Газовая сварка применяется при
Обновлено: 18.05.2024
Газовая сварка относится к группе сварки плавлением. Метод газовой сварки прост, не требует сложного оборудования и источника электрической энергии. К недостаткам газовой сварки относятся меньшая скорость и большая зона нагрева, чем при дуговой сварке.
Газовую сварку применяют при изготовлении и ремонте изделий из тонколистовой стали толщиной 1-3 мм, монтаже труб малого и среднего диаметров, сварке соединений и узлов, изготовляемых из тонкостенных труб, сварке изделий из алюминия и его сплавов, меди, латуни и свинца, сварке чугуна с применением в качестве присадки чугунных, латунных и бронзовых прутков, наплавке твердых сплавов и латуни на стальные и чугунные детали.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности. Наиболее широкое применение газовая сварка получила при строительно-монтажных работах, в сельском хозяйстве и при ремонтных работах.
Для выполнения сварочных работ необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью. Мощность пламени горелки определяется количеством ацетилена, проходящего за один час через горелку, и регулируется наконечниками горелки. Мощность пламени выбирается в зависимости от толщины свариваемого металла и его свойств. Количество ацетилена в час, необходимое на 1 мм толщины свариваемого металла, устанавливается практикой.
Пример. При сварке низкоуглеродистой стали на 1 мм толщины свариваемого металла требуется 100-130 дм 3 ацетилена в час.
Для сварки низкоуглеродистой стали толщиной 4 мм минимальная мощность сварочной горелки составит 100х4=400 дм 3 /ч, наибольшая - 130х4=520 дм 3 /ч.
Для газовой сварки различных металлов требуется определенный вид пламени - нормальное, окислительное, науглероживающее. Газосварщик регулирует и устанавливает вид сварочного пламени на глаз. При ручной сварке сварщик держит в правой руке сварочную горелку, а в левой - присадочную проволоку. Пламя горелки сварщик направляет на свариваемый металл так, чтобы свариваемые кромки находились в восстановительной зоне на расстоянии 2- 6 мм от конца ядра. Конец присадочной проволоки должен находиться в восстановительной зоне или в сварочной ванне.
Скорость нагрева регулируется изменением угла наклона а мундштука к поверхности свариваемого металла.
Рисунок 1 - Угол наклона (а) и способы перемещения мундштука горелки (б)
Величина угла выбирается в зависимости от толщины и рода свариваемого металла. Чем толще металл и больше его теплопроводность, тем больше угол наклона мундштука горелки к поверхности свариваемого металла. В начале сварки для лучшего прогрева металла угол наклона устанавливают больше, затем по мере прогрева свариваемого металла его уменьшают до величины, соответствующей данной толщине металла, а в конце сварки постепенно уменьшают, чтобы лучше заполнить кратер и предупредить пережог металла.
Рукоятка горелки может быть расположена вдоль оси шва или перпендикулярно ей. То или иное положение выбирается в зависимости от условий (удобств) работы газосварщика, чтобы рука сварщика не нагревалась теплотой, излучаемой нагретым металлом.
В процессе газовой сварки газосварщик концом мундштука горелки совершает одновременно два движения: поперечное - перпендикулярно оси шва и продольное - вдоль оси шва. Основным является продольное движение, поперечное служит для равномерного прогрева кромок основного и присадочного металла и получения шва необходимой ширины.
Способ 1, при котором пламя периодически отводится в сторону, применять при газовой сварке не рекомендуется, так как при этом возможно окисление расплавленного металла кислородом воздуха. Способ 2 - по спирали и способ 3 - полумесяцем рекомендуются при сварке металла средней толщины, способ 4 - при сварке тонких листов (рисунок 1).
Присадочной проволокой можно совершать такие же колебательные движения, но в направлении, обратном движениям конца мундштука горелки.
Конец присадочной проволоки не рекомендуется извлекать из сварочной ванны и особенно из восстановительной зоны пламени. Движения, совершаемые концом мундштука горелки и концом присадочной проволоки в процессе сварки, зависят от положения шва в пространстве, толщины свариваемого металла, рода металла и требуемых размеров сварочного шва. Для сварки швов в нижнем положении наиболее распространено движение полумесяцем.
Преимущества газовой сварки

Надежно скрепить металлические детали друг с другом можно с помощью сварки. Существует несколько разновидностей сварочных работ. В этой статье мы расскажем, каковы преимущества газовой сварки, каковы ее недостатки, в какой сфере применяется и какие материалы для нее необходимы.
Немного истории
Сварка была известна еще в древнем Египте. Человек получил возможность сваривать металлы друг с другом в то же время, когда научился их обрабатывать иными способами. Разумеется, в древности этот метод соединения материалов был не столь эффективен, как в настоящее время, но все же до наших дней дошли сооружения, в основе которых лежат сваренные много веков назад металлические крепления. К примеру, практически все архитектурные памятники, возведенные в эпоху Возрождения, держатся за счет сварных конструкций.
Как ни странно, но первой появилась и была усовершенствована электросварка, и только в 1903 году французами был изобретен аппарат для газовой сварки. В нем применялись ацетилен и кислород. Его конструкция и принцип действия дошли да наших дней практически в неизменном виде. Разумеется, сам аппарат в процессе эксплуатации несколько усовершенствовался. Претерпевало изменения также дополнительное оборудование, использовались более совершенные кислородные баллоны, менялись редукторы и материалы, которые выступают в роли прокладок и пр.

Газовая сварка наравне с электродуговой или лазерной обладает определенными преимуществами и недостатками, о которых важно знать, чтобы в итоге получить качественный шов и свести затраты на сварочные работы к минимуму.
Суть газовой сварки
Соединение металлов при помощи газовой сварки происходит за счет использования высокотемпературных газов. В основном работают с кислородом и ацетиленом, реже с иными газами. Главную роль в сварочных работах играет пламя, температура которого влияет на плавление различных видов металлов. Пламя включает три зоны: ядро (область распада ацетилена), восстановительную (место окисления углерода и водорода) и факел (зона полного сгорания газов).
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В зависимости от соотношения кислорода и ацетилена выделяют три разновидности пламени:
- Нормальная. В этом случае газы подаются в равных пропорциях. Для пламени характерен синий цвет во всех трех зонах, пламя восстановительной зоны имеет ярко-синий цвет.
- Окислительная. Характеризуется бледным коротким пламенем, вызванным недостатком ацетилена.
- Науглероживающая. Для нее характерен ярко-желтый цвет пламени, вызванный недостатком кислорода.
При нормальном пламени скорость окисления металла равна скорости его восстановления. Чаще всего используется именно эта разновидность пламени. Но вот бронзовые элементы и детали, содержащие в своем составе олово, обрабатываются исключительно с помощью восстановительного огня.
Рекомендуем статьи по металлообработке
Увеличение концентрации кислорода в смеси газов превращает пламя в окислительное. Оно оптимально для работы с латунными элементами, а также при использовании твердого припоя. Говоря о преимуществах газовой сварки окислительным пламенем, отметим, что оно позволяет повысить скорость сварочных работ. В этом случае не обойтись без специальной присадки, в состав которой входят марганец и кремний – они выступают в роли раскислителей. Использование при работе с окислительным пламенем присадочной проволоки из того же металла, что и свариваемые детали (исключение возможно для латуни), приведет к образованию хрупкого шва, имеющего большое число пор и каверн.
Пламя с повышенной концентрацией горючего газа используют при работе с чугунными и алюминиевыми конструкциями, а также в случае необходимости наплавить на деталь другой элемент, состоящий из более твердого сплава.
Преимущества и недостатки газовой сварки
Говоря о преимуществах газовой сварки, отметим:
- Отсутствие необходимости в дорогостоящем оборудовании и дополнительных источниках электроэнергии. Сварочные работы можно проводить где угодно, даже в поле. Элементы созданных в период 1926 – 1935 годов нефтепроводов соединялись именно за счет газосварки. Благодаря этому преимуществу газовой сварки перед электрической, ее можно использовать для выполнения ремонтных работ в различных частях зданий и сооружений, в любых областях и регионах.

- Возможность изменять мощность пламени при работе с металлами, обладающими различной температурой плавления.
- Газовая сварка обладает преимуществами перед дуговой при работе с чугуном, медью, свинцом и латунью.
- Правильный выбор присадочной проволоки, использование необходимой мощности и вида пламени гарантируют получение высококачественных швов. Именно газоацетиленовая сварка используется при работе с наиболее важными производственными участками.
- Свариваемые поверхности деталей медленно нагреваются и остывают.
- Возможность выбора температуры пламени. Изменение угла наклона пламени относительно свариваемых поверхностей влечет за собой изменение его температуры. При расположении пламени по нормали температура достигает максимальных значений.
- Швы, получаемые в результате газовой сварки, отличаются повышенной прочностью в сравнении с электродуговой с использованием низкокачественных электродов.

- Преимущество газовой сварки заключается также в возможности сваривания, резки и закаливания металлов.
Впрочем, этот вид сварки обладает и определенными недостатками:
- Значительной зоной нагрева, из-за которой существует вероятность повреждения расположенных рядом с ней термически неустойчивых элементов.
- Зависимостью производительности от толщины свариваемых деталей – если она превышает 5 мм, лучше воспользоваться электродуговой сваркой.
- Вероятностью деформации и разрушения мест спайки при соединении внахлест металлов, толщина которых превышает 3 мм (это возможно из-за возникновения в металле напряжения).
- Работой с опасными веществами (водород и ацетилен при взаимодействии с воздухом образуют взрывные смеси). Необходимостью строгого соблюдения техники безопасности, расположения газовых баллонов на максимальном удалении от органических веществ (жиров, масел, углеводородов). В противном случае высок риск возникновения пожаров и взрывов.
- Медленным нагреванием и остыванием обрабатываемых поверхностей.
- Сложностью механизации процесса.
- Невозможностью легирования наплавляемого металла. Однако на качество шва, получаемого при электродуговой сварке, существенно влияют используемые электроды и специальная обмазка.
- Не подходит для работы с высокоуглеродистыми сталями.
Скорее всего, вы обратили внимание, что низкая скорость нагревания и остывания свариваемых поверхностей отнесена как к преимуществам газовой сварки, так и к ее недостаткам. Такое качество процесса относится к достоинствам газосварочных работ, поскольку ряд металлов и сплавов требует мягких условий сваривания (медленного нагрева). Поэтому для цветных металлов и некоторых инструментальных сталей оптимален именно этот вид сварки.
Где применяется газовая сварка
Говоря о преимуществах газовой сварки металлов, расскажем о нескольких способах выполнения работ:
- газопламенная сварка при помощи присадочной проволоки, которая в процессе плавления заполняет пространство между свариваемыми деталями;
- газопрессовая сварка, которая не требует использования присадочной проволоки, детали скрепляются между собой благодаря плотному соединению расплавленных краев.
При помощи газовой сварки можно работать не со всеми типами металлов. Она подходит для работы с:
- жестью и тонколистовой сталью, толщина которой не превышает 5 мм;
- цветными металлами;
- чугуном;
- инструментальной сталью.
Для всех перечисленных металлов характерна общая черта – им требуется мягкий и плавный нагрев, который обеспечивает газовая сварка.
Газовую сварку и резку металлов широко используют в различных сферах промышленности и в быту.
Постепенный нагрев обрабатываемых деталей не позволяет им деформироваться, а потому отлично подходит для работы с тонкими металлами. Задача мастера заключается в правильной регулировке газа и наладке пламени. Для этого необходимо полностью открыть вентили баллонов кислорода и ацетилена и с помощью спички или зажигалки поджечь горелку. Отрегулировать нужный уровень подачи можно вентилем ацетилена, при этом кислород должен быть открыт полностью.
Газовую сварку в основном выполняют при помощи ацетилена, температура возгорания которого составляет свыше +335 °С. При одновременном использовании с кислородом он воспламеняется при более низкой температуре – около +297 °С.
Основной сварочный газ – кислород – смешивается с ацетиленом в равных долях. Им наполняют баллоны синего цвета. Баллон присоединяется к горелке шлангом, давление подаваемого газа не должно превышать 4 атм. К рядом расположенному отверстию подключается баллон с ацетиленом. В самой горелке предусмотрен специальный механизм, в котором происходит смешивание газов, а через наконечник поступает готовый сварочный концентрат.
Для газовой сварки и резки металлов, помимо ацетилена, могут использоваться другие газы в жидком и газообразном виде. В основном его заменяют парами керосина, а также пропаном, метаном, водородом.

Способы газовой сварки
Говоря о преимуществах газовой сварки, отметим, что на применяемую технику работ существенное влияние оказывает специфика обрабатываемых металлов и сплавов, форма деталей, направление шва и пр. В основном этим способом обрабатывают чугун и цветные металлы. Несколько хуже идет работа с легированной сталью, низкий коэффициент теплопередачи приводит к тому, что детали деформируются в процессе сварки.
Газовую сварку выполняют «правым» и «левым» способом, а также валиком, ванночками либо используют многослойную сварку.
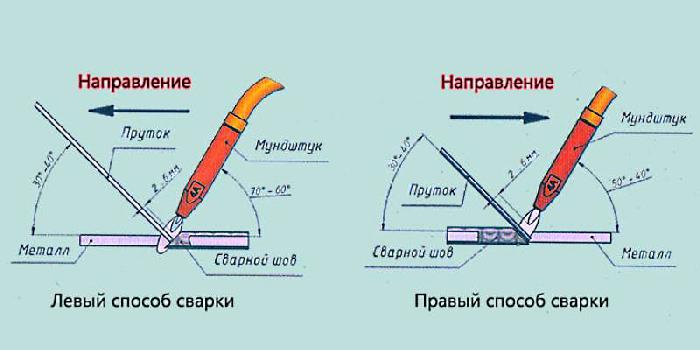
Этот метод сварки характеризуется перемещением сопла горелки слева направо, присадочная проволока следует за пламенем. Огонь подается на конец проволоки, поэтому расплавленный материал (присадка плавится при более низкой температуре по сравнению с основным материалом) ровным слоем заполняет шов.
«Левый» (основной) способ газовой сварки предполагает иной порядок действий. Горелку перемещают справа налево, а присадочную проволоку – ей навстречу. Несмотря на то, что этот способ является более простым, им можно пользоваться только при работе с тонкими листами металла. Также он отличается большим расходом присадки и используемого газа.
Этим трудоемким способом обрабатывают листовые металлы. Говоря о преимуществах газовой сварки, отметим, что при этом образуется высококачественный шов в форме валика, не содержащий шлаков, пор и воздушных лакун.
Данный способ используется опытными сварщиками. В этом случае шов заполняют присадочной проволокой, укладывая ее по спирали и проводя через различные участки пламени. Каждый последующий виток немного закрывает предыдущий. Таким образом соединяют листы, выполненные из низкоуглеродистых сталей.
Этот способ является наиболее сложным, при котором один слой металла наплавляется поверх другого. Все нижележащие слои при этом идеально прогреваются. От мастера требуется контроль стыков швов, которые не должны находиться друг под другом.
Каждый из перечисленных способов предполагает использование различных флюсов, на выбор которых влияет обрабатываемый металл. Задача флюсов заключается в защите поверхности шва от появления окислов, отрицательно сказывающихся на его качестве.
Техника безопасности при газовой сварке
Какими бы ни были преимущества газовой сварки, при работе с ней необходимо следовать правилам техники безопасности:
- в обязательном порядке нужно использовать рукавицы-краги, предохраняющие руки от ожогов;
- не следует смотреть на пламя, поскольку высокая температура (более +1000 °С) и световая нагрузка оказывают негативное влияние на роговицу глаза;
- ни в коем случае нельзя браться за газовую резку или открывать баллон с кислородом руками со следами масла, поскольку взаимодействие промышленного масла и кислорода приводит к моментальному возгоранию кислорода и взрыву баллона.

На протяжении более 60 лет газосварочные работы широко используются в различных отраслях промышленности. Такие преимущества газовой сварки, как удобство, доступность, соотношение цены и качества работ позволили ей встать на один уровень с электродуговым способом.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Газовая сварка
Газокислородная сварка и родственные процессы
Газокислородная сварка
Газокислородная сварка - химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом.
Реакция окисления органических веществ в кислороде носят экзотермический характер и протекают с выделением значительной тепловой энергии. Ускорение реакции окисления имеет место при повышении давления и температуры кислорода.
Левый и правый способы газовой сварки
В практике различают два способа ручной газовой сварки: правый и левый.
Области применения и способы газовой сварки
Газовая сварка и пайка металлов
Одной из важнейших областей сварочного производства является газопламенная обработка.
Газовая сварка алюминия
Алюминий и его сплавы широко применяют в промышленности в виде листов, труб и другого профильного материала. Сплавы алюминия имеют высокие механические свойства при малой плотности, что достигается легированием их марганцем (Mn), магнием (Mg), кремнием (Si), никелем (Ni), хромом (Сr) и другими элементами. Алюминиевые сплавы делят на две группы - деформируемые и литейные.
Газовая сварка меди
Газовая сварка меди требует применения мощного пламени, во многом из-за своей высокой теплопроводности. Свариваемость меди во многом зависит от ее чистоты, наличие в ней висмута (Bi), свинца (Pb), серы (S) и озона (O3) существенно ухудшают ее свариваемость. На процесс сварки меди также отрицательно влияют наличие в ней оксида углерода и кислорода.
Газовая сварка никеля
Газовая сварка латуни
Латунь представляет собой сплав меди с цинком, содержание которого в латуни колеблется от 20 до 55%. Благодаря высокой прочности, пластичности, антикоррозионной стойкости и удовлетворительной свариваемости латуни получили широкое распространение при изготовлении различной аппаратуры, емкостей и арматуры в химической и других отраслях промышленности.
Газовая сварка бронзы
Бронзами называют медные сплавы, в которых основными легирующими элементами являются алюминий (Al), олово (Sn), марганец (Mn), кремний (Si) и др. В зависимости от преобладания легирующего элемента определяется и название бронзы. Бронзы делятся на две основные группы - оловянные и безоловянные. Температура плавления оловянных бронз 900-950°С, безоловянных - 950-1080°С. Оловянные бронзы содержат от 3 до 14% Sn, а также Р, Zn, Ni и другие элементы.
Газовая сварка чугуна с местным подогревом
Этот способ газовой сварки чугуна применяют в тех случаях, когда место сварки и характер конструкции позволяют выполнять местный подогрев без появления трещин и напряжений в свариваемых изделиях. Местный предварительный подогрев применяют при сварке массивных деталей или деталей, конструкция которых не создает жесткого контура.
Нюансы использования газовой сварки

Виды и способы сварки
Газовая сварка – это наиболее часто используемый способ соединения отдельных металлических деталей в монолитную конструкцию. Популярность такого метода объясняется низкой стоимостью оборудования и простотой его применения.
Что такое газовая сварка и где она применяется
Сварка газом используется для соединения металлических поверхностей в одно целое. Сущность этого способа заключается в расплавлении кромок обрабатываемых элементов за счет высокой температуры горения газа, подаваемого под давлением.
Для формирования шва используется добавочный припой. Таким образом, газовая сварка и резка металлов выполняются за счет экзотермической реакции взаимодействия горячей газовой смеси и обрабатываемого материала, находящегося в расплавленном состоянии.
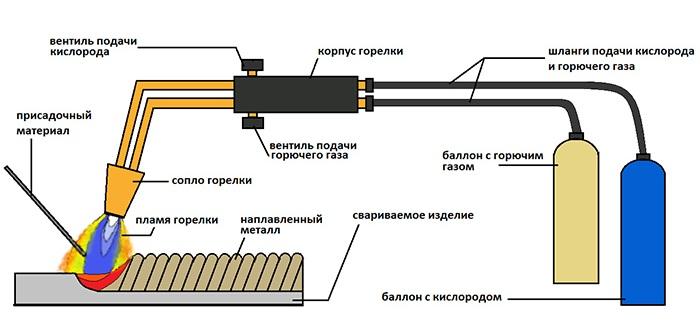
В процессе обработки обязательно задействуется специальное оборудование. Чтобы получить необходимую температуру, требуются один из горючих газов и кислород. Эти компоненты подаются из отдельных емкостей в смеситель. Поджигание выполняется искусственно.
Газовую сварку применяют для:
- соединения различных деталей;
- наплавки;
- паяния;
- резки труб и листового проката.
Этот способ обработки металлических элементов нашел применение в промышленном производстве, строительстве и т.д. Его нередко используют при ремонте автомобилей, устранении бытовых поломок, для фиксации узлов из цветных металлов.
Подходит он и тогда, когда необходимо соединить элементы из чугуна и латуни. Наплавка газосваркой часто применяется для увеличения размеров деталей, устранения изношенных частей и повышения прочности.
Требования по ГОСТу
Газосварочный процесс является ручным, качество шва оценивается субъективно и зависит от мастерства сварщика. ГОСТа на результат работы не существует. Однако есть ряд требований к соблюдению технологии.
Качество карбида кальция, применяющегося при сварке, регулируется ГОСТ 1460-2013. Кроме того, нормативными актами установлены параметры давления в редукторе и баллоне, характеристики присадочной проволоки, требования к генератору. Существуют ГОСТы для горелок и шлангов.
Перечень используемых газов для разных металлов
Во время работы могут потребоваться разные виды газов:
- ацетилен;
- легкий водород;
- коксовый угольный газ;
- горючий кислород;
- керосин;
- пропан;
- бутан;
- пиролизный газ и т.д.
Характеристики и чистота газа влияют на качество сварки и резки металлов.
Легкий водород
Это бесцветный газ без запаха, который примерно в 14,5 раза легче воздуха. Данное вещество получают путем разложения молекул воды электрическим током. Сочетание водорода с кислородом в неправильной пропорции образует взрывоопасную смесь.
Необходимо предельно точно соблюдать технику безопасности.
Газ для сварки должен соответствовать требованиям ГОСТ 3022-80. Кислородно-водородное соединение горит синим пламенем без четких очертаний, что затрудняет его регулирование.

Пиролизный газ
Керосиновое топливо
Это желтоватая прозрачная жидкость, являющаяся результатом переработки нефтепродуктов. Керосин быстро испаряется при плюсовой температуре, образуя горючий газ. Во время работы с ним необходимо строго соблюдать особые правила предосторожности, т.к. это вещество может взорваться в случае неправильного применения.

Коксовый угольный газ
Он бесцветен, но имеет характерный запах сероводорода. Вещество получают в процессе переработки угля в кокс. В его составе есть пропан, водород, метан и т.д. Газ, предназначенный для сварки, предварительно очищают от примесей, смол и сернистых соединений.
Горение возможно только при сочетании с кислородом.
Коксовый газ применяют для сварки и пайки изделий из цветных металлов. К месту проведения работ его подают по трубопроводам под давлением 1,3-1,5 кПа. Реже используются баллоны.
Горючий кислород
Необходим для поддержания процесса горения. Он поставляется на место сварки в баллонах. В специальном аппарате кислород смешивается с выбранным горючим газом и подается на горелку.

Ацетилен
Наиболее часто применяется при сварке. Он бесцветен, но имеет характерный чесночный запах из-за включения примесей сероводорода, фосфористого водорода и аммиака. Его вдыхание может спровоцировать приступ головокружения, тошноту и другие признаки отравления. Ацетилен легче воздуха. Он поставляется на место проведения работ в баллонах, находящихся под давлением.
Природный газ
В природном газе, применяющемся для сварки, присутствуют примеси водорода, метан, оксид углевода и т.д. Чаще его используют для обработки легкосплавных металлов.

Достоинства и недостатки
Метод газосварки имеет следующие достоинства:
- доступность расходных материалов;
- простота транспортировки баллонов с газом и другого оборудования к месту работы;
- обеспечение нужного диапазона температур для плавления;
- допустимость применения для сварки многих видов металлов;
- регуляция скорости горения и вида пламени при использовании флюса или припоя.
К преимуществам такого метода относится равномерное прогревание и остывание обрабатываемых поверхностей. Это препятствует появлению пустот и трещин в готовом покрытии. Достоинством газовой сварки считается и низкая цена расходных материалов.
У этого способа сварки немало недостатков. Использование открытого пламени приводит к нагреву большого участка металла. Повышается риск повреждения элементов с низкой термической устойчивостью.
Кроме того, такой метод сварки не применяют для обработки заготовок, толщина которых больше 5 мм, т.к. это становится причиной снижения производительности работ.
Существуют особенности и ограничения на применение этой технологии. Газопламенная сварка не рекомендована для создания нахлестного соединения. Она создает дополнительное напряжение в металле и в дальнейшем может спровоцировать деформацию или разгерметизацию шва.
К недостаткам этого вида сварки относится невозможность автоматизации процесса и необходимость строгого соблюдения правил техники безопасности для недопущения взрыва и пожара.
Оборудование для газовой сварки
Для проведения газосварочных работ требуется комплект оборудования, включающий:
- редуктор;
- кислородный баллон;
- предохранительные клапаны;
- горелка;
- газовый генератор;
- шланг;
- флюсы и припои.
Понадобится специальная тележка, предназначенная для размещения всего оборудования. Она обеспечит лучшую мобильность при проведении работ.

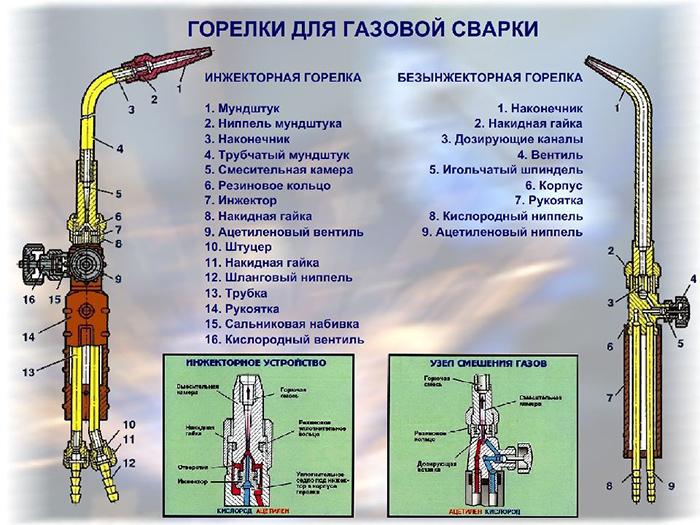
Разновидности горелок
Горелки выполняют ряд важных функций. Они участвуют в смешении газа, стабилизации фронта воспламенения, регулируют подачу горючей смеси и интенсивность горения.
В зависимости от конструкционных особенностей горелки бывают инженерными, диффузными, оснащенными системами принудительного нагнетания кислорода, а также комбинированными.
Кроме того, они классифицируются по:
- характеристикам нагнетания давления;
- способу подачи кислорода;
- варианту сжигания газа;
- излучающей способности и т.д.
В зависимости от особенностей конструкции они могут выдерживать от 5 000 Па до 0,3 МПа.
Баллоны с газом
Для каждого вида газа выпускаются баллоны отдельного цвета. В процессе эксплуатации их нельзя окрашивать, чтобы избежать нежелательных реакций. Баллоны, предназначенные для ацетилена, не следует оснащать медными вентилями, т.к. это может спровоцировать взрыв.

Специальные шланги
В процессе сварочных работ применяют специальные шланги. Они предназначены для подачи горячих жидкостей и газов. К этим элементам оборудования предъявляются особые требования.
Они должны выдерживать большое давление. Если на шланге присутствует желтая полоса, он может использоваться для горячих жидкостей. Шланги с красной отметкой выдерживают 6 атмосфер, а с синей – до 20.

Водяной затвор
Водяной затвор предназначен для защиты генератора, трубы и других элементов газосварочного оборудования. Его располагают между ацетиленовой трубой и горелкой.

Пост для сварки газом
Это специальный стол, который можно фиксировать и поворачивать. Некоторые модели оснащены вентиляцией и системой для хранения инструментов.
Проволока и присадки
Для проведения работ используют особую присадочную проволоку. Ее диаметр подбирают в зависимости от толщины детали. В процессе сварки применяют флюсы. Эти вещества производят на основе кремниевой и борной кислоты и выпускают в виде растворов, порошков и паст.
Редуктор
Это важнейший элемент конструкции. Он необходим для снижения давления газа, исходящего из баллона. Редукторы бывают прямого и непрямого действия. Некоторые из них имеют устройства, предотвращающие замерзание газа при его выходе из баллона.

Общие правила безопасности
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.

Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Отдельно о сварке труб
При сварке труб на месте стыковки с внутренней стороны швов не должны образовываться наплывы. Они будут препятствовать продвижению жидкости по трубе. Кроме того, нельзя насквозь проплавлять стенки.
Сварка труб проводится за счет одного слоя и всего за один проход. При этом выпуклость шва не должна превышать 1-3 мм. Место стыка должно быть максимально ровным.

Газовая резка и виды резаков
Газовая резка – это наиболее простой и эффективный способ разделения цельных металлических поверхностей. Для проведения подобной работы требуется специальное оборудование – резаки.
Выделяются следующие виды:
- пропановый;
- кислородный;
- керосиновый;
- ацетиленовый;
- комбинированный;
- водородный и т.д.
В зависимости от конструкционных особенностей резаки подразделяются на воздушно-дуговые и трехтрубные. Для проведения резки необходимо открыть вентиль с кислородом, а затем с горючим газом. После этого смесь поджигается. Место резки прогревается, выполняется разрез.
Читайте также: