Генератор сварочный для сварки полиэтиленовых труб
Обновлено: 17.05.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
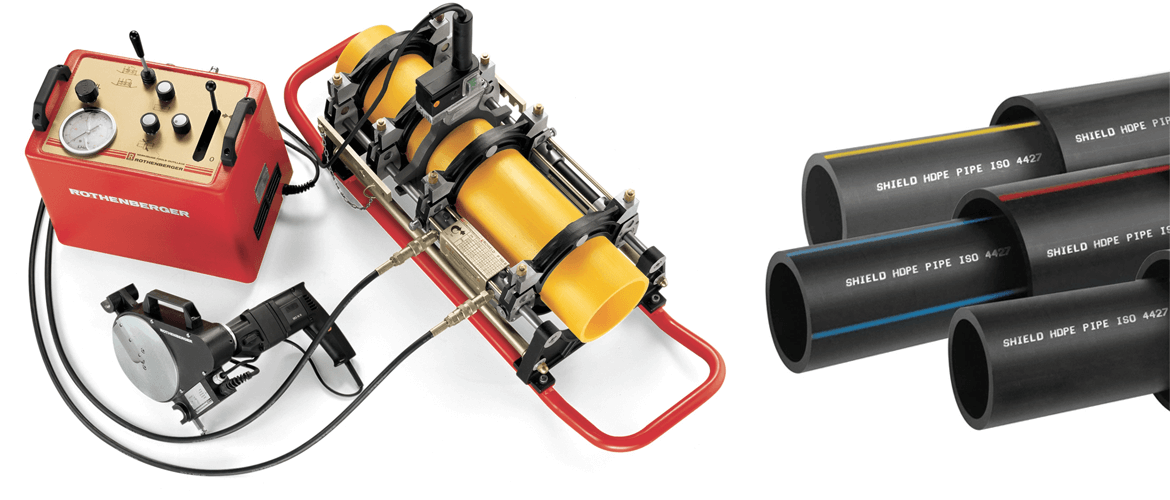
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Электромуфтовая сварка
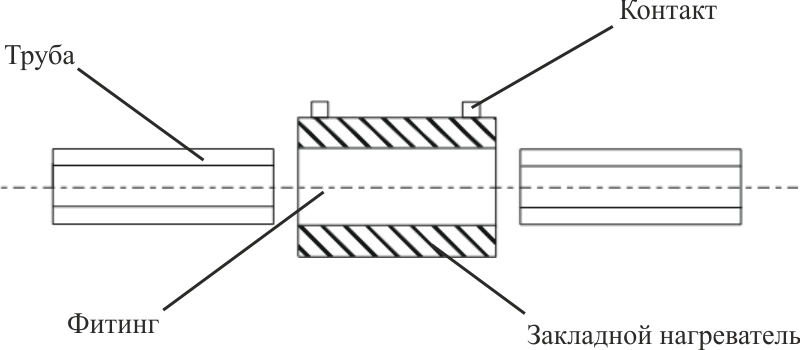
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Стыковые сварочные аппараты для полиэтиленовых труб
Сварочные аппараты для стыковой сварки полиэтиленовых труб и фитингов диаметром до Ø1200 мм марки Nowatech
Уже более 20 лет под брендом Nowatech в Польше выпускается профессиональное оборудование, предназначенное для качественной сварки полимерных труб и фитингов, в том числе полиэтиленовых (ПЭ, ПНД, PE-RT). Аппараты для сварки встык отличаются простотой управления, скрупулезно продуманной конструкцией, эргономичным дизайном. Цена на оборудование на сегодняшний день остается наиболее привлекательной среди аппаратов европейского производства.
Завод выпускает четыре серийных модификации сварочных машин:
- аппарат оснащен 4-мя зажимами и позволяет, не смотря на отсутствие гидропривода, выполнять сварку напорных ПЭ трубопроводов, в том числе SDR17 и SDR11;
- зажимы сводятся с помощью зубчатой передачи, усилие измеряется пружинным динамометром;
- нагреватель управляется кнопками встроенного в рукоятку электронного контроллера с функцией таймера;
- параметры сварочного процесса приведены в прилагающейся таблице.
от 330 000 ₽
- управление гидроцилиндрами осуществляется при помощи рычага;
- параметры сварочного процесса отображены в таблице, давление регистрирует манометр, временные интервалы отмечает секундомер;
- аппарат можно оборудовать прибором протоколирования Nowatech RZEN-2000.
от 584 250 ₽
3 Nowatech ZHCN-E – полуавтоматические гидравлические стыковые сварочные аппараты с электронным управлением и функцией протоколирования параметров сварки
- управляющая программа выводит на дисплей пошаговые руководства для оператора;
- встроенная память вмещает до 3-х тысяч сварочных протоколов;
- зафиксированный протокол можно передать на ПК, на флэш-накопитель или непосредственно на принтер для печати.
от 853 375 ₽
- "человеческий фактор" сведен к минимуму;
- электронная память фиксирует и хранит до 4 тысяч протоколов;
- предусмотрен USB-порт для скачивания протоколов на компьютер, мобильный носитель или передачи на принтер прямо на объекте;
- модель можно оснастить устройством для автоматического выброса нагревателя, в этом случае она будет классифицироваться как аппарат с высокой степенью автоматизации.
от 1 040 500 ₽
Основные элементы аппаратов стыковой сварки Nowatech

Центратор UMSN/UMSN-R
Центраторы сварочных аппаратов Nowatech имеют относительно малый вес. Часто это позволяет осуществлять погрузку и транспортировку аппарата к месту сварки вручную в тех случаях, когда для транспортировки аппаратов других производителей уже потребуется специальное подъемное оборудование.

Торцеватель FRDN
Устройство обладает легковесной алюминиевой конструкцией. Ножи торцевателя заточены с обеих сторон. В случае, если одна из сторон затупилась, лезвие можно перевернуть на 180° и использовать вторую сторону. На каждом торцевателе имеется надежная страховочная система для исключения случайного запуска вне центратора.

Нагреватель PGEN
Нагреватели аппаратов для сварки встык Nowatech оборудованы сменным покрытием из PTFE ткани. Данный материал обеспечивает исключительную легкость отрыва торцов свариваемых труб от нагревателя, в том числе при сварке труб большого диаметра – никаких специальных приспособлений не требуется.
Температуру нагревателя регулирует микропроцессорная система.

Стенд PNRN для размещения нагревателя и торцевателя
Стенд обеспечивает удобство транспортировки компонентов, защиту от загрязнений, притупления ножей торцевателя во время перевозки. Тепловые экраны уменьшают время, за которое нагреватель достигает заданной температуры, и оберегают оператора машины от ожогов.
Как работают аппараты стыковой сварки полиэтиленовых труб
Сварка ПЭ труб и фитингов встык – это соединение 2-х торцов полимерных изделий, нагретых до нужной температуры, с последующим сжатием нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является обеспечение технологического контроля параметров, таких как:
- усилие прижима (достигается путем регулирования давления в гидроцилиндрах сварочного аппарата);
- температура нагрева;
- продолжительность последовательных этапов технологического процесса.
Процесс стыковой сварки труб может быть разбит на пять основных этапов:
- Подготовка труб. Установка и закрепление труб в центраторе и на роликовых опорах. Определение давления перемещения, затем – процедура торцевания.
- Предварительный нагрев (до возникновения начального грата) и основной нагрев.
- Извлечение нагревателя.
- Соединение труб и достижение давления сварки.
- Охлаждение сварного соединения.
Свариваемые трубы (фитинги) должны быть выполнены из одного материала (PE80, PE100, PERT и пр.), совпадать по диаметру и SDR, а также принадлежать к одному классу давления.
Компания «ПЭСВАР» предлагает лучшие цены на стыковые сварочные аппараты марки Nowatech всех представленных в каталоге моделей.
Выбираем сварочный аппарат для полиэтиленовых труб
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
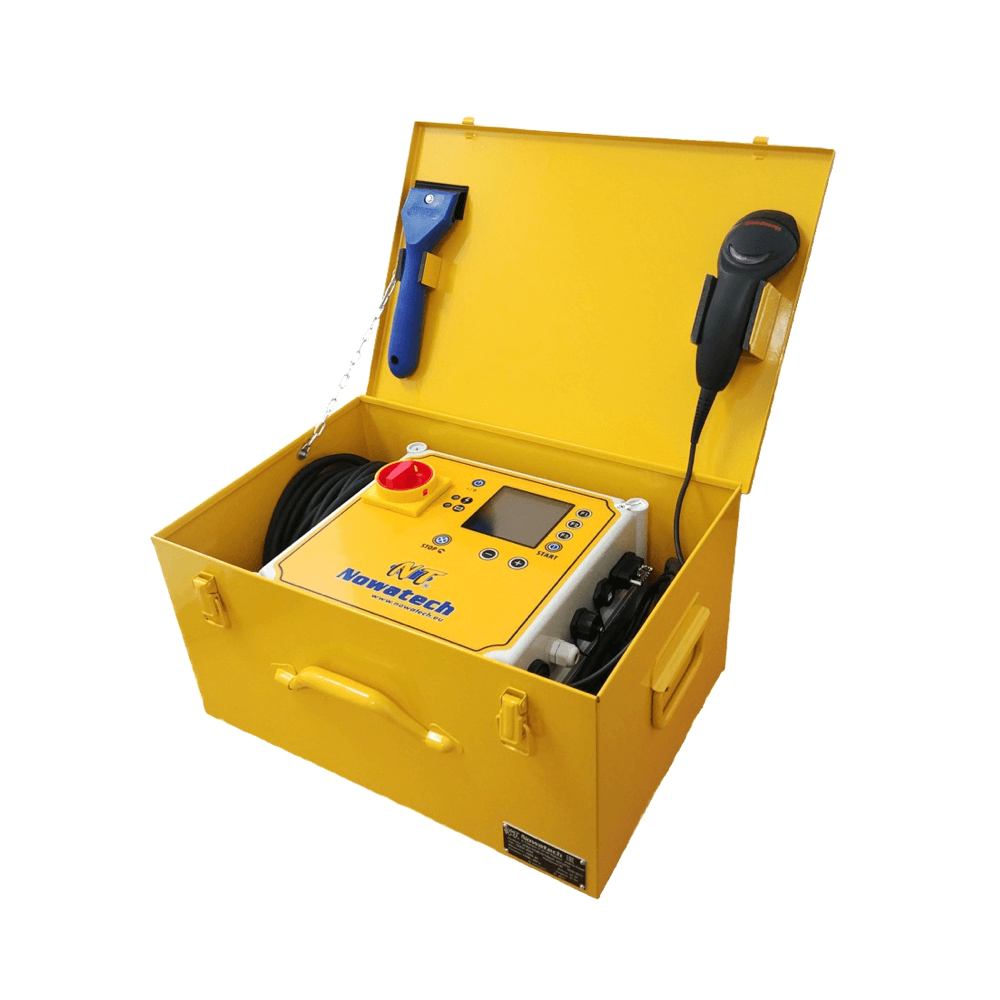
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | - |
| ZERN-800 Plus | 160 | 1,45 | - |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | - |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | - |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
1. Monster HL, EL и GL
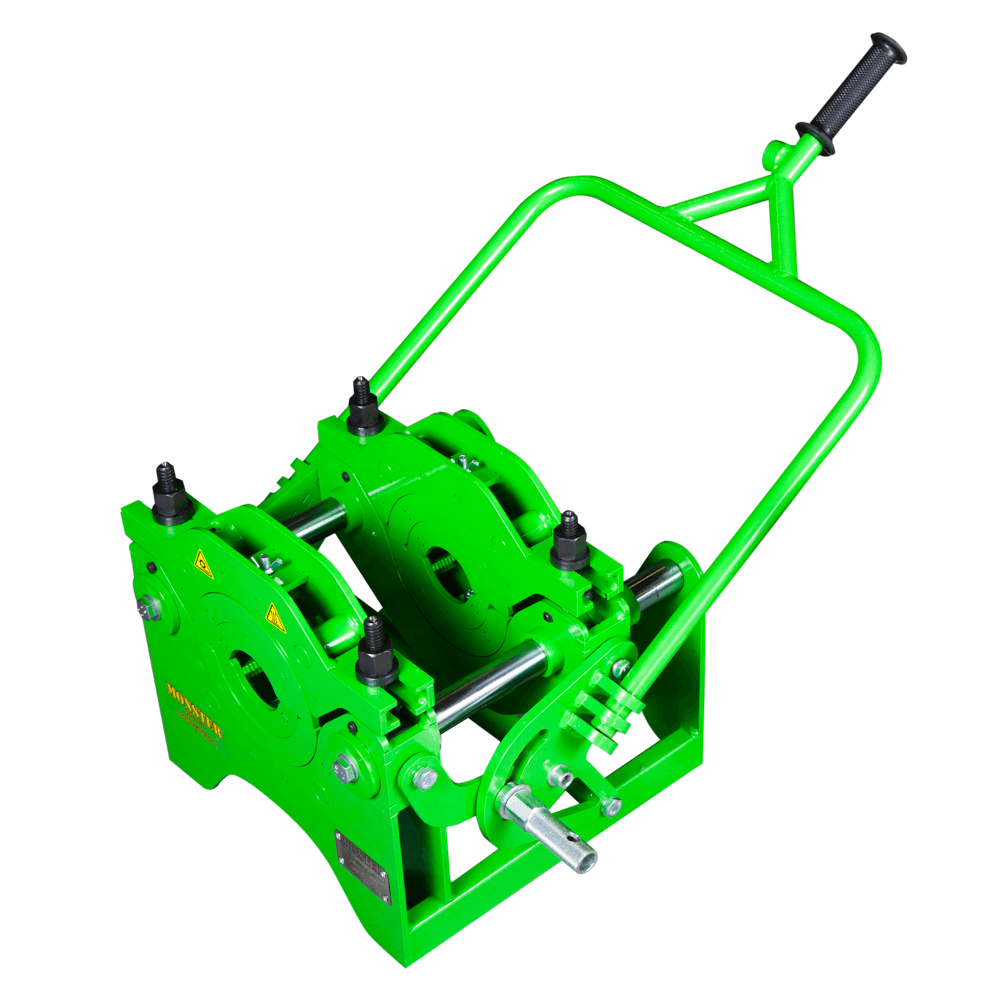
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
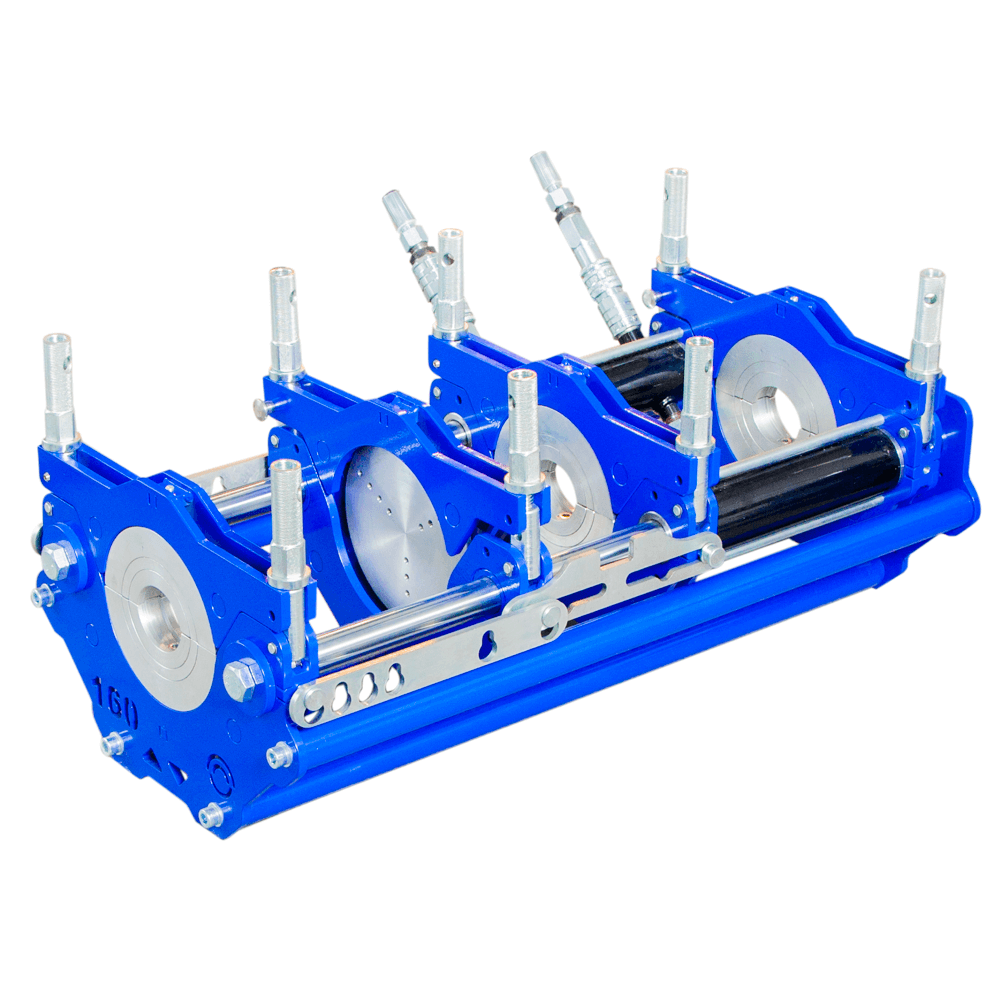
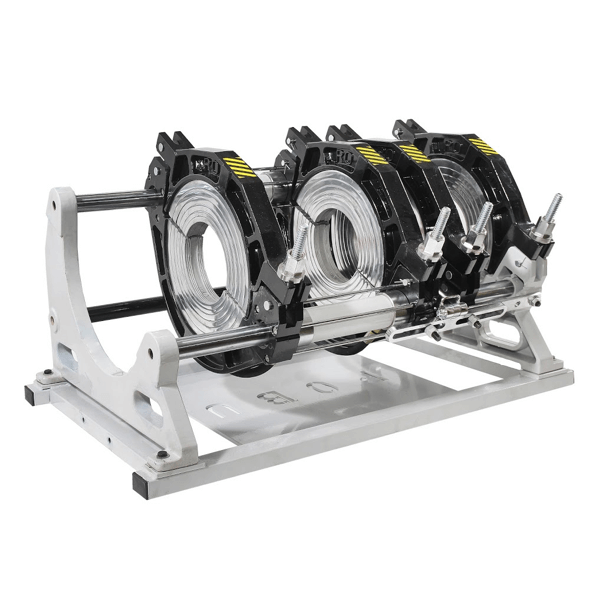
Установки для сварки пластиковых труб, гидравлические и механические аппараты
Двухзажимные и четырехзажимные установки с механическим приводом для сварки полиэтиленовых труб (ПЭ, ПНД) встык.

Двухзажимные и четырехзажимные гидравлические установки для стыковой сварки пластиковых труб большого диаметра.

Предназначены для выполнения электросварочных работ. Аппараты могут использоваться как силовые генераторы для питания потребителей электрическим током напряжением 220/380 В.

Предназначены для приведения в действие ручного гидравлического инструмента – отбойных молотков, бетоноломов, шлифовальных, отрезных машин, погружных шламовых помп, гайковертов, сварочных аппаратов, силовых генераторов и другого гидравлического инструмента.
В настоящее время для прокладки канализации, дренажных систем, газопровода, а также для защиты электрических и оптоволоконных кабелей широко применяют полимерные материалы:
- полиэтиленовые ПЭ (PE);
- полипропиленовые ППР (PPR);
- металлопластиковые (PEX-AL-PEX);
- поливинилхлоридные ПВХ (PVC).
Возможность использования аппаратов для сварки полиэтиленовых труб привела к значительному ускорению и удешевлению монтажных процессов.
Технологии сварки пластиковых труб
Существует три основных метода неразъемного соединения элементов:
- встык;
- электромуфтовый;
- с закладными нагревателями.
Представляемые нами установки ROBU выполняют стыковое соединение пластиковых труб, которое заключается в расплавлении кромок материала и последующем сжатии двух частей под давлением. Заключительным этапом является остывание.
Данная технология дает возможность совмещать секции из любых полимеров, которые при нагреве переходят в вязкое состояние, а после охлаждения затвердевают. К ним относятся ПЭ, ПП, ПВХ.
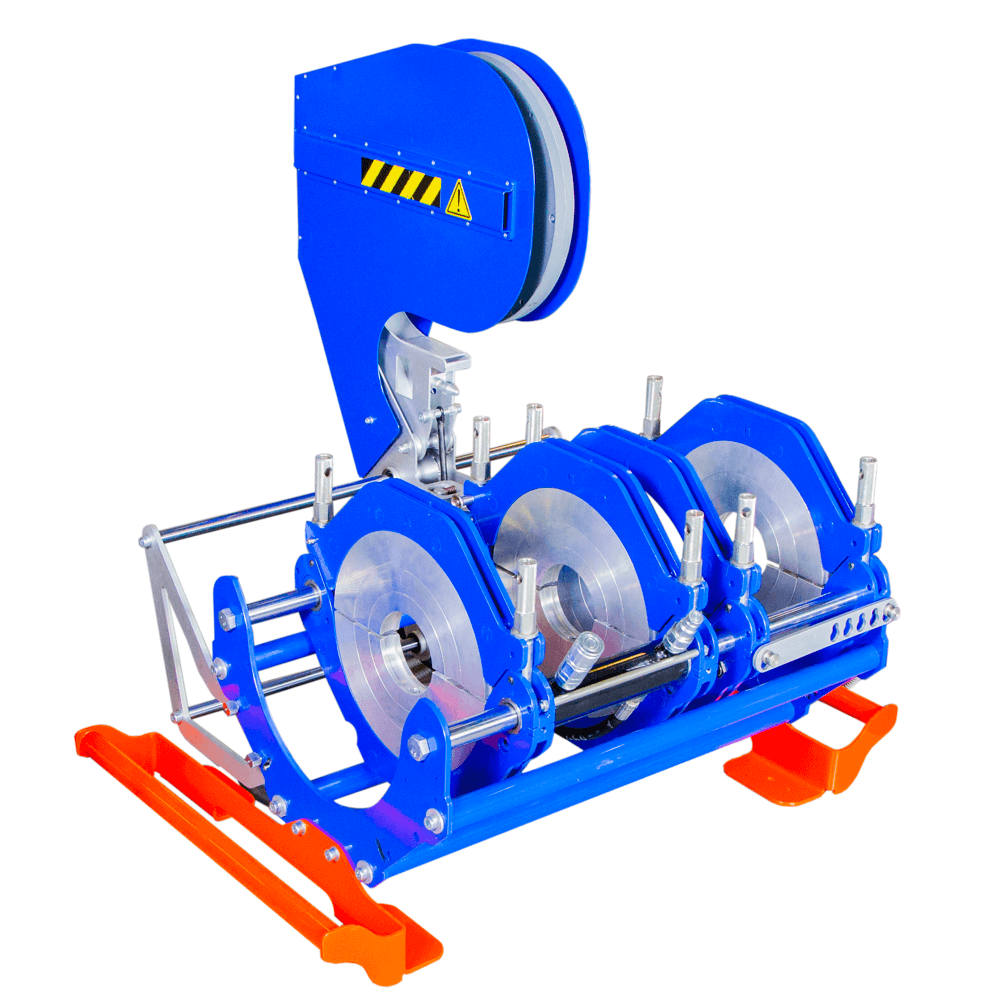
Аппараты ROBU для стыковой сварки пластиковых труб (ПЭ, ПНД)
Для того чтобы выбрать установку для сварки труб, нужно знать материал и диаметр соединяемых элементов. Существуют механические (с рычагом или приводным винтом) и гидравлические сварочные аппараты, выполняющие стыковое соединение пластиковых труб.
- Механические установки используются для сварки полиэтиленовых труб. ПЭ коммуникации используют для прокладки канализации, дренажных систем, газопровода, а также для защиты электрических и оптоволоконных кабелей.
- В случае износа металлических коммуникаций их можно восстановить методом протяжки пластиковых систем. Для изготовления футляров из ПЭ используется установка для сварки полиэтиленовых труб. Часто монтажники сталкиваются с задачей состыковки деталей большого диаметра. Сделать это возможно только с помощью сварочного аппарата с гидравлическим приводом, который создает любое сварочное усилие.
Механическое оборудование установок ROBU для сварки пластиковых труб включает:
- опорную раму;
- гидроагрегат;
- блок приборов для сварки полипропиленовых труб.
Захваты с обеих сторон выполнены в форме полуколец. Электроторцеватель для выравнивания кромок, которым снабжен аппарат, представлен в виде вращающегося диска с двусторонними ножами. Нагревательный элемент – это круглая пластина из металла с антипригарным покрытием, внутри которого находятся ТЭНы.
Современный аппарат сварки пластиковых труб не требует специальной подготовки для его эксплуатации. Задача оператора, который использует прибор для сварки полипропиленовых труб, состоит в контроле показателей манометра в момент прижима.
Профессионалы выбирают качество и надежность
Аппараты для сварки пластиковых труб ROBU имеют различия в параметрах эксплуатации, размерах и характеристиках. Компактные станки подходят для работ в ограниченном пространстве, на готовом трубопроводе и на внутренних пластиковых системах.
Высокое качество установок гарантирует долгий срок службы, удобство оператора и отличное соединение полимерных частей коммуникаций. Благодаря обширному каталогу устройств, каждый заказчик сможет выбрать наиболее подходящий для объемов работ инструмент для сварки полипропиленовых труб.
Для проведения других электросварочных работ, особенно в условиях отсутствия стационарных источников питания, рекомендуем гидравлические сварочные аппараты серии АСГ.
Читайте также: