Газовые линзы для тиг сварки
Обновлено: 03.05.2024
Используя газовые линзы, можно улучшить качество сварных швов при работе с чувствительными к воздействию воздуха металлами. О достоинствах и недостатках газовых линз – в нашей статье.
Виды газовых течений
Газовые потоки делятся на два вида: турбулентные и ламинарные. Они возникают и во время, например, полуавтоматической или аргонодуговой сварки. Эти потоки кардинально отличаются.
В конце XIX века британский физик Осборн Рейнолдс установил, что при низкой скорости течения жидкостей их слои движутся по параллельным траекториям, не перемешиваясь. После преодоления критического значения характер течения меняется и становится хаотичным. Аналогично ведут себя и газы. Упорядоченное течение назвали ламинарным, хаотичное – турбулентным.
Особенности ламинарного течения
Название ламинарный произошло от латинского слова lamina, которое переводится как «пластинка». При таком виде течения газовые потоки перемещаются упорядоченно, без изменений направления, скачков скорости или давления. Это похоже на параллельное движение отдельных слоев.

Вода из крана представляет собой ламинарное течение
Особенности турбулентного течения
Название «турбулентный» произошло от латинского turbulentus — «беспорядочный». В этом случае газовый поток не однородный: меняется скорость и направление движения слоев.

Характер движения дыма тлеющей сигареты –пример турбулентного течения
Устройство и назначение газовых линз
При выполнении аргонодуговой сварки характер и скорость движения защитного газа во многом определяют качество полученных швов. При высокой скорости движения аргона, он создает разреженную зону в районе выхода из сопла. Это способствует подсосу кислорода и его попаданию в сварочную зону. К аналогичному результату приводит и слишком низкая скорость подачи аргона. В этом случае в общем потоке газа образуются разрывы, в которые попадает воздух. И в том, и в другом варианте результат получается одинаковый – пористость швов.
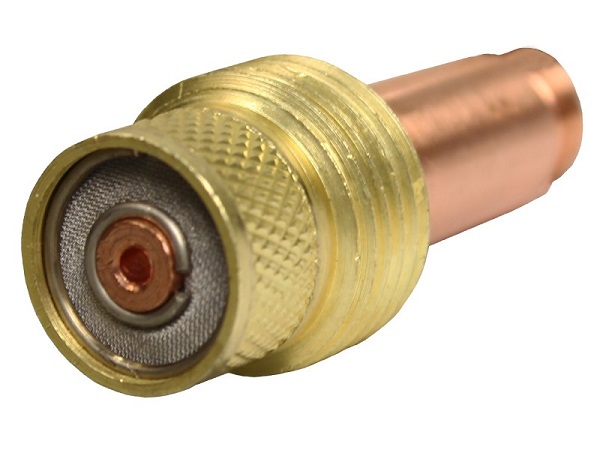
Газовая линза позволяет избежать такой ситуации. Основным ее элементом является пятислойная металлическая решетка из нержавеющей стали, установленная в латунном корпусе цангового зажима. Именно она устраняет турбулентность и обеспечивает газовому потоку ламинарность, что исключает попадание воздуха в сварочную зону. Газовая линза больше, чем стандартный цанговый зажим. По этой причине при ее установке заменяется и сопло горелки.
Газовая линза позволяет получить ламинарный поток аргона при сварке
Керамические сопла для газовых линз отличаются от стандартных сопел большим диаметром и меньшей длиной. Выпускаются и специальные удлиненные модели для работы в труднодоступных метах (например, для сварки угловых швов).
Применение газовых линз
Газовые линзы применяются, когда необходимо обеспечить надежную газовую защиту свариваемых материалов, обладающих особыми свойствами. В первую очередь к ним относится титан. Этот материал востребован благодаря низкому удельному весу, отличной коррозионной стойкости и высокой прочности. Одновременно с этим титан отличается повышенной химической активностью по отношению к газам, содержащимся в воздухе.
При нагревании до 350 °С металл начинает активно поглощать кислород. При этом образуются оксиды титана, которые характеризуются низкой пластичностью и высокой твердостью. При температуре в 500 °С начинается активное взаимодействие металла с азотом. Этот процесс сопровождается образованием нитридов, обладающих сходными с оксидами свойствами.
Еще один вредный для титана газ — водород. Он делает металл хрупким. В результате даже цельная с виду деталь может со временем расколоться по сварному шву.
Газовые линзы полезны при сварке сложных по форме изделий, когда сварочные работы приходится выполнять при увеличенном расстоянии между поверхностью металла и электродом.
Газовые линзы универсальны и при соблюдении определенных правил могут использоваться в разных условиях. Так, для улучшения защиты сварочной зоны от бокового ветра или выполнения работ на повышенных скоростях увеличивается диаметр сопла и расход газа, а расстояние от горелки до детали уменьшается.

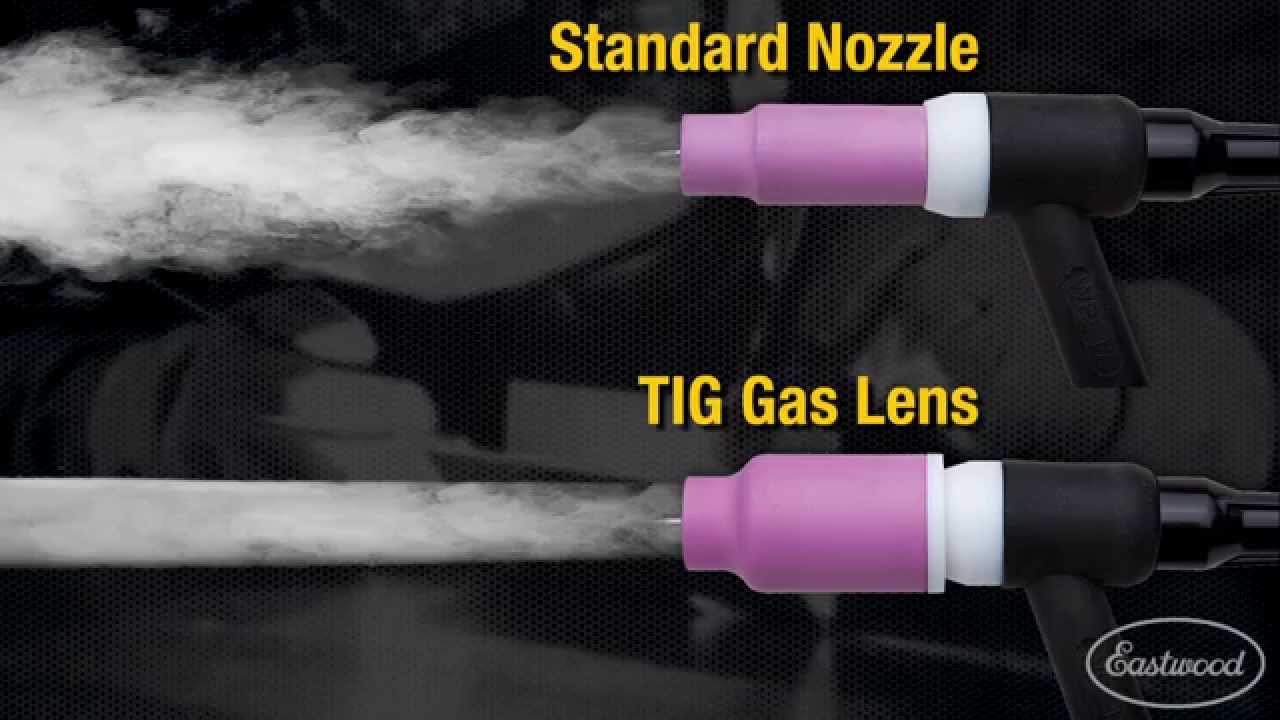
Характер движения газа без газовой линзы (сверху) и с газовой линзой (снизу)
Преимущества и недостатки газовых линз
Преимущества:
- Поток аргона становится упорядоченным и более устойчивым к движению поперечных воздушных масс.
- Поток действует на большем расстоянии, а значит, можно держать сопло дальше от металла и увеличить вылет вольфрамового электрода. Это одновременно улучшает сварщику обзор.
- Газовые линзы позволяют работать с металлами, особо чувствительными к влиянию воздуха.
- При этом угол наклона горелки не влияет на качество швов.
При засорении решетки из нержавеющей стали нет необходимости менять газовую линзу целиком. Достаточно удалить верхний слой сетки.
Недостатки:
- Их использование оптимально для сварки простых швов в легкодоступных местах.
- При применении газовых линз увеличивается расход защитного газа. Максимально он может превышать норму на 40 %.
Заключение
Газовые линзы дороже стандартных цанговых держателей, но они удобны при работе с чувствительными к влиянию воздуха металлами (титаном или алюминием).
Принцип работы газовой линзы
Большинство сварщиков, даже новички, знакомы со стандартными компонентами TIG горелки – это керамическое сопло, цанга, корпус цанги, хвостовик и вольфрамовый электрод. Другой вариант держателя цанги – это газовая линза. Не каждый сварщик использует их, так как зачастую газовые линзы «берегут» для сварки ответственных конструкций, для работы со специальными сплавами или в труднодоступных местах, а их стоимость выше стандартных компонентов.
Как и в отношении других компонентов TIG горелок, выбор правильной газовой линзы зависит от свариваемого материала, силы тока, конфигурации соединения и диаметра вольфрамового электрода. Выбор также зависит от типа используемой TIG горелки – с воздушным или водяным охлаждением - но в обоих случаях, использование газовых линз может создать определенные преимущества в проведении сварочных работ.
Что такое газовая линза?
Газовая линза устанавливается вместо стандартного корпуса цанги, который является обычным элементом в горелке TIG. В соединении с цангой газовая линза помогает удерживать вольфрам на месте и создает электрический контакт, необходимый для передачи тока. Она также выполняет еще одну важную функцию: способствует истечению защитного газа в виде ламинарного потока и в некоторых случаях облегчает доступ к зоне сварки.

Газовые линзы имеют несколько сетчатых шайб (рассекателей) и распорных колец для направления потока защитного газа.
Типичная газовая линза состоит из медного и/или латунного корпуса с несколькими газовыми рассекателями (сетчатыми шайбами) из стали или нержавеющей стали (нержавеющая сталь обеспечивает большую прочность и устойчивость к ржавчине и коррозии), что помогает равномерно распределять защитный газ вокруг вольфрамового электрода и вдоль сварочной ванны. Газовые линзы могут использоваться со всеми видами защитного газа и подходят для TIG горелок как воздушного, так и водяного охлаждения.
Преимущества газовых линз
Газовые линзы уменьшают турбулентность защитного газа и обеспечивают подачу более длинного невозмущенного ламинарного потока газа к сварочной ванне. Газовые линзы также позволяют сварщику отодвинуть газовое сопло дальше от места сварки и сделать больший вылет вольфрамового электрода. Это увеличение расстояния позволяет минимизировать вольфрамовые включения и улучшает видимость дуги и сварочной ванны без ухудшения защиты газом сварочной ванны, особенно в труднодоступных соединениях.

На изображении слева показан равномерный поток газа, полученный в результате применения газовой линзы.
Поток защитного газа, пропускаемый через газовую линзу, также помогает предотвратить чрезмерное окисление таких материалов, как нержавеющая сталь, титан и алюминий. Таким образом, дефекты сварного соединения сводятся к минимуму. При TIG сварке обычных материалов, например низкоуглеродистой стали, газовые линзы позволяют улучшить поток защитного газа, что делает сварной шов более качественным.
Возможность работы с большим вылетом вольфрамового электрода, благодаря создаваемому газовой линзой ламинарному потоку, обеспечивает лучшую видимость места сварки и дуги, что позволяет сварщику выполнить качественный сварной шов в стесненных условиях и в труднодоступных местах при различных положениях шва, таких как «Т», «К» и «Y» соединения.
В некоторых случаях газовая линза может сократить потребление защитного газа. Однако не следует использовать газовые линзы исключительно для этой цели. При прочих равных условиях, таких как сила тока, положение горелки и вылет вольфрамового электрода, ламинарный поток, проходящий через рассекатели газовой линзы, обеспечивает более равномерное распределение защитного газа вокруг зоны сварки, при этом возможно использование меньшего количество газа (расхода газа), чем при использовании стандартных держателей цанги.
Выбор размера газовой линзы
Для горелок воздушного и водяного охлаждения выпускаются газовые линзы различных типов. Выбор типа газовой линзы будет зависеть в первую очередь от размера цанги (10N.. или 13N..), характерного для конкретной горелки. Цанги типа 10N в основном используется для горелок серии 17, 18 и 26), а цанги типа 13N – для горелок серии 9 и 20. При этом необходимо соблюдать силу тока и диаметр вольфрамового электрода в зависимости от толщины и характеристик свариваемого материала, а также учитывать конфигурацию соединения и степень доступа к месту сварки. Например, работа на низких токах при сварке неактивных материалов требует иного типа газовой линзы, чем при сварке химически активных материалов на высоких токах, например, титановых сплавов.
Газовые линзы для цанг серии 10N выпускаются стандартной и увеличенной моделей с обычной длиной. Газовые линзы для цанг серии 13N также выпускаются в стандартном и увеличенном исполнении, но имеют более короткую длину.
Для обычной сварки TIG на низком токе для горелок с цангой 13N подходит стандартная короткая газовая линза, а для горелок с цангой 10N подходит газовая линза обычной длины.
Увеличенные по наружному диаметру модели газовых линз серии XL для горелок с цангами 13N и 10N способствуют лучшему растеканию газа и защите металлов и сплавов, активно реагирующими с атмосферой воздуха. Эти газовые линзы также улучшают распределение газа в сложных и труднодоступных соединениях, позволяя увеличить вылет вольфрама для лучшей видимость сварочной ванны и улучшить доступ к соединению.
Стандартные газовые линзы и увеличенные газовые линзы серии XL для цанг 13N и 10N имеют одинаковые размеры выходных отверстий и рассекателей, а также наружный диаметр, но при этом 13N заметно короче, что позволяет уменьшить наружный габаритный размер горелки
Уменьшенный габаритный размер горелки увеличивает комфорт в работе за счет снижения общего веса горелки и улучшения доступа к соединениям в труднодоступных местах. При сочетании короткой газовой линзы и короткого хвостовика габаритные размеры горелки станут еще меньше.
Правильная установка и уход за газовыми линзами
При присоединении газовой линзы к TIG горелке устанавливается соответствующее сопло и дополнительный переходник-изолятор. Переходник-изолятор герметично закрывает область соединения сопла с газовой линзой и является важным элементом для успешного выполнения сварочных работ. При отсутствии изолятора в месте соединения газовой линзы и сопла, воздух может проникать в поток защитного газа и привести к пористости и другим дефектам сварного шва.
Подобно любой расходной детали газовая линза не имеет определенного срока службы, однако важно следить за признаками ее износа. Во время сварки брызги расплавленного металла могут попадать на газовые линзы, что может привести к загрязнению и деформации рассекателя, в результате чего возможно ухудшение потока защитного газа, что в итоге отрицательно скажется на качестве сварного шва.
Если газовая линза засорена или деформирована, то, например, при сварке алюминия, возможно повышенное окисление металла шва и околошовной зоны из-за недостаточного потока газа и дестабилизации горения дуги, а при сварке низкоуглеродистой стали («черного металла») возможно кипение сварочной ванны и повышенное окисление металла шва, что в конечном итоге ведет к недопустимым дефектам сварного соединения. Визуальный осмотр газовой линзы на предмет загрязнения или износа является лучшим способом предотвращения подобных проблем.
Использование газовой линзы не является решением всех проблем при аргонодуговой TIG сварке, особенно учитывая, что данные изделия стоят дороже стандартных корпусов цанг. Однако использование газовых линз оправдано, когда необходимо проведение сварочных работ с улучшенной защитой сварного соединения или в труднодоступных местах.
Газовые линзы для TIG сварки. Полный обзор. Часть 1.
У фабрикейторов Всея Руси масса вопросов относительно выбора и использования газовых линз для аргонодуговой (TIG) сварки. Это будет, пожалуй, первый русскоязычный обзор по линзам, их различиям, совместимости с горелками и тд.
Что такое газовые линзы?
Для начала разберемся с устройством типичной горелки и терминологией.
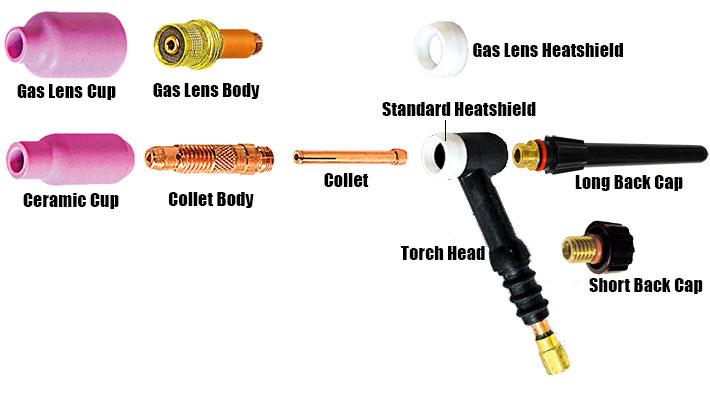
На фото выше два варианта комплектации стандартной горелки для аргонодуговой (TIG) сварки. С типичными китайскими аппаратами горелки идут в самой простой комплектации. В корпус горелки вкручивается цангодержатель (collet body), в который вставляется цанга (collet). Цанга зажимает электрод при затягивании колпачка (back cup), а поверх цангодержателя накручивается керамическое сопло. Такая горелка по сути подходит только для общих промышленных работ и никогда не даст хороших результатов при сварке тонкостенных конструкций или труб. В то же время они неплохо справляются с алюминием при сварке большим током в режиме АС.
Первым апгейдом на пути к качественным швам будет замена простого цангодержателя на стандартную газовую линзу (gas lens body), поверх которой накручивается измененное сопло (gas lens cup). Газовая линза отличается от простого цангодержателя более сложной конструкцией, где аргон подается в сопло не просто через несколько отверстий, а равномерно рассеивается через мелкую сетку.
Такой набор стоит недорого, доступен в любом магазине сварочной техники и позволит получать хорошие результаты при сварке черной и нержавеющей стали, особенно с толстой стенкой. В то же время сварка специфичных металлов вроде титана или тонкостенных сложных конструкций такими линзами либо невозможна, либо очень затруднительна. Да и на обычных трубах из нержавеющей стали результат посредственный. Проблема в довольно узкой "струе" газа, которая не способна обеспечить идеальной защиты зоны шва. Прогресс не стоит на месте и сегодня доступны куда более продвинутые варианты сварочных линз, которые помогают поднять качество и эстетику сварочных швов до невероятных высот.
Для чего нужны газовые линзы? Как они работают? Как влияют на качество шва?
Если Вы не новичок в сварке, то Вам будет не интересно, но все же мы должны дать некоторые пояснения как это вообще работает.
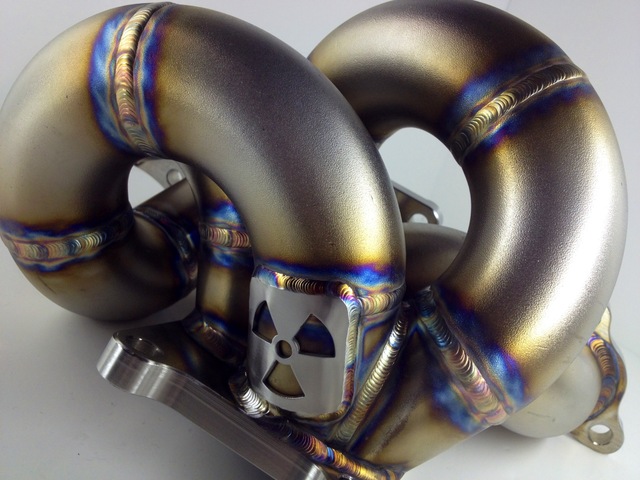
Начнем с того, что "сварка аргоном" крайне неграмотное выражение и лучше его избегать. Процесс этот носит длинное название "сварка неплавящимся электродом в среде защитного газа" и из самого названия становиться ясно, что аргон в данном случае - защитный газ и ничего он не варит. Металл плавиться от нагрева электрической дугой и сваривается по сути сам по себе или с помощью подачи присадочного материала в сварочную ванну. Проблема в том, что расплавленный металл и все легирующие элементы моментально реагирует с кислородом воздуха, выгорают, превращаются в шлак и теряют свои свойства. Дуга в воздухе горит нестабильно. Попробуйте поварить с отключенным газом - и все увидите сами. Подача в зону сварки инертного газа аргона приводит к тому, что он вытесняет кислород а сам при этом никак не реагирует с другими элементами. В этом ключ ко всему процессу аргонодуговой сварки. Мы должны исключить любую возможность попадания кислорода в зону шва. Но мало защитить только расплавленный металл. Вокруг сварочной ванны металл нагревается настолько сильно, что не будучи расплавленным все равно начинает взаимодействовать с кислородом. На поверхности появляется налет шлака, нагар и цвета побежалости. Все это оксиды или оксидные пленки, которые свидетельствуют о том, что свойства металла в этом месте пострадали, а цвет этих пленок косвенно характеризует как сильно. Перегретый окисленный шов на нержавеющей стали, к примеру, становиться ржавеющим и хрупким. Идеальный шов не имеет даже цветов побежалости - он светлый, идеально чистый, цвета основного металла.

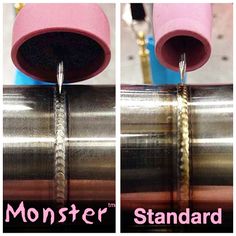
Качеству и эстетике швов нет предела. Но крайне редко можно получить полное отсутсвие цветов побежалости. Чистые прозрачные цвета от бело-голубого до светло-розового, или как его называют salmon так же не являются проблемой, а напротив свидетельствуют о наличии лишь тонкой окисной пленки и весьма выверенном режиме сварки и высоком мастерстве исполнителя.

На фото выше идеальный результат, к которому нужно стремиться, если Вы хотите серьезно улучшить свое мастерство TIG сварки. Такой результат не достижим без использования, кроме прочего, специальных больших газовых линз, о которых речь пойдет ниже.
Мы отметили как важно защитить область шва от контакта с кислородом и качество этой защиты сильно зависит от того, как равномерно, с какой скоростью и с каким по размеру покрытием аргон подается в зону сварки. Газ должен поступать плавно, ламинарным широким потоком, покрывая зону шва и обтекая заготовку во все стороны. Для этого используются большие по диаметру чашеобразные газовые линзы, внутри которых аргон проходит через специальные сетки-диффузоры, рассеивается и плавно подается в зону шва. Эти линзы чаще всего накручиваются на внутреннюю линзу и по сути получается двойная линза - внутренняя стандартная, и наружная большая, которую иногда называют "чашкой".
Прежде чем перейти к обзору линз хочется в тысячный раз отметить важный момент - подача газа с обратной стороны заготовки (внутрь трубы) или так называемый "поддув" совершенно необходимы и обязательны в процессе аргонодуговой сварки. Не делать этого значит зря тратить время. Свойства таких швов будут хуже, чем при быстрой сварке полуавтоматом.
Производители и типы линз.

Линзы из стандартной розовой керамики Alumina, накручивающиеся на внутренние линзы размера WP9 или переходные под большие горелки. Раньше линейка была совсем скромной и включала по сути один вариант огромной линзы с диффузором из скотчбрайта. Сейчас линейка включает четыре размера от 19 до 38 мм в диаметре а мягкие недолговечные диффузоры заменили на металлические многослойные сетки. Компания традиционно увлекается слишком крупными линзами, что на самом деле не очень удобно и по сути не нужно. Немного завышенный ценник. В остальном отличный продукт который смело рекомендуем.

Второй в нашем списке, но вероятно первый по популярности продукт - линзы Furick Cup. Именно эти линзы мы выбрали для поставок в Россию и теперь весь ассортимент доступен у нас в MFSTORE.
Линзы прозрачные из специального стекла, что в некоторых случаях очень удобно для максимального контроля и лучшей видимости в процессе сварки. Диффузоры из нержавеющей сетки, посадка на стандартную линзу WP9 (45V44 или 45V43) через уплотнительное кольцо без резьбы. Для линз BBW и Fupa 12 доступны защитные колпаки из титана, которые одеваются на линзу снаружи, чтобы защитить кромку от случайных повреждений и сколов. У всех линз хорошая комплектация, со сменными диффузорами и уплотнениями и очень разумная цена. В общем совершенно самобытный, продуманный продукт, не похожий на конкурентов.
Основная линейка включает три линзы, представленные на фото выше. Все они предназначена для сварки постоянным током любых металлов, кроме алюминия.
- BBW - самая крупная линза с диаметром диффузора ~27мм. Максимальная защита для экзотических материалов.
- Moose Knuckle 14 - линза среднего размера, 22мм. Самый универсальны рабочий размер на все случаи.
- FUPA 12 - компактная линза, 19мм. Еще один вариант универсальной линзы для тонких стенок и узких мест.



Следующий производитель, которого можно отметить - Toxic Fab. Основатель проекта по имени Колин Маэрс несколько лет назад серьезно продвинул индустрию вперед, поднял качество швов до невероятных высот и превратил процесс сварки в искусство, с активным продвижением в соц сетях и особенно инстаграм. В данный момент он прекратил поддержку проекта и занимается изготовлением ножей, но его линзы по прежнему доступны в онлайн магазине http://www.radweldingsupplies.com а сварка в тюнинге уже никогда не будет прежней. Линзы Toxic довольно дорогие и скорее являются предметом коллекционирования для людей "в теме", чем рабочим инструментом.
Пример работы Колина его собственными линзами. Идеально выверенные движения горелкой в сумме с первоклассным инструментом и расходными материалами. Результат, на который нужно ровняться и которому нужно стремиться, если Вы желаете серьезно развивать свое мастерство.

Отделньо стоит упомянуть линзы Pyrex. Это даже не бренд, а название семейства прозрачных линз, которые отличаются от вышеперечисленных совершенно иной конструкцией. Внутренняя линза здесь не стандартная, она большого диаметра, объединенная с крупным диффузором. А стеклянное сопло простой цилиндрической формы одевается через уплотнительное кольцо. Данная система довольно дорогостоящая и доступна к заказу в том числе и у нас в MFSTORE от нашего партнера USA WELD. Мы не располагаем собственным опытом использования линз Pyrex, но совершенно очевидно, что это серьезный рабочий инструмент. Линзы Pyrex существовали на рынке задолго до того, как появились все конкуренты, представленные выше, но почему-то не снискали особой популярности. Попробуйте - возможно Вам они понравятся или подойдут под некие специфичные задачи.
Газовые линзы для TIG сварки. Полный обзор. Часть 2
Второй материал по теме линз для TIG сварки. И на этот раз рассмотрим вопросы совместимости линз и горелок.

В чем различие горелок?
Начнем с того, что горелки отличаются размером и по сути их есть всего два вида - маленькие и большие. Это очень упрощенное деление, потому что только на картинке выше представлено шесть вариантов горелок, но с точки зрения фурнитуры многие из них идентичные.

Каждая горелка имеет свой номер, который характеризует ее размер и параметры. Обычно номер выбит на шейке и имеет вид WP-9, WP-17, CK9, CK-17F и тд. Нас интересует прежде всего цифра, т.к. буквы обозначают производителя, опции в виде гибкой шейки или наличие газового клапана в горелке и тд. А вот цифра однозначно определяет какие линзы будут совместимы с данной горелкой. В 99% случаев с Вашим аппаратом в комплекте будет горелка номер 17, как наиболее универсальная.
Какие бывают номера горелок?
- Номер 9 (WP-9) - самая маленькая горелка воздушного охлаждения, если не считать всякие экзотические микро-горелки.
- Номер 20 (WP-20) - маленькая горелка водяного охлаждения, полностью идентичная по размеру и фурнитуре горелкам WP-9.
- Номер 17 (WP-17) - "большая горелка" воздушного охлаждения, резьбы и фурнитура увеличенного размера.
- Номер 18 (WP-17) - "большая горелка" водяного охлаждения, во всем идентичная горелкам WP-17.
- Номер 26 (WP-17) - "большая горелка" воздушного охлаждения, идентичная по фурнитуре горелкам WP-17, но больше и массивней.
- TW450/451/452 и др. - промышленные монстры, которые нет смысла рассматривать.
По сути получаем две группы стандартных горелок - маленькие 9/20 и большие 17/18/26. Именно такие сокращения вы найдете во всяких описаниях к линзам и фурнитуре. Для маленьких горелок свои маленькие цанги, цангодержатели, колпачки для электродов, внутренние линзы и сопла. Для больших - свои, увеличенного размера.
Фурнитура горелок 9/20 и 17/18/26 не взаимозаменяема!
И маленькие и большие горелки можно использовать с электродами диаметром 1.6, 2.4 или 3.2мм. Под каждый диаметр электрода нужна своя цанга и свой цангодержатель или внутрення линза. Если диаметр отверстия в линзе больше электрода, то в нее допускается установка меньшей цанги. К примеру во внутреннюю линзу 2.4мм можно вставить цангу и электрод 1.6 мм. А вот наоборот ничего не выйдет - электрод 2.4 никак не вставить в линзу под 1.6мм. Это очевидно, но все же бывает путаница.
Какую горелку выбрать?
Выбор горелки полностью определяется тем током, которым Вы будете варить. Чем выше ток, тем выше номер горелки Вам нужен. Учитывая тот факт, что аппараты с водяным охлаждением горелки довольно дорогие, они редко встречаются в тюнинг мастерских. Поэтому из нашего списка выпадают горелки водяного охлаждения с номерами 20 и 18. Горелка 26 слишком массивная и тяжелая, она подходит для сварки толстостенных конструкций большим током и тоже не лучший выбор при работе с выхлопом или тонким алюминием.
По сути выбор будет между номером 9 и 17. Мы рекомендуем иметь обе! Но предпочитаем в работе WP-9.
Китайские горелки номер 17 идут в комплекте с большинством аппаратов, при этом имеют тяжелый жесткий шланг, резиновый защитный рукав и массивную пластиковую ручку, рассчитанные на промышленные и строительные применения. Этим можно работать и в тюнинге, но мы настоятельно рекомендуем заменить горелку на легкую фирменную. Попробовав хоть раз в работе горелку WP9 с легким супер-гибким шлангом вы никогда не вернетесь к обычным. Как сказал один из наших клиентов - это как будто варить с гирей в руке. Даже более крупная WP17, но без массивной ручки и жесткого тяжелого шланга покажется Вам пушинкой.
Легкая горелка - меньше усталости, точнее движения, выше качество и эстетика швов.

Важно отметить, что наиболее легкие горелки и в частности те, которые продаются у нас в MFSTORE, не имеют кнопки включения и предназначены для работы с педалью. Переход на управление педалью - необходимость, если Вы всерьез занимаетесь аргонодуговой сваркой.
Совместимость линз и горелок.
Мы будем рассматривать совместимость горелок с линзами Furick, но для других брендов принцип точно такой же.
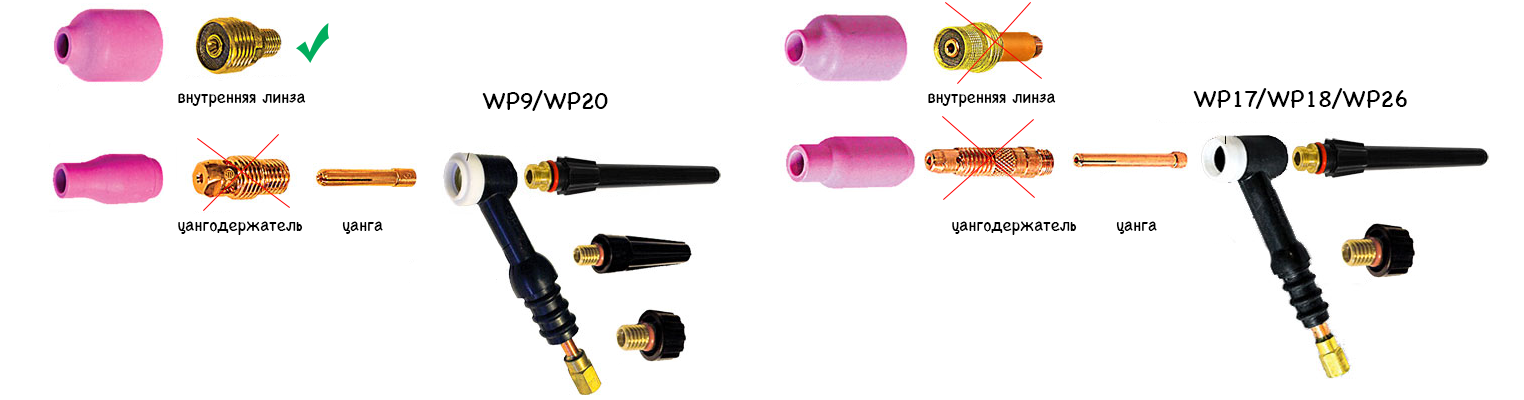
Начнем с того, что все газовые линзы, которые мы рассматривали в первой части производятся под установку только на внутренние линзы. И не на все линзы, а только на самые маленькие, от горелок WP9/20. Вы не сможете установить их в комплекте с обычным цангодержателем а так же не сможете просто установить их на горелки 17/18/26. Смотрите картинку выше. Только на отмеченную линзу удаcться установить внешние линзы Furick или накрутить линзы Toxic, Monster и тд.
Отмеченная внутренняя линза совместима только с горелками WP9/20. Стандартные обозначения таких линз зависят от диаметра отверстия под электрод - 45V44 (2.4мм) или 45V43 (1.6мм). При установке на горелку 9/20 цанга используется стандартная 1.6 или 2.4мм.
На изображении через прозрачную внешнюю линзу Furick BBW хорошо видно внутреннюю линзу, вкрученную в горелку. Внешние линзы или "чашки" Furick не имеют резьбы и держаться просто за счет плотной посадки на резиновое кольцо, одетое чуть выше резьбовой части внутренней линзы. В таком виде горелка полностью в рабочем состоянии, не хватает только электрода.
Что делать владельцам больших горелок 17/18/26?
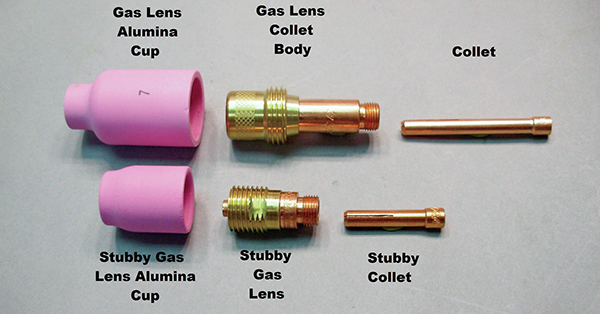
Для установки больших "чашек" на горелку 17/18/26 существуют переходные линзы. В англоязычной терминологии они называются Sybby Gas Lens и встречаются в каталогах многих производителей, включая дешевый китай. Это такая же линза, как в горелках 9/20, но со стороны горелки имеет увеличенную резьбу под горелки 17/18/26. Переходные линзы комплектуются своими цангами (stubby collet).
Вкручиваете такую линзу в Вашу горелку WP17 и вуаля, можно использовать любые сопла и чашки для горелок wp9. Но не все так просто с чашками и линзами Furick.
Переходня линза Furick, представленная у нас в каталоге под артикулом FC002 имеет проточку, в которую вставляется уплотнительное кольцо. Кольцо можно снять и накрутить любую другую линзу, в которой есть резьба. Но обратная установка стеклянной "чашки" Furick на обычную stubby линзу без проточки практически невозможна и не рекомендуется. Для установки внешних линз Furick на горелки 17/18/26 Вам будет необходима именно такая переходная линза с проточкой и кольцом. Важно еще раз заметить, что цанги под такую установку нужны специальные. В комплекте арт. FC002 есть сама линза, цанга и новый изолятор, который может понадобиться для некоторых горелок.
Важное замечание про изоляторы.
Белое пластиковое кольцо между горелкой и линзой называется изолятором. Их конфигурация и размеры могут отличаться у разных производителей горелок и линз. От толщины изолятора зависит какая часть внутренней линзы будет выступать из горелки и как глубоко она будет входить во внешнюю линзу. Тонкий изолятор и большой вылет линзы могут сильно приблизить внутреннюю линзу к диффузору внешней линзы. Не вдаваясь в подробности скажу лишь что это ухудшит работу линзы и качество швов. Учтите это, уделите этому внимание и если нужно замените или доработайте изолятор. Универсального решения здесь нет, все зависит от производителя горелки.
Читайте также: