Газовая сварка угловых соединений
Обновлено: 19.05.2024
Газовая сварка – способ универсальный, но при ее выполнении необходимо помнить, что нагреванию подвергается достаточно большой участок вокруг сварного соединения. Поэтому нельзя исключить возникновение коробления и развитие внутренних напряжений в конструкциях, причем они более значительные, чем при других способах сварки. В связи с этим газовая сварка в большей степени подходит для таких соединений, для которых достаточно небольшого количества наплавленного металла и малого нагрева основного металла. Прежде всего речь идет о стыковых, угловых и торцовых соединениях (независимо от их пространственного положения – нижнего, горизонтального, вертикального или потолочного), в то время как тавровых и нахлесточных следует избегать (хотя они тоже могут осуществляться).
Чтобы сварной шов отличался высокими механическими свойствами, требуется выполнить следующие действия:
– подготовить кромки металла;
– подобрать соответствующую мощность горелки;
– отрегулировать пламя горелки;
– взять необходимый присадочный материал;
– правильно сориентировать горелку и определить траекторию ее перемещения по выполняемому шву.
Как и при дуговой сварке, при газовой кромки свариваемого металла нужно подготовить. Их очищают (на 20–30 мм с каждой стороны) от ржавчины, влаги, масла и пр. Для этого достаточно прогреть кромки. В случае сварки цветных металлов используют механические и химические способы очистки.
При осуществлении стыковых соединений (табл. 42) следует помнить о некоторых правилах разделки кромок:
– при сваривании тонколистового металла (до 2 мм) присадки не используют – достаточно выполнить отбортовку кромок, которые потом расплавляются и дают валик сварного шва. Возможен и такой вариант: сварить кромки встык без разделки и зазора, но с применением присадочного материала;
– при сваривании металла толщиной менее 5 мм можно обойтись без скоса кромок и вести одностороннюю газовую сварку;
– при соединении металла толщиной более 5 мм кромки скашивают под углом в 35–40°, чтобы общий угол раскрытия шва составлял 70–90°. Это позволит проварить металл на всю толщину.
Таблица 42. ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА КРОМОК СВАРИВАЕМОГО МЕТАЛЛА ПРИ ВЫПОЛНЕНИИ СТЫКОВЫХ СОЕДИНЕНИЙ
Примечание: a – величина зазора; а1 – величина притупления; S и S1 – толщина металла.
При выполнении угловых соединений присадочный материал не используют, а шов формируют расплавлением кромок металла.
Нахлесточные и тавровые соединения допускаются исключительно при сварке металла толщиной до 3 мм, поскольку при большей толщине локальный нагрев металла бывает неравномерным, что приводит к развитию значительных внутренних напряжений и деформаций, а также к появлению трещин как в металле шва, так и в основном металле.
Чтобы в процессе сварки детали не сдвигались и зазор между ними не изменялся, их фиксируют либо специальными приспособлениями, либо прихватками. Длина, количество и промежуток между последними зависят от толщины металла, длины и конфигурации шва:
– если металл тонкий, а швы короткие, длина прихваток составляет 5–7 мм при интервале между ними в 70-100 мм;
– если металл толстый, а швы длинные, то длину прихваток увеличивают до 20–30 мм, а расстояние между ними – до 300–500 мм.
В процессе сварки пламя горелки направляют на металл таким образом, чтобы он попадал в восстановительную зону и находился в 2–6 мм от ядра. При сварке легкоплавких металлов пламя горелки в основном ориентируют на присадочный материал, а зону ядра отодвигают на еще большее расстояние от сварочной ванны.
При сварке необходимо регулировать скорость нагрева и плавления металла. Для этого прибегают к таким действиям (рис. 91):
– изменяют угол наклона мундштука;
– манипулируют самим мундштуком.
Рис. 91. Способы регулировки скорости нагрева и плавления металла путем изменения: а – угла наклона мундштука; б – траектории движения мундштука и проволоки; 1 – при сварке тонколистового металла; 2, 3 – при сварке толстолистового металла
При сварке необходимо следить за тем, чтобы:
– ядро пламени не контактировало с расплавленным металлом, поскольку последний может от этого науглероживаться;
– сварочная ванна была защищена зоной факела и восстановительной зоной, иначе металл будет окисляться атмосферным кислородом.
В процессе использования газовой горелки необходимо соблюдать правила обращения с ней:
1. Если горелка находится в исправном состоянии, то пламя, которое она дает, бывает устойчивым. В том случае, если наблюдаются какие-либо отклонения (горение нестабильное, пламя отрывается или гаснет, случаются обратные удары), надо обратить особое внимание на узлы горелки и отрегулировать ее.
2. Чтобы проверить инжекторную горелку, подсоединяют кислородный рукав, к корпусу крепят наконечник. После затягивания накидной гайки аккуратно откручивают ацетиленовый вентиль, кислородным редуктором устанавливают соответствующее давление кислорода, после чего открывают кислородный вентиль.
3. Если приставленный к ацетиленовому ниппелю палец присасывается, это означает, что кислород создает разряжение. Если этого не происходит, возможно, засорились инжектор, смесительная камера или мундштук. Их следует прочистить.
4. Повторить проверку на разряжение (подсос). Его величина определяется зазором между концом инжектора и входом в смесительную камеру. Выкручивая инжектор, зазор регулируют.
5. Категорически запрещено использовать неисправные горелки.
Различают два способа газовой сварки (рис. 92):
Рис. 92. Способы газовой сварки (стрелкой указано направление сварки): а – левый; б – правый; 1 – присадочная проволока; 2 – сварочная горелка
– левую сварку, при которой горелку перемещают справа налево и держат позади присадочной проволоки. При этом сварочное пламя ориентировано на еще не сваренный шов. Этот способ не позволяет в достаточной степени защитить металл от окисления, сопровождается частичной потерей тепла и дает низкую производительность сварки;
Правый способ обычно применяют, если толщина свариваемого металла превышает 5 мм, тем более что при этом сварочное пламя по бокам ограничено кромками изделия, а сзади – валиком наплавленного металла. Благодаря этому потери теплоты снижаются, и она используется более эффективно.
Левый способ имеет свои преимущества, поскольку, во-первых, шов все время находится в поле зрения сварщика и он может регулировать его высоту и ширину, что имеет особое значение при сварке тонколистового металла; во-вторых, при сварке пламя может растекаться по поверхности металла, снижая риск пережога.
При выборе того или иного способа сварки нужно руководствоваться и пространственным положением сварного шва:
– при выполнении нижнего шва следует учитывать толщину металла. Его можно накладывать и правым, и левым способом. Данный шов наиболее легкий, поскольку сварщик может наблюдать за процессом. Кроме того, жидкий присадочный материал стекает в кратер и не выливается из сварочной ванны;
– для горизонтального шва предпочтителен правый способ. Чтобы не допустить вытекания жидкого металла, стенки сварочной ванны делают с некоторым перекосом;
– для вертикального шва на подъем – и левый, и правый, а для вертикального шва на спуск – только правый способ;
– потолочный шов легче накладывать правым способом, поскольку поток пламени направлен на шов и не дает жидкому металлу вытечь из сварочной ванны.
Способом, гарантирующим высокое качества сварного шва, является сварка ванночками (рис. 93).
Рис. 93. Сварка ванночками: 1 – направление сварки; 2 – траектория движения присадочной проволоки; 3 – траектория движения мундштука
Данный метод применяют для сварки тонколистового металла и труб из низкоуглеродистых и низколегированных сталей облегченными швами. Им можно воспользоваться и при сварке стыковых и угловых соединений при толщине металла до 3 мм.
Процесс сварки ванночками протекает следующим образом:
1. Расплавив металл диаметром 4–5 мм, сварщик помещает в него конец присадочной проволоки. Когда ее конец расплавится, он вводит его в восстановительную зону пламени.
2. Одновременно с этим сварщик, чуть сместив мундштук, совершает им круговые движения, чтобы образовать очередную ванночку, которая должна несколько (примерно на треть диаметра) перекрывать предыдущую. При этом проволоку надо продолжать держать в восстановительной зоне, чтобы не допустить ее окисления. Ядро пламени нельзя погружать в сварочную ванну, иначе произойдет науглероживание металла шва.
Многопроходные швы при газовой сварке не практикуют, поскольку наложить узкие валики очень тяжело.
При газовой сварке возникают внутренние напряжения и деформации, поскольку участок нагрева оказывается более обширным, чем, например, при дуговой сварке. Для уменьшения деформаций необходимо принимать соответствующие меры. Для этого рекомендуют:
– равномерно нагревать изделие;
– подбирать адекватный режим сварки;
– равномерно распределять наплавленный металл по поверхности;
– придерживаться определенного порядка наложения швов;
– не увлекаться выполнением прихваток.
Для борьбы с деформациями применяют разные способы:
1. При выполнении стыковых соединений сварной шов накладывают обратноступенчатым или комбинированным способом, разделив его на участки длиной 100–250 мм (рис. 94). Поскольку теплота равномерно распределяется по поверхности шва, основной металл практически не подвержен короблению.
Рис. 94. Последовательность наложения шва при сварке стыковых соединений: а – от кромки; б – от середины шва
2. Уменьшению деформаций способствует их уравновешивание, когда последующий шов вызывает деформации, обратные тем, которые вызвал предыдущий шов.
3. Находит применение и способ обратных деформаций, когда перед сваркой детали укладывают так, чтобы после нее в результате действия деформаций они заняли нужное положение.
4. Бороться с деформациями помогает и предварительный нагрев соединяемых изделий, в результате чего достигается меньшая разность температур между сварочной ванной и изделием. Этот способ хорошо работает при ремонте чугунных, бронзовых и алюминиевых изделий, а также в том случае, если они изготовлены из высокоуглеродистых и легированных сталей.
5. В ряде случаев прибегают к проковке сварного шва (в холодном или горячем состоянии), что улучшает механические характеристики шва и снижает усадку.
6. Термическая обработка – еще один способ устранения развившихся напряжений. Она бывает предварительной, проводится одновременно со сваркой или ей подвергают уже готовое изделие. Режим термической обработки определяют форма деталей, свойства свариваемых металлов, условия и пр.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Металлургия сварки
Металлургия сварки Процессы расплавления и затвердевания металла, в ходе которых его химический состав претерпевает изменения, а кристаллическая решетка – трансформацию, называются металлургическими. Сварка также относится к ним, но по сравнению с другими подобными
Виды сварки
Виды сварки Напомним, что получение неразъемного соединения твердых материалов в процессе их местного плавления или пластического деформирования называется сваркой. Металлы и сплавы, как уже было сказано, являются твердыми кристаллическими телами, состоящими из
Техника дуговой сварки
Техника дуговой сварки Сварочные работы предполагают определенную подготовку деталей, которая включает в себя несколько операций:– правку, которую осуществляют на станках или вручную. Например для правки листового и полосового металла применяют различные
Высокопроизводительные способы сварки
Высокопроизводительные способы сварки Для повышения производительности ручной дуговой сварки разработано несколько способов.1. Один из них называется сваркой с глубоким проплавлением (благодаря такому методу производительность труда возрастает примерно на 50–70 %), в
Технология сварки в защитных газах
Технология сварки в защитных газах Дуговая сварка в среде защитных газов получает все большее распространение, поскольку отличается рядом технологических достоинств:– обеспечивает высокую производительность труда и степень концентрации тепла источника питания,
Особенности сварки различных материалов
Особенности сварки различных материалов Газовая сварка может быть применена для сваривания различных материалов.1. Сварка легированной стали. В ее состав входят титан, молибден, хром, никель и др. От присутствия тех или иных легирующих компонентов зависят особенности
Техника безопасности при газовой сварке и резке
Техника безопасности при газовой сварке и резке Газовая сварка и резка связаны с определенным риском, поэтому при их осуществлении необходимо строго соблюдать правила техники безопасности:1. До проведения работ надо внимательно прочитать инструкцию по применению
Метод холодной сварки в домашних условиях
Метод холодной сварки в домашних условиях Сварку стыков полотнищ линолеума вы можете производить двумя способами – горячим, то есть инфракрасными лучами и горячим воздухом, и холодным.Первый метод сварки в основном применяют на производстве, а в домашних условиях –
Техника шпаклевания
Техника шпаклевания Берут немного шпаклевки на шпатель и наносят ее на поверхность стены мазками средней толщины, затем нажимают на лезвие шпателя чуть сильнее и разравнивают шпаклевочный слой движениями по вертикали.Шпаклевку разравнивают до получения очень тонкого
Техника покраски
Техника покраски При окрашивании потолков и стен обращают внимание на направление света, падающего из окна. Если покраска производится кистью, предпоследний слой краски обязательно наносят против направления солнечных лучей, а последний наоборот. Иначе, после
Метод холодной сварки в домашних условиях Сварку стыков полотнищ линолеума производят следующими способами:– тепловой, то есть инфракрасными лучами и горячим воздухом;– холодный.Первый метод сварки в основном применяют на производстве, а в домашних условиях – только
Техника безопасности
Техника безопасности Каждый профессиональный электрик, перед тем как переходить непосредственно к практике, сдает специальный экзамен по технике безопасности. В этот экзамен входят вопросы по эксплуатации электроустановок и способам работы с ними, которые были бы
Техника «резерваж»
Техника «резерваж» Резерваж – способ, основанный на нанесении воскового или жирового слоя по намеченному на изделии рисунку перед его глазурованием. В пчелиный воск добавляют скипидар и нагревают до растворения. С помощью кисточки накладывают состав на места, не
Соединения деталей сваркой
Соединение сваркой – неразъемное соединение, полученное в результате того, что в месте соединения деталей металл расплавляют и заполняют образовавшееся пространство присадочным расплавленным металлом. Полученная смесь металлов при застывании образует сварочный шов, который по механическим свойствам (на разрыв) может выдерживать большие нагрузки, чем свариваемые металлы.
Сварка может быть (рис. 1) электродуговой, газопламенной, электроконтактной и др.
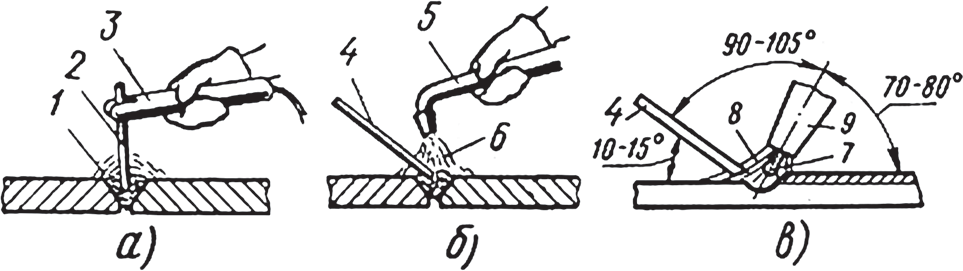
Рис. 1. Виды сварки: а – дуговая; б – газовая; в – в среде защитных газов: 1 – электрическая дуга, 2 – плавящийся электрод, 3 – электрододержатель, 4 – присадочный материал, 5 – сварочная горелка, 6 – пламя, 7 – электрод, 8 – защитный газ, 9 – сопло горелки
1. Электроконтактная сварка
Видами контактной сварки являются точечная, шовная и стыковая. При точечной и шовной электросварке электрический ток пропускают через электроды, сжимающие листы, положенные внахлестку, а при стыковой – через листы, положенные встык. В процессе сварки электрод перемещается по поверхности соединяемых листов. Под электродом, в месте его прохождения, ток, проходя через металл, нагревает его, и листы свариваются.
Эти виды сварки очень экономичны и производительны, их применяют для соединения листовых изделий (рис. 2).
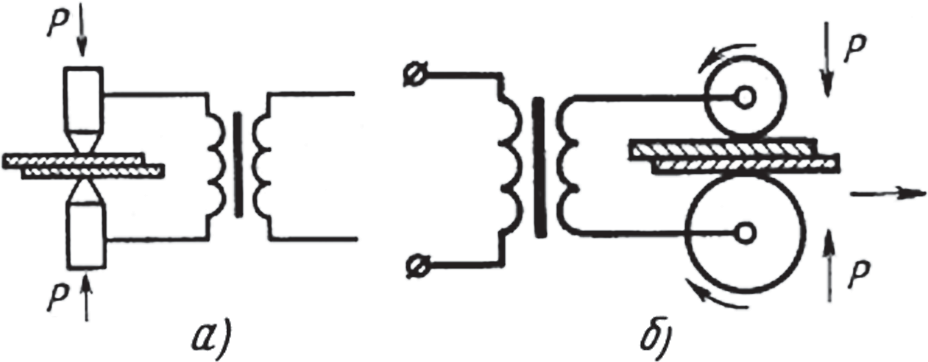
Рис. 2. Схемы электроконтактной сварки: а – точечной, б – шовной
2. Электродуговая сварка
При соединении деталей электродуговой сваркой (рис. 1, а) металл плавится под действием теплоты электрического тока, выделяемой вольтовой дугой. Для получения вольтовой дуги применяют аппараты постоянного и переменного тока.
Сварку деталей обычно выполняют на сварочном столе, поверхность которого выполнена из стального листа.
Процесс электросварки осуществляется следующим образом. В электрическую цепь к сварочной установке подключают к отрицательному полюсу поверхность стола со свариваемыми деталями; противоположным положительным полюсом является присадочный материал (электрод), который изготовляют из мягкой стальной проволоки диаметром 2-12 мм с содержанием углерода до 0,25 % и покрывают специальным флюсом для снижения окисляемости сварочного шва. При сварке электрод плавится под действием теплоты вольтовой дуги; расплавленный металл электрода заполняет кратер, образуемый вольтовой дугой. Температура дуги в момент сварки достигает 6700° С. Дуговая сварка дает возможность получить различные соединения и швы (рис. 3, табл. 1).
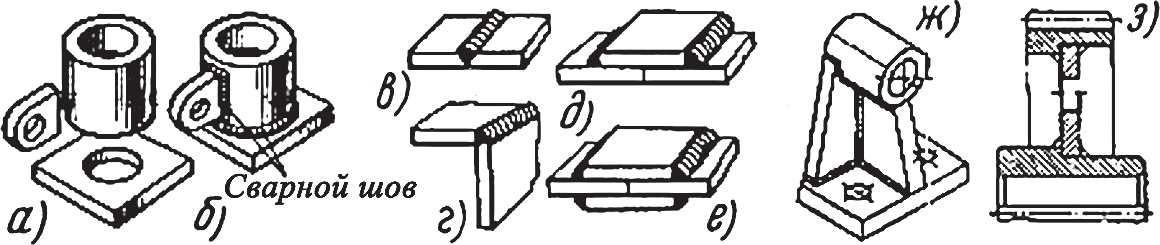
Рис. 3. Детали и сварные соединения: а – детали, подготовленные под сварку; б – соединение деталей после сварки; соединения: в – стыковое; г – угловое; д – с одной накладкой; е – с двумя накладками; ж, з – тавровое
Максимальная толщина деталей, свариваемых вручную без скоса кромок, равна 4 мм при односторонней и 6 мм при двухсторонней сварке стали.
Таблица 1. Типы швов сварных соединений
Способы подготовки кромок определяются толщиной и маркой свариваемого металла, типом соединения, его пространственным положением при сварке и технологическим процессом сварки (одноили двусторонняя сварка) (табл. 2).
Таблица 2. Способы подготовки кромок под электросварку
Подготовка кромок монтажных стыков по возможности должна предусматривать их сварку в нижнем или вертикальном положении.
При определении значения катета шва k принимают меньший катет вписанного в сечение шва равнобедренного треугольника. Минимальный катет kmln валиковых швов, обесточивающий удовлетворительный провар, определяют в зависимости от толщины свариваемых элементов δ, а именно: (табл. 3).
Таблица 3. Минимальный катет kmln валиковых швов, мм
Конструктивные элементы. При сварке профильной стали производят подготовку присоединяемой детали по размерам в соответствии с табл. 4, 5.
Таблица 4. Соединение с уголком равнобоким
Таблица 5. Соединение с двутавром и швеллером
В случае сварки встык кромок листов разной толщины (δ и δ1) разница должна быть выдержана в соответствии с рекомендациями табл. 6.
Таблица 6. Рекомендации по сварке встык кромок листов разной толщины

Рис. 4. Сварка листов разной толщины
При сварке встык, если разность толщин кромок листов превышает указанную величину Δ = δ1–δ при одностороннем превышении кромок или величину Δ = 2(δ1–δ) при двустороннем, то на листе с большей толщиной выполняют скос до толщины тонкого листа с одной стороны длиной l = 5(δ1–δ) – при одностороннем превышении толщины кромок или с двух сторон длиной l = 2,5(δ1–δ) – при двустороннем превышении толщины кромок согласно рис. 4.
Допускается смещение свариваемых кромок относительно друг друга до 10%, но не более 3 мм.
Сварка алюминия и его сплавов встык толщиной до 25 мм обычно производится без скоса кромок с зазором 1-1,5 мм.
3. Газовая сварка деталей
При газовой сварке производят местный нагрев свариваемых металлов до температуры плавления и сваривают их с помощью присадочного материала. Металлы нагревают газовой горелкой. Температура при горении газовой смеси достигает 3100-3200°С. В качестве присадочного материала при сварке низкоуглеродистой стали применяют проволоку с содержанием (%): 0,06-0,1 углерода, 0,1-0,25 кремния и 0,2-0,4 марганца.
Газовую сварку применяют для соединения тонкой листовой стали, чугуна, цветных металлов и сплавов, а также для разъединения сваренных деталей и для резки металла на заготовки для деталей.
Известны два основных способа ручной газовой сварки: правый и левый. В первом случае пламя сварочной горелки направлено на выполненный шов, горелка перемещается впереди прутка присадочного металла, процесс сварки ведется слева направо; во втором пламя направлено в сторону еще не заваренного соединения, впереди находится пруток присадочного металла, а за ним – пламя горелки, процесс сварки ведется справа налево.
Левый способ, получивший наибольшее распространение, более пригоден для сварки стальных деталей толщиной до 3 мм. Он обеспечивает получение шва с равномерными шириной и высотой валика и с лучшим внешним видом. При этом способе уменьшается вероятность прожога металла при сварке листов малой толщины.
Правый способ рекомендуется для сварки стальных деталей, особенно из легированных сталей и сталей с повышенным содержанием углерода, деталей толщиной более 5 мм и только в нижнем положении, отличается большей производительностью, чем левый при сварке сталей толщиной более 5 мм, обеспечивает некоторую термическую обработку сварного соединения.
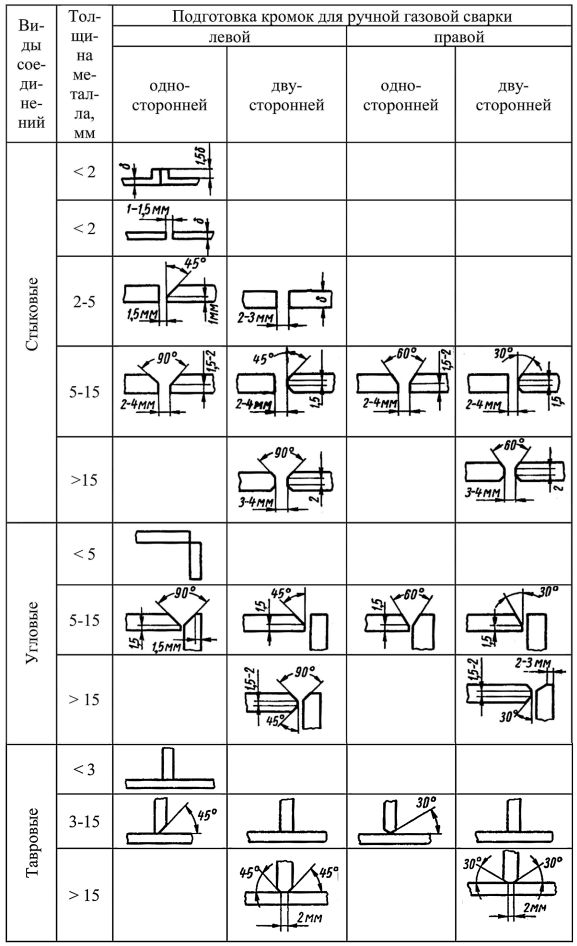
Подготовка кромок монтажных стыков по возможности должна предусматривать их сварку в горизонтальном нижнем положении (табл. 7).
Таблица 7. Виды подготовки кромок под газовую сварку стальных деталей
4. Расчет на прочность сварных соединений
При расчетах на прочность сварных соединений предполагается, что напряжения в сечениях распределены равномерно.
Обычно сварные соединения нагружены силами, действующими параллельно плоскости контакта соединяемых деталей.
Расчет стыковых сварных соединений на прочность производят по номинальному сечению без учета утолщения швов в зависимости от вида действующих нагрузок (рис. 5).
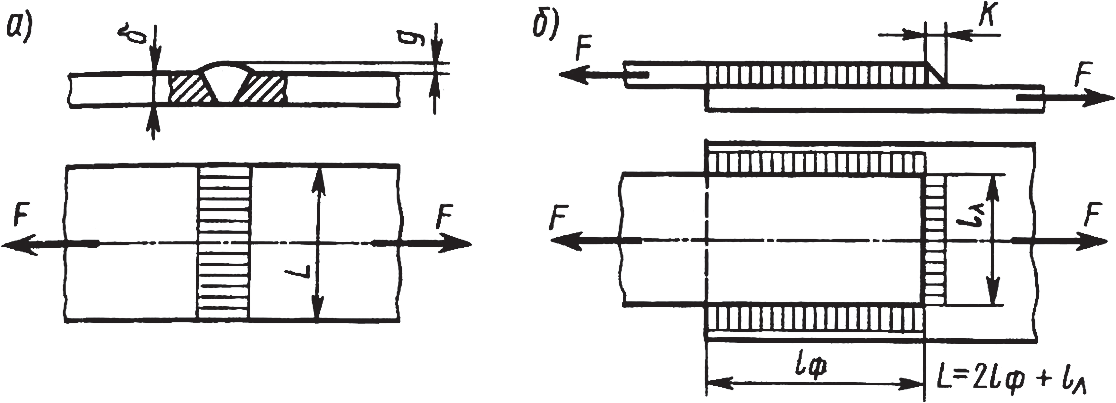
Рис. 5. Сварные швы
Прямой сварной стыковой шов (рис. 5, а) растягивается (сжимается) постоянной силой F. Допускаемое усилие на шов определяют по формуле
где Lδ – площадь поперечного сечения шва, где высоту шва принимают равной толщине листа – δ, h ≈ δ[σ’p] – допускаемое напряжение на растяжение в самом шве.
При расчете на сжатие берут допускаемое напряжение на сжатие [σ’сж], которое обычно превышает допускаемое напряжение на растяжение (табл. 8).
Таблица 8. Допускаемое напряжение для основного металла
Нахлесточное соединение (рис. 5, б) может быть лобовым при перпендикулярном расположении силы F относительно шва, фланговым при параллельном расположении валика шва и комбинированным при наличии косых швов.
Угловое соединение двух деталей, свариваемые кромки которых расположены под любым углом (чаще 90°).
Тавровое соединение – соединение торцов одной детали с плоскостями других деталей.
Нахлесточное, угловое и тавровое соединения образуются угловым швом (рис. 5).
Соединение угловым швом сопровождается действием статической растягивающей силы F (рис. 5, б).
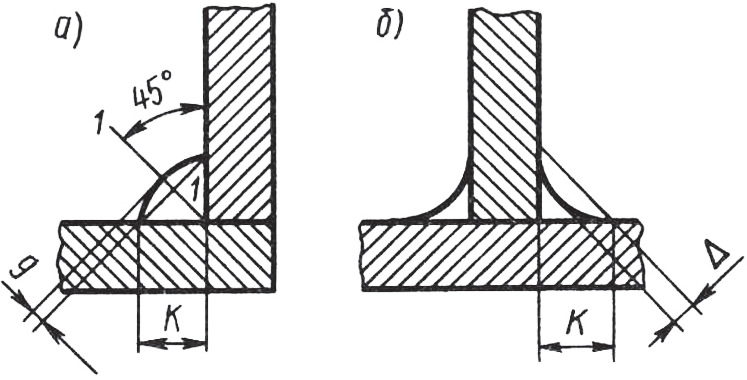
Рис. 6. Угловые соединения
Расчет угловых швов всех типов (выпуклых и вогнутых) производят на срез в опасном сечении 1–1, проходящем через биссектрису прямого угла (рис. 6; а, б) равнобедренного треугольника без учета выпуклости шва: со стороной К = δ. В этом сечении кроме касательных возникают и нормальные напряжения.
Площадь среза при длине шва, равной ширине полосы
где b1-1 = δcos45° ≈ 0,7δ.
Полагая, что усилие F распределяется равномерно по всей длине шва, допускаемое усилие для одностороннего шва
где δ – толщина листа, мм (или величина катета К); b – ширина листа (или длина шва), мм; [τ’ср] – допускаемое напряжение на срез шва (табл. 2).
При расчете на сжатие следует подставлять в формулу допускаемое напряжение на сжатие [σ’сж].
При расчетах на прочность (растяжение-сжатие) других сварных угловых соединений применяют ту же расчетную формулу, только вместо b подставляют суммарную длину всех швов L, и получаем:
где К = δ, мм; LΣ – суммарная длина всех швов; [τ’ср] – допускаемое напряжение на срез шва.
Суммарная длина шва LΣ = Σli – сумма всех отрезков сварного шва. Так, на рис. 5, а LΣ = L = b; на рис. 5, б суммарная длина шва LΣ = 2lф + la; на рис. 7, а – LΣ = 2l1 + 2l2 + 2B.
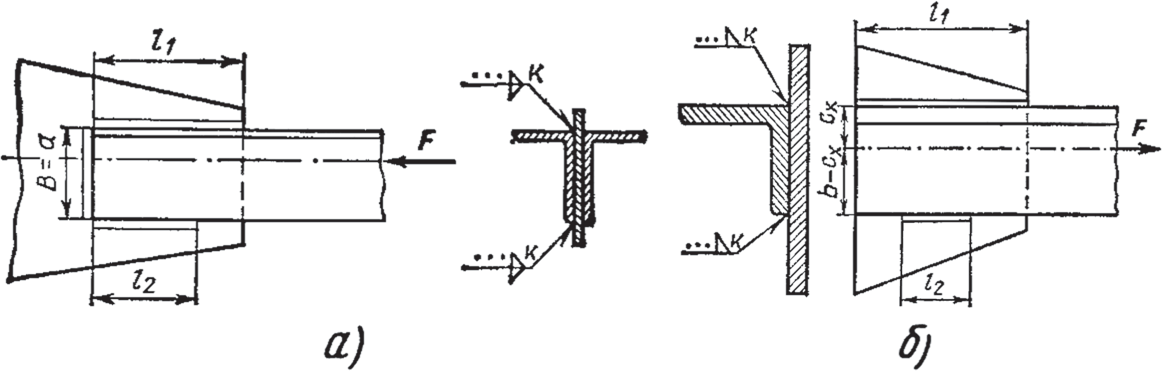
Рис. 7. Схема определения суммарной длины сварных швов
Учитывая возможные дефекты швов (непровары в начале и по длине, кратеры в конце шва), иногда наращивают фактическую длину отдельных швов на 5…10 мм для обеспечения прочности соединения.
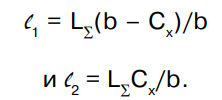
При соединении конструкций фланговыми швами с деталями несимметричного профиля (уголки, швеллеры), привариваемых посредством косынок (рис. 7, б), общую длину швов l1 и l2 принимают равными произведению суммарной длины шва LΣ на размер, обратно пропорциональный расстояниям от фланговых швов до линии центров тяжести несимметричного профиля сечения детали:
5. Допускаемое напряжение для сварных швов
При расчете машиностроительных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей допускаемые напряжения для сварных швов при статических нагрузках принимают в зависимости от допускаемого напряжения на растяжение основного металла [σp] (табл. 2).
Значение [σp] получают из зависимости
где σт – предел текучести для основного металла (свариваемых деталей), МПа; [n] – коэффициент запаса прочности, [n] = 1,3…1,6 для низкоуглеродистых сталей, [n] = 1,5…1,7 для низколегированных сталей. Меньшие значения [n] рекомендуются для малоответственных соединений и при легких режимах работы, а большие – в ответственных соединениях и при тяжелых условиях работы (табл. 9).
Таблица 9. Предел текучести для основного металла (σт) (выборка)
Пример. Определить длину фланговых швов, обеспечивающих прочность соединения равнополочного (равнобокого) уголка и косынки (рис. 7, б), если размеры поперечного сечения уголка (его профиль): а) 70х70х6, б) 50х50х4; материал – сталь СтЗ. Сварка ручная электродом Э42.
По таблице справочника для равнополочного (равнобокого) уголка профиля 70х70х6 принимаем b = 70 мм, t = 6 мм, SL = 813 мм 2 ,
Вычисляем допускаемое напряжение при растяжении основного материала, принимая по табл. 5 для стали СтЗ σт = 225 МПа и [n] = 1,45:

Исходя из уравнения прочности уголка на растяжение σр = F/SL≤[σр], определяем допускаемое значение растягивающей силы:

По этой силе производим вычисление условий равнопрочности уголка на растяжение и шва на срез.
С помощью табл. 4 вычисляем допускаемое напряжение шва при срезе:

Из уравнения прочности швов
определяем их суммарную длину, принимая k = t = 6 мм:

при b = 70 мм и Cx = 19,3 мм определяем l1 и l2:

Учитывая возможность технологических дефектов сварки, окончательно принимаем l1 = 240 мм, l2 = 100 мм.
6. Стержневые конструкции
В сварных конструкциях чаще всего встречаются следующие виды деталей: фермы из стержней, работающих на растяжение или сжатие (на продольный изгиб), балки и стойки.
Для каждого из этих видов деталей применяют определенные проверенные опытом методы расчета и конструкции сварных соединений.
Стержни соединяются в узловых точках посредством косынок.
Стержни, работающие на сжатие, изготовляются из профилей с малой площадью сечения и большим моментом инерции, т. е. из угольников, двутавров, швеллеров.
В зависимости от расположения применяют стержни цельные, состоящие из таврового, двутаврового или швеллерного профиля. Могут быть применены составные стержни из двух профилей (углового, двутаврового, таврового или швеллерного), соединенных сплошным или прерывистым швом, а также сложносоставные (рис. 8), изготовленные из двух или нескольких цельных стержней, взаимно связанных накладками или косынками. Стержни ферм должны быть соединены таким образом, чтобы линии центров тяжести стержней пересекались в одной точке косынки (рис. 9).
Рис. 8. Составные стержни для фермы
Рис. 9. Соединение профилей в узел с помощью косынки с учетом их центров тяжести
Если угольник присоединен только одной своей полкой, то длина угольника, привариваемого к косынке, должна быть трехкратна или двукратна ширине полки.
Технология газовой сварки
В процессе сварки плавлением происходит расплавление основного, а в большинстве случаев и присадочного металлов. Регулирование степени расплавления присадочного металла при газовой сварке может быть осуществлено в весьма широких пределах. Степень расплавления основного металла определяется мощностью пламени, геометрическими размерами и теплофизическими свойствами металла.
Основным типом сварного соединения является стыковое. При газовой сварке помимо стыковых часто применяются торцовые и угловые соединения (рис. 44). Стыковые соединения с отбортовкой кромок и торцовые соединения обычно свариваются без присадочного металла. Угловое соединение с наружным швом выполняется как с присадочным металлом, так и без него.

Соединения тавровые и внахлестку применяются при газовой сварке только для небольших толщин, так как при увеличении толщины резко ухудшается выполнение самой сварки, в связи с неравномерностью прогрева кромок и значительными короблениями при сварке. Сварка подобных соединений производится угловыми швами (рис. 45). При этом используются в основном вогнутые (облегченные) швы, широко применяемые в авиационной промышленности как более стойкие при знакопеременных нагрузках и дающие меньшие коробления.
В целях получения доброкачественных сварных соединений металл на кромках и вблизи от них (до 30-50 мм) должен быть перед сваркой зачищен от различных загрязнений (толстого слоя окислов, жировых пятен и пр.). Эта очистка производится либо механическими способами (пескоструйной очисткой, ручными или механизированными стальными щетками), либо химической очисткой. Иногда перед очисткой деталей щеткой производится прогрев газовым пламенем, отделяющий окислы от металла и сжигающий ряд других загрязнений.
Обычно перед сваркой осуществляется совместно со сборкой и закрепление элементов, подлежащих сварке, различными приспособлениями, а чаще всего прихватками (короткими швами). Общий принцип расположения прихваток показан на рис. 46.
При сварке длинных швов незакрепленных листов во избежание недопустимых деформаций сборка иногда выполняется с расширяющимся зазором (с разведением концов). Подготовка кромок, сборка и выполнение прихваток во многом определяют качественное выполнение сварки.
Режим и техника выполнения газовой сварки
Эффективность выполнения процесса газовой сварки определяется режимом сварки (мощностью пламени, скоростью сварки, диаметром присадочного металла) и техникой сварки (включающей расположение горелки и присадочного металла по отношению к свариваемому металлу, а также движение горелки и присадочного металла).
Мощность пламени определяется количеством сжигаемого в единицу времени горючего и обычно измеряется в л/ч.
Из практики установлено, что необходимая для сварки мощность пламени Va примерно пропорциональна толщине свариваемого металла:
где δ - толщина металла в мм;
R - коэффициент пропорциональности (л/ч·мм), равный для низкоуглеродистой стали 100-130, для чугуна и нержавеющей стали 75-100, для алюминия 100-150, для меди 150-225.
Средняя скорость перемещения пламени (υ в м/ч) по отношению к свариваемому металлу при ручной сварке на установившемся режиме прогрева и расплавления свариваемого металла также зависит от толщины:
где А - коэффициент, зависящий от свойств свариваемого металла и в некоторой степени от толщины (для стали средних толщин А = 12-15; для никеля А = 9 - 11).
Диаметр присадочного металла (обычно в виде прутков проволоки или литых стержней) выбирается в зависимости от толщины свариваемого металла и его теплофизических свойств. В большинстве случаев диаметр присадки d берется от δ/2 до δ.
Большое значение для получения швов хорошего качества имеет техника сварки, позволяющая при сварке правильно вводить и распределять тепло в свариваемом изделии, проплавлять свариваемые кромки и присадочный металл, управлять жидким металлом сварочной ванны.
Распределение тепла, вводимого в свариваемое изделие, и влияние механического действия пламени зависят от угла наклона оси пламени к поверхности свариваемого металла (φ). Проплавление основного металла и скорость сварки также зависят от этого угла. При малом значении угла φ пламя как бы скользит по поверхности металла, мало его проплавляя, но, подогревая находящийся впереди металл, способствует его тепловой подготовки для последующего расплавления. При значении φ близком к 90° глубина проплавления увеличивается, а степень тепловой подготовки еще нерасплавленного металла уменьшается. В связи с этим сварка металлов малых толщин производится при малом значении угла φ. При сварке больших толщин расположение горелки изменяют, направляя пламя более вертикально. Ниже приводятся ориентировочные углы наклона пламени при сварке сталей:

При сварке легких металлов (алюминия, магния) угол наклона φ должен быть небольшим, чтобы избежать выдувания металла из ванны механическим действием пламени.
В процессе выполнения шва угол наклона пламени может меняться. В начале сварки, когда основной металл еще не подогрет, требуется держать угол φ большим, уменьшая его до нормальной величины в процессе сварки по мере разогрева свариваемого металла.
Важным фактором, влияющим на эффективность газовой сварки, является выбор способа, определяемого взаимным расположением пламени и присадочного металла по отношению к направлению сварки.

Существует два способа сварки: левый и правый.
При левом способе сварки (рис. 47, а) пламя направляется вперед на еще не сваренные кромки основного металла и располагается между сваренным участком шва и присадочным металлом. В этом случае кромки, подлежащие сварке, предварительно подогреваются как непосредственно пламенем, так и теплом, распространяющимся в результате теплопроводности металла. Этот способ эффективен при малой толщине (для стали при δ
При правом способе (рис. 47, б) пламя направлено в сторону уже сваренного участка шва, а присадочный металл расположен между пламенем и сваренным участком шва. В этом случае впереди лежащие кромки пламенем не подогреваются, но ввод тепла в сварочную ванну оказывается более эффективным, особенно при наличии разделки кромок, так как ядро пламени можно ближе подвести к поверхности расплавляемого металла. Этот способ эффективнее при больших толщинах металла (для стали при δ > 5 мм).
При правой сварке металл шва в процессе охлаждения омывается пламенем и остывает несколько медленнее. Это позволяет в ряде случаев получать швы с лучшими свойствами металла, чем при левой сварке.
Выполнение швов при правом способе сложнее и требует соответствующих навыков сварщиков.
Для достижения наибольшей производительности труда при минимальной затрате материалов, в частности горючего, необходимо стремиться к максимальному сокращению тепловых потерь. Практика ручной газовой сварки показывает, что производительность труда сварщиков в зависимости от технических приемов может меняться на 30-50%.
Технические приемы сварки (включающие перемещения горелки и присадки) зависят от расположения шва в пространстве, формы подготовки кромок, толщины и свойств свариваемого металла.
Наиболее просто выполняются нижние швы, т. е. швы, расположенные на верхней горизонтальной плоскости свариваемого изделия. При выполнении нижнего шва с отбортовкой кромок (или торцового) применяется левая сварка, причем траектория перемещения горелки должна быть прямолинейной, без поперечных колебаний. При загрязненном металле для улучшения сплавления иногда приходится применять продольно-колебательные движения горелкой в вертикальной плоскости. При левой сварке стыковых швов при δ = 2-З мм, выполняемой без присадочного металла, применяются поперечные колебания горелки (рис. 48, а).

При увеличении толщины металла стыковые швы выполняются левой сваркой с применением присадочного металла, как указано на рис. 48, б (для δ=4-5 мм) и рис. 48, в (для δ > 5-6 мм).
Правая сварка при толщинах около 5-6 мм характеризуется в основном поперечными колебаниями присадки, а при больших толщинах - и горелки, и присадки (рис. 48, г). В последнем случае как пламя, так и присадка подводятся к кромкам синхронно, в отличие от левой сварки, когда пламя и присадка, как правило, располагаются на противоположных кромках (рис. 48, б и в).
Вертикальные швы (т. е. швы, расположенные отвесно на вертикальной плоскости), выполняются либо сверху вниз (при малых б), либо снизу вверх. Сварка сверху вниз выполняется правым способом; сварка снизу вверх выполняется как левым, так и правым способами.
При сварке толщин 2-8 мм весьма эффективной является сварка двойным валиком. При этом способе в нижней части стыка проплавляется сквозное отверстие. Пламя, располагаясь в этом отверстии и постепенно поднимаясь снизу вверх, расплавляет верхнюю часть отверстия. Этим расплавленным и присадочным металлом заполняется ванна, образующаяся на нижней поверхности этого отверстия (рис. 49).
При сварке горизонтальных швов (швов, расположенных горизонтально на вертикальной плоскости) металл ванны стремится стечь на нижнюю кромку. Поэтому сварку обычно выполняют правым способом (используя механическое поддерживание пламенем). При этом ванну держат несимметрично (с перекосом) по отношению к свариваемым кромкам (рис. 50).

Потолочные швы (швы, выполняемые на горизонтальной плоскости снизу, над головой сварщика) лучше формируются при правой сварке.
Во всех случаях весьма важным является использование присадочного металла:
1) для регулирования температуры ванны, которое осуществляется погружением и извлечением из нее присадки;
2) для защиты от расплавления кромок уже сваренного участка шва при правой сварке;
3) для поддержания ванны присадкой (при сварке горизонтальных и потолочных швов).
Пороки сварки, связанные с техникой ее выполнения
Большинство пороков сварных швов связано с техникой выполнения сварки. Рассмотрим основные из них.
Непровар - недостаточное сплавление или отсутствие сплавления кромок основного металла с металлом шва. Причинами непровара являются: неправильный выбор мощности пламени и скорости сварки; неправильное распределение тепла между кромками, а также неправильная разделка кромок (малый угол скоса, большое притупление); малый зазор или значительная загрязненность кромок окислами. Виды непроваров представлены на рис. 51.

Подрез (рис. 52, а) является следствием избыточного расплавления кромок основного металла при недостаточном количестве наплавляемого присадочного металла.
Наплыв (рис. 52, б) вызывается недостаточным прогревом и расплавлением верхней части кромок; наплывы в ряде случаев сопровождаются скрытым непроваром кромок.
В ряде случаев недостаточное расплавление присадочного металла приводит и к ослаблению сечения шва (рис. 52, в), что для большинства стыковых швов является недопустимым.
Сквозной прожог - порок, который может получаться при значительном нагреве основного (главным образом тонкого) металла у недостаточно квалифицированного сварщика.
Незаделанные кратеры в концах швов - порок, вызываемый невнимательностью сварщика.
Наплывы, подрезы, недостаточное сечение швов, незаделанные кратеры (и некоторые виды непроваров и прожогов) могут быть обнаружены при внешнем осмотре и замерах. Для обнаружения непроваров в большинстве случаев необходим, кроме того, осмотр швов с обратной стороны.
Пороки, обнаруживаемые при внешнем осмотре, называются наружными. В сварных швах, кроме наружных пороков, могут быть и внутренние, не обнаруживаемые при внешнем осмотре.
К внутренним порокам, помимо некоторых видов непроваров, относятся шлаковые включения и пористость.
Шлаковые включения появляются: при применении пламени с избытком кислорода; при недостаточном перемешивании ванны присадочным металлом; при слишком быстром застывании ванны вследствие недостаточного прогрева металла и т. д. Кроме того, причиной таких включений могут являться значительные загрязнения основного и присадочного металла и неправильное использование флюсов.
Пористость шва получается в результате выделения газов при охлаждении, когда они не успевают удаляться из металла. Причиной пористости при газовой сварке является неправильная регулировка пламени и чрезмерно быстрое остывание ванны в результате неправильной техники сварки.
Совершенно недопустимым пороком являются трещины, вызываемые низкими сварочными свойствами свариваемого металла, качеством присадочного металла, в частности его загрязнением различными примесями, а также неправильной технологической последовательностью сборочных и сварочных операций.
Кроме пороков макроструктуры, в сварных швах, выполненных газовой сваркой, иногда имеются и пороки микроструктуры, из которых наиболее характерными являются перегрев и пережог.
Перегрев связан с длительным воздействием нагрева и, как правило, приводит к весьма крупнозернистой структуре как металла шва, так и околошовной зоны основного металла. Такой крупнозернистый металл обладает худшими механическими свойствами.
Структура перегретого металла может быть исправлена общей или местной термической обработкой.
Пережог связан также с длительным нагревом и, кроме того, с окислительным действием пламени, приводящим к расположению окисных включений по границам зерен. Пережог резко ухудшает свойства металла и не может быть устранен последующей термической обработкой. При его обнаружении швы должны быть удалены и переварены вновь.
Пути повышения производительности газовой сварки
В ряде случаев применения сварки принципиально важным направлением является автоматизация и механизация процесса. Для газовой сварки в ее современном применении этот путь хотя и возможен, но не находит широкого применения в связи с заменой газовой сварки другими процессами в массовом производстве, в которых оправдывается применение специализированных автоматов.
При индивидуальных и мелкосерийных работах применение специализированных автоматов нерационально, поэтому следует рассмотреть пути возможного повышения производительности ручной газовой сварки, используемые сварщиками-передовиками.
При ручной сварке возможно применение больших мощностей пламени, чем используются обычно. Однако это требует высокой квалификации сварщиков и приводит к повышению производительности труда примерно на 20% при увеличении мощности пламени около 50%. Вопрос о рациональности применения этого метода должен решаться в каждом частном случае.
Применение жесткого пламени (т. е. пламени с повышенными скоростями истечения горючей смеси из горелок) приводит к большей концентрации нагрева и тем самым к увеличению производительности сварки. При этом скорость истечения при универсальных горелках может быть предельно увеличена на 20-30% от нормальных скоростей истечения. Сварка жестким пламенем еще более затруднительна, чем сварка пламенем повышенной мощности, в связи с усиленным выдуванием металла из сварочной ванны.
Распространенными формами повышения производительности газовой сварки являются также использование местного или общего предварительного подогрева перед сваркой с применением дешевого топлива (печи на коксовом газе, горны и пр.). Эти методы особенно эффективны при массовом производстве или заварке брака литых деталей.
Некоторые сварщики при сварке мелких деталей, умело располагая их на сварочном (обычно поворотном) столе, используют для предварительного подогрева тепло отходящих газов пламени, подогревающих следующую деталь при сварке предыдущей. Это приводит к повышению производительности сварки на 20- 40% без какого-либо увеличения расхода материалов.
Рациональные методы повышения экономичности газовой сварки должны изыскиваться в каждом отдельном случае ее применения.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Газовая сварка сравнительно проста, не требует сложного, дорогого оборудования и источника электроэнергии.
Недостатком газовой сварки является меньшая по сравнению с дуговой скорость нагрева металла и большая зона теплового воздействия на металл. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше.
Вследствие сравнительно медленного нагрева металла пламенем и невысокой концентрации тепла производительность газовой сварки снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1 мм скорость газовой сварки составляет около 10 м/ч, при толщине 10 мм - только 2 м/ч. Поэтому газовая сварка стали толщиной свыше 6 мм менее производительна, чем дуговая сварка.
Стоимость ацетилена и кислорода выше стоимости электроэнергии, поэтому газовая сварка обходится дороже электрической. К недостаткам газовой сварки относится также взрывоопасность и пожароопасность при нарушении правил обращения с карбидом кальция, горючими газами и жидкостями, кислородом, баллонами со сжатыми газами и ацетиленовыми генераторами. Газовую сварку применяют при следующих работах: изготовлении и ремонте изделий из стали толщиной 1-3 мм; сварке сосудов и резервуаров небольшой емкости, заварке трещин, вварке заплат и пр.; ремонте литых изделий из чугуна, бронзы, силумина; сварке стыков труб малых и средних диаметров; изготовлении изделий из алюминия и его сплавов, меди, латуни и свинца; изготовлении узлов конструкций из тонкостенных труб; наплавке латуни на детали из стали и чугуна; соединении ковкого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
Газовой сваркой можно соединять почти все металлы, применяемые в технике. Чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой.
ТЕХНИКА ГАЗОВОЙ СВАРКИ
Газовой сваркой можно выполнять нижние, горизонтальные, вертикальные и потолочные швы. Наиболее трудно выполнять потолочные швы, так как в этом случае сварщик должен поддерживать и распределять по шву жидкий металл, используя давление газов пламени. Наиболее часто газовой сваркой выполняют стыковые соединения, реже угловые и торцовые соединения. Газовой сваркой не рекомендуется выполнять соединения внахлестку и тавровые, так как они требуют интенсивного нагрева металла и сопровождаются повышенным короблением изделия.
Отбортованные соединения тонкого металла сваривают без присадочной проволоки. Применяют прерывистые и непрерывные швы, а также швы однослойные и многослойные. Перед сваркой кромки тщательно очищают от следов масла, краски, ржавчины, окалины, влаги и прочих загрязнений.
В табл. 10 показана подготовка кромок при газовой сварке углеродистых сталей стыковыми швами.

ПЕРЕМЕЩЕНИЕ ГОРЕЛКИ ПРИ СВАРКЕ
Пламя горелки направляют на свариваемый металл так, чтобы кромки металла находились в восстановительной зоне, на расстоянии 2—6 мм от конца ядра. Касаться расплавленного металла концом ядра нельзя, так как это вызовет науглероживание металла ванны. Конец присадочной проволоки также должен находиться в восстановительной зоне или быть погруженным в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл давлением газов слегка раздувается в стороны, образуя углубление в сварочной ванне.
Скорость нагрева металла при газовой сварке можно регулировать, изменяя угол наклона мундштука к поверхности металла. Чем больше этот угол, тем больше тепла передается от пламени металлу и тем быстрее он будет нагреваться. При сварке толстого или хорошо проводящего тепло металла (например, красной меди) угол наклона мундштука а берут больше, чем при сварке тонкого или с низкой теплопроводностью. На рис. 86, а показаны углы наклона мундштука, рекомендуемые при левой (см. § 4 этой главы) сварке стали различной толщины.

На рис. 86, б показаны способы перемещения мундштука по шву. Основным является перемещение мундштука вдоль шва. Поперечные и круговые движения являются вспомогательными и служат для регулирования скорости прогрева и расплавления кромок, а также способствуют образованию нужной формы сварного шва.
Способ 4 (см. рис. 86, б) применяют при сварке тонкого металла, способы 2 и 3 - при сварке металла средней толщины. Во время сварки нужно стремиться к тому, чтобы металл ванны всегда был защищен от окружающего воздуха газами восстановительной зоны пламени. Поэтому способ 1, при котором пламя периодически отводится в сторону, применять не рекомендуется, так как при нем возможно окисление металла кислородом воздуха.
ОСНОВНЫЕ СПОСОБЫ ГАЗОВОЙ СВАРКИ
Левая сварка (рис. 87, а). Этот способ наиболее распространен. Его применяют при сварке тонких и легкоплавких металлов. Горелку перемещают справа налево, а присадочную проволоку ведут впереди пламени, которое направляют на несваренный участок шва. На рис. 87, а внизу показана схема движения мундштука и проволоки при левом способе сварки. Мощность пламени при левой сварке берут от 100 до 130 дм 3 ацетилена в час на 1 мм толщины металла (стали).
Правая сварка (рис. 87, б). Горелку ведут слева направо, присадочную проволоку перемещают вслед за горелкой. Пламя направляют на конец проволоки и сваренный участок шва. Поперечные колебательные движения производят не так часто, как при левой сварке. Мундштуком делают незначительные поперечные колебания; при сварке металла толщиной менее 8 мм мундштук передвигают вдоль оси шва без поперечных движений. Конец проволоки держат погруженным в сварочную ванну и перемешивают им жидкий металл, чем облегчается удаление окислов и шлаков. Тепло пламени рассеивается в меньшей степени и используется лучше, чем при левой сварке. Поэтому при правой сварке угол раскрытия шва делают не 90°, а 60-70°, что уменьшает количество наплавляемого металла, расход проволоки и коробление изделия от усадки металла шва.

Правой сваркой целесообразно соединять металл толщиной свыше 3 мм, а также металл высокой теплопроводности с разделкой кромок, как, например, красную медь. Качество шва при правой сварке выше, чем при левой, потому что расплавленный металл лучше защищен пламенем, которое одновременно отжигает наплавленный металл и замедляет его охлаждение. Вследствие лучшего использования тепла правая сварка металла больших толщин экономичнее и производительнее левой — скорость правой сварки на 10—20% выше, а экономия газов составляет 10-15%.
Правой сваркой соединяют сталь толщиной до 6 мм без скоса кромок, с полным проваром, без подварки с обратной стороны. Мощность пламени при правой сварке берут от 120 до 150 дм 3 ацетилена в час на 1 мм толщины металла (стали). Мундштук должен быть наклонен к свариваемому металлу под углом не менее 40°.
При правой сварке рекомендуется применять присадочную проволоку диаметром, равным половине толщины свариваемого металла. При левой сварке пользуются проволокой диаметром на 1 мм больше, чем при правой сварке. Проволока диаметром более 6—8 мм при газовой сварке не применяется.
Сварка сквозным валиком (рис. 88). Листы устанавливают вертикально с зазором, равным половине толщины листа. Пламенем горелки расплавляют кромки, образуя круглое отверстие, нижнюю часть которого заплавляют присадочным металлом на всю толщину свариваемого металла. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия, и так до тех пор, пока не будет сварен весь шов. Шов получается в виде сквозного валика, соединяющего свариваемые листы. Металл шва получается плотным, без пор, раковин и шлаковых включений.

Сварка ванночками. Этим способом сваривают стыковые и угловые соединения металла небольшой толщины (менее 3 мм) с присадочной проволокой. Когда на шве образуется ванночка диаметром 4-5 мм, сварщик вводит в нее конец проволоки и, расплавив небольшое количество ее, перемещает конец проволоки в темную, восстановительную часть пламени. При этом он делает мундштуком круговое движение, перемещая его на следующий участок шва. Новая ванночка должна перекрывать предыдущую на 1/3 диаметра. Конец проволоки во избежание окисления нужно держать в восстановительной зоне пламени, а ядро пламени не должно погружаться в ванночку во избежание науглероживания металла шва. Сваренные этим способом (облегченными швами) тонкие листы и трубы из малоуглеродистой и низколегированной стали дают соединения отличного качества.
Многослойная газовая сварка. Этот способ сварки имеет ряд преимуществ по сравнению с однослойной: обеспечивается меньшая зона нагрева металла; достигается отжиг нижележащих слоев при наплавке последующих; обеспечивается возможность проковки каждого слоя шва перед наложением следующего. Все это улучшает качество металла шва. Однако многослойная сварка менее производительна и требует большего расхода газов, чем однослойная, поэтому ее применяют только при изготовлении ответственных изделий. Сварку ведут короткими участками. При наложении слоев нужно следить за тем, чтобы стыки швов в различных слоях не совпадали. Перед наложением нового слоя нужно проволочной щеткой тщательно очистить поверхность предыдущего от окалины и шлаков.
Сварка окислительным пламенем. Этим способом сваривают малоуглеродистые стали. Сварку ведут окислительным пламенем, имеющим состав

Для раскисления образующихся при этом в сварочной ванне окислов железа применяют проволоки марок Св-12ГС, Св-08Г и Св-08Г2С по ГОСТ 2246— 60, содержащие повышенные количества марганца и кремния, которые являются раскислителями. Данный способ повышает производительность на 10—15%.
Сварка пропан - бутан-кислородным пламенем . Сварка ведется при повышенном содержании кислорода в смеси

с целью повышения температуры пламени и увеличения провара и жидкотекучести ванны. Для раскисления металла шва применяют проволоки Св-12ГС, Св-08Г, Св-08Г2С, а также проволоку Св-15ГЮ (0,5—0,8% алюминия и 1 - 1,4% марганца) по ГОСТ.
Исследованиями А. И. Шашкова, Ю. И. Некрасова и С. С.Ваксман установлена возможность использования в данном случае обычной малоуглеродистой присадочной проволоки Св-08 с раскисляющим покрытием, содержащим 50% ферромарганца и 50% ферросилиция, разведенного на жидком стекле. Вес покрытия (без учета веса жидкого стекла) составляет 2,8—3,5% к весу проволоки. Толщина покрытия: 0,4-0,6 мм при использовании проволоки диаметром 3 мм и 0,5—0,8 мм при диаметре 4 мм. Расход пропана 60-80 л/ч на 1 мм толщины стали, в = 3,5, угол наклона прутка к плоскости металла составляет 30-45°, угол разделки кромок 90°, расстояние от ядра до прутка 1,5—2 мм, до металла 6-8 мм. Этим способом можно сваривать сталь толщиной до 12 мм. Лучшие результаты получены при сварке стали толщиной 3-4 мм. Проволока Св-08 с указанным покрытием является полноценным заменителем более дефицитных марок проволоки с марганцем и кремнием при сварке пропан-бутаном.

Особенности сварки различных швов. Горизонтальные швы сваривают правым способом (рис. 89, а). Иногда сварку ведут справа налево, держа конец проволоки сверху, а мундштук снизу ванны. Сварочную ванну располагают под некоторым углом к оси шва. При этом облегчается формирование шва, а металл ванны удерживается от стекания.
Вертикальные и наклонные швы сваривают снизу вверх левым способом (рис. 89, б). При толщине металла более 5 мм шов сваривают двойным валиком.
При сварке потолочных швов (рис. 89, в) кромки нагревают до начала оплавления (запотевания) и в этот момент вводят в ванну присадочную проволоку, конец которой быстро оплавляют. Металл ванны удерживается от стекания вниз прутком и давлением газов пламени, которое достигает 100-120 гс/см 2 . Пруток держат под небольшим углом к свариваемому металлу. Сварку ведут правым способом. Рекомендуется применять многослойные швы, свариваемые в несколько проходов.
Сварку металла толщиной менее 3 мм с отбортованными кромками без присадочного металла производят спиралеобразными (рис. 89, г) или зигзагообразными (рис. 89, д) движениями мундштука.
Читайте также: