Фрикционная сварка баков ракет
Обновлено: 20.09.2024

Несколько месяцев назад стало известно, что в группе компаний S7 уже два года работает «Центр разработок С7» или S7 R&D. Эта компания занимается разработкой легкой ракеты, а в перспективе и средней, для запусков с «Морского старта» или наземных площадок.
«Центр разработок С7» располагается на пути из Москвы в аэропорт Домодедово. Будущее предприятие занимает несколько цехов, где планируется производство ракет. Пока эти цеха полупустые, но сейчас идет активное освоение технологий, которые должны значительно упростить и удешевить производство ракет.

Работа с манипулятором Kuka в S7 R&D. Фото автора
В традиционной космонавтике не принято начинать создание ракеты от технологии. Обычно начинают с техзадания, и точной формулировки задачи, а уже исходя из неё определяют решение. Сначала готовится аванпроект, потом эскизный проект и конструкторская документация, рассчитывается и чертится всё до последнего винтика, а уже потом переходят к натурным макетам, испытаниям и запускам.
У S7 R&D тоже есть техзадание, но, судя по всему, сформулировано оно достаточно общо: сделать ракету с нагрузкой до полутора тонн, которая подойдет для пусков с «Морского старта».
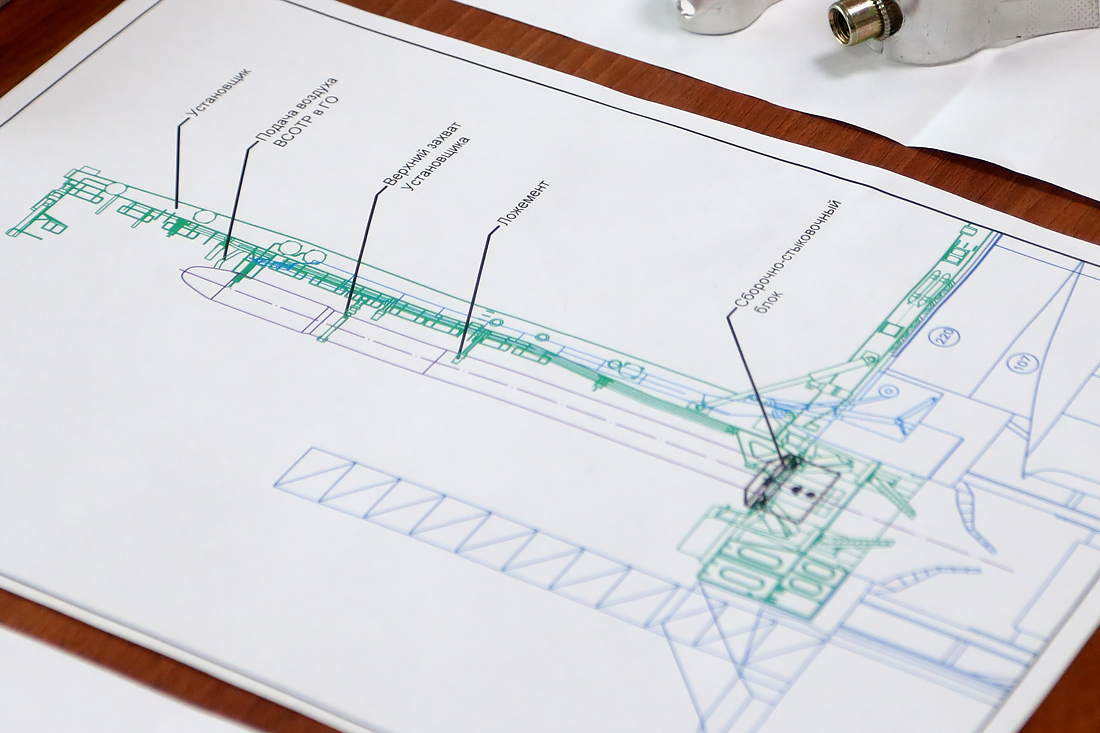
Схема ракеты от S7 R&D на стартовом столе «Морского старта». Фото автора
А вот в технической реализации тоже решили пойти другим путем.
Во-первых, совершенно не заморачиваются разработкой ракетного двигателя. И, на мой взгляд, это решение совершенно верное. Не потому, что ракетные двигатели устарели и пора переходить на антигравитацию, а потому, что у нас в стране и так производятся двигатели на любой взыскательный вкус. В частности, под техзадание S7 прекрасно подходит ещё «королёвский» РД-108, который сейчас летает на второй ступени ракеты «Союз-2».

Двигатель РД-108 на ракете «Союз-2.1а». Фото: Роскосмос/GK Launch
Во-вторых, создание ракеты «Центр разработок С7» начинает с технологий. Чтобы создавать ракету с наименьшими затратами, на небольшой производственной площадке и конкурентоспособную на мировом рынке, традиционные «советские» подходы не годятся. Возможности построить гигантский комплекс, размером с небольшой город, у S7 нет, поэтому разработчики ищут более компактные и экономичные решения.
По сути, сейчас осваиваются две ключевые технологии для производства корпуса и баков ракеты: сварка трением с перемешиванием (СТП) и проволочно-дуговое выращивание.
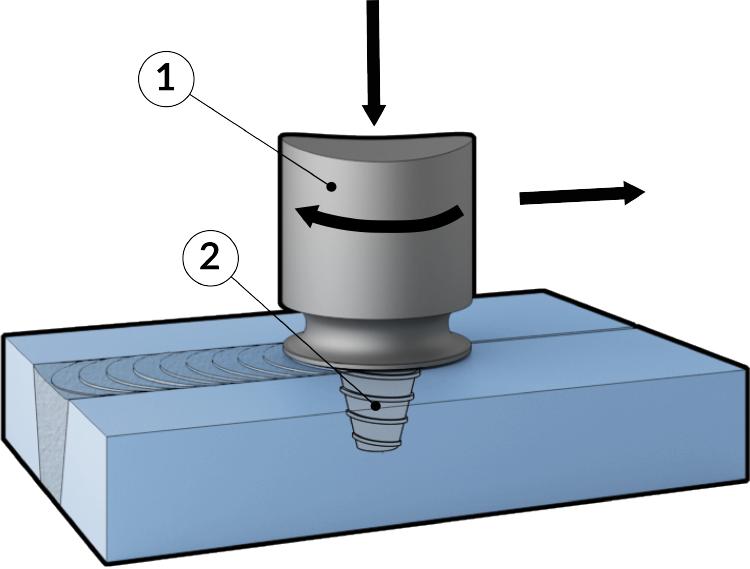
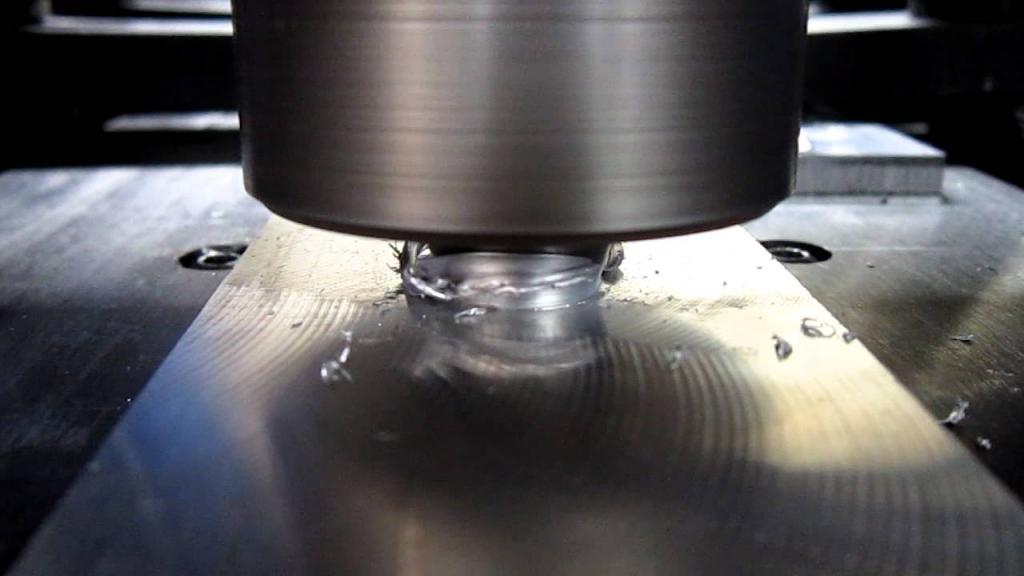
Про космическую сварку трением я слышал ещё в школе, но представлял себе это в виде двух металлических деталей, которые трутся друг о друга и сплавляются от нагрева. Оказалось, что немного сложнее, но внешне это выглядит как магия: никаких вспышек, искр или летящих осколков. К двум листам прижимается металлический конус, он начинает вращение и трением превращает металл вокруг себя в мягкий «пластилин», который и перемешивается.
Принцип работы сварки трением с перемешиванием. Анимация NASA
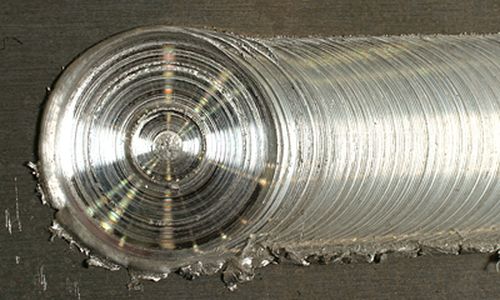
Если всё сделано правильно, то остается только гладкий красивый шов, который по прочности лишь незначительно уступает окружающему металлу.

Шов после сварки трением с перемешиванием на пробном изделии S7 R&D. Фото автора
Прочность шва, и отсутствие сильного температурного воздействия на металл делают СТП лучше привычной электродуговой сварки. Высокая температура электрической дуги преобразует структуру металла, и он меняет свойства вокруг сварного шва.
Сварка трением с перемешиванием в космонавтике не новость. Так варили топливные баки шаттлов в последнее десятилетие программы, так варят баки «Ангары», так варят центральную ступень будущей сверхтяжелой ракеты SLS и корпус лунного корабля Orion. Но для этих целей применяют гигантские и дорогие станки, размером с дом, которые ничего другого не умеют.

Оборудование для сварки трением с перемешиванием компонентов лунной программы США (для понимания масштаба - в центре рабочий стол с шестью мониторами). Иллюстрация. NASA
S7 R&D идет дальше по пути прогресса, и доверяет СТП роботу Kuka. Таких в компании два, их даже по спецзаказу покрасили в фирменный цвет S7.

Роботы Kuka S7 R&D. Фото автора
Kuka это не дань моде на робототехнику, а средство, которое позволяет выполнять сварочную операцию намного дешевле и экономичнее чем специализированный станок. Но и это не главное. Важная особенность робота в том, что он может выполнять разные операции, и для разработчиков это важно, т.к. они применяют СТП не только для сварки швов.
Если присмотреться ко внутренней части ракетных топливных баков, хоть на американской SLS, хоть на российской «Ангаре», то можно увидеть характерную «вафлю» — структуру корпуса баков напоминающую известный кулинарный продукт.
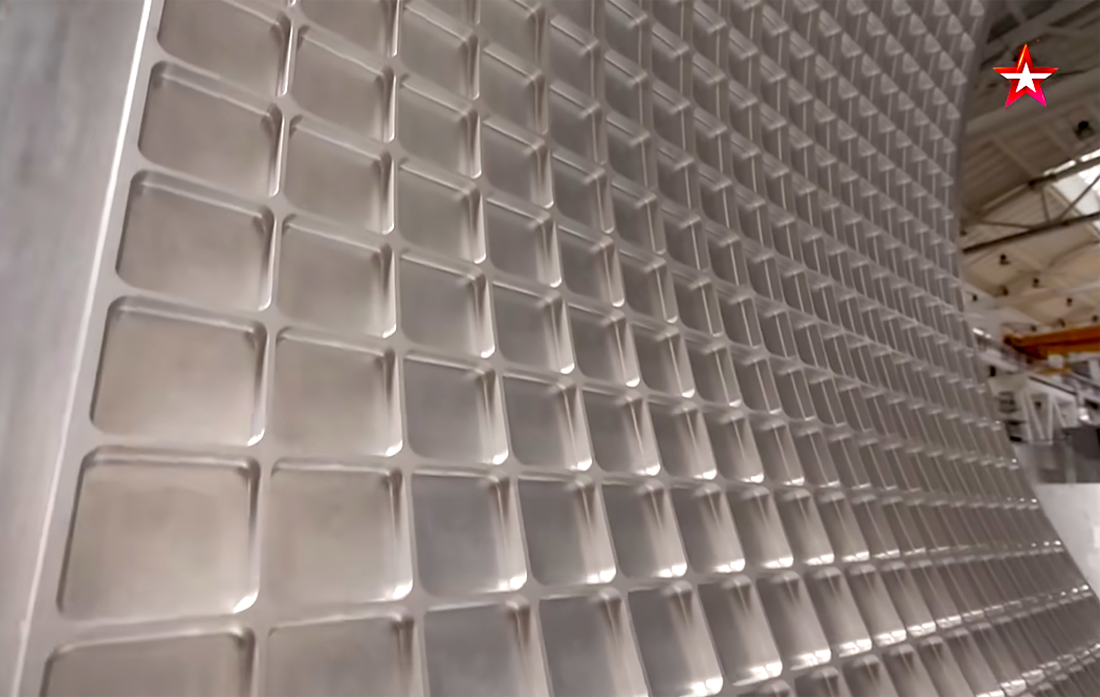
Вафельная структура стенок топливных баков ракеты «Ангара». Кадр телеканала «Звезда»
Такое решение неслучайно выбрано ракетчиками по обе стороны океана. Термин «топливный бак» создает впечатление, что ракета состоит из привычных нам баков, т.е. тонкостенных емкостей, которые только и нужны для хранения жидкостей. Но ракета не просто стоит где-то в углу, она должна лететь причем с ускорением, то есть на всю её конструкцию действуют трехкратные перегрузки, аэродинамический напор и температурный градиент в сотни градусов… В общем бак должен не просто устоять вертикально, но и не схлопнуться между толкающим двигателем и сопротивляющимся воздухом. А ещё ракете надо полезную нагрузку нести, т.е. быть как можно легче, а тяжести поднимать больше.
Для этого конструкторы и создают «вафельные» панели, которые достаточно легкие, чтобы оставить место для груза, и достаточно прочные, за счет ребер жесткости, чтобы противостоять жизненным невзгодам.
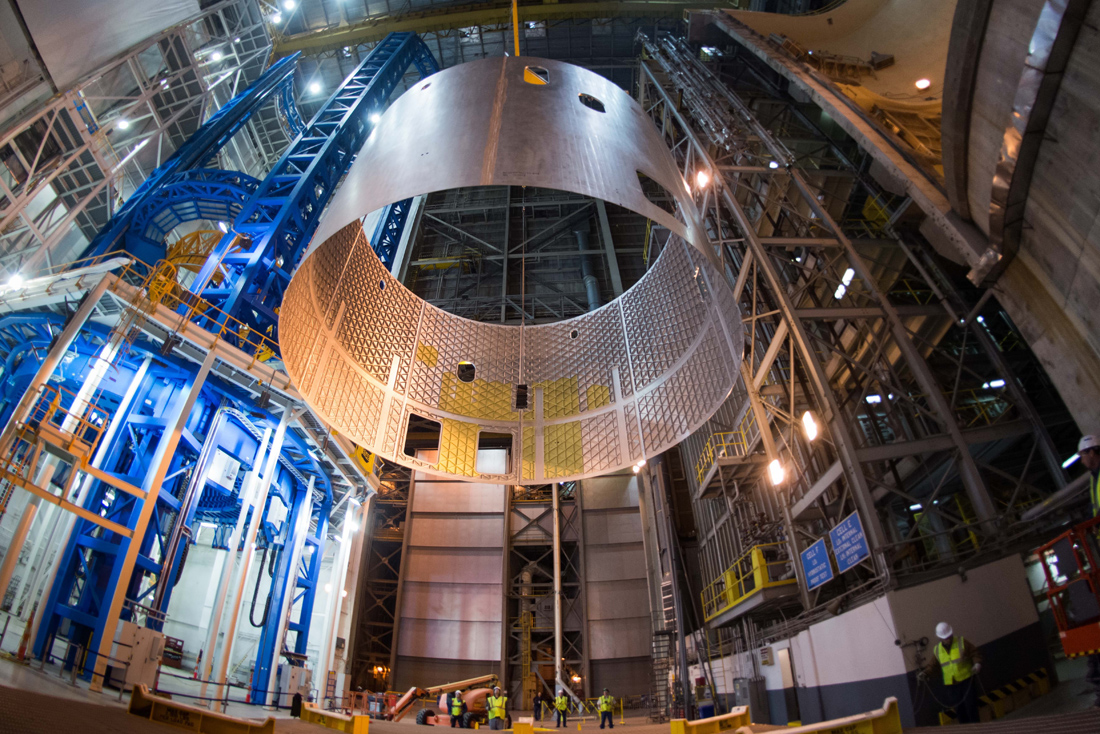
Элемент топливного бака ракеты SLS. Фото NASA
Десятилетиями это решение работало, но какой ценой? Чтобы сделать такую «вафлю» нужно взять лист алюминия толщиной в несколько сантиметров и «отсечь всё лишнее». Потом листы свариваются трением в полноценный бак, а завод покидают самосвалы с алюминиевой стружкой…
А потом пришел Илон Маск… Куда уж без него в разговоре о ракетах. Так вот он решил не идти по стопам классиков Возрождения, а подойти к задаче на новом технологическом уровне, сделать ракету легче и дешевле в производстве, как самолет. И вместо алюминиевых плит стал использовать тонкостенные баки, а чтобы его ракеты не расползлись как вареные макароны, изнутри баков навариваются продольные стрингеры и поперечные шпангоуты. Так изготавливают корпуса самолетов, но в них используются заклепки.
Хотя это тоже придумали в СССР. Ракета Н1 имела несущий корпус созданный по самолетной схеме «полумонокок», но и там были заклепки, а варились только сферические баки.

Макет ракеты Н-1 в «Центре космонавтика и авиация» (бывший павильон «Космос») на ВДНХ в Москве. Фото автора
У Маска же стрингеры «натираются», потому что скрепить два тонких листа металла с помощью сварки трением с перемешиванием можно не только в стыке, но и наложив друг на друга.

Внутренности топливного бака Falcon 9. Фото SpaceX
Так SpaceX получила сразу несколько преимуществ. Прежде всего повысилась эффективность ракеты до 4,1%. Именно столько от массы полностью снаряженной ракеты может вывести на низкую орбиту Falcon 9. Для примера эффективность конкурирующих Atlas V — 2,9-3,5%, «Протона-М» — 3,4%, и «Ангары-А5» — 3,16%. А ведь на них, напомню, на всех стоит российская гордость — ракетные двигатели закрытого цикла, превосходящие по тяге Merlin SpaceX. Эффективность Falcon 9 так высока в сравнении с конкурентами, что некоторые российские эксперты всерьез подозревают Маска во введении в заблуждение широкую общественность.
Благодаря авиационному решению, ракету Falcon 9 оказалось можно масштабировать просто вытягивая ввысь. А ещё её можно укладывать горизонтально, что тоже не характерно для американского ракетостроения. Это упрощает предстартовую подготовку и логистику — теперь для перевозки ракеты достаточно автомобильного тягача.
В S7 R&D решили воспользоваться лучшим мировым опытом: двигатели взять отечественные, а конструкцию баков и технологию — самую современную. И сейчас активно осваивают процесс.
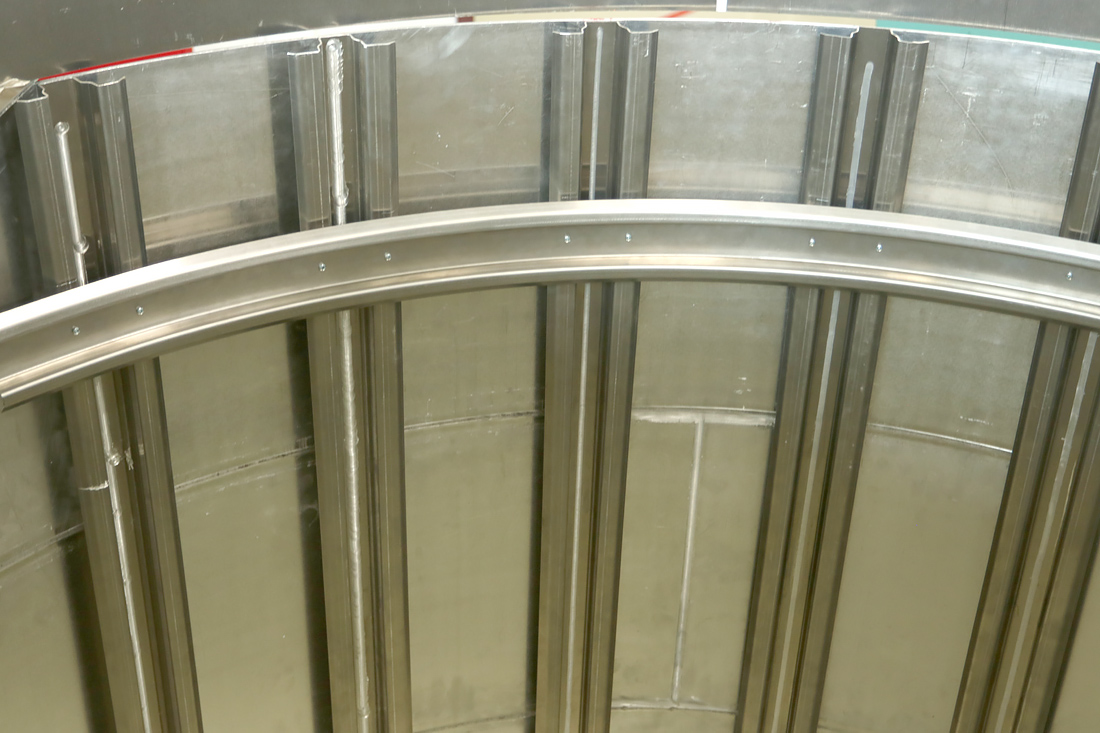
Элемент пробной конструкции тонкостенного бака со стрингерами S7 R&D. Фото автора
Ракеты состоят не только из цилиндрических баков и двигателей. Внутри корпуса располагаются поперечные ребра жесткости — шпангоуты; на кронштейнах крепится вспомогательное оборудование; межбаковые фермы разделяют ракетные ступени… Традиционно, все эти элементы конструкции вытачиваются из алюминиевых заготовок. Но в S7 R&D и тут заходят с другой стороны.

Выращивание силового шпангоута и торосферического участка топливного бака в S7 R&D. Фото автора
Технология проволочно-дугового выращивания позволяет создавать изделия заданной формы при помощи проволоки, которой наваривается нужное изделие. Это обеспечивает заметную экономию материалов и трудозатрат в производственных процессах, причем использование промышленных роботов Yaskawa дает возможность выращивать изделия с габаритными размерами в несколько метров. Процесс выращивания начинается с CAD модели и практически полностью автоматизирован.

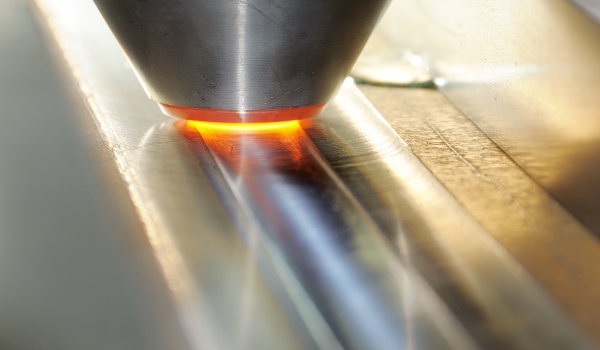
Облако плазмы вокруг электрической дуги в процессе проволочно-дугового выращивания в S7 R&D. Фото автора
Поверхность «выращенных» изделий требует доработки фрезой, но эта работа значительно проще чем выточка из болванки. Прочность такой конструкции не уступает традиционному литью и последующей фрезеровке.
В цеху S7 R&D можно увидеть немало изделий различной формы и размера, созданные такой технологией. Ради эксперимента сделали даже классическую «вафлю», но убедились, что классика уже хороша сама по себе, хоть и не нужна для будущей салатовой ракеты.
Пробные детали, выращенные в S7 R&D, после обработки фрезой. Фото автора
Зато многое другое нужно, например силовой шпангоут с торосферическим участком крышки бака. Их выращивание происходило прямо во время моего посещения предприятия, поэтому удалось заснять весь процесс.
Процесс проволочно-дугового выращивания крупным планом в S7 R&D. Фото автора
Рабочая зона станка отгорожена плотной темной пластиковой завесой, для защиты людей от яркого света и ультрафиолетового излучения.

Силовой шпангоут топливного бака в S7 R&D. Фото автора
Процесс выращивания не быстрый, но зато на одной площадке происходит превращение мотка проволоки в заготовку, требующую только незначительной доработки фрезой. Для чистовой обработки крупногабаритных деталей используется промышленный робот KUKA для небольших деталей – трехкоординатный станок.

Рабочие процессы на фрезерном станке в S7 R&D. Фото автора
Сейчас в S7 R&D работают в основном технологи и материаловеды, поэтому и подход к созданию ракеты нестандартный. Но компания растет и ощущает потребность в конструкторах, ракетчиках, двигателистах, баллистиках, и всех, кто необходим для создания полноценной космической ракеты.
Например, уже сейчас на подручных средствах начинается отработка программы управления вектором тяги двигателя, как элемента системы управления. Пока это просто макет, подвешенный на пластиковых стяжках, но для отработки алгоритмов пока и этого достаточно. То есть, в перспективе, компания рассматривает возможность создания своего ракетного двигателя или целой серии.

А в идеале, когда-нибудь должно получиться примерно так:
Пожалуй, самое необычное для частной компании, это отсутствие какого-либо интереса к рыночным перспективам легкой ракеты. Фактически, компания делает продукт, но не прилагает усилия к поиску его потребителей. И, на мой взгляд, тому можно найти объяснение. Скорее всего, ракета легкого класса, какой бы эффективной или многоразовой она ни была, не окупится в пусках с «Морского старта». Стоимость обслуживания космодрома, созданного для ракеты почти тяжелого класса, перевесит все выгоды легких ракет. Компании S7 нужна ракета аналогичная «Зениту» или Falcon 9, т.е. среднего или тяжелого класса.
Для чего же тогда эти эксперименты с «легковушками»? А тут всё просто — это школа. Илон Маск начинал с легкой Falcon 1, Джефф Безос — вообще с суборбитальной New Shepard, да, что там, и Советский Союз впервые дострелил до космоса «королёвской» Р-1А. «Морскому старту» нужна большая ракета. Будет ли это «Союз-5» или «Союз-6» от Роскосмоса, или «самодельная» от S7 R&D, главное, чтобы космодром был востребован и совершал как можно больше пусков, а потребность в них точно не отпадет, пока человечество смотрит в небо.
Сварка трением с перемешиванием: виды, технология, оборудование

Существует большое многообразие сварочных методов. Среди них есть такой экзотический процесс, как сварка трением с перемешиванием. Его отличительной чертой является отсутствие расходных материалов, таких как электроды, сварочная проволока, защитные газы. Недавно разработанный метод обретает широкое распространение.
История появления
История сварки трением с перемешиванием (СТП) началась в 1991 году. Это была инновационная разработка Британского Института Сварки (TWI). Спустя несколько лет технология была использована в строительстве самолетов и морских судов.
Первыми компаниями, запустившими новую технологию в производство, были норвежская Marine Aluminium и американская Boeing. На своих предприятиях они использовали сварочное оборудование концерна ESAB, специализирующегося на разработках в области ротационной сварки трением (РСТ).
С 2003 года компания непрерывно ведет исследования возможностей сварки трением с перемешиванием. Например, были разработаны способы сваривания алюминиевых сплавов и их модификаций, применяющихся в областях строительства самолетов, морских судов и железнодорожных контейнеров.
Суть процесса
Соединение металлов происходит за счет разогрева в зоне сварки методом трения. Основным сварочным инструментом сварки трением с перемешиванием является металлический стержень, состоящий из двух половинок: бурта и заплечика.
Своей выступающей частью вращающийся стержень погружается в материал, вызывая сильный нагрев. Его подачу ограничивает заплечик, не позволяя пройти насквозь свариваемую деталь. В зоне нагрева материал значительно увеличивает свою пластичность и, придавливаемый заплечиком, формирует единую массу.
Следующим этапом происходит перемещение стержня вдоль свариваемой зоны. Двигаясь вперед, бурт перемешивает разогретую металлическую массу, которая после остывания образует прочное соединение.
Что влияет на качество СТП
Сварка трением с перемешиванием - это процесс постоянно развивающийся. Но уже сейчас можно выделить несколько параметров, влияющих на качество соединения:
- Усилие, создаваемое инструментом.
- Скорость подачи сварочной головки.
- Величина бурта.
- Окружная скорость вращения стержня.
- Угол наклона.
- Усилие подачи стержня.
Манипулирование характеристиками сварки позволяет достигать соединения разнородных металлов. Например, алюминия и лития. Литий благодаря своей малой плотности и высокой прочности может выступать как легирующий компонент деталей из алюминиевых сплавов, что позволяет применять эту технологию в аэрокосмической отрасли.
Сварка трением с перемешиванием может с легкостью заменить ковку, штамповку, литье, когда они применяются для производства деталей из трудно сочетающихся металлов. Например, сталей со структурой аустенита и перлита, стали из алюминия или бронзы.
В каких сферах применяется
Такие сферы производства, как автомобилестроение, постоянно работают над тем, как увеличить прочностные качества изделия при уменьшении его массы. В связи с этим непрерывно идет внедрение новых материалов, которые были ранее не свойственны ввиду сложности обработки. Все чаще силовые элементы, такие как подрамники, а иногда и кузова целиком, делают из алюминия или его сочетания с другими материалами.
Так, в 2012 году компания “Хонда” применила аддитивные технологии и сварку трением с перемешиванием для производства подрамников для своих автомобилей. Они внедрили сочетание стали и алюминия.
При производстве сварных элементов кузова из алюминия может возникать прожиг листов металла. Этого недостатка лишена СТП. Кроме того, что потребление электричества снижается в 1,5-2 раза, снижаются затраты на расходные материалы, такие как сварочная проволока, защитные газы.
Кроме производства автомобилей СТП применяется в следующих областях:
- Строительное производство: алюминиевые опорные фермы, пролеты мостов.
- Железнодорожный транспорт: рамы, колесные тележки, вагоны.
- Судостроение: переборки, элементы конструкции.
- Авиастроение: топливные баки, части фюзеляжа.
- Пищепром: различные емкости для жидких продуктов (молоко, пиво).
- Производство электротехники: корпуса электродвигателей, параболические антенны.

Кроме алюминиевых сплавов сварка трением с перемешиванием применяется для получения соединений меди, например, при производстве медных контейнеров для захоронения отработанного радиоактивного топлива.
Достоинства СТП
Исследование СТП позволило подобрать режимы сварки при соединении различных групп сплавов. Несмотря на то, что изначально СТП разрабатывалась для работы с металлами с низкой температурой плавления, такими как алюминий (660 °C), впоследствии стала применяться для соединения никеля (1455 °С), титана (1670 °C), железа (1538 °C).
Исследования показывают, что шов, полученный таким способом, полностью соответствует по своей структуре металлу свариваемых деталей и имеет более высокие показатели прочности, меньшие затраты трудоемкости и низкую остаточную деформацию.
Правильно подобранный режим сварки гарантирует соответствие материала шва и свариваемого металла по следующим показателям:
- усталостная прочность:
- прочность на изгиб и растяжение;
- ударная вязкость.
Преимущества перед другими видами сварки
СТП имеет множество достоинств. Среди них:
- Нетоксична. В отличие от других разновидностей, здесь нет горения электрической дуги, благодаря которой расплавленный металл испаряется в зоне сварки.
- Увеличение скорости формирования шва, благодаря чему снижается время производственного цикла.
- Снижение затрат на электроэнергию в два раза.
- Отсутствие необходимости в дальнейшей обработке сварного шва. Инструмент для сварки трением с перемешиванием в процессе работы формирует идеальный шов, не требующий зачистки.
- Нет необходимости в дополнительных расходных материалах (сварочной проволоки, технических газов, флюсов).
- Возможность получения соединений металлов, недоступных для остальных видов сварки.
- Нет необходимости в особой подготовке сварочных кромок, за исключением очистки и обезжиривания.
- Получение однородной структуры шва без пор, в результате чего становится проще контроль качества, который регламентирован для сварки трением с перемешиванием ГОСТ Р ИСО 857-1-2009.
Как проверяется качество сварного шва
Качество сварки проверяется двумя разновидностями контроля. Первый подразумевает разрушение опытного образца, полученного в результате соединения двух деталей. Второй допускает проверку без разрушения. Применяются такие методы, как оптический контроль, аудиометрическое исследование. Оно помогает определить наличие пор и неоднородных включений, ухудшающих характеристики шва. Результаты звукового контроля представляют собой диаграмму, наглядно показывающую места отклонения акустического эха от нормы.
Недостатки метода
При многочисленных достоинствах метод сварки трением имеет сопутствующие минусы:
- Отсутствие мобильности. СТП предполагает соединение неподвижных деталей, жестко закрепленных в пространстве. Это накладывает на оборудование для сварки трением с перемешиванием определенные свойства, такие как неподвижность.
- Низкая универсальность. Громоздкое оборудование настраивается на выполнение однотипных операций. В связи с этим приспособления для сварки проектируются под конкретные задачи. Например, для сваривания автомобильных боковин на конвейере, и ни для чего другого.
- Сварочный шов имеет радиальную структуру. В связи с этим при определенных видах деформации или при работе детали в агрессивной среде может накапливаться усталость сварного шва.
Разновидности СТП по принципу действия
Сварочные процессы, использующие в основе трение, можно разделить на несколько типов:
- Линейное трение. Суть метода сводится к получению неразъемного соединения не в результате действия вращающегося наконечника, а по причине движения деталей друг относительно друга. Воздействуя на поверхность в точке соприкосновения, они создают трение и, как следствие, высокую температуру. Под давлением происходит расплавление примыкающих частей, и возникает сварное соединение.
- Радиальная сварка. Этот метод применяется для производства емкостей большого диаметра, железнодорожных цистерн. Он сводится к тому, что стыки деталей разогреваются вращающимся кольцом, одетым снаружи. Силой трения оно вызывает температуру, близкую к температуре плавления. Примером предприятия, использующего данную технологию, может служить чебоксарская фирма по производству цистерн “Сеспель”. Сварка трением с перемешиванием занимает основную долю сварочных работ.
- Штифтовая сварка. Данная разновидность заменяет собой заклепочное соединение. Этот вид применяется при соединениях внахлест. Вращающийся штифт в месте соприкосновения разогревает свариваемые детали. От высокой температуры происходит расплавление, и штифт проникает внутрь. Остыв, он создает прочное неразъемное соединение.
Разновидности СТП по уровню сложности
Сварочные операции, выполняемые при помощи трения, можно условно разделить на плоскостные и объемные. Главное отличие этих разновидностей в том, что в первом случае сварочный шов формируется в двухмерном пространстве, а во втором в трехмерном.

Так, для плоскостных соединений предприятие по выпуску сварочного оборудования ESAB разработало 2D-установку LEGIO. Она представляет собой настраиваемую систему для сварки трением с перемешиванием различных цветных металлов. Разные размерные группы оборудования позволяют сваривать детали малых и больших размеров. Согласно маркировке оборудование LEGIO имеет несколько компоновок, которые отличаются количеством сварочных головок, возможностью сварки по нескольким осевым направлениям.
Для сварочных работ со сложным положением в пространстве существуют 3D-роботы. Такие аппараты устанавливаются на автомобильных конвейерах, где требуются сварные швы непростой конфигурации. Одним из примеров таких роботов может служить установка Rosio производства ESAB.

Заключение
СТП выгодно отличается от традиционных видов сварки. Ее повсеместное применение не только сулит экономическую выгоду, но и сохранение здоровья людей, занятых в производстве.
Технология ракета
Новые решения в создании ракет связаны с производственными технологиями, топливом, новыми материалами. Разработкой инноваций занимаются все ведущие развитые страны, в том числе и Россия.
Гиперзвуковые прямоточные воздушно-реактивные двигатели
Впервые они были испытаны индийской Организацией космических исследований. Использовалась твердотопливная двухступенчатая ракета-носитель ATV, ко второй ступени которой и были прикреплены двигатели. Их главное отличие в том, что топливо в камере сгорает в сверхзвуковом воздушном потоке.

Подача воздуха для процесса горения происходит прямотоком, дополнительные компрессоры для этого не требуются.
Силовые установки работают при определенной скорости полета – четыре-пять чисел Маха. Подобная скорость обеспечивает нужное сжатие воздуха и стабильное сгорание топлива.
Созданием гиперзвуковых ракетных двигателей занимаются и другие страны: Австралия, Америка, Китай, Россия.
Композитный криогенный бак
Специалистами НАСА разработана и испытана технология, направленная на снижение веса ракет-носителей.
Композитные криогенные баки – это сосуды, предназначенные для того, чтобы хранить сжиженные компоненты ракетной топливной смеси. Их изготовляют из композиционных материалов, что уменьшает вес на 30%. Еще одно достоинство инновации – сокращение денежных затрат. Данный факт связан с тем, что тонкие слои композита не требуют процесса отверждения при высоких температурах. У проекта есть огромные перспективы, так как испытания прошли успешно.
Многоразовая одноступенчатая ракета
Русские разработчики работают над созданием новой многоразовой одноступенчатой ракеты-носителя, которая называется «Корона».

Ее общий ресурс будет составлять около ста полетов. Это аппарат с вертикальным взлетом и посадкой, взлетный вес которого составляет триста тонн (последняя версия). Издержки на эксплуатацию снижены, а надежность ракеты повышена.
Для «Короны» требуется эффективный жидкостный ракетный двигатель, который работает на водороде и кислороде. Пока такой двигатель еще не создан, но Россия и Америка этим активно занимаются.
Ускорение при помощи лазера
Российскими учеными из Санкт-Петербурга была предложена интересная идея по ускорению реактивных летательных аппаратов с помощью лазера. В основе способа лежит метод лазерной абляции, который предполагает нагрев и сжигание веществ лазерным излучением. После сильного разогрева оно отрывается от объекта и заставляет двигаться в обратную сторону относительно источника излучения. Скорость истечения газов из сопла увеличивается до сверхзвуковых движений, а масса топлива снижается.
Новое топливо
Российскими специалистами объединения «Энергомаш» разработано новое топливо для ракетных двигателей. Оно представляет собой смесь сжиженного аммиака и ацетилена высокой концентрации. Это гораздо дешевле водорода, что позволяет значительно сэкономить бюджет.

Инженеры будут делать двигатель на базе кислород керосинового двигателя РД-161. Его энергоэффективность на 30% выше, чем у предшественников.
Первый жидкостный двигатель
В России успешно проведены испытания жидкостного ракетного двигателя новейшего типа. Он разработан частной компанией и работает на экологически безопасном топливе: закиси азота и керосине. Данное изобретение делает возможным создание и тестирование сверхлегких космических ракет.
Аддитивное производство
Один из новых технологий для производства ракет – это селективное лазерное плавление. Используя его, можно изготовлять различные части ракетоносителей. С помощью лазера происходит выборочное плавление тонкого слоя порошка согласно геометрии сечения детали.
Аддитивное производство делает возможным получение деталей любой геометрии и формы. Их можно использовать для построения флагманских ракет.
3D- принтеры
Стартапом Relativity из Калифорнии было предложено использование огромных 3D- принтеров для создания ракет без участия людей. В результате применения инновации, можно будет снизить стоимость запуска одной ракеты-носителя в десять раз. Инвесторы вложили уже 35 миллионов в этот проект.

Компанией принято решение по постройке гигантских роботизированных 3D- принтеров, которые смогут напечатать ракеты целиком. Высота принтера составляет шесть метров. За полторы недели можно напечатать двигатель, а за несколько дней – топливный бак. В целом, производственный процесс будет занимать около месяца.
На 2020 год намечен выпуск первой тридцатиметровой ракеты, грузоподъемность которой составит 0,9 тонны.
Фрикционная сварка
Омское предприятие презентовало уникальную технологию для ракетостроения— современную установку для фрикционной сварки. С ее помощью можно создавать топливные баки без дефектов. Это трудоемкий, но экономичный процесс, снижающий энергетические и финансовые затраты. На крупные части ракеты наносится специальное покрытие путем помещения их в ванны с раствором.
Преимуществом фрикционной сварки является возможность соединения сочетаний разных металлов. Вот примеры:
- сталь и алюминий;
- сталь и медь;
- сталь и латунь.
По предварительным планам, в 2021 году по данному методу должна быть собрана ракета-носитель «Ангара».
Ротационная вытяжка
Данная технология позволяет получать детали без использования штамповки, сварочных швов (продольных и кольцевых) и спаек. Их форма может быть цилиндрической, конической, сферической или комбинированной. Они получаются геометрически идеальными и готовыми к работе, никакой дополнительной доработки не требуется.
Технологии ракет требуют больших финансовых вливаний, высокого уровня развития науки и техники. В разработках активно участвует как государственные предприятия, так и частные компании.
Незаметные сложности ракетной техники: Часть 4. Ещё про двигатели и баки

Разнообразна и неприятна дань, которую приходится платить несовершенству нашего мира разработчикам ракетной техники. Сегодня мы поговорим о том, чем приходится платить за повышение параметров жидкостных реактивных двигателей и о тех незаметных проблемах, которые ждут проектировщиков баков.
Схемы работы ЖРД
Существование разных схем, позволяет разработчикам выбрать нужную, с желаемыми достоинствами (простота использования, легкость производства, высокая тяга или высокий удельный импульс) и приемлемыми недостатками.
Вытеснительная подача
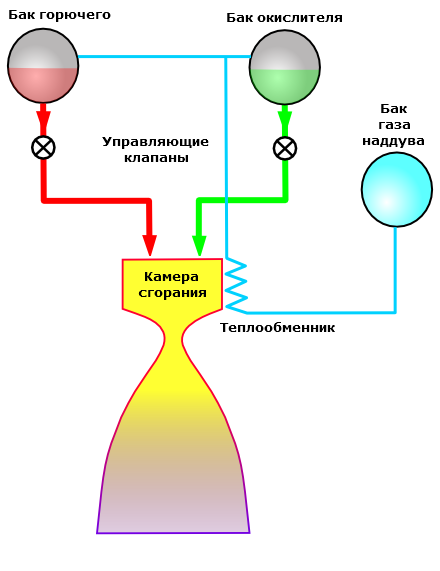
Самый простой вариант. Давление газа наддува (сначала был азот, теперь массово перешли на гелий) обеспечивает необходимые параметры давления на входе в двигатель. На вытеснительной подаче проводились первые ракетные эксперименты ГИРДа и Годдарда но она не сошла со временем со сцены. Эта схема используется в двигательных установках спутников и космических кораблей. «Союзы», «Шаттлы», «Аполлоны» использовали её. Особенно хорошо вытеснительная подача сочетается с топливной парой НДМГ/АТ из-за её самовоспламенения. Получается простой, надёжный двигатель с возможностью многократного включения.
- Простота.
- Надежность.
- Дешевизна.
- Нет потери массы на турбонасосный агрегат.
- Высокая эффективность для двигателей небольшой тяги
- Низкий удельный импульс.
- Плохо подходит для двигателей большой тяги.
Открытая схема
Для повышения тяги, удельного импульса и мощности двигателя уже нужен был насос. Требуемые параметры могла обеспечить только турбина. В первых «настоящих» ракетах — «Фау-2», «Р-7» для привода турбины использовалось отдельное рабочее вещество — концентрированная перекись водорода, но затем перешли на сжигание небольшой доли топливных компонентов. Выхлоп газогенератора сначала просто сбрасывали в сторону, получался очень эффектный факел:
Стартует РН «Атлас». Обратите внимание на размер, мощность и цвет факела. Наглядно видно, что ТНА работает на избытке горючего, которое догорает в атмосферном воздухе.
Дренаж генераторного газа напрямую за борт выглядел расточительно, поэтому его начали направлять в закритическую часть сопла — и чуть-чуть УИ добавит, и как завеса сработает:
Классическая картинка — двигатель F-1
Впрочем, у дренажа газогенератора открытой схемы есть ещё один интересный вариант использования — как двигатель управления по крену:
Вторая ступень РН Falcon-9. Поворот выхлопного патрубка приводит к возникновению закручивающей силы, которая управляет креном ступени.
Открытая схема используется и сейчас, и вряд ли исчезнет в ближайшем будущем. За счет относительно небольшой потери УИ она позволяет сделать более мощный двигатель (F-1) или более дешевый двигатель (RS-68) или сделать возможной разработку для коллектива с ограниченными ресурсами (Merlin).
- Проще и дешевле закрытой схемы.
- Меньший удельный импульс, чем у закрытой схемы.
Закрытая схема
- Наибольший УИ.
- Самая сложная и дорогая схема.
Схема с фазовым переходом

Элегантный «хак» физики ракетного двигателя — необходимость охлаждать сопло двигателя используется как источник энергии для работы турбонасосного агрегата. Схема была придумана для двигателя RL-10, который уже пятьдесят лет используется в разгонном блоке «Центавр».
- Нет потерь массы на ТНА.
- Простота конструкции.
- Надежность.
- Пригоден только для пары кислород-водород.
- Давление ниже, чем в схеме с ТНА, следовательно, УИ ниже.
Внутренности баков
Внутри баков ракеты-носителя тоже много интересного. Баки стоят один над другим, поэтому нужны трубопроводы подачи «верхнего» компонента, трубопроводы наддува, а также, может быть, надо решать проблему нахождения рядом компонентов топлива с разной температурой. А ещё есть проблема колебания топлива, которую тоже надо решать.
Трубопроводы компонентов
Это — бак горючего (нижний) первой ступени ракеты-носителя «Союз-2.1в». Обратите внимание на большую трубу с гофрированной оболочкой. Это — трубопровод окислителя. Поскольку окислителем является жидкий кислород, то необходимо поставить теплоизоляцию, чтобы на трубе не намерз керосин. Увы, всё это требует дополнительной массы.
А это — РН «Ангара». Выделенное желтым — трубопровод, выполняющий ту же функцию. Судя по пропорциям, это тоже трубопровод окислителя (кислородные баки больше керосиновых для пары кислород-керосин), но выведенный сбоку для упрощения и удешевления производства. С одной стороны, это неэстетично, но цифровая система управления с несимметричностью ракеты справится.
Межбаковый отсек
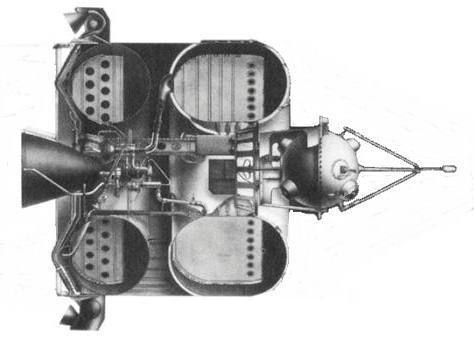
На второй и третьей ступенях ракеты «Сатурн-V» было применено очень красивое решение — баки кислорода и водорода имели общую стенку:
Слева — первая ступень с межбаковым отсеком, справа — вторая ступень с общей стенкой. Красный — горючее, синий — окислитель.
Трудность состояла в том, что у жидких водорода и кислорода была разница температур в 70 градусов Цельсия. Поэтому стенка состояла из двух слоёв алюминия с теплоизоляцией между ними. Эта конструкция позволила сэкономить целых 3,6 тонны на второй ступени. Что любопытно, топливный бак «Спейс-шаттла» стал в каком-то смысле шагом назад, у него был классический межбаковый отсек.
Трубопроводы наддува

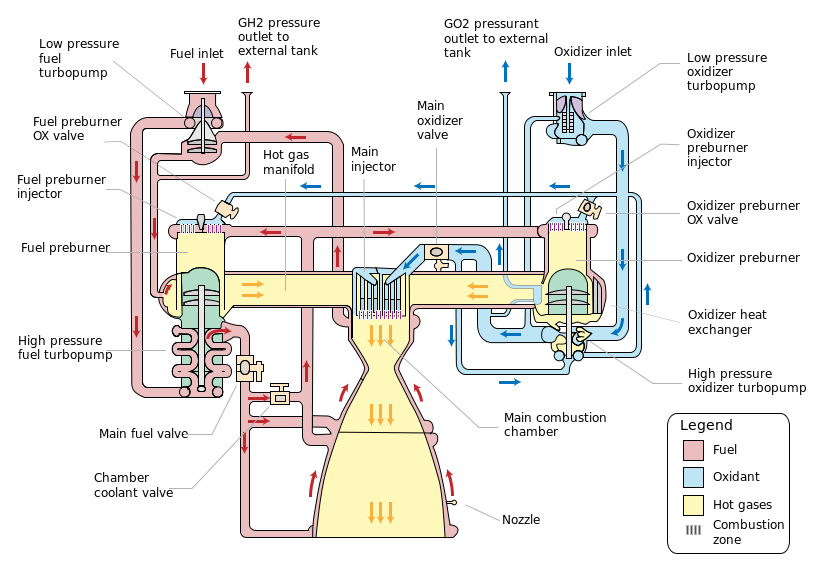
Если вы развернули схему SSME выше, то увидели там выходы газифицированных водорода и кислорода. Они использовались для наддува соответствующих баков. С одной стороны, сэкономили вес на отдельных баках газа наддува, с другой стороны, получили дополнительный трубопровод:
Эта же картинка крупно.
Демпфирующие перегородки
Если вы внимательно рассматривали картинки разрезов баков, то видели кольца различной ширины и крестовины на дне баков шаттла. Это — специальные элементы для демпфирования колебаний топлива.
Крестовины на дне топливного бака шаттла служат для исключения образования воронки при опорожнении бака. Дело в том, что воронка может привести к засасыванию газообразного компонента топлива, что может вызвать проблемы в трубопроводах и двигателях.
Кольцеобразные элементы служат для демпфирования колебания топлива. Поскольку оно жидкое, то перелив топлива к одной стенке при маневре может вызвать проблемы для системы стабилизации. Перегородки могут быть очень большими, как на первой ступени «Сатурна-I»:
Видео длинное, но рекомендую посмотреть — очень интересно видно поведение жидкого водорода при разгоне ракеты и в невесомости.
Общее правило таково — чем больше маневров ожидается от ступени, тем больший размер перегородок ставится. Вот, например, советский блок «Е» — третья ступень РН «Восток». Здесь перегородки размером практически во всю высоту бака, потому что блок может очень активно маневрировать, а позволять топливу плескаться нельзя:
И всё это, увы, дополнительные затраты массы.
Система опорожнения баков и синхронизации
Ещё одна проблема, которую приходится решать. Во-первых, горение каждого двигателя в чем-то уникально. Обязательно будут небольшие разбросы тяги и расхода компонентов топлива. Даже для одного двигателя надо ставить специальную систему, чтобы горючее и окислитель закончились одновременно. А если у нас несколько баков или боковых ступеней, то приходится ставить специальную систему, которая будет обеспечивать одновременное окончание компонентов в нескольких ступенях. Сейчас эта система называется ещё системой управления расходом топлива и состоит из набора датчиков уровня и цифровой ЭВМ, которая, помимо управления ракетой, решает ещё и эту задачу:
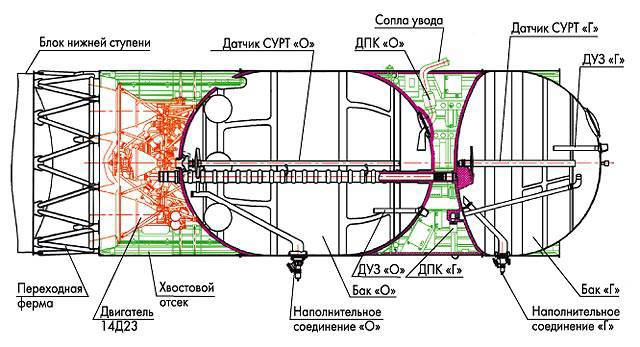
Третья ступень РН «Союз». По оси баков стоят датчики уровня для СУРТ.
Однако, даже несмотря на усилия СУРТ, у неё самой есть ограничение точности, поэтому какая-то небольшая доля топлива всё равно теряется. Её учитывают при заправке, добавляя в т.н. «гарантированный запас топлива».
Эпилог
Рекомендую посмотреть сериал «Moon Machines» (русская версия, английская версия). Очень хорошо и наглядно показаны сложности, которые приходится решать при проектировании космической техники.
Как в Самаре создают будущую российскую ракету
Новая российская ракета «Союз-5» разрабатывается с применением современной технологии — сварки трением с перемешиванием. Недавно я рассказывал, как в Подмосковье специалисты компании S7 Space для своей ракеты осваивают такую сварку. Теперь же удалось стать свидетелем первых шагов в постижении этой технологии уже на государственном ракетно-космическом предприятии РКЦ Прогресс в Самаре.
Сварка трением с перемешиванием (не путать с обычной сваркой трением) вошла в ракетостроение ещё в 90-х годах, когда её стали использовать при изготовлении топливных баков американских челноков Space Shuttle. В России тогда строили ракеты по прежним чертежам и по освоенным технологиям. Начать внедрение сварки трением с перемешиванием (СТП) удалось только в новых российских ракетах. Первой стала модульная «Ангара», сейчас СТП применяется на омском ПО «Полёт» для сварки топливных баков универсальных ракетных модулей «Ангары».

Ракетные баки — это одновременно и корпус ракеты, который должен выдерживать высокие вертикальные нагрузки и сохранять лёгкость. Раньше использовали просто толстые листы алюминия, подобный тому, что лежит в музее «Самара космическая».

Сейчас же стенки баков делают в виде т.н «вафли». Вафельная панель изготавливается из толстого алюминиевого листа с помощью фрезеровки, так, чтобы снизить массу панели, но сохранить значительную прочность с помощью оставленных рёбер жёсткости. Именно они и создают сходство с известным кулинарным продуктом.
Так изготавливают корпуса центрального блока американской сверхтяжёлой ракеты SLS и ступени тяжелых ракет Atlas и Vulcan, так делают нашу «Ангару», делали «Протон» и теперь «Союз-5». Такая же «вафельная» технология применялась при производстве модулей российского сегмента МКС и для современных американских космических кораблей.
«Вафля» — это не единственный способ изготовления ракеты, например, SpaceX делает иначе, и S7 Space идёт следом, но, видимо, «Роскосмос» решил идти классическим путём.
Сварка топливных баков трением с перемешиванием применяется для соединения вафельных панелей в кольцо — обечайку, и для сварки обечаек друг с другом. Для этого можно применять и обычную аргонную электродуговую сварку (точнее MIG, где используется гелий), но СТП выигрывает конкуренцию с электросваркой, по ряду признаков (автоматизация, отсутствие расходных материалов, упрощённая постобработка).
Любопытно, что, например, при производстве Vulcan фрезеруется плоская «вафля», а потом элементы закругляются и свариваются в обечайку.
И на «Ангаре», кажется, тоже.
Для «Союза-5» предполагается изготовление обечайки из толстых листов алюминия, а фрезеровка проводится уже после сварки в кольцо.
Сегодня самарский РКЦ Прогресс «как сосиски» продолжает выпускать трёхступенчатую ракету «Союз-2», которая конструктивно и технологически идёт ещё от «королёвской семёрки». Шестьдесят лет назад ракета Р-7 запустила первого человека на орбиту, а сейчас «Союз-2» продолжает выводить и пилотируемые корабли «Союз-МС», и выполнять грузовые запуски, в том числе по коммерческим международным контрактам. Вместе с группой журналистов и блогеров и мне удалось взглянуть и на это легендарное место.
Космонавтика — очень консервативный вид деятельности, принцип «работает — не трогай» действует в ней в полной мере, поэтому и сегодня технологии «Союз-2» мало отличаются от тех, с которых начиналась «семёрка».
В 2021 году в Самаре начали производство первых элементов конструкции будущей средней ракеты «Союз-5». Она будет в полтора раза выше «двойки» и в два раза грузоподъёмнее.

Новая ракета позволила начать внедрение и новых технологий. Под производство «Союза-5» сейчас модернизируется исторический цех, созданный полвека назад для советской сверхтяжёлой ракеты Н-1.

Это фото снято на Байконуре в 70-е, но оно хорошо подходит, чтобы передать масштаб сборочного комплекса и в Самаре.
Впоследствии здесь же создавалась и другая отечественная «царь-ракета» — «Энергия».
Теперь здесь должна разместиться линия полного цикла производства новой ракеты «Союз-5», так, чтобы в одни ворота въезжали грузовики с листами алюминия и ракетными двигателями, а с другого выезжали готовые ракетные ступени. Возможно в будущем «Союз-5» станет основой для многомодульной российской сверхтяжёлой ракеты, и тогда в третий раз этот цех оправдает свой циклопический размер.
Двигатель на «Союзе-5» будет РД-175МВ, который развивается от РД-170, созданного для боковых ускорителей «Энергии» и впоследствии применявшийся на ракете «Зенит». Собственно, «Союз-5» это и есть «импортозамещенный» «Зенит», чьё украинское производство сейчас прекратилось. Первый РД-175МВ уже отправился с подмосковного «Энергомаша» в Самару.

Вообще, в РКЦ Прогресс, наверно, самое жёсткое по ограничениям невоенное предприятие «Роскосмоса». Я несколько раз бывал на предприятии, но не дальше административной части, и даже так пропускали, только избавив на проходной от всей техники сложнее шариковой ручки. Сейчас же провезли целый автобус народа с телефонами и фотоаппаратами, за такое и 750 миллионов отдать не жалко.
Правда производство «Союза-2» удалось посмотреть без фототехники — только показали и рассказали. В компенсацию прислали несколько кадров от пресс-службы. Хотя, как оказалось, эти кадры публиковались и ранее, но, поскольку производство не менялось десятилетиями, тут всё практически так же, как и оставил Королёв (утрирую).

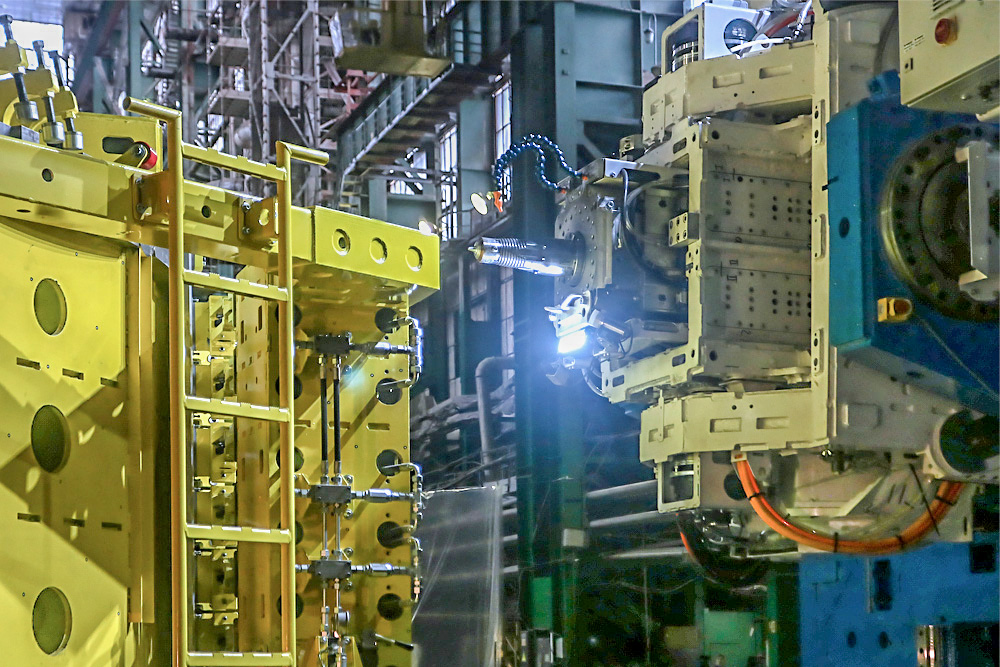
Зато станок сварки трением с перемешиванием отдали на полное растерзание фотографам и операторам.

В цехе будущей ракеты полным ходом идёт реконструкция, и пока вокруг состояние «квартиры подготовленной к евроремонту», наиболее страшные части от наших камер загородили импровизированной ширмой и просили не снимать по сторонам. Освещение тоже оставляло желать лучшего, не то что в соседнем цехе.

Главный «виновник торжества» первый здешний СТП-станок вовсю работал, любопытных журналистов никто не остановил, и они начали штурм. В этом можно заметить разницу между классической электродуговой сваркой и СТП. Никаких искр в стороны не летит, можно безопасно находиться рядом с работающим станком и наблюдать формирование шва.
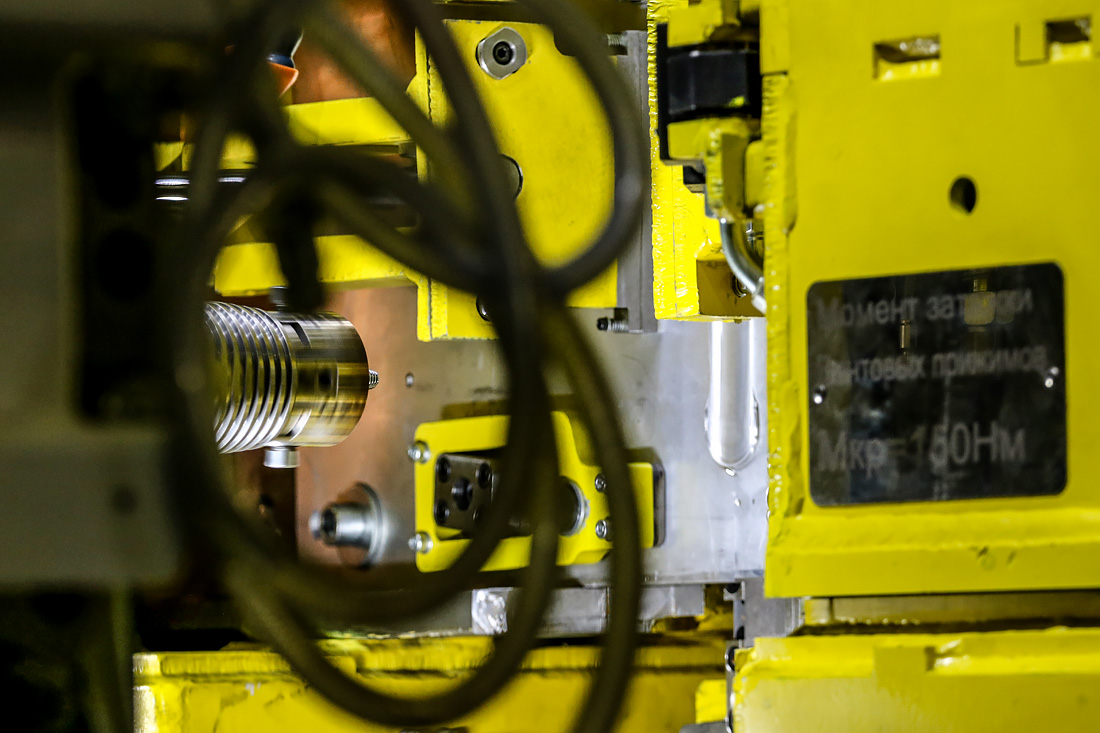
Сам станок состоит из мощной станины (синего цвета), рабочей части (белый окрас), и оснастки, которая удерживает заготовки (жёлтые).

Рабочая часть может передвигаться по трём осям.
Главную работу выполняет вращающийся механизм, напоминающий бур или короткое сверло, задача которого вкручиваться в металл, и разогревать его своим вращением.
Видео СТП из другого места от «Сеспель».
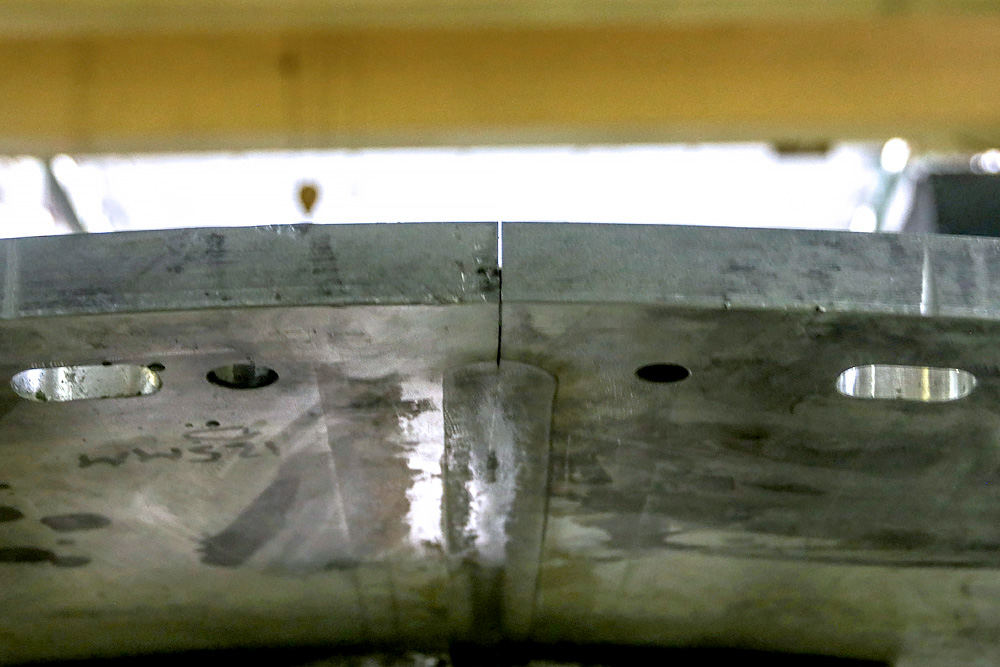
Для демонстрации технологии, нам показали сваривание двух алюминиевых плит толщиной около 2 см.
Некоторые журналисты решили, что это вообще первый шов для этого станка, хотя рядом лежали пробные уже сваренные плиты.

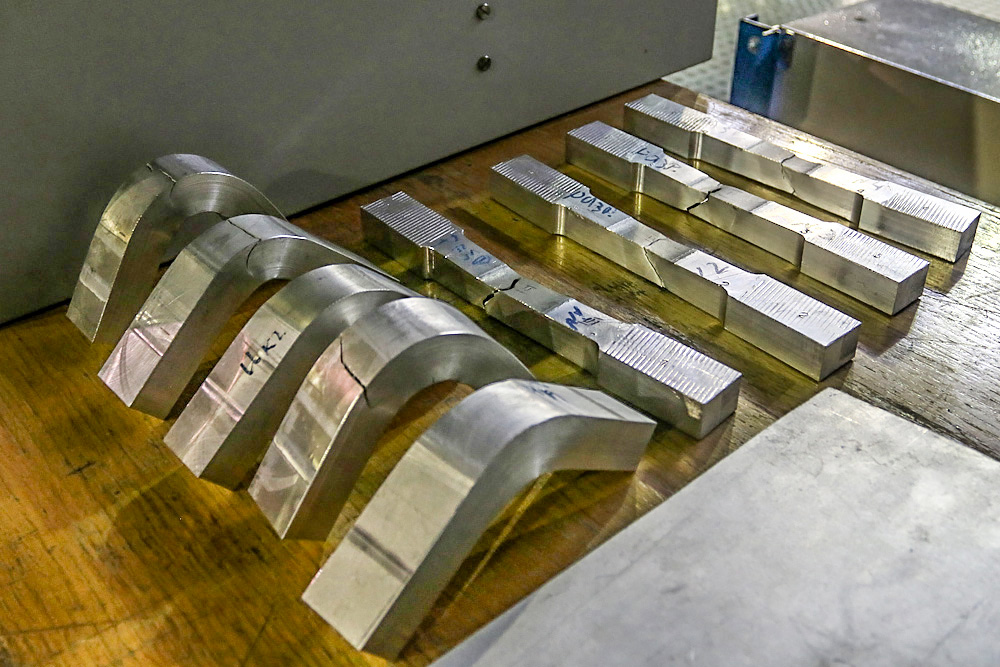
Рядом со сваренным листом, также незамеченными, лежали образцы после механических испытаний на растяжение и сгибание.

Нынешний директор РКЦ Прогресс Дмитрий Баранов делился с журналистами подробностями технологии, рассказывал про испытания и обещал, что первая ракета в 2023 году будет готова к старту с космодрома Байтерек.

Байтерек, это совместный российско-казахстанский проект, который планируется создать на Байконуре, на основе пусковых площадок, оставшихся от «Зенита». Насчёт перспектив частного космодрома «Морской старт», ответ был, что в принципе и оттуда возможно пускать новую самарскую ракету «При готовности всей необходимой инфраструктуры». Иными словами, никто производимую на госпредприятии ракету специально для частной S7 Space готовить не будет, а старты будут, если частник подготовит всё необходимое. Но, в принципе, если «Союз-5» будет во всём взаимозаменяем с «Зенитом», то на «Морском старте» ничего и менять не надо, хотя диаметр ракеты точно различается — наш толще.
Для РКЦ Прогресс сварка трением с перемешиванием это новая технология, и пока настройку ведут специалисты изготовителя станка.


Неподалеку от первых экспериментов с СТП идёт изготовление уже полноценных ракетных баков, точнее их инженерных макетов.

Ими занимаются здесь с февраля и уже начинают испытывать.
Но изготавливают по старинке — электродуговой сваркой. И все предыдущие баки «Союза-5», о которых отчитывался «Роскосмос», изготавливались так же.

Такой подход применили для ускорения сроков разработки и начала комплексных испытаний ракетных ступеней. С точки зрения конструкции ракеты не так принципиально каким методом сварены баки, поэтому их статические испытания уже идут, а к концу 2021 года предприятие готовится начать комплексные испытания ступеней. Ступень от бака отличается тем, что это уже полноценная действующая система с баками, трубопроводами, системой управления, кабельной сетью, и установленным двигателем.
В принципе, сваренный электродуговой сваркой бак можно использовать и в полноценной ракете, как в своё время производили «Зениты». Не исключена вероятность, что для исполнения сроков поставки первой ракеты к 2023 году, её соберут из сваренных электрической дугой баков, до завершения внедрения технологии сварки трением с перемешиванием.
В этом можно увидеть даже некоторое родство с принципами компании SpaceX, которая разработку и модернизацию ракеты ведёт эволюционно, одновременно с развитием производственных мощностей.
Выражаю признательность пресс-службам ФРП, РКЦ Прогресс и «Роскосмоса» за помощь в организации съёмок.
Читайте также: