Головки для орбитальной сварки труб
Обновлено: 17.05.2024
Пресс-центр
| 15 июня | POLYSOUDE TIGer: Представляем будущее дуговой наплавки! |
| 14 января | Какой бы сложной ни была задача по сварке нержавеющих сталей Super, Hyper или Lean Duplex (Дуплекс), предложенные Полисудом решения будут превосходить все прочие |
| 10 октября | Релиз продукта: Откройте для себя наши новые источники сварочного тока P4-3 и P6-3 |
| 1 мая | Полисуд приглашает на выставку "МЕТАЛЛООБРАБОТКА 2019" |
| 4 февраля | В АО "НПО "ЦНИИТМАШ" состоялись переговоры с делегацией фирмы "POLYSOUDE S.A.S. (Франция) |
| 1 ноября | Международная презентация-семинар на заводе фирмы POLYSOUDE S.A.S., г.Нант, Франция |
| 14 июля | Полисуд приглашает на выставку "Schweissen & Schneiden 2017" |
| 2 марта | Совместимость источников тока POLYSOUDE с AMI и Swagelok |
| 8 февраля | Итоги 11-ой выставки металлообработки и сварки, г. Красноярск |
Ближайшие события
Выставка "RUSWELD 2022"
Фирма ПОЛИСУД С.А.С. (Франция) приглашает посетить специализированную выставку "Оборудование, технологии и материалы для процессов сварки, резки и контроля качества сварных соединений".
О компании POLYSOUDE

ПОЛИСУД - Ваш партнёр в орбитальной сварке
Последовательное повышение производительности и качества – цель, провозглашенная ПОЛИСУДом и его партнерами.
Ведущий мировой производитель установок для орбитальной сварки ПОЛИСУД С.А.С. (POLYSOUDE S.A.S.), Франция, исходя из своего более чем 50-летнего опыта, предлагает Вам для решения производственных задач свои оборудование и услуги:
⇒ Стандартные установки с интуитивной системой управления для сварки трубопроводов в любых пространственных положениях.
⇒ Широкую палитру оборудования для сварки соединений «труба – труба» и «труба – трубная доска», включающую:
головки закрытого типа серий UHP, MW и K для сварки без присадки труб диаметром от 1.6 до 170 мм, с толщиной стенки до 2.75 мм, позволяют
• получать как стыковые соединения труб;
• осуществлять приварку «калачей» и отводов труб;
• компенсировать допуски по внешнему диаметру трубы и её терморасширение при сварке посредством запатентованной зажимной системы.
головки открытого типа серии MU IV для сварки труб диаметром от 8 до 275 мм позволяют
• осуществлять сварку тонко- и толстостенных труб, приварку фланцев с подачей холодной или подогретой присадочной проволоки или без неё;
• выполнять сварку с колебаниями электрода или без них.
сварочные автоматы POLYCAR для сварки труб диаметром от 32 мм и выше позволяют
• осуществлять сварку способами: ВИГ-холодная проволока, ВИГ-подогретая проволока, плазма;
• выполнять сварку в щелевую разделку;
• при необходимости производить сварку продольных швов.
Рекомендуемое оборудование для орбитальной сварки

Трубы и трубные конструкции являются важнейшими элементами современной промышленности и находят широкое применение в таких областях, как производство компонентов для полупроводниковой промышленности, в пищевой промышленности, фармацевтике, химическом машиностроении, автомобилестроении, биотехнологии, судостроении и аэрокосмической отрасли, строительстве электростанций. В данных областях к качеству сварных соединений трубных изделий предъявляются очень высокие требования, поэтому с середины 20 века появилось такое понятие как орбитальная сварка - специализированный способ сварки, при котором дуга поворачивается на 360° вокруг статичной трубной заготовки и, фактически, достигается равнопрочность сварного соединения основному металлу. Современное оборудование для орбитальной сварки - с компьютерным управлением, благодаря чему процесс выполняется с наименьшим вмешательством оператора. Орбитальная сварка почти всегда осуществляется неплавящимся вольфрамовым электродом в среде инертного газа (TIG-сварка), если необходимо, то с дополнительной подачей «холодной» проволоки. Этот метод применим для сварки изделий из высокопрочных, жаропрочных и коррозионно-стойких сталей, нелегированных и низколегированных углеродистых сталей, никелевых сплавов, титана, меди, алюминия и их сплавов.
Наша компания имеет опыт поставок стандартной техники для орбитальной сварки труб и вварки труб в трубные доски, а так же автоматизированных комплексов для орбитальной сварки на предприятия России.
Если речь вести о производителе стандартной техники для орбитальной сварки, то лидером в данном сегменте является немецкая компания Orbitalservice. Компания ШТОРМ является генеральным партнером Orbitalservice в России. Мы предлагаем не просто оборудование, а готовое решение Вашей задачи – от коммерческого предложения до внедрения в производственный процесс.
Основными компонентами системы орбитальной сварки является источник питания и контроллер, сварочная головка и, при необходимости, механизм подачи проволоки.

Источник питания и контроллер могут быть выполнены как в монокорпусе, так и в раздельных корпусах.
Компания LORCH выступила разработчиком источника для орбитальной сварки, который работает с контроллером OWC (пр-во Orbitalservice).
Источника CompactOne, где блок управления встроен в корпус сварочного аппарата (см. фото 1).

Фото 1. CompactOne - источник питания и контроллер для орбитальной сварки в монокорпусе
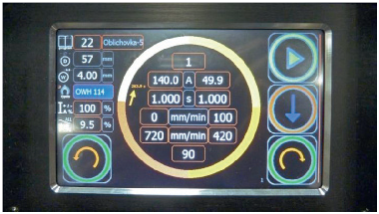
Блок управления оснащен сенсорным экраном, на котором отображаются все параметры сварки трубы, разбитой на отдельные сегменты. Выбор режимов сварки в каждом сегменте осуществляется в автоматическом режиме блоком управления сварочным процессом, благодаря чему получается добиться не только высокого качества сварного соединения, но и существенно ускорить выполнение работ (см. фото 2). Отличительная особенность данного блока управления - новый интерфейс, который отличается простотой и интуитивно понятен оператору, позволяет в широком диапазоне настраивать все параметры сварки, в том числе системы слежения и колебания горелки.
Еще один важный компонент установок орбитальной сварки – сварочная головка.
Среди всех них выделяют следующие виды:
- закрытого типа;
- открытого типа;
- для сварки труб в трубные доски.

Фото 3. Головка закрытого типа CWH
Головки серии CWH
При сварке труб значительных диаметров - до 273 мм с разделкой кромок, целесообразным является применение головок открытого типа серии OWH.

Фото 4. Головка открытого типа OWH
Головки серии OWH
Диаметр трубы, мм
Преимущество данных головок в том, что их можно использовать в ситуациях, где не требуется система слежения по напряжению и система поперечных колебаний горелки, так и в случаях, где применение данных систем необходимо. Таким образом, имея базовую головку OWH, ее можно укомплектовать как стандартным блоком крепления горелки, так и блоком крепления с компактной системой слежения и колебаний AVC-OSC.
Третьим типом головок для орбитальной сварки являются головки серии TTS, предназначенные для вварки труб в трубные доски (см. фото 5). Они применяются для труб диаметром от 16 до 80мм. Конструкция данной головки позволяет быстро и с высокой точностью устанавливать их к месту сварки и получать соединение высокого качества.
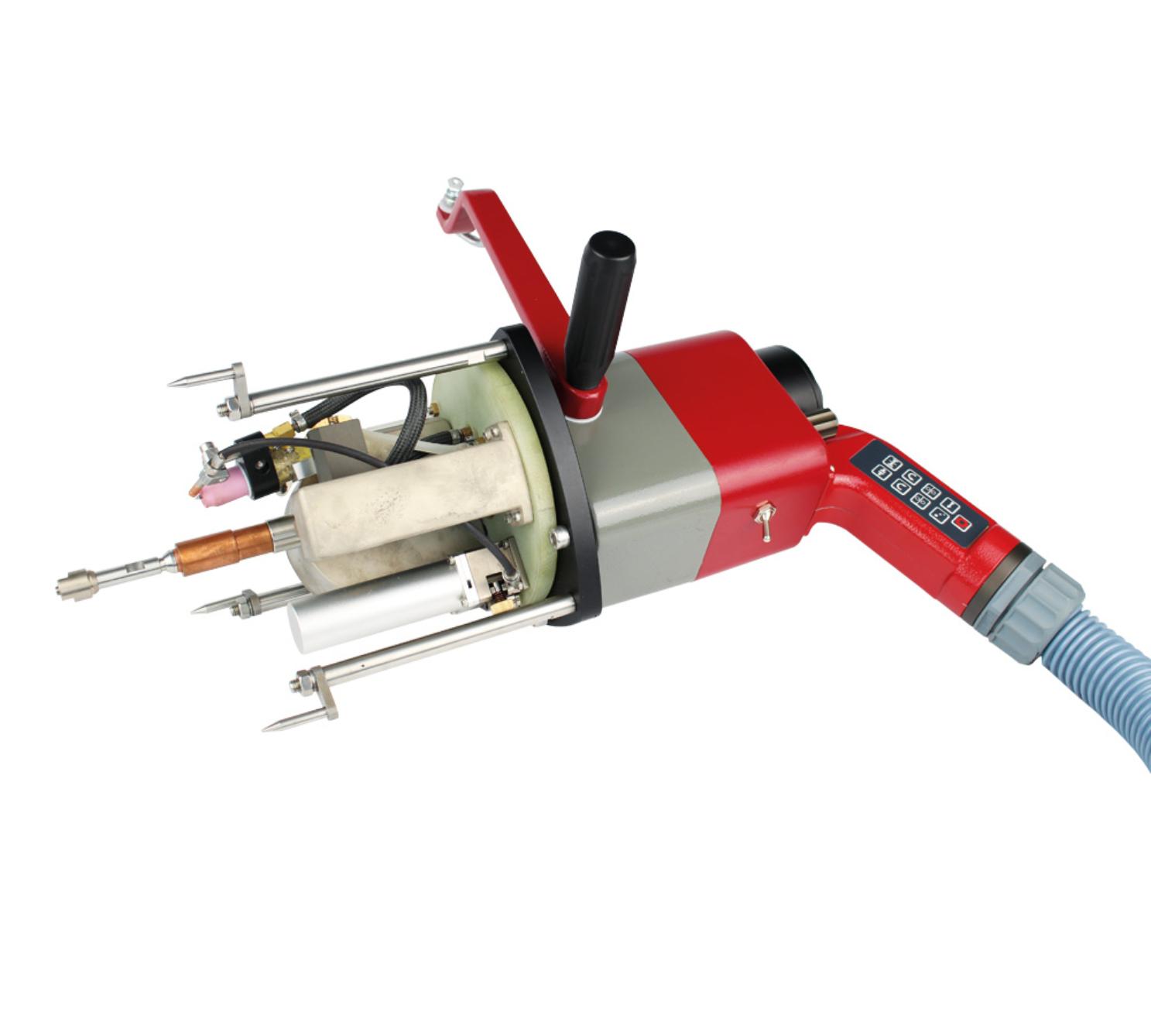
Фото 5. Головка для вварки труб в трубную доску - TTS
Головки серии TTS
(возможно расширение до 80мм)
(горелка параллельно к трубе)
(горелка под 30° к трубе)
Сварочная головка TTS-122 отличается от всего модельного ряда TTS наличием непосредственно на самой головке механизма подачи проволоки с возможностью установки кассеты с массой до 1 кг.
Для удобной и быстрой переустановки головки с одного изделия на другое удобно использовать пневматический позиционер консольного типа (см. фото 6).

Фото 6. Пневматический манипулятор TTS-Autoline для для сварочных головок серии TTS
Помимо этого, в состав установки орбитальной сварки может быть включен блок жидкостного охлаждения горелки для увеличения продолжительности работы системы (WUK), механизм подачи присадочной проволоки, имеющий полностью закрытый корпус типа CWF (см. фото 7), транспортная тележка для мобильности системы Trolley , дистанционный пульт управления (см. фото 8).


Фото 7. Механизм подачи присадочной проволоки CW
Фото 8. Пульты дистанционного управления процессом орбитальной сварки .
Всего несколько лет назад цена на оборудование для орбитальной сварки была мало кому доступной, а оборудование практически эксклюзивным. К счастью, сегодня ситуация кардинально изменилась: оборудование производится серийно, расходные материалы и запчасти для него доступны, а цена - оправдана.
Орбитальная сварка - часть №1

Применение этих устройств связано с широким использованием трубных конструкций в современной промышленности. Орбитальные сварочные головки необходимы в тех случаях, когда возникает необходимость избежать поворота самого свариваемого изделия (трубы) во время сварки: при сварке неповоротных стыков трубопроводов, приварке фланцев и отводов к трубам и вварке труб, штуцеров и патрубков в трубные доски. Наибольшее распространение головки для орбитальной сварки нашли при изготовлении и монтаже объектов теплоэнергетики (котлов, бойлеров, парогенераторов), оборудования для химической, пищевой, фармацевтической промышленности, в двигателестроении, судостроении, авиастроении, при строительстве магистральных трубопроводов.

Создание оборудования комплексов орбитальной сварки требует больших инвестиций из-за сложности самой технологии орбитальной сварки, и его производство под силу только крупным компаниям, специализирующимся на разработках именно в этой области. Поэтому многие фирмы, выпускающие сварочное оборудование, не производят орбитальные головки сами, а заказывают их под своей торговой маркой. На мировом рынке представлено оборудование для орбитальной сварки под торговыми марками Air Liquide (Франция), ESS Schweisstechnik (Германия), Maus (Италия), Oerlicon Schweiss-technik (Швейцария), Orbitec (Германия), SAF (Франция), TIG-A-MATIC (Германия), Protem (Германия). На российском рынке оборудование для орбитальной сварки предлагают в основном крупные иностранные производители — Polysoude (Франция), Axxair (Франция), ESAB (Швеция), Arc Machine Inc. (США). В СССР разработка и производство такого оборудования велись в организациях Минмонтажспецстроя, Минатомэнерго и Минавиапрома. Однако производилось его мало, и поступало оно только на специализированные предприятия. Сейчас такие установки изготавливают НПО НИКИМТ (Москва), ОАО «Электромеханика» (Ржев), НПФ «Технотрон» (Чебоксары), ООО «Констар» (Обнинск) и различные небольшие организации (в основном это монтажные управления бывших советских министерств).
В статье мы не будем касаться специальных видов оборудования (каждая такая установка требует отдельной статьи, а то и книги) и рассмотрим только те типы орбитальных сварочных головок, которые выпускаются серийно и предназначены для решения наиболее широкого круга задач.
Применяемые методы сварки
Из-за перемещения сварочной ванны вокруг стыка по круговой орбите (откуда и пошло название орбитальных сварочных головок) для данных устройств можно использовать только методы сварки в защитных газах. Чаще всего применяют метод сварки непла-вящимся электродом в среде аргона (TIG или WIG, или GTAW); для труб большого диаметра — сварку плавящимся электродом в углекислом газе или его смесях с автоматической подачей присадочной проволоки (MIG/MAG или GMAW); для труб из титана, алюминиевых сплавов и прочих специальных сплавов возможно использование плазменной или микроплазменной сварки. Сварка методом TIG (GTAW) и плазменная сварка в зависимости от толщины стенки трубы и применяемой разделки кромок могут вестись как с подачей присадочной проволоки, так и без нее.

При сварке стыков толстостенных труб (толщина стенки более 4 мм), когда возникает необходимость снятия фаски под сварку, подойдет комплексный метод — корневой проход сваривается методом TIG или плазменной сваркой, а заполняющий и облицовочный валики накладываются методом MIG/MAG. Такое сочетание позволяет получить соединение высокого качества, которое практически нет необходимости подвергать дальнейшей обработке (зачистке, снятию усиления шва и т. д.).
Одним из самых современных методов орбитальной сварки является плазменная сварка глубоко проникающей импульсной дугой с подачей подогретой присадочной проволоки.
Источники питания для орбитальной сварки
Источниками питания для орбитальной сварки служат в основном инверторные выпрямители постоянного (DC) или постоянного/переменного (AC/DC) тока. Выпрямители классического типа используются редко (в основном отечественными производителями — для снижения цены).
Выбор инверторных источников питания обусловлен несколькими причинами: необходимостью получения шва высокого качества (особенно при сварке трубопроводов для пищевых или агрессивных жидкостей или трубопроводов, работающих под давлением), потребностью в регулировании на источнике многочисленных параметров сварки и быстром переключении его на различные режимы. Источники питания иностранного производства имеют микропроцессорное управление, встроенные блоки синергетичес-кого управления и способны программировать и контролировать следующие параметры режима сварки:
- высокочастотное зажигание дуги;
- плавное нарастание тока после зажигания дуги;
- ток сварки;
- напряжение дуги;
- длину дуги (система AVC — Arc Voltage Control — регулировка длины дуги контролем напряжения);
- параметры импульсного режима (ток, время и форму импульсов, синхронизацию импульсов, ток и время паузы, баланс импульсов по отношению к нулевой линии тока);
- плавный спад тока (режим заварки кратера);
- подачу защитного газа до и после сварки.

Безусловно, далеко не все источники питания имеют такое количество регулировок. Для многих моделей вполне достаточно тех функций, которые имеют обычные инверторы для сварки TIG (ток и напряжение дуги, импульсные регулировки, управление подачей защитного газа). Большое значение имеют функции управления сварочной головкой, поддерживаемые источником:
- скорость вращения сварочной головки вокруг стыка;
- контроль за положением электрода по отношению к стыку (система слежения за стыком);
- порядок перемещения электрода по траектории (включая перекрытие шва в конце сварки на 3–5° и возможное разбиение стыка на секторы с заданием порядка сварки различных секторов);
- возврат сварочной горелки в начальное положение по окончанию сварки;
- скорость подачи присадочной проволоки, подача подогревающего тока на присадочную проволоку (при сварке с подачей присадки);
- колебания электрода поперек оси стыка (включая задержки электрода на краях разделки);
- вертикальное и угловое перемещения электрода;
- подача защитного газа в горелку и поддув защитного газа к корню шва (внутрь свариваемой трубы);
- управление системой слежения за процессом сварки (некоторые комплексы орбитальной сварки комплектуются телевизионными или лазерными камерами наблюдения).
Некоторые источники питания могут подключаться к персональным компьютерам. В этом случае облегчается программирование режимов сварки, которое можно выполнять не в цехе или монтажной площадке, а в условиях технологических бюро. Большим преимуществом является режим записи и сохранения реальных параметров сварки. За счет этого существует возможность получения протоколов сварки каждого стыка, что значительно облегчает работу по сварке трубопроводов, подведомственных Гостехнадзору и другим контролирующим организациям. Такой протокол можно записать на дискету или передать по компьютерной сети в технологическое бюро, или хранить в памяти системы управления самого источника питания; при необходимости протокол сварки можно распечатать для контроля или анализа. Для удобства работы источники питания комплектуются переносными пультами управления, которые дают возможность оперативного управления процессом сварки непосредственно с рабочего места.

Автоматы для орбитальной сварки (или орбитальные сварочные головки) условно можно разделить на: закрытые орбитальные сварочные головки; открытые головки; самоходные орбитальные механизмы и головки для вварки труб в трубные доски.
Закрытые орбитальные головки используются на трубах малого диаметра (начиная с наружного диаметра 2,5 мм) или для сварки особо ответ ственных стыков. Такие головки имеют полукольца для каждого диаметра трубы, при помощи которых происходит зажим свариваемых труб (рис. 4). После установки головки на трубе и проверки положения стыка верхняя часть головки закрывается специальными защелками. Полукольца фиксируют стык и одновременно обеспечивают герметичность реакционного пространства. Таким образом, сварка происходит фактически в камере с контролируемой атмосферой, состоящей из защитного газа. Электрод горелки находится внутри зубчатого кольца и за счет вращения этого кольца от привода головки «обегает» стык по заданной программе.

Закрытые орбитальные головки являются наиболее простыми по конструкции. На них можно реализовать только сварку методом TIG без подачи присадочной проволоки и без поперечных колебаний электрода.
Открытые орбитальные головки, в которых также используется сварка методом TIG, нашли применение для сварки стыков на трубах в диапазоне диаметров от 100 до 500 мм. На монтажной скобе головки крепится привод вращения, кольцевая направляющая со сварочной горелкой и фиксатор. Такая головка крепится только на одну из свариваемых труб, поэтому для качественной сварки необходимы различные системы фиксации стыка. Кабель-пакет, в котором собраны сварочный кабель, провода управления и газовый шланг, подводится непосредственно к горелке. Для предотвращения попадания кабель-пакета в зону сварки на скобе головки устанавливаются специальные поддерживающие втулки.
Открытые головки могут комплектоваться системами поперечного колебания электрода (обычно эксцентриковые осцилляторы или крестовые суппорты) и механизмами подачи присадочной проволоки. Различные варианты открытых орбитальных головок показаны на рисунке 5.


Рис. 6. Типы сварных соединений при вварке труб в трубные доски:
а— труба заподлицо с трубной доской; б— труба утоплена в трубную доску; в— труба выступает над трубной доской; s— сварной шов
Головки для вварки труб в трубные доски применяются при изготовлении котельного оборудования и водонагревателей. Внешне эти головки напоминают дрель. Применяемый метод сварки — TIG (GTAW). Головка устанавливается непосредственно на ввариваемый патрубок или на соседние патрубки и крепится на внутреннем диаметре трубы разжимным фиксатором. В зависимости от типа сварного соединения (рис. 6) сварочная горелка головки перемещается по кругу внутри либо снаружи патрубка под углом к его оси. При установке патрубка заподлицо с трубной доской электрод горелки поворачивается перпендикулярно к трубной доске. При вварке труб с большой толщиной стенки, когда возникает необходимость разделки кромок, сварочные головки оснащаются механизмами подачи присадочной проволоки — внешними или встроенными в горелку.

Рис. 7. Внешний вид (а) головки для вварки труб в трубные доски, установка головки на трубной доске (б), расположение сварочной горелки (в)
Существенным отличием от открытых орбитальных головок является коллекторный подвод сварочного тока, что делает головки для вварки труб сложными по конструкции и требующими специального обслуживания.
Самоходные орбитальные механизмы применяют при сварке стыков труб большого диаметра (от 160 мм и более) и приварки фланцев к трубам. Применяемые методы сварки — TIG (GTAW) с подачей холодной или подогретой присадочной проволоки, MIG/MAG (плавящимся электродом в защитном газе), FCAW (плавящейся порошковой проволокой), плазменная сварка с подачей присадочной проволоки. Механизм перемещается вокруг стыка по различным вариантам направляющих, устанавливаемых на трубе:
- жесткий зубчатый венец (приводное зубчатое колесо перемещается по зубьям венца);
- роликовая цепь, натянутая на трубе (приводная звездочка прокатывается по роликам и одновременно натягивает цепь для фиксации положения механизма на трубе);
- гибкие кольцевые направляющие шины (механизм крепится боковыми упорами за шину, перемещение по трубе осуществляется приводными роликами).
Для перемещения механизма применяют приводы постоянного тока с тиристорным управлением и высокоточные низкооборотные планетарные редукторы. Конструкция самоходных механизмов позволяет использовать некоторые из них для сварки прямолинейных швов на плоских или криволинейных конструкциях с небольшой кривизной (рис. 9).

Рис. 11. Система для обработки труб компании Axxair: а — привод орбитальной резки на зажимном устройстве; б — резка токостенной трубы; в — головка орбитальной TIG-сварки на зажимном устройстве
При конструировании самоходных орбитальных механизмов часто применяют модульный принцип. Это позволяет быстро заменять горелки для различных методов сварки в процессе эксплуатации и при необходимости устанавливать на механизме дополнительные опции — крестовой суппорт для поперечных колебаний электрода, шарнир для поворота сварочной горелки, устройство подачи присадочной проволоки и т. д.
К вспомогательным механизмам и опциям оборудования для орбитальной сварки относятся:
- различные системы подачи проволоки (холодной или подогретой) для сварки методом TIG;
- автономные блоки водяного охлаждения (применяются очень часто, учитывая напряженный режим работы оборудования);
- наружные и внутренние центраторы и зажимы для стыков труб;
- системы газовой защиты остывающего шва;
- системы газовой защиты корня шва изнутри.
Многие из этих опций (как, например, центраторы, наружные и внутренние системы газовой защиты) настолько разнообразны и специфичны, что рассказ о них — это тема отдельной статьи.
Требования к подготовке стыков под сварку
Учитывая, что орбитальная сварка является односторонней и порой отсутствует возможность подварки корня шва изнутри, иногда применяют сварку на остающемся подкладном кольце. Однако очень часто условия эксплуатации трубопровода не позволяют уменьшить внутреннее проходное сечение трубы. Поэтому при сварке труб с толщиной стенки свыше 3 мм рекомендуется применять разделку кромок. Некоторые варианты разделки кромок приведены на рисунке 10.
Высокие требования к качеству сварного шва на трубопроводах вынуждают применять специальные технологии подготовки стыков под сварку. При этом очень важным оказывается соблюдение следующих требований:
- перпендикулярность плоскости стыка к оси трубы;
- отсутствие грата при резке;
- чистая плоскость реза;
- точность установки зазора при сборке стыка под сварку;
- минимальные допуски на элементы разделки кромок (если она применяется).
Для точного изготовления сложных разделок (рис. 10 д, е, ж) чаще всего применяют труборезы с резцами, которые работают по принципу токарных станков. На таких труборезах, используя различные типы резцов, можно осуществлять резку, торцовку и разделку кромок. Точную отрезку труб, исключающую операцию торцовки, можно выполнять на токарных или трубо-резных станках.

Однако удобнее воспользоваться специальными станками для орбитальной резки труб. У этих станков резка осуществляется тонкой дисковой фрезой (пильным диском), у которой количество зубьев точно соответствует толщине стенки трубы. Труба фиксируется в зажимных губках и остается неподвижной во время всей операции резки. Привод резки поворачивается вокруг трубы (вручную или автоматически), таким образом, вращающаяся фреза совершает круговое движение вокруг трубы, осуществляя точную резку, гарантирующую отсутствие грата. При установке специальных угловых фрез на трубе можно снимать фаску под V-образную разделку с различными углами.
Интересен опыт компании Axxair (Франция), которая совместила станки для орбитальной резки труб со сварочными головками (без подачи или с подачей присадочной проволоки). Модульный принцип позволяет использовать семь зажимных устройств в диапазоне диаметров труб от 5 до 620 мм для орбитальной резки (три типа приводов резки — два электрических и один пневматический) и орбитальной TIG-сварки. Такое решение позволяет создать удобный и гибкий комплекс технических средств для изготовления в цеховых условиях, например, следующих узлов и изделий: гидроцилиндры, приварка отводов к трубам, сварка методом TIG корневого прохода стыков толстостенных цилиндрических изделий, резка и сварка цельнотянутых токостен-ных труб и другие. Принципиальное построение системы для обработки труб от Axxair изображено на рисунке 11.
Оборудование для орбитальной сварки труб ORBITEC, Германия
Орбитальная сварка труб / Закрытые сварочные головки








Орбитальная сварка труб / Открытые сварочные головки



Орбитальная сварка труб / Головки вварки труб в трубную доску


Орбитальная сварка труб / Стационарные установки


Орбитальная сварка труб / Контроллеры орбитальной сварки





Орбитальная сварка труб / Источники питания орбитальной сварки


Орбитальная сварка труб / Газовая защита обратного валика






Орбитальная сварка труб / Центраторы труб

Орбитальная сварка труб / Принадлежности












Сварочное оборудование: аппараты для орбитальной сварки труб
На этой странице нашего сайта представлены аппараты для орбитальной сварки труб. Орбитальной называется сварка труб между собой либо сваривание труб с прочими конструкциями. Причем, сам объект сварки закрепляется неподвижно, а электрод сварочного аппарата вращается вокруг трубы вдоль линии соединения труб.
В связи с этим, и само оборудование для сварки металлических труб может быть либо автоматическим, либо ручным (механическим).
В качестве электрода для сварочных аппаратов используются:
- неплавящиеся электроды с присадочной проволокой;
- неплавящиеся сварочные электроды без присадочной проволоки;
- плавящиеся сварочные электроды.
Достоинства метода
Метод орбитальной сварки труб получил повсеместное распространение ввиду того, что он обеспечивает металлу труб необходимую глубину провара, способен создавать высококачественный корневой проход и надежно поддерживать электрическую дугу. Наконец, к достоинствам метода можно отнести доступность цены на оборудование. В частности, сравнительно низкую цену на аппараты для ручной сварки.
Технология
Технологический процесс сварки специальным оборудованием включает в себя следующие шаги:
- подготовка торцов труб;
- очистка торцов труб от жира, масла;
- стыковая сборка труб;
- проведение сварочных работ аппаратами (ручными или автоматическими);
- окончательная зачистка и травление стыка труб.
Оборудование для сварки труб
Автоматическая орбитальная сварка труб подразумевает использование следующего оборудования:
- источник тока для электрической сварки;
- контроллер;
- сварочную головку - устройство для перемещения электрода и сварочной горелки по орбите трубы;
- устройство подачи проволоки для электрода;
- дополнительные устройства.
Ручная сварка
Ручную сварку разделяют на:
- ММА – дуговую;
- TIG – аргонодуговую сварку.
Каждая разновидность имеет свои особенности и для проведения любой из них требуется наличие специального качественного оборудования.
Выбрать лучшие сварочные аппараты и другое оборудование можно из каталога компании «Интертехприбор». Наряду с впечатляющим разнообразием представляемых аппаратов, наша компания предлагает:
- продукцию (аппараты и прочее оборудование) только известных и уважаемых торговых марок;
- надежные и долговечные модели оборудования;
- аппараты, демонстрирующие высочайшую производительность;
- ручное и автоматическое оборудование, удобство пользования которым является одним из факторов их высокой производительности.
Наконец, все аппараты имеют не просто приемлемую цену, а лучшую цену в регионе. Цену, которая ассоциируется с именем компании «Интертехприбор» наряду с качеством обслуживания и условиями для наших клиентов!
Орбитальная сварка: как выбрать между открытой и закрытой сварочной головкой?
Орбитальная сварка — это полностью механизированный процесс сварки в среде защитного газа, при котором электрод, включая дугу, вращается вокруг трубы. Головки бывают двух типов: открытого и закрытого. В связи с чем возникает вопрос: какую головку выбрать?

Орбитальные сварочные головки закрытого типа
Сварочные головки закрытого типа очень компактны, что делает их использование идеальным в тех случаях, когда изделие находится в стесненных условиях, или используются трубки малого диаметра (от 3 мм).
Защитная атмосфера закрытых сварочных головок позволяет выполнять сварку в полностью заполненной газом камере, защищая стыки труб от внешнего воздействия. С помощью таких головок вы получаете отличные и чистые сварные швы. Диаметр свариваемых трубок варьируется от 3 до 170 мм, при толщине стенок до 3 мм включительно. Обязательным условием использования данного типа головок является также отсутствие разделки и зазора между стыками труб.
Закрытые сварочные головки рекомендуются для сварки нержавеющей стали и титана.
Орбитальные сварочные головки открытого типа
Открытые сварочные головки используются для сварки труб с толщиной стенки от 3 мм или при необходимости сварки в разделку с использованием присадочной проволоки. Также открытая головка позволяет использовать системы колебания (OSC) и слежения за напряжением дуги (AVC) для многопроходной сварки толстостенных труб.
Открытая конструкция сварочной головки позволяет следить за процессом сварки. При наблюдении необходимо использовать средства защиты для глаз, так как сварочное излучение может вредно сказаться на вашем здоровье.
Все преимущества орбитальной сварки для ваших сварных швов
Все типы головок Orbitalum оснащены жидкостным охлаждением, что позволяет выполнять работы без перерыва, не опасаясь поломки оборудования.
Изначально орбитальная сварка была разработана для использования в аэрокосмической промышленности, а теперь процесс орбитальной сварки стал стандартной техникой соединения для многих других отраслей промышленности благодаря высокой точности и надежности.
Независимо от того, какой сварочной головкой вы свариваете (открытой или закрытой), вы всегда получаете выгоду от использования орбитальной сварки труб. Данная технология гарантирует оптимальное качество и помогает соответствовать самым строгим стандартам.
В наличии на складе ООО «ДельтаСвар» имеются различные сварочные головки и источники питания. Откройте для себя преимущества орбитальной сварки!

Обзор машин термической резки ProArc и их преимущества
Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи. .

Разбираемся в новинках от компании EWM AG
Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования. .

Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ»
Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург! .

Mobile Welder OC Plus — портативный источник питания для орбитальной сварки
Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах. .

Новая линейка оборудования EWM XQ – квинтэссенция инноваций
Тысячи сварочных аппаратов от компании EWM AG успешно выполняют свою задачу на предприятиях России самых разных отраслей, начиная с энергетики и пищевой промышленности, заканчивая – военной и авиационной. Время – объективный критерий. Именно время позволяет оценить качество оборудования, которое выполняет свои задачи каждый трудовой день. Согласно статистике наших клиентов, 10 лет – не возраст для сварочных аппаратов, на корпусе которых гордо расположены три буквы – EWM. .
Читайте также: