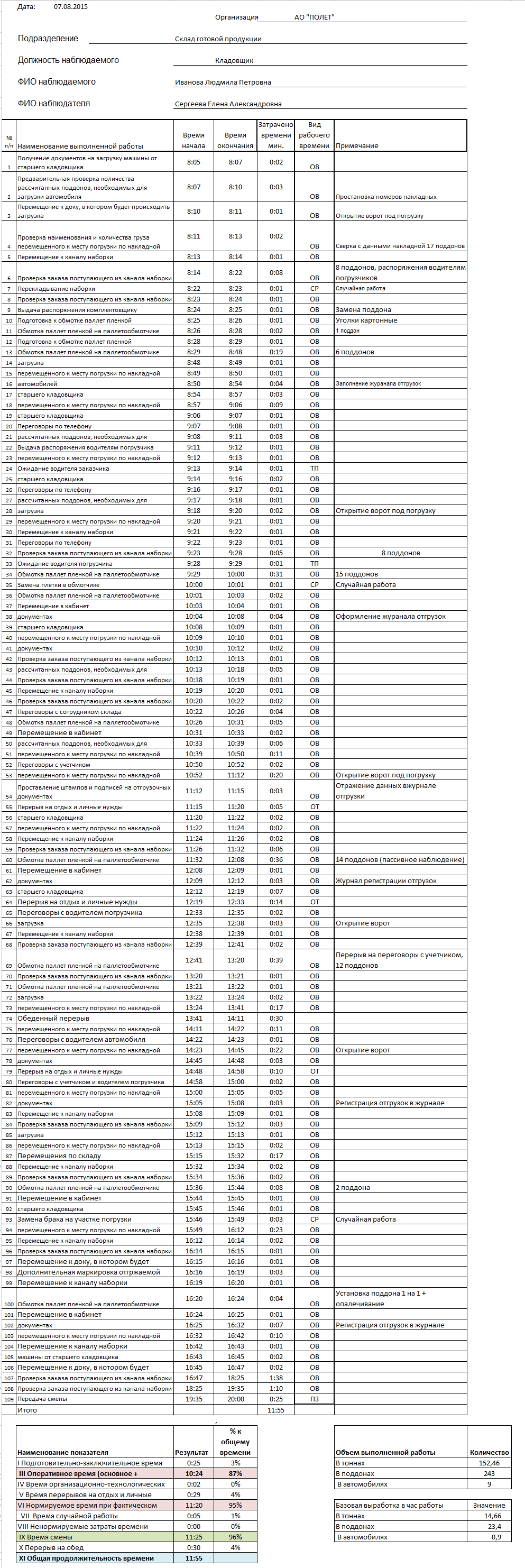
Образец фотографии рабочего времени
![Образец ФРВ]()
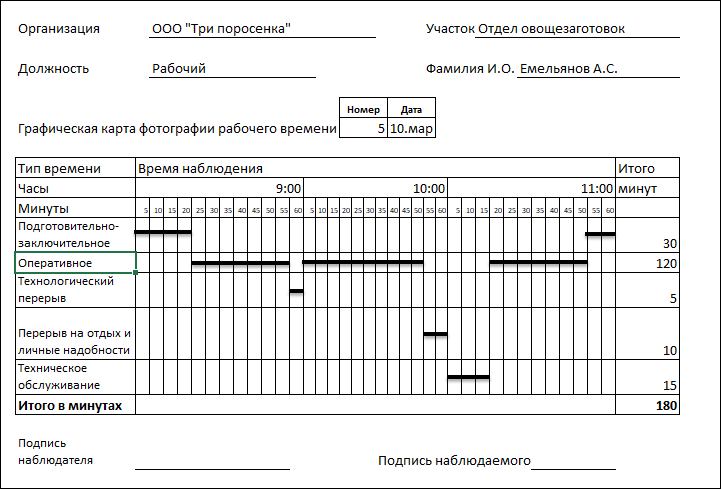
Возможно составление графической фотографии. В этом случае вместо конкретного наименования работ сразу вписываются виды временных затрат, а их длительность отмечается линией. Пример представлен ниже:
![Образец графической фотографии рабочего времени]()
Особенности наблюдения за группой работников
При проведении фотографии большого количества сотрудников каждое наименование работ не переписывается, а регистрируется состояние сотрудника на конкретный момент времени. Затем складывается количество наблюдений каждого вида рабочего времени и выводится их удельный вес в общем объеме наблюдений.
В этом виде исследований рабочего времени чаще всего применяются индексы (о них мы говорили выше). Разберем процесс фотографии рабочего времени для группы сотрудников на примере.
Пример
Проводится наблюдение за грузчиками на складе транспортной компании. Вводные данные, известные наблюдателю: рабочий день начинается в 8 утра (наблюдатель тоже должен быть на месте). Грузчики работают командами по 3 человека.
Наблюдатель, заполняя карту, ранжировал грузчиков так, чтобы члены одной команды находились под соседними номерами:
- 1-я команда: № № 1, 2, 3
- 2-я команда: № № 4, 5, 6
- 3-я команда: № № 7, 8, 9
За первые 30 минут рабочего дня наблюдатель увидел:
- 1-я команда: все быстро переоделись (ПВ), приступили к работе (ОВ) и продолжали работу по состоянию на 8:30 утра (в примере рассмотрим небольшой интервал рабочей смены).
- 2-я команда: № 6 долго переодевался. № 5 в это время пошел за документами на первые погрузки, а № 4 ушел покурить (НР). Затем они собрали свой первый груз и переместили в зону погрузки, но машина для их груза вовремя не пришла (ТП) и команда все еще ждала ее по состоянию на 8:30 утра.
- 3-я команда: долго переодевалась и получала задание, но затем работала без простоев и перерывов.
Вот как все это отразится в групповой фотографии рабочего времени:
Практическая работа Фотография рабочего дня специальность сварочное производство
3. Рассчитать: коэффициент использования сменного времени (К исп ), коэффициент потерь рабочего времени по организационно-технической причине (К пнт ), коэффициент потерь рабочего времени в связи с нарушениями трудовой дисциплины (К пнд ), нормативное оперативное время (ОП норм ), максимально возможное повышение продуктивности труда
Основные теоретические положения:
Под фотографией понимают изучение затрат рабочего времени путём измерения всех видов его затрат в течение смены или некоторой её части. В зависимости от объекта наблюдения и форм организации труда на изучаемых рабочих местах различают индивидуальное наблюдение, групповое (бригадное), маршрутное и самофотографию.
Все разновидности фотографии использования времени проводятся методом непосредственных замеров и методом моментных наблюдений. Затраты времени при фотографии фиксируются в виде цифровой, индексной или графической записи.
Основная цель проведения фотографии – выявление затрат и потерь рабочего времени, установление их причин, разработка мероприятий по совершенствованию организации труда за счёт устранения потерь и нерациональных затрат времени. Данные фотографий могут быть использованы для разработки нормативов подготовительно-заключительного времени, на обслуживание рабочего места, времени на отдых и личные надобности. Фотография использования рабочего времени проводится в три этапа.
Порядок проведения работы
Первый этап – подготовка наблюдения.
Во время этого этапа определяют цель, выбирают объект наблюдения, изучают условия труда в цехе и на рабочих местах. На лицевой стороне фотокарты записывают подробные сведения о рабочем, оборудовании, выполняемой работе, об организации и обслуживании рабочего места.
Второй этап – процесс фотографирования (наблюдения).
В бланк фотокарты заносится текущее время окончания каждого вида затрат рабочего времени.
Третий этап – обработка и анализ результатов наблюдения.
Обработку результатов наблюдения начинают с определения продолжительности отдельных затрат времени, для чего из показателей текущего времени вычитают его значение по предыдущему элементу работы. Каждому действию рабочего или перерыву присваивают индекс в соответствии с принятой классификацией затрат рабочего времени (карта 5 приложения). Затем все работы, имеющие одинаковый индекс, объединяют в группы и составляют сводку одноимённых затрат рабочего времени.(см ниже)
Затем все работы, имеющие одинаковый индекс, объединяют в группы и составляют сводку одноимённых затрат рабочего времени.
При анализе результатов наблюдения рассчитывают
Коэффициент использования сменного времени (К исп ):
К исп = ПЗ + ОП + ОРМ+ ОТЛ / Тсм
Коэффициент потерь рабочего времени по организационно-технической причине (К пнт ):
Коэффициент потерь рабочего времени в связи с нарушениями трудовой дисциплины (К пнд ):
После определения этих показателей устанавливают причины, вызывающие перерывы и намечают соответствующие организационно-технические мероприятия.
Процент возможного роста производительности труда за счёт сокращения потерь рабочего времени (П пв ):
П пв = (ПОТ + ПНД / Т ОП факт ) * 100
Для расчёта нормативного баланса рабочего времени дня используются нормативы времени на подготовительно-заключительные операции, обслуживания рабочего места, на отдых и личные надобности, утверждённые для данного вида работ. Например, если норматив ПЗ = 30 мин. на смену, норматив ОРМ = 4% и ОТЛ = 3% от оперативного времени, то нормативное оперативное время (ОП норм ) определяется по формуле:
ОП норм = Тсм – ПЗ / (1 + [ Н орм + Н отл ] / 100)
Далее, исходя из этой величины, определим длительность нормативного времени на обслуживание рабочего места, на отдых и личные надобности.
Максимально возможное повышение продуктивности труда за счёт сокращения потерь рабочего времени (П) рассчитываются по формуле:
Учебный Боекомплект Для Сварщика в Визуальном Формате!
Всем привет! Выкладываю в свободный доступ 56 учебных плакатов для сварщика в хорошем качестве. Принцип простой: скачать бесплатно плакаты -> распечатать на хорошем принтере -> заламинировать -> оборудовать стенд и т.д. Также вы сможете посмотреть онлайн и/или скачать видео пособие для сварщиков и видео инструкцию по охране труда для электросварщиков ручной сварки. В общем те, у кого в штате есть сварщики (электрогазосварщики), этот материал может пригодиться. Переходите в заметку и скачивайте все что надо, абсолютно бесплатно!
![Учебный Боекомплект Для Сварщика в Визуальном Формате!]()
Далее, иллюстрированное пособие для сварщика из 56 плакатов:
1. Плакат для сварщика №1 – Сварочная дуга
Расширение: 1227×1737; Формат: JPG; Размер: 1,59 Mb; Качество: Хорошее2. Плакат для сварщика №2 – Классификация сварочной дуги
Расширение: 1233×1739; Формат: JPG; Размер: 1,67 Mb; Качество: Хорошее3. Плакат для сварщика №3 – Причины отклонения дуги
Расширение: 1225×1735; Формат: JPG; Размер: 1,59 Mb; Качество: Хорошее4. Плакат для сварщика №4 – Вольтамперные характеристики дуги
Расширение: 1229×1735; Формат: JPG; Размер: 1,60 Mb; Качество: Хорошее5. Плакат для сварщика №5 – Внешние вольтамперные характеристики источников питания дуги
Расширение: 1223×1743; Формат: JPG; Размер: 1,43 Mb; Качество: Хорошее6. Плакат для сварщика №6 – Сварочный трансформатор
Расширение: 1227×1741; Формат: JPG; Размер: 1,63 Mb; Качество: Хорошее7. Плакат для сварщика №7 – Источник питания постоянного тока
Расширение: 1221×1737; Формат: JPG; Размер: 1,90 Mb; Качество: Хорошее8. Плакат для сварщика №8 – Сварочный выпрямитель
Расширение: 1233×1735; Формат: JPG; Размер: 1,86 Mb; Качество: Хорошее9. Плакат для сварщика №9 – Инверторные источники питания
Расширение: 1217×1739; Формат: JPG; Размер: 1,75 Mb; Качество: Хорошее10. Плакат для сварщика №10 – Оборудование сварочного поста
Расширение: 1231×1745; Формат: JPG; Размер: 2,12 Mb; Качество: Хорошее11. Плакат для сварщика №11 – Стали для сварки конструкций
Расширение: 1217×1735; Формат: JPG; Размер: 2,53 Mb; Качество: Хорошее12. Плакат для сварщика №12 – Сталь низколегированная конструкционная (ГОСТ 19282-73)
Расширение: 1225×1737; Формат: JPG; Размер: 2,32 Mb; Качество: Хорошее13. Плакат для сварщика №13 – Термический цикл
Расширение: 1217×1737; Формат: JPG; Размер: 1,75 Mb; Качество: Хорошее14. Плакат для сварщика №14 – Напряжения и деформации сварочных конструкций
Расширение: 1227×1735; Формат: JPG; Размер: 1,81 Mb; Качество: Хорошее15. Плакат для сварщика №15 – Свариваемость сталей
Расширение: 1223×1737; Формат: JPG; Размер: 2,29 Mb; Качество: Хорошее16. Плакат для сварщика №16 – Классификация покрытых электродов-1
Расширение: 1231×1741; Формат: JPG; Размер: 2,47 Mb; Качество: Хорошее17. Плакат для сварщика №17 – Классификация покрытых электродов-2
Расширение: 1211×1735; Формат: JPG; Размер: 1,98 Mb; Качество: Хорошее18. Плакат для сварщика №18 – Основные типы сварочных соединений
Расширение: 1225×1737; Формат: JPG; Размер: 1,76 Mb; Качество: Хорошее19. Плакат для сварщика №19 – Классификация сварных швов
Расширение: 1213×1737; Формат: JPG; Размер: 1,99 Mb; Качество: Хорошее20. Плакат для сварщика №20 – Классификация и обозначение швов по их положению в пространстве
Расширение: 1223×1735; Формат: JPG; Размер: 1,29 Mb; Качество: Хорошее21. Плакат для сварщика №21 – Основные геометрические параметры сварного шва
Расширение: 1213×1737; Формат: JPG; Размер: 1,44 Mb; Качество: Хорошее22. Плакат для сварщика №22 – Обозначение сварных швов
Расширение: 1225×1737; Формат: JPG; Размер: 2,16 Mb; Качество: Хорошее23. Плакат для сварщика №23 – Конструктивные элементы разделки кромок
Расширение: 1215×1743; Формат: JPG; Размер: 1,68 Mb; Качество: Хорошее24. Плакат для сварщика №24 – Основные типы, конструктивные элементы и размеры сварных соединений
Расширение: 1221×1739; Формат: JPG; Размер: 2,15 Mb; Качество: Хорошее25. Плакат для сварщика №25 – Сборка под сварку
Расширение: 1213×1737; Формат: JPG; Размер: 1,62 Mb; Качество: Хорошее26. Плакат для сварщика №26 – Параметры режима ручной дуговой сварки
Расширение: 1219×1741; Формат: JPG; Размер: 2,08 Mb; Качество: Хорошее27. Плакат для сварщика №27 – Влияние сварочного тока, напряжения дуги и скорости сварки на форму и размеры шва
Расширение: 1213×1733; Формат: JPG; Размер: 1,92 Mb; Качество: Хорошее28. Плакат для сварщика №28 – Способы выполнения швов различной длины
Расширение: 1221×1737; Формат: JPG; Размер: 1,80 Mb; Качество: Хорошее29. Плакат для сварщика №29 – Сварка толстостенных конструкций
Расширение: 1211×1735; Формат: JPG; Размер: 2,26 Mb; Качество: Хорошее30. Плакат для сварщика №30 – Способы зажигания сварочной дуги
Расширение: 1229×1733; Формат: JPG; Размер: 1,64 Mb; Качество: Хорошее31. Плакат для сварщика №31 – Влияние угла наклона электрода и изделия
Расширение: 1217×1739; Формат: JPG; Размер: 1,72 Mb; Качество: ХорошееОнлайн-сервис №1 для оценки профессиональных рисков и управления охраной труда
Практический семинар по новому Порядку обучения по охране труда № 2464
Отключить всю рекламу на Блог—Инженера и получить доступ к эксклюзивным материалам
32. Плакат для сварщика №32 – Манипулирование электродом
Расширение: 1231×1737; Формат: JPG; Размер: 2,19 Mb; Качество: Хорошее33. Плакат для сварщика №33 – Выполнение сварных соединений в нижнем положении
Расширение: 1215×1737; Формат: JPG; Размер: 1,63 Mb; Качество: Хорошее34. Плакат для сварщика №34 – Выполнение вертикальных швов
Расширение: 1231×1735; Формат: JPG; Размер: 1,93 Mb; Качество: Хорошее35. Плакат для сварщика №35 – Выполнение горизонтальных швов
Расширение: 1215×1735; Формат: JPG; Размер: 2,01 Mb; Качество: Хорошее36. Плакат для сварщика №36 – Высокопроизводительные способы ручной дуговой сварки
Расширение: 1231×1735; Формат: JPG; Размер: 1,97 Mb; Качество: Хорошее37. Плакат для сварщика №37 – Сварочное пламя
Расширение: 1213×1733; Формат: JPG; Размер: 1,70 Mb; Качество: Хорошее38. Плакат для сварщика №38 – Ацетиленовый генератор
Расширение: 1233×1737; Формат: JPG; Размер: 1,92 Mb; Качество: Хорошее39. Плакат для сварщика №39 – Предохранительные затворы
Расширение: 1215×1735; Формат: JPG; Размер: 1,67 Mb; Качество: Хорошее40. Плакат для сварщика №40 – Газовые баллоны, редукторы и рукава
Расширение: 1235×1741; Формат: JPG; Размер: 2,06 Mb; Качество: Хорошее41. Плакат для сварщика №41 – Газовые горелки
Расширение: 1221×1737; Формат: JPG; Размер: 1,75 Mb; Качество: Хорошее42. Плакат для сварщика №42 – Конструктивные элементы подготовки кромок и швов стыковых соединений
Расширение: 1235×1739; Формат: JPG; Размер: 2,04 Mb; Качество: Хорошее43. Плакат для сварщика №43 – Режимы газовой сварки
Расширение: 1223×1739; Формат: JPG; Размер: 2,10 Mb; Качество: Хорошее44. Плакат для сварщика №44 – Проверка горелки перед работой
Расширение: 1239×1737; Формат: JPG; Размер: 1,75 Mb; Качество: Хорошее45. Плакат для сварщика №45 – Порядок зажигания горелки
Расширение: 1223×1739; Формат: JPG; Размер: 2,03 Mb; Качество: Хорошее46. Плакат для сварщика №46 – Способы газовой сварки
Расширение: 1235×1729; Формат: JPG; Размер: 1,67 Mb; Качество: Хорошее47. Плакат для сварщика №47 – Положение мундштука горелки
Расширение: 1225×1737; Формат: JPG; Размер: 1,58 Mb; Качество: Хорошее48. Плакат для сварщика №48 – Сварка в нижнем положении
Расширение: 1235×1739; Формат: JPG; Размер: 1,78 Mb; Качество: Хорошее49. Плакат для сварщика №49 – Вертикальные швы
Расширение: 1225×1735; Формат: JPG; Размер: 1,65 Mb; Качество: Хорошее50. Плакат для сварщика №50 – Сварка вертикальных стыковых швов сквозным проплавлением
Расширение: 1231×1739; Формат: JPG; Размер: 1,55 Mb; Качество: Хорошее51. Плакат для сварщика №51 – Сварка металлоконструкций-1
Расширение: 1227×1737; Формат: JPG; Размер: 1,84 Mb; Качество: Хорошее52. Плакат для сварщика №52 – Сварка металлоконструкций-2
Расширение: 1239×1741; Формат: JPG; Размер: 1,83 Mb; Качество: Хорошее53. Плакат для сварщика №53 – Газовая сварка трубопроводов
Расширение: 1235×1739; Формат: JPG; Размер: 1,77 Mb; Качество: Хорошее54. Плакат для сварщика №54 – Электродуговая сварка трубопроводов-1
Расширение: 1243×1739; Формат: JPG; Размер: 1,52 Mb; Качество: Хорошее55. Плакат для сварщика №55 – Электродуговая сварка трубопроводов-2
Расширение: 1231×1739; Формат: JPG; Размер: 1,50 Mb; Качество: Хорошее56. Плакат для сварщика №56 – Дефекты сварных швов
Расширение: 1241×1739; Формат: JPG; Размер: 2,09 Mb; Качество: ХорошееВидео пособие для сварщиков (учебное видео)
Жанр: Учебное видео для сварщика
Продолжительность: 46 минут 39 секунд
Размер: 163 МБВидео инструкция по охране труда для электросварщиков ручной сварки
Жанр: Учебное видео для сварщика
Продолжительность: 11 минут 55 секунд
Размер: 162 МБУЧЕБНЫЙ ЭЛЕМЕНТ "ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СВАРЩИКА"
Изучив этот учебный элемент, Вы сможете организовать рабочее место электросварщика.
Оборудование, инструменты, приспособления, принадлежности
Сопутствующие учебные элементы и пособия:
- Правила безопасности при выполнении сварочных работ
- Правила пожарной безопасности
- Правила по защите глаз
- Правила по защите органов дыхания
Знаки внимания:
Рабочая кабина
Организация стационарного рабочего места для электросварщика
Рекомендуемые сечения сварочного провода приведены в табл.
Выбор электрододержателя
Номинальная сила сварочного тока, А
Продолжительность цикла, мин
Отношение продолжительности рабочего периода к продолжительности цикла, %
Диаметр электрода, мм
Сечение присоединенного сварочного провода, мм 2
Электрододержатели должны допускать возможность захвата электрода не менее чем в двух положениях: перпендикулярно и под углом не менее 115° к оси электрододержателя. Конструкция электрододержателя должна обеспечить время на смену электрода не более 4 с.
Средства защиты .
Маска электросварщика.
Защитные светофильтры имеют различную плотность и подбираются в зависимости от силы сварочного тока.
Дуговая сварка металлическим электродом
В современных масках «хамелеон», затемнение стекла регулируется автоматически в зависимости от яркости дуги.
Вентиляция
При проведении сварочных работ в воздух выделяются вредные вещества, такие как: окислы азота, окиси углерода, фтористые соединения. Задача вытяжной вентиляции максимально эффективно удалить вредные газы, а приточная вентиляция должна компенсировать вытяжку, разбавляя вредности до предельно допустимых концентраций. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз.
Специальная одежда
Требования к спец.одежде: костюм должен быть из жаростойкой ткани (брезент, замша), куртка должна носится на выпуск, карманы должны быть внутренние, ботинки должны быть высокими, без гвоздей, из негорючего материала, руковицы (краги) – из негорючего материалы достаточной длины, чтобы не залетал материал при потолочной сварке, головной убор, защищающий шею.
Дополнительный инструмент сварщика
Струбцины (винтовые зажимы) - для присоединения
Проверка усвоения
Контрольные вопросы:
1. В какой цвет лучше окрашивать стены кабины?
2. Можно ли использовать спец. одежду из бязи?
3. Когда на улице жарко.
3. Может ли вытяжка находится под потолком?
3. В исключительных случаях.
4. Как выбирают электрододержатели?
1. По конструкции
2. В зависимости от силы тока
5. Выбери номер стекла, при сварке на силе тока 120А
Практическое задание:
Организовать рабочее место слесаря для проведения опиливания.
Использованная литература
1. Чернышов Г.Г. Сварочное дело. Сварка и резка металлов Издательский центр Академия 2013 г.
2.Юхин Н.А. Учебное пособие Газосварщик Издательский центр Академия 2009 г.
3. Овчинников В.В. Учебное пособие Электросварщик ручной сварки (сварка покрытыми электродами) Издательский центр Академия 2010 г.
Читайте также: