Сварку швов на поворотах следуют заваривать
Обновлено: 21.09.2024
Выполнение стыковых соединений в нижнем положении. Наиболее удобно выполнять сварку в нижнем положении, швы получаются высокого качества, так как в этом случае легко выделяются неметаллические включения и газы из расплавленного металла сварочной ванны. При этом также имеются лучшие условия для формирования металла шва, поскольку расплавленный металл сварочной ванны удерживается от вытекания нерасплавившимися кромками.
Наложение валиков рекомендуется производить слева направо или к себе. В этих случаях сварщик чётко видит место соединения, длину дуги, перенос капель электродного металла и формирование валика. Нормальной считается ширина валика, равная 3–4 диаметрам электрода.
Односторонние швы без скоса кромок выполняют электродами диаметром, равным толщине металла S, если она превышает 4мм.
Листы без скоса кромок толщиной 2–8мм сваривают двусторонним швом, а до 6мм – односторонним.
Металл толщиной более 8мм сваривают с разделкой кромок. Во избежание прожогов сварку ведут на съемных медных или стальных подкладках.
Однопроходную сварку с V-образной разделкой кромок обычно выполняют поперечными колебаниями электрода на всю ширину, чтобы дуга перемещалась со скоса кромок на необработанную поверхность металла. Однако в этом случае очень трудно обеспечить равномерный провар шва по всей его длине, особенно при изменении величины притупления кромок и зазора между ними.
При сварке шва с V-образной разделкой за несколько проходов обеспечить хороший провар первого слоя в корне разделки гораздо легче. Для этого обычно применяют электроды диаметром 3-4мм и сварку ведут без поперечных колебаний. Последующие слои выполняют электродом большего диаметра (в соответствии с толщиной металла) с поперечными колебаниями. Для обеспечения хорошего провара между слоями предыдущие швы, а также кромки следует тщательно очищать от шлака и брызг металла.
Сварку швов с X- или U-образной разделкой кромок выполняют так же, как и с V-образной. Однако для уменьшения остаточных деформаций и напряжений сварку ведут, накладывая каждый последующий шов навстречу предыдущему. Швы с Х-образным скосом кромок более предпочтительны, чем с V-образным, так как в 1,6-1,7 раза уменьшается объем наплавленного металла, повышается производительность сварки и, кроме того, снижается величина угловых деформаций.
Сварку стыковых швов можно выполнять различными способами. При сварке на весу трудно обеспечить провар корня шва и формирование хорошего обратного валика по всей длине стыка. Поэтому используют сварку на съемной медной или остающейся стальной подкладке. В медной подкладке для формирования обратного валика делают формирующую канавку. Для того чтобы предотвратить вытекание расплавленного метала из сварочной ванны, необходимо плотно поджимать подкладки к свариваемым кромкам.
Если с обратной стороны соединения возможен подход к корню шва и допустима выпуклость обратной стороны шва, целесообразно выполнить подварку корня швом небольшого сечения с последующей укладкой основного шва с лицевой стороны соединения.
В местах поворота сварной шов следует заваривать без отрыва дуги. Не допускается гашение и зажигание дуги на поворотах сварного шва.
Выполнение угловых соединений в нижнем положении.
Выполняют угловые соединения «в симметричную лодочку» (рис.20,а) и «в несимметричную лодочку» (рис.20,б)
Во избежание непровара и подрезов кромок сварку «в лодочку» лучше вести электродом, допускающим опирание покрытия (козырька) на кромки.
При наложении угловых швов наклонным электродом (в том числе «в лодочку») сварку лучше вести «углом назад».
При выполнении тавровых соединений дугу возбуждают на горизонтальной полке, а не на вертикальной, чтобы избежать натекания металла.
Угловые швы без скоса кромок с катетами более 10мм выполняют в один слой поперечными движениями электрода «треугольником» с задержкой в корне шва.
Сварка угловых швов нахлесточных соединений в нижнем положении с катетом до 10мм производится в один слой электродами диаметром до 5мм без поперечных колебаний.
Выполнение вертикальных швов.
Сварка швов в положениях, отличающихся от нижнего, требует высокой квалификации сварщика. При ее выполнении возможны вытекание расплавленного металла из сварочной ванны или падение капель электродного металла мимо нее. Для предотвращения этого сварку следует вести по возможности наиболее короткой дугой, в большинстве случаев с поперечными колебаниями.
Расплавленный металл в сварочной ванне удерживается от вытекания силой поверхностного натяжения, поэтому необходимо уменьшить ее объем. Для этого конец электрода периодически отводят в сторону от ванны, давая возможность ей частично закристаллизоваться. Ширину валиков также уменьшают до двух-трех диаметров электрода. Применяют электроды меньших диаметров (для вертикальных и горизонтальных швов – не более 5мм, для потолочных – не более 4мм).
Выполняя вертикальные швы, силу сварочного тока уменьшают на 10% по сравнению со сваркой в нижнем положении. Для того чтобы металл не вытекал из ванны, нужно поддерживать короткую дугу. Используются электроды, дающие быстротвердеющий тонкий слой шлака («короткие» шлаки).
При способе «снизу вверх» («на подъем») дугу возбуждают в нижней точке шва. Сваркой подготавливают горизонтальную площадку сечением, равным сечению шва. При этом электрод совершает поперечные колебания. Сварка этим способом обеспечивает возможность провара корня шва и кромок, так как расплавленный металл стекает с них в сварочную ванну, улучшая условия теплопередачи от дуги к основному металлу. Однако поверхность шва получается грубочешуйчатая.
Наибольший провар достигается при положении электрода, перпендикулярном вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз.
Сварка «на подъем»- наиболее удобный, распространенный способ. Используются электроды диаметром до 4мм. Поперечные колебания электрода: «углом», «полумесяцем», «елочкой».
При способе «сверху вниз» («на спуск») дугу возбуждают в верхней точке шва. После образования капли жидкого металла электрод наклоняют так, чтобы дуга была направлена на жидкий металл.
Сварка «на спуск» затрудняет получение качественного провара: шлак и расплавленный металл подтекают под дугу и от дальнейшего стекания удерживаются только силами давления дуги и поверхностного натяжения. Иногда их оказывается недостаточно, и расплавленный металл вытекает из сварочной ванны.
Сварка «сверху вниз» позволяет избежать прожогов при соединении тонкого металла. Рекомендуется в основном для сварки тонких (до 5мм) листов с разделкой кромок. Используются электроды с целлюлозным покрытием (марок ОЗС-9, АНО-9, ВСЦ-2, ВСЦ-3).
При сварке «по спирали» или «полумесяцем» вначале направляют полочку на свариваемые кромки, а затем небольшими порциями направляют металл, постепенно перемещая электрод выше, оставляя внизу готовый сварной шов.
При сварке «углом» электрод попеременно перемещают вверх-вниз, беспрерывно наплавляя металл на кромки и равномерно перенося его вверх электродом.
При сварке «елочкой» вначале электрод поднимают вверх вправо, а затем опускают вниз. Капля жидкого металла застывает между кромками. Затем электрод поднимают, вверх вправо и снова опускают вниз, оставляя новую порцию металла.
Выполнение горизонтальных швов. Сварка горизонтальных стыковых швов более затруднительна, чем вертикальных, из-за стекания расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке горизонтальных стыковых швов необходим скос только верхней кромки. Дугу возбуждают на нижней (рис.24) горизонтальной кромке, а затем электрод переводят на верхнюю.
Сварку горизонтальных стыковых швов можно вести вертикально расположенным электродом, а также «углом вперед» и «углом назад» (рис.25).
Очередность выполнения проходов при сварке горизонтальных стыковых швов показана на рисунке 26.
Выполнение потолочных швов. Сварка таких швов наиболее сложна. Газы, выделяемые покрытием электрода, поднимаются вверх и могут остаться в шве, поэтому используют хорошо просушенные электроды. Удлинение дуги нередко вызывает образование подрезов. Узкие валики накладывают в разделку тремя способами.
При сварке «лесенкой» электрод располагают под углом к плоскости 90-130о, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10мм от потолочной плоскости и возвращают, перекрывая закристаллизовавшуюся порцию металла расплавленным примерно на 1/2 – 1/3 ее длины (рис.27,а).
При сварке «полумесяцем» электрод располагают под углом 90-1300 к потолочной плоскости и, манипулируя по схеме полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла (рис.27,б).
Обратнопоступательная сварка производится по следующей схеме: конец электрода сварщик беспрерывно возвращает назад, на кристаллизирующуюся часть металла, постоянно удлиняя валик (рис.27,в).
Выбор диаметра электрода для выполнения проходов при потолочной и горизонтальной сварке дан в нижеприведенной таблице.
| Шов | Диаметр электрода, мм, для выполнения проходов |
| первого | последующих |
| Потолочный | |
| Горизонтальный |
Сварка потолочных и горизонтальных швов затруднена тем, что жидкий металл стремится вытечь из ванны. Поэтому сварку ведут короткой дугой. Сварочный ток уменьшают на 15-20% по сравнению со сваркой в нижнем положении. Металл толщиной более 8мм сваривают многопроходными швами. При этом для первого валика нужно пользоваться электродами диаметром 3мм, а для последующих – электродами диаметром 4мм. Сварку потолочных швов можно выполнять с опиранием на электродное покрытие.
Механические свойства металла, наплавленного при потолочной сварке, ниже, чем металла, наплавленного при сварке в других пространственных положениях.
Практическое занятие "Порядок сварки и наложения слоев шва при сварке труб различных диаметров в различных пространственных положениях"
Почти 60% объема сварочных работ при строительстве трубопроводов приходится на ручную дуговую сварку. Это соединение секций или отдельных труб в непрерывную нитку, сварка переходов через естественные или искусственные преграды, сварка крановых узлов, отводов и др.
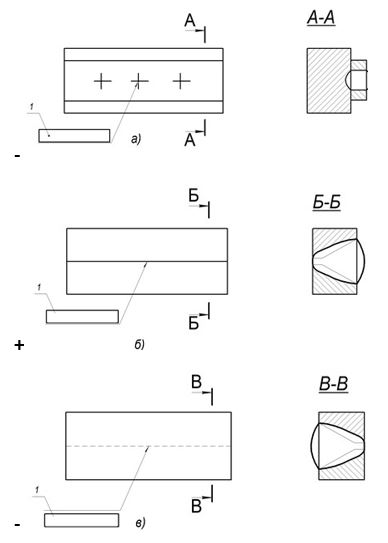
При сооружении трубопроводов сварные стыки могут быть поворотными, неповоротными и горизонтальными (рис.1).

Рис.1 Сварные стыки труб:
а – поворотный; б – неповоротный; в – горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах. При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва при толщине стенок трубы 8…12 мм должен составлять 60 - 70°, а величина притупления – 2…2,5 мм (рис.2).
Подготовка кромок под сварку:
1. Угол разделки кромок
3. Толщина свариваемого металла

Рис.2 Подготовка кромок труб под сварку при толщине стенок 8…12 мм
При толщине стенки 16 мм и более трубы большого диаметра могут поставляться с комбинированной разделкой кромок в соответствии с рис.3.
Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, полуавтоматической сварки в защитных газах

Рис.3. Типы разделки кромок.
а) - для труб диаметром 57-1420 мм с толщиной стенки до 16 мм и после газовой резки
б) - для труб диаметром 273-1420 мм с толщиной стенки более 15 мм
б) - для автоматической сварки труб в защитных газах
При строительстве распределительных трубопроводов допускается ручная дуговая сварка труб без разделки кромок с толщиной стенки до 4 мм (рис.4).

Рис.4. Способы разделки труб перед сваркой
Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обработанных кромок. Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2…3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15…20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3…4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250…300 мм.

Рис.5. Зависимость числа прихваток от диаметра трубы
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине труб свыше 8 мм и диаметре более 300 мм сварку ведут в 4 слоя (корневой, 2 основных, декоративный). В случае, когда толщина стенок трубы до 8 мм, сварку выполняют в два слоя сплошным швом. По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки трубы.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу (рис.6) в сторону, противоположную направлению сварки.

Рис.6. Схема сварки стыка труб малого диаметра.
Второй слой выполняют аналогично первому, но в противоположном направлении.
Трубы, толщина стенки которых составляет 8…12 мм, сваривают в три слоя плюс декоративный шов.
Первый слой создает местный провар в корне шва и надежное оплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1…1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2…3 мм. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм – больше установленного зазора между трубами. Второй и третий слой выполняют электродом диаметром 4…5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90°.
Поворот трубы на 180° (рис.7).
Стык делят на 4 участка. Вначале сваривают участки 1 – 2, после чего трубу поворачивают на 180° и заваривают участки 3 – 4 (рис.7, а). Трубу поворачивают еще на 90° и сваривают участи 5 – 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8 (рис.7, б). В процессе сварки нужно следить за тем, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20…25 мм.

Рис.7. Схемы сварки стыка трубы:
а – второго слоя; б – третьего слоя
Поворот трубы на 90° (рис.8).

Рис.8. Схемы сварки стыка трубы:
Стык также делят на 4 участка. Вначале сваривают участки 1 – 2. Затем трубу поворачивают на 90° и сваривают участки 3 – 4 (рис.8, а). После сварки второго слоя трубу поворачивают на 90° и сваривают участки 5 – 6, затем поворачивают на 90° и сваривают участки 7 – 8 (рис.8, б).

Четвертый декоративный слой во всех рассматриваемых выше способах накладывают в одном направлении при вращении трубы.
Трубы диаметром более 500 мм сваривают обратноступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150…300 мм (рис.9).

Рис.9. Схема сварки стыка труб большого диаметра:
а – первого слоя; б – второго слоя
Сварка неповоротных стыков – один из самых сложных видов сварочных работ. Основная сложность заключается в необходимости выполнения сварки в различных положениях.
Неповоротные стыки по положению в пространстве бывают вертикальными (ось трубы горизонтальная) и горизонтальными (ось трубы вертикальная).
Неповоротные стыки труб при толщине стенок свыше 3 мм сваривают несколькими слоями, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равна 2…3 диаметрам электрода. Стыки труб диаметром более 300 мм сваривают обратноступенчатым способом, длина каждого участка должна быть 150…300 мм. Каждый участок сваривается короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
Сварка вертикальных стыков.
Процесс начинается с потолочного положения и заканчивается на нижнем положении. Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, чтобы получить равномерный обратный валик с усилением 1…3 мм на внутренней поверхности шва. Первый слой сваривают при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Это позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1…1,5 мм на его внутренней стороне. При этом на свариваемые кромки не должны попадать брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1…2 мм. Перекрытие начала и конца смежного слоя должно составлять 20…25 мм. Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5…6 см, и так каждый последующий слой относительно начальной точки предыдущего. Электрод при сварке второго и последующих слоев должен иметь поперечные колебания от края одной кромки к краю другой кромки. При сварке поверхность каждого шва должна быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва, особенно при потолочной сварке, может быть причиной непровара. Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхность шва от шлака. Последний слой выполняется высотой 2…3 мм и шириной на 2…3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному. Порядок выполнения вертикальных неповоротных стыков показан на рис.10.

Рис.10. Порядок выполнения вертикальных неповоротных стыков.
Сварку труб большого диаметра могут выполнять одновременно несколько сварщиков (их число может достигать четырех). Как правило, если сварщиков двое, то они выполняют сварку снизу, и идут вверх по периметру в направлении (по циферблату часов) 6 – 3 – 12 и 6 – 9 – 12. (рис.11). При этом в потолочной части стыка замок следует смещать на 50…60 мм от нижней точки окружности трубы. В двух смежных слоях замки должны отстоять друг от друга не менее чем на 50…100 мм.

Рис.11. Последовательность наложения швов при работе 2-х сварщиков

Рис.12. Последовательность наложения швов при работе нескольких сварщиков:
а – трех; б - четырех
Сварка горизонтальных стыков.
При сварке горизонтальных стыков труб на кромке нижней трубы фаска не снимается или снимается угол 10…15°, что улучшает процесс сварки без изменения ее качества. Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва электродами диаметром 3…4 мм при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1…1,5 мм.

Рис.13. Сварка горизонтального стыка
После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварку выполняют в том же направлении, что и сварку первого слоя (валика). Затем ток увеличивают и сваривают третий валик электродами диаметром 4…5 мм. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
Сварка неповоротных стыков труб требует опыта выполнения данного вида работ, поэтому ее доверяют профессионалам. Особенно, если речь идет о трубопроводах с повышенными требованиями к герметичности сварных соединений.
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении по отношении к предыдущему. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм – обратноступенчатым методом. Горизонтальные неповоротные стыки сваривают «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80…90°. Сваривать рекомендуется дугой средней длины.
2. Порядок проведения работы
2.1. Используя материал, представленный для изучения, материалы лекций 6 «Технологичность сварных конструкций. Общие понятия о технологическом процессе изготовления сварных конструкций» и 7 «Технология заготовительного производства. Правка, гибка металла, механическая и термическая резка», материалы интернет-ресурсов, основную и дополнительную литературу, ознакомиться с порядком сварки и наложения слоев шва при сварке труб различных диаметров в различных пространственных положениях.
2.2. Изучить самостоятельно и описать процесс аргоно-дуговой сварки тонкостенных труб.
3. Содержание отчета.
Отчет должен содержать:
3.1. Описание процесса сборки и сварки труб малого и большого диаметра.
3.2. Проведение сравнительного анализа сварки труб малого и большого диаметра.
Тест для электрогазосварщиков с ответами
8 .Системы оргонизационных итехнических мероприятий и средств предотвращающих воздействие на роботающих пройзводствнных факторов.
А)Льготы по пенсионному обеспечению
С)Про и зводственная санитария
Е)Оф о рмление несчастных случаев
9.Расстояние от сварочных проводов до баллонов с кислородом должно быть.
10.Работы,связонные со сварочным оборудованием разрешается пройзводить сварщикам.
А)Подключать провода к клеммам м алого напрежения
В)Пройзводить чистку сварочных агрегатов во время роботы
С)Подключать к сети сварочные агрегаты
D )Ремонтировать агрегаты
Е)Ремонтировать силовые линии
11.Сварочные стекла выб и раются в зависимости от.
D )Силы сварочного тока
12.При оборатом ударе пламени необх о димо .
А)Отсаединить оба шланга от горелки
В)Пропускают газ в инжектор
D )Оба винтель открывают
13)Согласно оптимальным нормам в холодные периоды года температура воздуха робочей зоны при средней тяжести робот принемается.
14.Вентиляционная система,осущесвляющая смену воздуха во всем объеме помещения называются.
15.При ожога тела следует.
А)Ожог надо помыть водой
В)Наложить стерильную повязку
D )Смазать иодом
Е)Отделить прелипшую одежду от тела
16.Сварка- это процесс получение.
D )Раземных соединениий
17.Способы возбуздающие сварочную дугу
В)При помощи сварочной цепи
D )Касанием и черканьем
18.Качество наплавленного металла зависит.
А)От низкого напрежения и маленкого диаметра
В)От повышения напрежения и диаметра электрода
С)От низкого напрежения и диаметра электрода
D )От повышения силы тока и напрмжения
Е)Отповышения силы тока
19.Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
А)4ммдиаметр пр оволоки,0,08%Х.20%Н,9%Г,7%Т В)4мм,сварочнаяпроволока,8%С,20%Х,9%Н,7%Г,1%Т.
С)0,4мм диаметр проволоки,8%С,20%,9%Н,7%Г, 1%Т.
D )4мм,проволока сварочная.0,08углерода,20%хрома,9%никеля,7%марганца,1%титана.
Е)4мм диаметр проволоки 0,8С,20%Х,9%Н,7%Г,1%Т
20.Сварку швов на поворотах следуют заваривать.
А)Электродом стонким покрытием
С)С отрывом дуги
D )Электродом с толстым покрытием
Е)Без отрыва дуги
21.Диаметр электрода при ручной дуговой сварке выб и рают в зависимости от.
С)напрежения холостого хода
D )Толщины свареваемой детали
Е)Разделки кромок детали
22)При зажигании горелки в начале открывается вентиль.
А)Через камеру смешивания пропускают газ через мундштук
23. Сварочное соединения.
А)Это соединение на резьбе и заклепках
В)Это соединение на заклепках
С)Сварочное соединение –часть сваро чн ой конструкции,в которой с помощю сварки получил и несколько разъемных детали
D )Это соединение,полученное при помощи резьбы
Е)Сварка элементов неограниченной толщины,равнамерное распр е деление напр я жений,высокая прочность сварных соединений минимальный расход металла,надежность и удобство контрол ь
24.Приимущества сварного соединения.
А)Сложнность оброботки кромок под сварку правильного проката,неоходимость точной сварки элементов соединение под сварку.
В)Кромки соединения хорошо провариваются при V -образной разделке
С)Соединение легко поддается термической обраотке.
D )Х-образной обраотке кромек требуются мало металла
Е)Сварка элементов неограниченной толшинны,равномерное расприделение напрряжений,высокая прочнноть сварных
Экзаменационные билеты с ответами по сварке
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
Ответы, необходимые для проверки знаний у лиц, ответственных за безопасное производство работ кранами
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Теги: билеты, проверка знаний, сварщик, специалист
Тестирование по экзаменационным билетам сварщика.

От квалификации сварщика зависит качество изготовляемой продукции. Для опасных объектов сварка доверяется только сварщикам высокой категории.
К работам допускаются только аттестованные сварщики, имеющих удостоверение единого образца Ростехнадзора с отметкой по допуску определенных видов работ. Первичное обучение и аттестация сварщика проводится в учебном предприятии на курсовой подготовке.
Аттестация сварщика подтверждается ежегодно
То есть, чтобы работать сварщиком, нужно всегда сдавать экзамены на подтверждение знаний сварочного производства.
На нашем сайте размещены экзаменационные экзамены для аттестации сварщиков 1 го уровня, (взятые с сайта Веб-Механик), по которым можно пройти тестирование, закрепить свои знания и приобрести дополнительные знания.
Тестирование можно проходить неограниченное время - бесплатно
Кроме теоретических знаний сварщик должен подтвердить допуск к работам сваркой:
- Качественная сварка на экзамене в горизонтальном и потолочном положении, дает допуск к сварочным работам в любом пространственном положении;
- При допуске к сварке труб и трубопроводов должны произвести сварку неповоротные стыки труб;
- Допуск на контактную сварку, требует сварки четыре образца труб – два на разрыв и два на сплющивание.
1.Для ручной дуговой сварки выпускают стальную сварочную проволоку диаметром.
2.Для полуавтоматической сварки выпускают стальную сварочную проволоку диаметром.
3)Как обазначаются сварочная проволока.
4)Какие защитные газы можно применять при дуговой сварки?
5.Какой защитный газ может применятся при сварки стали?
6.Какой зашитный газ преминяется при сварке алюминия?
7.Какие марки электродов преминяются для сварки меди?
8.Системы оргонизационных итехнических мероприятий и средств предотвращающих воздействие на роботающих пройзводствнных факторов.
Е)Оформление несчастных случаев
9.Расстояние от сварочных проводов до баллонов с кислородом должно быть.
А)Подключать провода к клеммам малого напрежения
11.Сварочные стекла выбираются в зависимости от.
D)Силы сварочного тока
12.При оборатом ударе пламени необходимо .
D)Оба винтель открывают
13)Согласно оптимальным нормам в холодные периоды года температура воздуха робочей зоны при средней тяжести робот принемается.
14.Вентиляционная система,осущесвляющая смену воздуха во всем объеме помещения называются.
17.Способы возбуздающие сварочную дугу
D)Касанием и черканьем
18.Качество наплавленного металла зависит.
D)От повышения силы тока и напрмжения
19.Рашифруйте сталь 4Св-08Х200Н9 Г7Т.
20.Сварку швов на поворотах следуют заваривать.
D)Электродом с толстым покрытием
21.Диаметр электрода при ручной дуговой сварке выбирают в зависимости от.
D)Толщины свареваемой детали
22)При зажигании горелки в начале открывается вентиль.
23. Сварочное соединения.
С)Сварочное соединение –часть сварочной конструкции,в которой с помощю сварки получили несколько разъемных детали
D)Это соединение,полученное при помощи резьбы
Е)Сварка элементов неограниченной толщины,равнамерное распределение напряжений,высокая прочность сварных соединений минимальный расход металла,надежность и удобство контроль24.Приимущества сварного соединения.
В)Кромки соединения хорошо провариваются при V-образной разделке
D)Х-образной обраотке кромек требуются мало металла
А)Глубина провара 24мм
С)Глубина провара равная диаметру электрода.
Е)Это найбольшая глубина расплавленного основного металла в сечения шва.
1.Прочных сварных соединений зависит:
А)От режима сварки и вида сварного соединения.
В)От режима сварки.
С)От прочности сварочной проволоки и флюсов.
D)От сварного соединения и его размеров.
Е)От прочности материалов,свариваемости,режима сварки.
2.Положение электрода при сварке характеризуется:
А)Зазором между свареваемыми деталями.
В)Силой тока и напряжением.
6D)Углом наклона к свариваемой детали.
Е)Углом его наклона к оси сварного шва.
3.Электрошлаковая сварка прозводится:
А)В вертикальных швах большой толщины
В)В потолчном положении
С)В горизантальном положении
D)В вертикальном и нижнем положениях
Е)В нижнем положении
4.Определить область применения(ацетилена) С2Н2:
А)Сварка легкоплавких металлов.
В)Сварка цветных металлов С)Сварка чугуна
D)Кислородная резка стали.
Е)Для всех случаев резки и сварки.
5.Оредилить значения химического соединения СаС2:
6.Раположение ацетильного генератора от места работы:
7.Пламя, где подается одинаковый объем газов О2 и Н20:
8.Самая высокая температура ацетиленокислордного пламени:
9.Способы сварки,приминяемые при газовой сварке:
В)Левый и правый способы.
10.Расстояние металла от ядра в восстановительной зоне:
11.Вертикальный шов при газовой сварке сваривают:
А)Сверху вниз спиралеобразными движениями.
В)Снизу вверх левым способом.
С)Сверху вниз правым способом.
D)Снизу вверх правым способом.
Е)Сверху вниз левым способом.
12.Отличие резака от сварочной горелки:
А)Отсутствием камеры смешения газов.
С)Отдельной трубки для режущего кислорода и третьим вентилем.
D)Отсутствуем кислородной трубки.
Е)Отдельной трубки с вентилем для режущего кислорода и двойным мундштуком
13.Шлаки при резки должны быть:
14.Защищать сварной шов от шлаков следует:
В)Сразу после сварки.
С)После полного остывания металла.
D)Во время сварки.
Е)Через 15 минут после сварки.
15.Контроль, при котором получают негатив изображения участка сварного шва:
16.Сварщики допускают к работе при условиях:
А)После прохождения курсов сварщика.
В)После соответствующего обучения, пройдя инструктаж по технике безопасности.
С)Получившим удостоверение сварщика.
D)После знакомства с производством и работодателем .
Е)После соответствующего обучения,имеющего удостоверение на сварочные работы,прошедшего инструктаж и проверку знаний техники безопасности.
17.При оказании помощи пораженному электрическим током в первую очередь необходима:
А)Освободить от действия тока
В)Заземлить высоковольтные провода
С)Дать нашатырный спирт
D)Сделать искусственное дыхание
Е)заземлить провода электро установок
18.Запрещается совместная транспортировка баллонов:
А)Нескольких баллонов с водородом.
В)Нескольких баллонов с ацетиленом.
С)Нескольких баллонов с пропаном.
D) Нескольких баллонов с ацетиленом и кислородом.
Е)Нескольких кислородных баллонов.
19)Сварщик о средствах огнетушения должен знать:
А)Где находится писок и багор.
В)Нахождение место роботы.
С)умение пользоваться первичными средствами огнетушения.
D)Знать местонахождения легковоспламеняющихся материалов.
Е)Расположение пожарного крана огнетушителей и комплект противопожарного инвентаря.
20.Назвать природные минералы, входящие в обмотку электрода:
D)Мрамор, мел, известняк.
21.Марка электрода характеризуется:
А)Химическими свойствами электрода.
В)Физическими свойствами электрода.
D)Составом электродного покрытия
22.Электроды с тонким покрытием применяют для сварки неответственных конструкций из:
23.Образование горячих трещин сварного шва в период первичной кристаллизации наплавленного металла называется:
24.При сварке в замкнутых пространствах напряжение освещения должно быть:
Сварку швов на поворотах следуют заваривать
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
- Техническими характеристиками использованных электродов
- Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
- Для экономии металла
- Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
- Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
- Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
- По решению аттестационной комиссии
- Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие - М, среднее покрытие - С, толстое покрытие - Д, особо толстое покрытие - Г
- Без покрытия - ТО, среднее покрытие - СР, толстое покрытие - ТЛ, особо толстое покрытие - ОТЛ
- Без покрытия - БП, тонкое покрытие - Т, среднее покрытие - С, толстое покрытие - ТТ, особо толстое покрытие – ТТТ
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
- Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
- Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
- Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
- Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
- Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
- Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
- Температура плавления металла, глубина проварки
- Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
- Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
- Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

- Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
- Неправильно подобранных электродов
- Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
- V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
- Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
- Внешнему виду катета сварного шва
- Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
- Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
- Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
- Плоские, угловые, стыковые, объемные
- С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
- К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
- Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
- Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
- Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
- Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
- По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
- Радиографическими и ультразвуковыми
- Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
- Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
- Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
- Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
- Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
- Предпочтительную толщину электрода для проведения работ
- Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
Читайте также: