Глубина сварки полипропиленовых труб 25
Обновлено: 19.05.2024
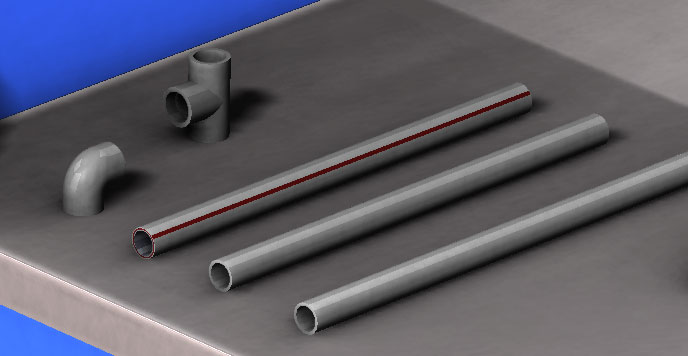
Полипропиленовые трубы могут применяться для всех систем водоснабжения (кроме противопожарных). Монтаж трубопровода достаточно прост, но для него необходим специальный сварочный аппарат. Прямые участки труб соединятся муфтами, уголками, тройниками большего диаметра. При монтаже элементы трубопровода соединяются таким образом, что наружный диаметр трубы сваривается с внутренним диаметром муфты (уголка, тройника и т.п).
Для холодного водоснабжения водоснабжения в большинстве случаев подойдет обычная неармированная труба. Для горячего водоснабжения следует использовать только армированную полипропиленовую трубу. Это связано с тем, что при нагреве полипропилен значительно расширяется, использование армирующего слоя позволяет несколько снизить величину удлинения трубы при нагреве.
Минимально допустимая температура воздуха в помещении для монтажа трубопровода из полипропилена - 5 градусов.
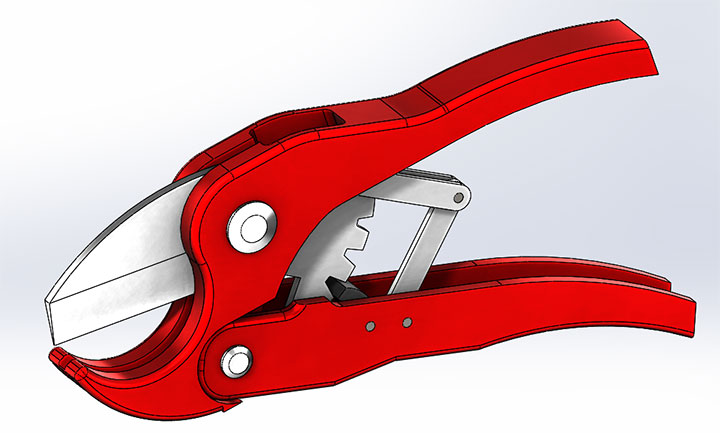
Для нарезки трубы используются специальные трубные ножницы или роликовый труборез.
Сварочный аппарат для полипропиленовой трубы
Для сварки трубопровода из полипропилена используется специальный сварочный аппарат (его часто называют паяльником), на него устанавливаются насадки дорн и муфта, размер насадок определятся диаметром трубопровода, который необходимо сваривать. Насадок дорн используется для нагрева внутренней поверхности деталей типа "Муфта" (уголков, тройников, переходников). Насадок муфта используется для нагрева наружной поверхности трубы.
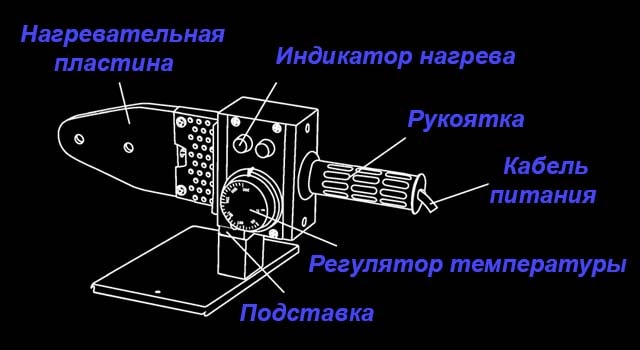
Конструкция сварочного аппарата для трубы из полипропилена
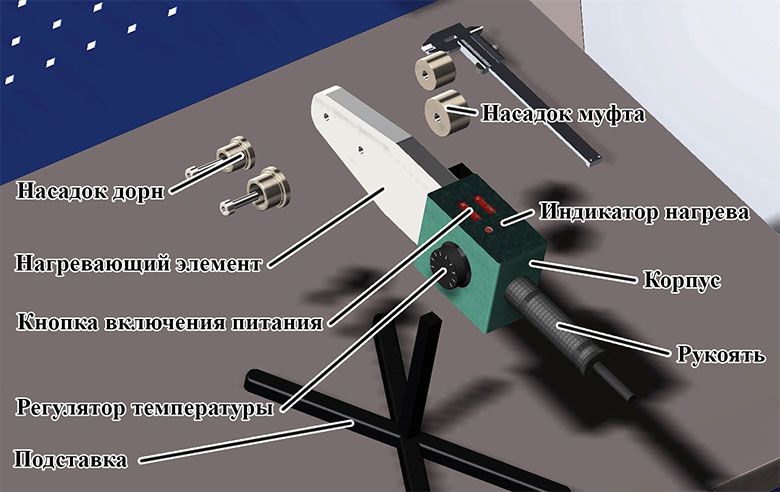
Основными элементами аппарат для сварки полипропиленовых труб:
- Корпус;
- Поставка;
- рукоятка со шнуром электропитания;
- Нагревающий элемент;
- Кнопки включения питания ТЭНов;
- Индикаторы нагрева ТЭНов;
- Регулятор температуры;
- Насадок дорн;
- Насадок муфта.
Процесс сварки труби из полипропилена
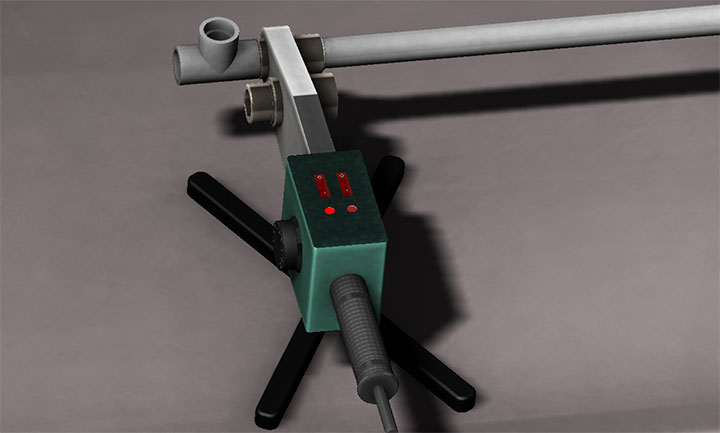
Сварочный аппарат устанавливается на верста или рабочий стол, подключается электропитания. Многие нагреватели имеют два ТЭНа с двумя кнопками включения, это необходимо для установки оптимального режима работы. Для быстрого нагрева следует включить два ТЭНа, впоследствии для поддерживания температуры достаточно одного включенного ТЭНа. Свечение индикаторов рядом с кнопками свидетельствует о том, что ТЭН нагревается, температура нестабильна. Сварку нужно производить когда индикаторы погаснут.
Для сварки полипропиленовой трубы необходимо регулятором установить температуру 260 градусов.
После прогрева сварочного аппарата необходимо одновременно установить трубу в насадок муфта, а соединительный элемент (тройник, уголок и т.п) на дорн.
Сколько времени нужно для нагрева полипропиленовой трубы?
Время прогрева труб различного диаметра представлено в таблице.
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 |
| Время нагрева на аппарате, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 | 40 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 360 | 360 |
После прогрева необходимо одновременно снять трубу и элемент с насадков и соединить. При этом следует выдержать глубину сварки, для удобства можно предварительно нанести на трубу метки.
Какая глубина сварки полипропиленовой трубы?
Величина на которую труба должна быть "утоплена" в соединительный элемент указана в таблице.
| Диаметр трубы | Глубина установки |
| 20 | 15 |
| 25 | 17 |
| 32 | 19 |
| 40 | 20 |
| 50 | 24 |
| 63 | 28 |
| 75 | 30 |
Несоосность трубопровода и муфты при монтаже не должна превышать 3 градусов.
После сварки элементов соединению нужно дать соединению остыть, нельзя вращать элементы, или прикладывать нагрузку к трубопроводу.
Для соединения с резьбовыми деталями на трубу устанавливаются разъемные и неразъемные муфты.
Технические требования при сварке и монтаже полипропиленовых труб

Работа с ППР предусматривает нормы и правила, четко расписанные СП 40-101-96 для монтажа и укладки трубопроводов. Например, температура сварки полипропиленовых труб 25 мм составляет 280-290°C. Там же регламентируется глубина погружения в насадку-матрицу, время удержания пайки и её остывание, в зависимости от диаметра. Но для того, чтобы освоить профессию монтажника PPR, необходимы еще и другие знания, но обо всем по порядку.
Технические характеристики
Технические характеристики полипропиленовой трубы дают всю информацию, необходимую монтажнику для сварки и укладки. То есть, специалист ещё при покупке учитывает потребности, необходимые для монтажа отопления, холодного и/или горячего водоснабжения.
Маркировка PPR
На каждой полипропиленовой трубе, которую вы покупаете в магазине, есть маркировка, напечатанная вдоль ППР. Эти данные позволяют определить, подходит ли она для того или иного назначения. Обратите внимание на изображение, расположенное выше – там поясняются значения каждого сочетания букв и цифр. Но опытные сантехники, как правило, обращают внимание только на значение PN и диаметр – все остальное подтягивается по умолчанию.
Конечно, в первую очередь, PPR подбирают по диаметру трубы: для ремонта в квартирах, как правило, достаточно Ø 20-25 мм, а вот, в частном доме обычно от 20 до 32 мм, а порой даже до 40 мм (на стояк отопления). Но вернёмся к значению PN, которое позволяет определить, для чего использовать эту трубу.
| Аббревиатура | Цифровой символ | Допустимое давление, МПа | Назначение |
| PN | 10 | 1,0 | Для жидкости до 45°C. На практике используется крайне редко |
| 16 | 1,6 | Для жидкости до 60°C. Применяется для контуров с холодной водой | |
| 20 | 2,0 | Для жидкости до 80°C. Применяется для ГВС и отопления. PN20 также называют универсальной трубой | |
| 25 | 2,5 | Для жидкости до 95°C. Можно использовать, как в автономном, так и в централизованном отоплении |
Видео описание
7 грубейших ОШИБОК сварки ПОЛИПРОПИЛЕНОВЫХ труб.
Особое внимание следует уделить армированным трубам, как на фотографии выше. Алюминиевая фольга удерживает полипропилен от деформации, когда по нему проходит горячая вода, то есть, контур ГВС или отопления, зафиксированный на кронштейнах с шагом 80-120 см не будет выгибаться. Для монтажа водопровода и отопления в частном секторе сантехники предпочитают использовать универсальную PN20, делая из неё не только обвязку отопления и ГВС, но также и распределение холодной воды. Впрочем, это больше зависит от владельца дома и, если он хочет сэкономить, то на холодную воду монтируют PN16. Также следует сказать о PN10 – в настоящее время из такой тонкостенной трубы делают разве что поливные системы для дачных огородов и отказываются применять её в сантехнике.
Для централизованного отопления подходят трубы PN25, которые выдерживают давление до 2,5 МПа или 25,5 атм. Такие величины предусмотрены неспроста: при запуске системы в начале отопительного периода давление увеличивают для проверки целостности контура и радиаторов. Так, опрессовочное давление в девятиэтажке может достигать 16 атм., а вот гидроудары могут вызвать разовые кратковременные скачки более 20 атм. Если в PN25 присутствует аббревиатура PEX, то вместо алюминиевой фольги для армирования применяется стеклоткань, но на прочность это не влияет.
Принцип расположения слоёв на стенках PN25 такой же, как и в PN20, но в первом случае алюминиевая фольга или стеклоткань расположены ближе к наружному слою (почти под верхом), поэтому, когда труба плавится в матрице, верхнее покрытие уходит и остается фольга. Понятно, что такая сварка не будет иметь должного качества, поэтому для PN25 используют шайвер, как на фото вверху. Этот инструмент напоминает школьную точилку для карандашей, только режет не под конус, а в ровной плоскости, снимая фольгу. После такой операции пайка получается отличной.
Требования к сварке PPR
Сначала посмотрите эту таблицу, чтобы потом объяснения были более понятными.

Возьмём для примера самую ходовую трубу, это PPR20 PN20 или армированная полипропиленовая труба с наружным Ø 20 мм и прочностью стенок до 2 МПа или 20,4 атм. ППР с такими параметрами используют даже для отопления в малоэтажных домах, но, начиная от 9-ти и более этажей лучше применять PN25.
Сварим PPR20 с уголком 90°, как это показано на верхней фотографии. Сначала разогреваете паяльник, установив терморегулятор на 280°C, но когда в помещении прохладно, то на 290°C. Если вы делаете это впервые, то на трубе лучше карандашом поставить метку на 14 мм от края. В одну руку берёте уголок, а в другую трубу и надеваете их на матрицу до нужной глубины (до метки). Удерживаете в этом положении 5 секунд, затем резко снимаете с насадки (паяльник лучше фиксировать, прижав ногой опорную подставку к полу) и стыкуете стороны, придерживая в ровном положении ещё 4-5 секунд. К следующей пайке на этом узле можно приступать не ранее, чем через 3 секунды, чтобы не деформировать стык.
Ещё раз обратите внимание на верхнее изображение (правый нижний угол №4). Если сварка выполнена с учетом перечисленных выше требований, то при разрезе стыка спаянные места будут выглядеть, как монолит. Это вовсе не бахвальство мастерством, а одно из условий надёжности пайки. Когда к трубе приваривают какой-либо фитинг с резьбой, то на него обязательно будут что-то накручивать, следовательно, на всех стыках, находящихся на одной линии с резьбовым фитингом, нагрузка будет увеличена. С некачественной пайкой это приведет к протеканию узла.
Фитинги
Теперь поговорим о фитингах, при помощи которых можно делать повороты, обводы, переходы металла на полипропилен и наоборот, а также коллекторных разводках разного типа. Чаще всего используются уголки, тройники и переходные муфты при монтаже обвязки от котла отопления или централизованного водопровода с бойлером. Для подачи холодной/горячей воды на какую-либо запорную арматуру из металла выводятся фитинги с наружной или внутренней резьбой (по необходимости). Под бойлер или любой смеситель лучше всего использовать установочную планку, где расстояние между центрами выходов составляет 150 мм, что соответствует расстоянию у смесителей. Такую планку используют даже профессионалы. Дело в том, что без неё можно сбить угол на 1-1,5°, что не будет заметно, но при установке крана такая проблема будет ощутимой.
Рекомендация: если установочную планку нужно крепить на неровную стену, то лучше покупать металлическую, так как полипропиленовая погнется и углы на выходе будут со сбоем.
Пайка полипропиленовых труб: технология, инструменты.
В 90% случаев при монтаже полипропиленовых контуров возникает потребность перехода с металлической трубы на ППР. Чаще всего для таких целей задействуют электросварку, чтобы приварить штуцер для накручивания PPR фитинга. Когда сам не сварщик, а попросить некого, то из этого может вырасти целая проблема, но выход все-таки есть. Это безрезьбовые компрессионные муфты, как на фото вверху, или такие же тройники для врезки. То есть, вместо того, чтобы приварить штуцер, трубу разрезают и фиксируют на ней тройник либо на её краю накручивают муфту с одной гайкой. Для бытового уровня, это просто находка.
Порой возникает необходимость пересечения одной или нескольких труб поперёк их направления. Решить такой вопрос можно двумя путями: спаять переход в виде буквы «П», воспользовавшись четырьмя уголками на 90°, либо, как на верхнем фото, задействовать кусок трубы, которую называют обходом. То есть, это даже не фитинг и нужно будет две проходных ППР муфты. Радиус этого приспособления может быть больше или меньше – все зависит от того, сколько рядов придётся обходить. В редких случаях в магазине можно встретить обвод для одного ряда и у него входные отверстия для сварки с двух сторон.

Для подключения к газовым, электрическим, твердотопливным и дизельным котлам, а также к электронагревателям (бойлерам) и водомерам в основном используется фитинг под названием «американка». На ней для перехода на металл может быть наружная или внутренняя резьба, обязательно есть накидная гайка и входное отверстие для пайки ППР. Такое устройство очень удобно для жестких узлов, где предусмотрена разборка. Главный плюс детали в том, что для её отсоединения/присоединения не придётся ничего резать или гнуть.
Запорная арматура из полипропилена делится на две категории:
- Краны - перекрываются при помощи рычага, который двигает шаровым устройством.
- Вентили – управляется при помощи барашка, закреплённого на шток с червячным механизмом, который поднимает и опускает запорный клапан.
Такие устройства надёжнее металлических, так как не поддаются коррозии. Единственный недостаток, это невзрачный внешний вид, но, так как это технический узел, то на него мало кто обращает внимание.
Материал, из которого на заводе изготавливают фитинги, имеет разный состав и их можно разделить на три категории:
- Гомопропилен – РРН, РР-1.
- Блоксополимер – РРВ, РР-С, РР-2.
- Ранбом сополимер – РР-3, PPRC, PPCR.
О каждой из трёх перечисленных модификаций можно рассказать подробно, но это уже тема отдельной статьи. Кроме того, сантехники не особо обращают на это внимание, так как качество сварки не зависит от маркировки.
Фиксаторы для полипропиленовых труб
Теперь немного информации о том, как крепятся полипропиленовые трубы. В большинстве случаев для этой цели применяют полимерные защёлки, как на верхней фотографии. Любой контур, сделанный из этого материала чуть ли не вдвое легче воды, которая по нему циркулирует. Поэтому, для диаметров 20,25 и 32 мм всегда есть в продаже такие приспособления.
Как нужно паять полипропиленовые трубы
Но в тех ситуациях, когда требуется надёжность, используют стальные хомуты с пластиковым дюбелем для крепления. С внутренней стороны обеих половинок хомута есть резиновые прокладки. На хомуты такой конструкции фиксируют не только полипропиленовые, но также поливинилхлоридные и металлические трубы.
По большей части PPR трубы прячут под штукатуркой, гипсокартонном или ПВХ/МДФ панелями, но для этого их тоже нужно как-то зафиксировать. Обычно для водопровода штробят канал, а саму трубу, чтобы не выпала, крепят ленточным перфорированным подвесом. Это также можно делать без штробы - просто прижать ППР лентой, как хомутом, притянув с двух сторон пластиковыми дюбелями с саморезами.

Заключение
На сегодняшний день полипропиленовые трубы для сантехники и отопления можно назвать самым востребованным, а также одним из самых качественных материалов. Полимеры сейчас все больше и больше оттесняют различные металлы и достойно занимают огромную нишу на рынке сантехники.
Технология пайки полипропиленовых труб: подготовка и процесс

Сварка полипропиленовых трубопроводов выполняется при обустройстве систем отопления, канализации, водопровода, а также во время ремонта или модернизации действующей магистрали. При стыковке элементов обеспечивается прочное соединение, герметичность и безопасная эксплуатация трубопровода в течение длительного времени. Пайка полипропиленовых труб осуществляется с помощью паяльника. Инструмент называют также сваркой или утюгом для труб из полипропилена.
Технология пайки
Полипропилен при нагреве становится мягким, напоминая по консистенции пластилин. Частички жидкого материала взаимно проникают в смежную деталь. После остывания он отвердевает, становится устойчивым к разрыву. Остывший шов по техническим параметрам не уступает основному материалу. Чтобы обеспечить качественное соединение, рекомендуется соблюсти условия:
Благодаря термопластическим характеристикам полипропилена обеспечивается надежная стыковка элементов. Прочный шов получается только при соблюдении технологии сваривания и выборе качественных материалов. Рассмотрим ниже, как паять полипропиленовые трубы. На аппаратах, поддерживающих установку нескольких насадок, гильзу можно устанавливать в удобной позиции. Месторасположение нагревательного патрона на качество прогрева не влияет.
Сложность сваривания
Пробный монтаж и соединение первого звена системы можно выполнить на столе или на полу в удобном месте. Дальнейшее сваривание на объекте выполняется в различных технических условиях. К некоторым участкам системы доступ утюгом затруднен.
Перед тем как паять трубы на труднодоступных участках, рекомендуется подобрать удобную позу. Неудобное расположение вызывает задержки в работе, появление различных дефектов, например:
- перегрев деталей с расплавлением полипропилена и его растеканием;
- соединение глубже или меньше, чем положено по стандарту;
- монтаж с перегибом или поворотом элемента.
При нагреве и соединении следует соблюдать синхронность действий: обе детали подогреваются и снимаются с насадки одновременно. Перед сборкой разогретых деталей невозможно обойтись без задержки. Пауза возникает из-за необходимости поставить аппарат на площадку. Время технического простоя напрямую зависит от опыта мастера и его скорости работы. Погрешности в работе приводят к возникновению наплывов, смешению шва, растрескиванию и порче соединения.
Порядок выполнения диффузной пайки
Стыковка торцов выполняется напрямую раструбной пайкой либо с помощью муфт. Муфта представляет собой фасонную деталь, которую используют в качестве стыкующего звена. Она уместна для труб с диаметром до 63 мм. Вместо муфты пригодны обрезки труб большего диаметра, чем свариваемый участок. Участок трубы и муфты на стыке расплавляется, обеспечивая надежное крепление.
Соединение в раструб требует точной стыковки элементов труб. Края должны быть идеально защищены. Неровности и заусеницы после обрезки не допускаются. После расплавления торцов аппаратом происходит их диффузное соединение. Если возникли погрешности во время торцевания, при подаче воды образуется течь или разрыв стыка.
Подготовка к свариванию
Перед установкой новых труб рекомендуется расчертить схему трубопровода на стене. Упрощенная схема представляет собой линии, начерченные в соответствии с месторасположением будущей магистрали. Разметка на стене позволяет проконтролировать ориентацию трубопровода.
Чтобы не подгонять трубы по размеру во время пайки, следует заранее замерить точную длину каждой трубы. Если соединение осуществляется с помощью муфт, следует предусмотреть запас на их установку. При монтаже встык учитывают деформационные изменения. При расплавлении труба уменьшается на 1-2 мм.
Для удобства сваривания труб диаметром свыше 40 мм необходим утюг с центрированием. Его могут использовать мастера, знающие, как паять полипропилен. К инструменту прилагается несколько различных тефлоновых насадок размером 14-63 мм, представляющих собой нагревательный элемент. Различают насадки в форме гильзы и дорна. Первая разновидность нагревательного элемента предназначена для расплавления наружной части трубы, вторая – изнутри.
Тефлоновые насадки должны быть чистыми. Нельзя оставлять на них частицы оплавленного материала. Сразу после пайки горячий корпус протирают грубой ветошью, устойчивой к высокой температуре, например, брезентом. Очищать остывшие элементы не рекомендуется, иначе тефлоновый слой повредится, что приведет в будущем к прилипанию расплавленного полипропилена.
Подготовка оборудования
Не во всех моделях в комплектацию входит подставка. Паяльник устанавливают на ровной площадке в легкодоступном месте так, чтобы не перевернулся по неосторожности. Насадки нужного диаметра кладут рядом. Некоторые разновидности утюгов позволяют одновременно использовать сменные комплектующие различного диаметра.

Прогрев нагревательного элемента происходит по всей длине равномерно до заданной температуры. Степень нагрева выставляется предварительно на панели. Для полипропилена температура пайки полипропиленовых труб на шкале устанавливается на значении 260⁰. Разогрев аппарата длится 10-15 минут. В холодном помещении требуется дольше времени на прогрев, чем в отапливаемой комнате. При температуре ниже 0⁰ сварка запрещена.
Как выбрать аппарат для пайки труб в видео:
Подготовка труб к свариванию
Край трубы обрезают специальными ножницами под прямым углом. Место среза шлифуют и обезжиривают этиловым спиртом или мыльным раствором. Поверхность тщательно просушивают. Изделия с маркировкой PN 10-20 сваривают сразу, а с PN 25 дополнительно зачищают шейвером, удаляя часть полипропилена и алюминия на глубину пайки. Ориентируются по размеру насадки до ограничителя.
Важно! Для обезжиривания запрещено использовать любые растворители, бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность полипропилена.
При раструбном соединении важно придерживаться глубины зачистки и ширины фаски. Степень зачистки должна совпадать с глубиной установки элементов.
Разогрев полипропилена
Монтаж полипропиленовых труб включает два этапа: разогрев стыкуемых участков и соединение. Деталь надевают на насадку соответствующего диаметра. Трубу устанавливают в гильзу до ограничителя на всю зачищенную длину, а фитинговый элемент на дорн до упора. Необходимо контролировать глубину разогрева, труба должна располагаться в гильзе без перекосов до упора в ограничитель. Выдерживают необходимое время для прогрева. От параметров изделия зависит время выдержки и температура пайки полипропиленовых труб, таблица отображает все важные параметры сваривания при температуре в помещении +20⁰.
Нельзя превышать время нагрева, иначе поверхность деформируется, что приведет к искривлению геометрии и невозможности состыковать детали без зазоров. При стыковке расплавленных участков внутри трубопровода появляются отеки полипропилена, которые застывают крупными валиками. Выступающий материал уменьшает проходимость магистрали.
Важно! Замеры температуры на зеркале утюга осуществляется термозондом.
Сварка пластиковых труб невозможна без технической паузы в несколько секунд после нагрева, которая необходима для снятия деталей с тэна. В холодном помещении за этот период разогретые участки успевают приостыть, что ухудшает качество стыковки. Чтобы шов был прочным, рекомендуется на несколько секунд время нагрева увеличить, чтобы материал сильнее расплавился. Оптимальное дополнительное время вычисляется посредством подбора, при этом нужно учитывать:
- температуру окружающей среды;
- номинал сечения трубопровода;
- время выдержки для прогрева.
Температуру выставляют в пределах 255-265⁰. Если она превысит показатель 270⁰, шов получится тонким, не способным удержать напор воды. Это происходит из-за быстрого нагрева наружного слоя до плавления. При этом вглубь материал прогреться не успевает, поэтому диффузное проникновение полипропилена смежных участков деталей не происходит.

Особенности пайки
Сварка полипропиленовых труб выполняется быстрыми движениями посредством прикладывания разогретых участков друг к другу так, чтобы участок трубы вошел в стакан фитинга до нужной глубины. Необходимо отслеживать соотношение края, чтобы избежать перекоса на шве. Зачистку и подгонку длины необходимо выполнять до сваривания, иначе система разгерметизируется из-за возникшего статического напряжения.
Чтобы шов не остыл во время технической паузы, оборудование располагают так, чтобы от места монтажа до установки прибора расстояние было минимальным. Этот нюанс следует предусмотреть заблаговременно. Время, потраченное на перенос оборудования и элементов, приводит к утрате тепла. Шов получается слабым из-за частичной диффузии между слоями полипропилена.
На корректировку положения дается 2-4 секунды. В этот период нельзя элементы проворачивать, сгибать и рассоединять. Если шов не получился, участок обрезают, а процедуру повторяют повторно. Следует помнить, что подобные промахи приводят к уменьшению длины трубы, перерасходу материала. При отсутствии опыта, незнании теории о том, как правильно паять полипропиленовые трубы, сваривание лучше доверить профессионалу.
При пайке могут допускаться и ошибки, о них в видео:
Охлаждение и проверка герметичности
Шов нельзя охлаждать принудительно. Из-за перепадов температуры возможно растрескивание и деформация в зоне плавки. Трубопроводу необходимо предоставить время для естественного остывания. Проконтролировать температуру можно на ощупь. Остывший участок предварительно проверяют на герметичность продувкой. По окончанию пайки по трубопроводу пропускают воду, постепенно повышая давление, осматривают швы на наличие протечек и проходимость.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали. На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.

Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как снизить вероятность брака?
Спаивание элементов в условиях затрудненного доступа рекомендуется выполнять вдвоем. Второй специалист помогает вынимать второй элемент из насадки, убирает паяльник на платформу. Первый мастер двумя руками аккуратно стыкует детали с минимальной паузой. Иногда требуется помощь третьего лица. К его услугам прибегают, когда трубу необходимо зафиксировать в стене в смежной комнате. Попытки выполнить все операции самостоятельно на сложных участках всегда приводят к браку и необходимости выполнять сварку заново.
Во время пайки необходимо соблюдать точность движений. Следует выдерживать правильный наклон фитингового элемента относительно второй детали, осевой угол поворота его на трубе, глубину захода в стакан фитинга. Для контроля глубины захода и угла поворота фитинга на поверхности обеих деталей делают отметки. Чтобы каждый раз не отмерять припуск на одинаковых по сечению участках, пользуются шаблоном.
Утюг не нуждается в отключении в течение всего периода сваривания. Мастер потеряет время на разогрев оборудования. Паяльник готов к работе после того, как потухнет индикатор нагрева. Горящий индикатор показывает, что зеркало подогревается до нужной температуры. Если в этот период приступить к сварке, труба качественно не прогреется. Чтобы соблюсти технологический процесс и время выдержки, рекомендуется проверять параметры по таблице, которую рекомендуется держать под рукой.
Если приобретены комбинированные трубы, их соединяют только после обязательной зачистки. Глубина снятия фаски должна быть на 2 мм больше, чем глубина втулки, в которую вдевают элемент. Армирование уменьшает деформационное расширение в 10 раз. На изделиях с наружным армированием перед пайкой шейвером снимается часть поверхности на необходимую глубину для стыковки. Трубы с внутренним армированием не нуждаются в зачистке. Их укладка выполняется быстрее.
О секретах подгонки труб в этом видео:

Следует помнить, что неармированный полипропилен чувствителен к воздействию горячей воды. При подаче жидкости, превышающей +50⁰, материал расширяется на 1,5%. Это приводит к увеличению длины трубопровода. На каждый метр магистрали деформация составит 15 мм. Для систем отопления необходимы армированные трубы, а обычные полипропиленовые аналоги подойдут только для холодного водопровода.
Как правильно спаять отопление и водопровод из полипропилена

Цена труб и фитингов из полипропилена (сокращенно – ППР) заметно ниже, чем других полимеров – металлопластика, сшитого полиэтилена. Но можно сэкономить дважды — купить недорогой паяльник и спаять водопровод либо отопление из PPR своими руками.
Суть проблемы: в интернете опубликовано множество инструкций и видео по соединению трубопроводов в отрыве от реальных условий монтажа. Домовладелец учится правильно сваривать фасонные элементы на столе, но не знает тонкостей прокладки и стыковки готовых участков. Предлагаем изменить подход — пайка полипропиленовых труб и монтажные работы должны осваиваться одновременно.
Этапы монтажных работ
Невысокая стоимость полипропиленовых систем с лихвой компенсируется сложностью сварки изделий PPR. Труднее монтируется только сантехника из стальных и медных труб, которые нужно варить газовой горелкой. Разводка металлопластиковыми и полиэтиленовыми материалами делается проще, но стоит дороже.

Чтобы надежно и красиво спаять трубопроводы водоснабжения и отопления из полипропилена, рекомендуем работать в такой последовательности:
- Нарисуйте водопроводную и отопительную схему, перенесите проекции магистралей на стены помещений.
- Подготовьте необходимые инструменты и приспособления. Профессиональный сварочный аппарат (он же паяльник или «утюг») с набором насадок лучше взять в аренду, а не покупать.
- Нарежьте заготовки и сварите участки системы в удобных условиях – на столе.
- Готовые участки закрепите по месту и соедините между собой. Подключите сантехнические и обогревательные приборы.
Примечание. Составление схемы и разметка трасс на стенах позволит вам четко выбрать комплектующие – тройники, отводы, муфты и определить количество труб для закупки.
Рисуем монтажную схему
На этапе укладки трубопроводов и подсоединения сантехнического оборудования нужно иметь на руках проект отопления и водопровода. Если схема разводки еще не разработана и диаметры магистралей не определены, рекомендуем сначала ознакомиться с руководством по выбору отопительной системы частного дома.
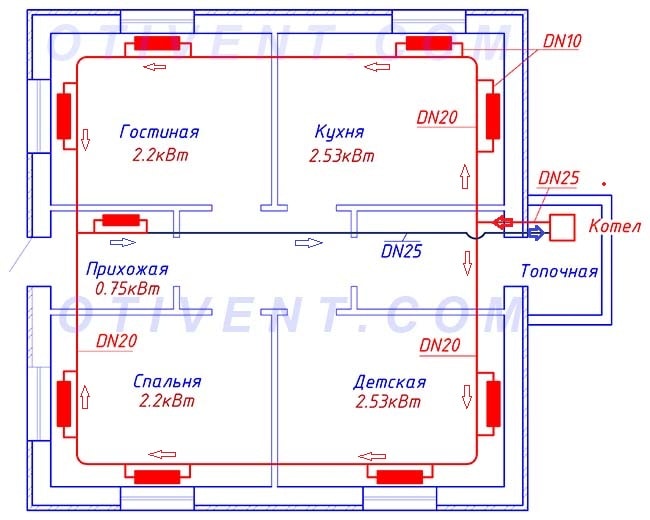
Пример однотрубной системы отопления одноэтажного дома
Перед тем как закупать и сваривать полипропиленовые элементы, перенесите схему в реальные условия:
- Разметьте контуры радиаторов либо заранее установите все отопительные приборы.
- Нанесите карандашом или маркером на внутренние поверхности стен точки монтажа водяных розеток, кранов, распределительных коллекторов и прочей арматуры.
- Пользуясь длинной рейкой и строительным уровнем, соедините отмеченные точки линиями, вдоль них потом проложите пластиковые трубы.
- По числу разветвлений и поворотов трубопроводов выясните потребность в фитингах – тройниках, муфтах и отводах.
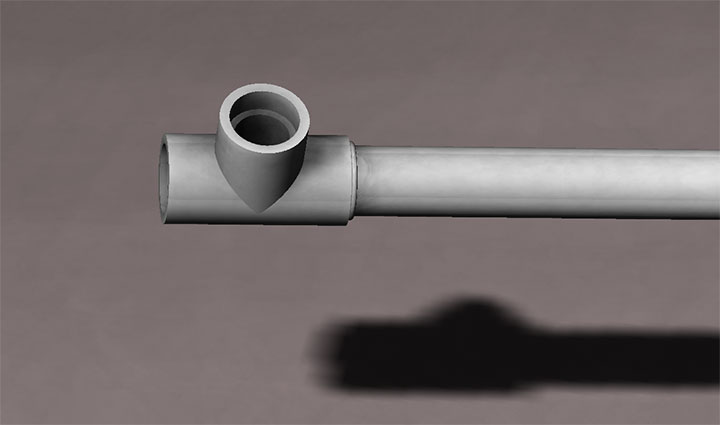
Важный нюанс. Грязевики должны ставиться в правильном положении – горизонтально, «носиком» вниз. Под установку водяных фильтров выбирайте подходящие прямые участки.
После вычерчивания проекций на стенах несложно рассчитать, сколько потребуется полипропиленовых труб, достаточно замерить длину линий рулеткой. Не забудьте о пластиковых клипсах для крепления трубной разводки.

Разметка на стене помогает увидеть реальные контуры будущей системы
При закупке фитингов и труб возьмите на заметку ряд рекомендаций:
- пайка пластиковых труб производится путем погружения каждого торца внутрь фасонного элемента на глубину 14—22 мм (зависит от диаметра), значит, длина каждого прямого участка увеличивается на 3—5 см;
- в системе отопления и ГВС полипропилен удлиняется за счет нагрева, поэтому во избежание изгибов магистралей нужно приобрести специальные фитинги — компенсационные петли;
- для пересечения других трубопроводов используйте обходные элементы, сделанные из ППР;
- на горячее водоснабжение и подачу теплоносителя берите трубы, армированные алюминиевой фольгой, базальтовым или стекловолокном.
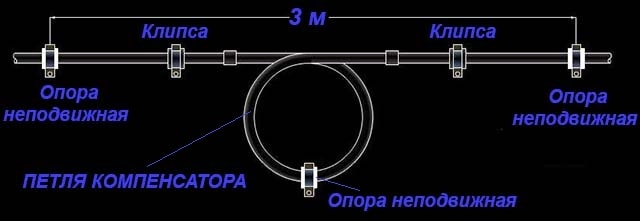
Компенсационные петли ставятся на линиях большой протяженности либо стояках, зафиксированных неподвижными опорами (например, перемычка между 2 металлическими трубами соседних квартир). Без компенсации удлинения PPR труба в обеих случаях изогнется саблей из-за нагрева.
Дельный совет. Если вы планируете заняться сваркой полипропилена впервые, купите лишних 2—3 метра трубы и несколько запасных муфт. С помощью прямых соединителей легче проконтролировать качество стыков, так что потренируйтесь и спаяйте несколько соединений.
Паяльник для полипропилена и другие инструменты
Малогабаритные сварочные аппараты рассчитаны на стыковку полипропилена размером 20—63 мм (наружный). Трубопроводы большего диаметра в домашних коммуникациях используются крайне редко. Вам подойдет паяльник для полипропиленовых труб любой конструкции – с круглым или плоским широким дорном в виде утюга.

Разновидности сварочных аппаратов и тефлоновых насадок
Справка. Проще всего взять нагреватель с комплектом насадок в аренду. Стоимость проката в сутки – от 4 до 8 у. е. в зависимости от региона проживания и первоначальной цены аппарата.
Помимо паяльника, для разметки и сваривания труб ППР понадобится набор инструментов и приспособлений:
- секундомер;
- ножницы для резки – обязательно, ножовки и болгарки не годятся;
- шейвер – устройство торцевания труб, армированных алюминием;
- средства измерения – рулетка, угольник, линейка;
- маркер либо простой карандаш;
- обезжиривающий состав – уайт-спирит, бензин «калоша», нефрас, спирт (ацетон не годится);
- ветошь;
- перчатки защитные.

Здесь перечислен инструментарий, необходимый конкретно для пайки ППР труб. Чтобы крепить разводку к стенам и подключать к батареям, понадобится комплект ключей, дрель, молоток и отвертки.
У всех сварочных аппаратов есть неприятная особенность – паяльник болтается в гнезде подставки и свободно двигается вместе с ней по столу. Совет опытного мастера: прикрепите подставку к столешнице двумя самонарезающими винтами, а нагреватель зафиксируйте шурупом, как показано на фото.

Паяем первый стык
Технология сварки полипропилена выглядит довольно простой – конец трубы и фитинг одновременно разогреваются паяльником, затем стыкуются вручную. Здесь и кроется подвох – при малейшем отклонении от технологических требований соединение становится ненадежным.
Важный момент. Доработка или ремонт неудачного стыка невозможен – бракованный участок вырезается, соединение восстанавливается путем применения новых фитингов и наращивания трубы (при необходимости). Поэтому новичкам стоит потренироваться перед ответственным паянием.
Органы управления и функциональные элементы паяльного нагревателя
Как правильно паять трубы согласно инструкции производителей полипропилена:
- Ножницами обрежьте трубопровод под нужный размер. Если PPR армирован алюминием, произведите зачистку торцевой части шейвером. Цель – удалить верхний слой фольги и подогнать наружный диаметр под внутреннее сечение фасонного элемента.
- Отложите от торца расстояние 14—22 мм (см. таблицу ниже) и нарисуйте на поверхности метку, указывающую глубину погружения. Если необходимо зафиксировать положение трубы относительно фитинга, нанесите на обеих изделиях соответствующие риски.
- Включите паяльный аппарат, настройте температуру +260 °С и дождитесь, пока погаснут индикаторы нагрева. Смочите ветошь уайт-спиритом и обезжирьте сплавляемые поверхности.
- Одновременно наденьте трубу и фитинг на ответные профили насадок. Трубный торец погружайте до метки, не глубже. Выдержите положенное время прогрева, ориентируясь по таблице.
- Так же одновременно стяните свариваемые элементы с нагревателя и быстро вставьте конец трубы внутрь фитинга (до метки, не до упора!). Максимальный временной интервал между снятием с аппарата и стыковкой – 3 секунды.
- Удерживайте стык руками в течение нескольких секунд (точно указано в таблице). Оцените качество соединения – внутренний проход не должен перекрываться расплавом.
Примечание. Производители полипропилена категорически не рекомендуют вращать элементы вокруг собственной оси в процессе насаживания / снятия / стыковки. Фитинг и патрубок стягиваются с паяльника и соединяются только прямым движением.
Как нетрудно заметить по таблице, глубина погружения и длительность выдержки деталей на аппарате зависит от диаметра трубопровода. Если превысить указанное время, полипропиленовый расплав закроет часть проходного сечения. В случае недогрева стык пройдет опрессовочные испытания, но спустя 1—2 года станет протекать.

Сварочные работы рекомендуется вести при температуре окружающего воздуха не ниже +5 °С. Если приходится варить полипропилен на холоде либо при тридцатиградусной жаре, время нагрева следует откорректировать на 50% в одну или другую сторону — рекомендация производителя. На практике лучше выполнить несколько пробных стыков и определить выдержку опытным путем.
Собираем секции на столе
Самая качественная пайка труб выходит в удобных условиях, когда сварочный аппарат закреплен на столе. Отсюда вывод: нужно разбить отопительную / водопроводную сеть на участки, которые можно изготовить отдельно, а потом соединить между собой по месту.

Постарайтесь сделать на столе максимум сварочных работ и сформировать готовые секции
Как разметить и сварить секции полипропиленовых труб:
- Установите сантехническое и отопительное оборудование – котел, буферную емкость, коллекторы, смесители и так далее.
- Разбейте линии на отдельные секции с таким расчетом, чтобы стыки участков находились в удобных местах. Вдоль намеченных трасс закрепите на стенах трубные хомуты – защелки (иначе – клипсы).
- Вычислите длины прямых труб между каждой парой фитингов. Учитывается 3 размера: чистая длина, погружение в фасонный элемент и расстояние от трубопровода до стены.
- Отмерьте и отрежьте прямые куски по размеру, поставьте ограничительные и ориентировочные метки.
- Обезжирьте все торцы и переходите к свариванию.
Наибольшее затруднение вызывает деление на секции. Приведем пример: двухтрубная нижняя разводка отопления разбивается на длинные горизонтальные участки и радиаторные подводки. Первые представляют собой трубу с приваренным тройником и муфтой, вторые – фигурный элемент из нескольких отводов и патрубков, заканчивающийся резьбовым переходником под кран.
В технологии сборки секций гораздо проще разобраться, просмотрев видеоурок опытного мастера:
Свариваем участки в неудобных условиях
Монтаж по месту начинается с фиксации сваренных секций в клипсах, установленных вдоль трассы на стене. Первый участок нужно жестко закрепить, чтобы труба не скользила внутри защелок, либо упереть другим концом в стену. Затем снять с подставки паяльник и сваривать стык на весу.
Совет. Сборочные работы лучше выполнять с помощником, при необходимости он удержит одну трубу или примет у вас сварочный аппарат, когда потребуются обе руки для быстрого соединения нагретых деталей. Если помогать некому, нужно создать на первом участке надежную точку опоры, чтобы элементы не двигались в клипсах.

Здесь сварка производится без особых затруднений – жало паяльника легко надевается на трубы
Опишем несколько приемов сварки полипропилена в труднодоступных местах:
- Когда первый участок закрепить не получается, попросите помощника подержать трубу. По окончании нагрева быстро передайте ему паяльник и соедините элементы.
- Если нагреватель «утюга» упирается торцом в стену, попробуйте освободить концы свариваемых труб из фиксаторов.
- Вариант второй: отыщите более удобное место для пайки, нарастите длину трубопровода с помощью муфты и таким образом перенесите точку соединения.
- Если детали невозможно раздвинуть на ширину нагревателя, прикрутите к «утюгу» 2 одинаковых комплекта насадок и надевайте обе секции с одной стороны дорна, как демонстрируется на фото.
- Одиночный стык в глубокой нише, куда аппарат не войдет в любом положении, опытные исполнители варят так: снимают клещами с дорна разогретую насадку и вставляют ее между соединяемыми деталями.
Примечание. Последний способ считается довольно рискованным – снятая насадка быстро остывает, нужно уметь точно подгадать время выдержки. Права на ошибку нет – когда стык потечет, придется переделывать часть системы и устранять последствия затопления.
По окончании сборочных работ сделайте опрессовку – заполните трубопроводную сеть водой, накачайте максимальное рабочее давление и оставьте на 1 сутки. Подробности монтажа и проверки смотрите во втором видеоуроке:
Соединение ППР без сварки
В жизни случаются ситуации, когда применение традиционной пайки полипропиленовых деталей исключено. Например, стык расположен в труднодоступном углублении или при монтаже внезапно отключили свет, а вам осталось сварить последнее соединение. Практикуется 3 одноразовых способа:
- разогрев газовой горелкой и последующая стыковка;
- использование компрессионной муфты типа Gebo;
- посадка элементов на анаэробный клей.
Почему указанные варианты считаются одноразовыми. Склейка и нагрев горелкой не могут обеспечить требуемой надежности стыка и применяются лишь в крайнем случае на магистралях холодного водоснабжения. Соединять подобным образом трубы отопления и ГВС крайне нежелательно. Муфты Gebo надежны, но слишком дороги.

Технология соединения без паяльника проста – детали обезжириваются, аккуратно греются пламенем горелки, стыкуются и фиксируются на 6—10 секунд. Методика демонстрируется ниже на видео.
Склеивание производится согласно инструкции на упаковке анаэробного герметика. Конец трубы и гнездо фитинга следует зачистить, обезжирить и наложить клей небольшой кистью. Затем элементы скрепляются методом сжатия.
Методика пайки полипропиленовых труб и фитингов подтверждает общеизвестное правило: чем дешевле стройматериал, тем больше труда нужно затратить на его применение. Монтировать разводку из металлопластика, ПВХ и ПНД гораздо проще. Поэтому перед окончательным выбором рекомендуем ознакомиться со сравнительным обзором трубопроводов типа PPR и PEX (сшитый полиэтилен).
Сварка полипропиленовых труб своими руками

Трубы
Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300 о С.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Читайте также: