Газовая сварка гост на сварные соединения
Обновлено: 10.05.2024
1. Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
Требования настоящего стандарта являются обязательными.
2. В стандарте приняты следующие обозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р - ручная дуговая сварка;
Ф - дуговая сварка под флюсом;
Г - газовая сварка.
Для конструктивных элементов труб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромками свариваемых деталей после прихватки;
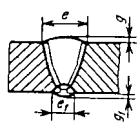
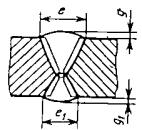
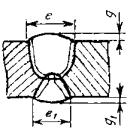
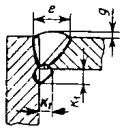
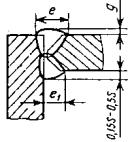
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладного кольца;
с - притупление кромки;
В - ширина нахлестки;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
4. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2- 33.
Для угловых швов в таблицах приведен расчетный катет.
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
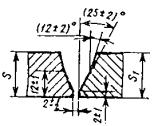
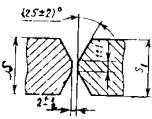
Со скосом кромок
Односторонний с расплавляемой вставкой
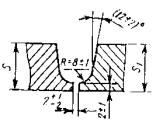
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
С криволинейным скосом кромок с расточкой
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание. В графе «Толщина стенки и минимальный наружный диаметр трубы для способов сварки» в числителе приведены предельные толщины стенок, а в знаменателе – минимальные наружные диаметры труб за исключением угловых соединений, для которых приведены предельные толщины стенок и минимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров и приварышей); для соединений, выполненных газовой сваркой, в знаменателе приведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание. При способе сварки 3Н зазор b = 0 +0,5 .
* Допускается увеличение до 2 мм.
2,5 (при Dу до 150 включ.) 3,0 (при Dу более 150)
Примечание. При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры

Примечание. Допускается применение штуцеров и ниппелей с фаской.
30 (при Dн до 32 включ.)
40 (при Dн св. 32 до 108 включ.)
50 (при Dн св. 32 до 108 включ.)
Примечание. Значение «К» определяется при проектировании.
0,5 (при Dн до 45 включ.)
s (при s до 3 включ.)
1,0 (при Dн св. 45 до 194 включ.)
1,3 толщины более тонкой детали
Примечание. Соединение применяется при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5.
1. При способе сварки 3Н зазор b = 2,0 +0,5 .
2. Длина протачиваемой части приварыша, входящей в трубу, устанавливается при проектировании соединения.
3. Величина s2 приведена после растопки.
Примечание. При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами - соответственно типы сварных соединений труб с трубами или труб с фланцами.
6. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 34, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
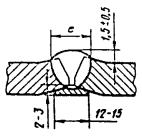
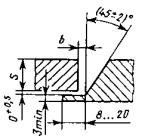
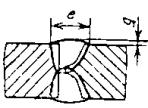
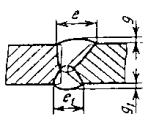
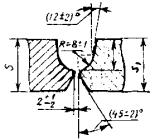
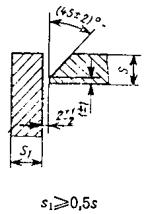
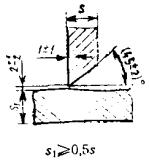
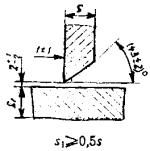
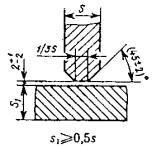
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
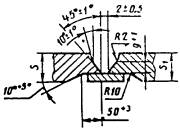
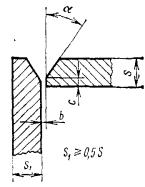
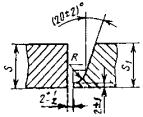
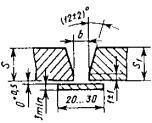
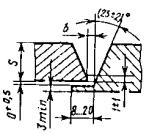
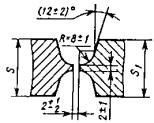
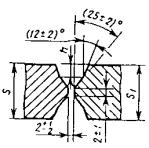
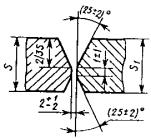
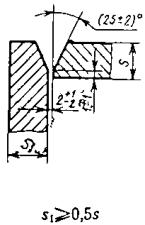
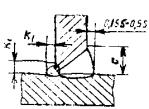
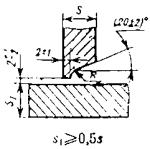
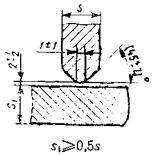
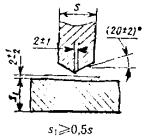
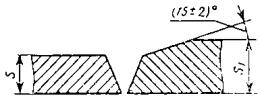
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющей большую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
7. Шероховатость обрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73.
8. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
9. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим метолом, должен быть не более 0,2 мм, а для соединений, не контролируемых радиографированием, - не более 0,5 мм.
Местные зазоры для указанных соединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор между расплавляемой вставкой и торцевой или внутренней поверхностью трубы должен быть не более 0,5 мм.
11. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45° к оси трубы.
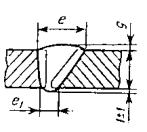
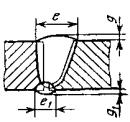
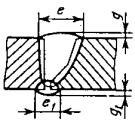
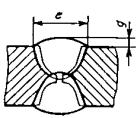
12. В соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3 мм, а размер а должен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонения катета углового шва К, К1 от номинального в случаях, не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+3 мм - при 5 < К£ 12 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклость углового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке в других пространственных положениях. Вогнутость углового шва до 30 % величины катета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединений труб с толщиной стенки более 4 мм допускается сварка корня шва способом, отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.04.80 № 1876
2. СРОК ПРОВЕРКИ - 1995 г.
Периодичность проверки 5 лет
3. ВЗАМЕН ГОСТ 16037-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на которые дана ссылка
5. ПЕРЕИЗДАНИЕ с Изменением № 1, утвержденным в декабре 1990 г. (ИУС 3-91)
6. Проверен в 1990 г. Срок действия продлен до 01.07.96 (Постановление Госстандарта СССР от 03.12.90 № 3010)
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
Характер выполненного шва
Толщина свариваемых деталей, мм, для способов сварки
С отбортовкой двух кромок
С отбортовкой одной кромки
Односторонний на остающейся подкладке
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
e , не более
шва сварного соединения
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
* Размер для справок.
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
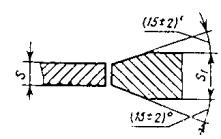
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
1 . Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2 . Основные типы сварных соединений должны соответствовать указанным в табл. 1 .
3 . Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2 - 54 .
Толщина свариваемых деталей, мм
Условное обозначение соединения
С отбортовкой кромок
Без скоса кромок с последующей дорожкой
Со скосом кромок с последующей дорожкой
С ломаным скосом кромок
С двумя симметричными скосами кромок
С двумя симметричными криволинейными скосами кромок
С двумя симметричными ломаными скосами кромок
С двумя несимметричными скосами кромок
e, не более
подготавливаемых кромок свариваемых деталей
От s до 2 s
От s до 3s
Условное обозначение сварного элемента
Условное обозначение свариваемого соединения
е, не более
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 55 , должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
При разности в толщине свариваемых деталей свыше значений, указанных в табл. 55, на детали, имеющей большую толщину s 1 , должен быть сделан скос с одной или двух сторон до толщины тонкой детали s , как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
5 . Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0 ,5 мм - для деталей толщиной до 4 мм;
1 ,0 мм - для деталей толщиной 4 - 10 мм;
0 ,1 s , но не более 3 мм - для деталей толщиной 10 - 100 мм;
0 ,01 s + 2 мм, но не более 4 мм - для деталей толщиной более 100 мм.
6 . В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
(Измененная редакция, Изм. № 1).
7 . При сварке в положениях, отличных от нижнего, допускается увеличение размера g и g 1 не более:
1 ,0 мм - для деталей толщиной до 60 мм;
2 ,0 мм - для деталей толщиной свыше 60 мм.
8 . При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла.
Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9 . Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3 .
8 , 9. (Измененная редакция, Изм. № 1).
10 . (Исключен, Изм. № 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1 .
12 . При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2 .
13 . Допускается выпуклость и вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5 ), установленного при проектировании.
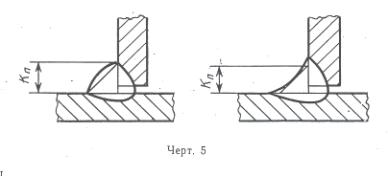
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве - меньший.
14 . Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8 - 1,4 мм (УП).
15 . Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16 . При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5 ° .
При этом соответственно может быть изменена ширина шва е, е1.
15 , 16. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1
Читайте также: