Горизонтальная сварка и вертикальная сварка труб
Обновлено: 20.09.2024
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.

Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.

Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.

Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).

Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Положение при сварке
Сварка является процессом, без которого невозможно создать ни одну металлическую конструкцию. Серьезное отношение к этому процессу подтверждает большое количество нормативных материалов, регламентирующих пространственное положение шва при сварке. В методических указаниях приводятся сведения, каким должно быть положение электрода при сварке различными способами. Это имеет большое практическое значение, поскольку техника сварки швов в различных положениях не является одинаковой.
В зависимости от пространственного положения существуют разные условия для правильного формирования сварного шва, требования к его внешнему виду, наличию дефектов. Существенное влияние положение при сварочном процессе оказывает на его производительность, что учитывается при составлении технологической карты на узел изделия, где имеется сварное соединение.

Обозначение
Имеющаяся классификация сварных швов содержит обозначение положение при сварке. Каждому виду присваиваются цифры и буквы, которые четко указывают на разновидность шва. Эти обозначения указываются в чертежах на изделия, где присутствует сварное соединение. Сварщик при обучении своей профессии обязан изучить обозначения положений шва при сварке и доказать свои знания на экзамене. Это даст ему возможность без труда "читать" чертеж на изделие и делать практические выводы.

Принцип присваивания буквенного обозначения достаточно прост. Используется первая буква слова, обозначающего положение шва в пространстве. Существует не так уж много видов положения шва в пространстве, поэтому буква "В" будет однозначно восприниматься как вертикальный, а буква "П" как потолочный. Имеется более подробная градация, где основная буква пишется мелким шрифтом, а перед ней ставится большая буква "П", обозначающая "полу".
Обозначения могут иметь более подробный характер, когда в них указывается вид соединения или направление сварки. Так, например, П2 означает, что соединение тавровое потолочное, а положение при сварке В1 указывает на то, что при вертикальном положении шва сварка ведется способом снизу вверх. Положения при сварке Н1 и Н2 оба свидетельствуют о нижнем положении. Но дальше имеются различия.
Положение при сварке Н1 означает, что положение нижнее, а дальше два варианта: первый - стыковое, второй - "в лодочку". Н2 - нижнее положение при тавровом соединении. Н45 положение при сварке является переменным. Такое положение используется для сварки труб, когда их оси имеют наклонное положение на 45 градусов. Сварка при этом осуществляется без их поворота.
Когда приобретаются электроды, выпущенные иностранными производителями, положения швов, для которых они предназначены, указаны стрелками, в чем не трудно разобраться.

Обозначения имеются также в зависимости от свариваемых деталей.

Введение общепринятых обозначений систематизирует понятия о различных положениях при сварочном процессе. Сварщикам необходимо пройти аттестацию, которая начинается с экзамена по практике. Если он пройден успешно, то кандидат должен ответить на теоретические вопросы по основам сварочного дела. Они могут различаться в зависимости от направления, выбранного будущим сварщиком. Но существуют общие вопросы, знание которых является обязательным. К таким вопросам относится обозначения швов при различных пространственных положениях сварки.
Имеющиеся положения
Пространственные положения при сварке имеют четыре варианта. Наиболее легко выполнимое из них - горизонтальное нижнее положение. Наиболее трудным считается тоже горизонтальное положение шва, но располагающееся наверху, и имеющее название полочного. Шов в горизонтальном направлении не обязательно выполняют внизу или наверху. Он может располагаться в центре вертикальной стенки. Оставшийся вариант принадлежит вертикальному положению.

Различные положения сварки в пространстве имеют свои нюансы при выполнении сварки. От вида положений зависит расположение электродов.
Нижнее
Такое положение является самым желанным для любого сварщика. Этот вариант применяют, когда свариваются несложные детали небольшого размера или, если к качеству шва не предъявляются строгие требования. Положение электрода при этом виде является вертикальным. В этом положении возможно сваривание, как с одной стороны, так и с двух.
На качество шва в нижнем положении оказывают влияние толщина свариваемых деталей, размер зазора между ними, величина тока. Этот метод имеет высокую производительность. Недостатком является возникновение прожогов. При нижнем положении можно использовать способы стыкового и углового соединений.
Горизонтальное
При таком виде соединяемые элементы находятся в вертикальной плоскости. Сварной шов расположен горизонтально. Электрод принадлежит горизонтальной плоскости, но расположен перпендикулярно шву. Затруднение при работе вызывает возможное расплескивание жидкого металла из сварочной ванны и попадание под действием собственного веса прямо на расположенную внизу кромку. Перед началом работы необходимо произвести подготовительные работы, а именно, подрез кромки.
Вертикальное
Свариваемые детали располагают в вертикальной плоскости таким образом, чтобы шов между ними также был вертикальным. Электрод при этом расположен в горизонтальной плоскости перпендикулярно шву.
Сохраняется проблема падения вниз капель раскаленного металла. Работу следует выполнять исключительно на короткой дуге. Это предупредит попадание жидкого металла в кратер шва. Рекомендуется применение электродов с покрытием, увеличивающим вязкость содержимого сварной ямы. Это будет значительно уменьшать стекание расплавленного металла вниз.
Из двух существующих способов перемещения по возможности следует выбирать движение снизу наверх. Тогда неизбежно стекающий металл будет при застывании образовывать ступеньку, препятствующую дальнейшему его сползанию. Это занимает длительное время. При использовании способа сверху вниз производительность увеличивается за счет снижения качества шва.
Потолочное
По сути, является горизонтальным швом, расположенным в неудобном для работы месте. Сварщику приходится длительное время пребывать в сложной позе с вытянутой рукой. От квалификации это, понятное дело, не зависит, но у опытных мастеров имеются свои приемы, облегчающие процесс сварки в этом положении. В любом случае необходимо периодически делать перерывы.
Положение при сварке деталей будет горизонтальным, а электрода - вертикальным. Шов расположен внизу кромок. Главный риск получения некачественного шва заключается в том, что жидкий металл стекает вниз, но не всегда попадает в сварочную ванну.
При потолочном способе ведения сварки следует использовать небольшой ток и минимально короткую дугу. Электроды должны иметь небольшой диаметр и тугоплавкое покрытие, удерживающее капли металла за счет поверхностного натяжения. Этот вид сварки является особенно нежелательным, когда предстоит соединение деталей малой толщины.
Положение электрода
Когда осуществляется сварка, угол, под которым находится электрод, имеет большое значение. Правильно выбранный угол наклона электрода при сварке позволит контролировать весь процесс и вовремя вносить коррективы. Под каким углом держать электрод при сварке не указывается в чертеже, а выбирается самим сварщиком.

Имеются следующие основные виды положения электрода:
- Сварка углом вперед. Этот способ выбирают при необходимости сварки в труднодоступных местах. Он имеет существенные недостатки. Образующийся шлак в жидком состоянии находится все время впереди, что мешает процессу сварки. Дуга может погаснуть совсем или начнет "блуждать". Не исключено появление пропущенных участков, что сильно снижает качество шва.
- Сварка углом назад. Находит применение при сварке стыков и в угловом варианте. Угол наклона электрода так же, как и в первом способе, находится в пределах 30-60°С. Сварочная дуга, напирая на жидкий шлак, вытесняет его из ванны и расплавленный металл лишается его прикрытия. На оголенном участке начинается быстрая кристаллизация.
- Под прямым углом. Расположение электрода перпендикулярно шву оставляет возможность контроля над жидким шлаком, и заставлять его перемещаться вслед за сварочной ванной. Это оказывает благоприятное влияние на качество шва. Если будет замечено, что шлак оказался перед электродом, то надо на небольшое время перейти на способ "назад углом". Это позволит отбросить шлак за электрод.
Движение электрода
Движение электрода при ручной дуговой сварке является колебательным. Траектория движения электрода выбирается в зависимости от вида соединения и толщины свариваемых элементов.

Перемещением электрода вдоль оси сварного шва достигает получение тонкого "ниточного" валика. Его поперечный размер зависит от толщины электрода и скорости его движения. Движение электрода при сварке в поперечном направлении позволяет получить сварной шов требуемой толщины. Движения носят возвратно-поступательный характер.
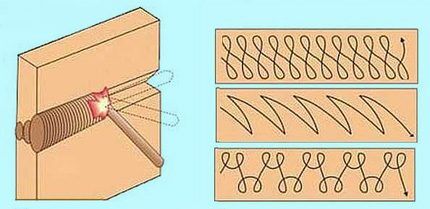
Амплитуда колебаний зависит от характеристик свариваемого материала и размера шва. Конец электрода может описывать различные движения типа "лестница", "елочка", "треугольники" и другие. Они выбираются мастером перед началом процесса сварки. Такие широкие возможности позволяют сделать правильный выбор для получения качественного и красивого шва.
Газовая сварка в различных пространственных положениях требует обязательной подготовки. Она заключается в очищении от загрязнений, окалин, остатков краски. Перед сваркой детали скрепляют прихватками - соединениями в виде небольших швов. Это необходимо для того, чтобы величина зазора оставалась постоянной. Если сваривается тонкий металл, то длина прихваток не должна быть более 5 мм. При толстом материале и длинном шве их длину можно увеличить до 30 мм.
Сварка электродом
Техника сварки электродом, прежде всего, предполагает ручную дуговую сварку. Несмотря на появление новых технологий, она остается самой простой и доступной. Шов становится более качественным и надежным при применении различных флюсов.
Ручная сварка находит применение в разных областях, особенно хорошо она подходит для углеродистых сталей. Проверенным вариантом является сваривание с помощью электрооборудования. Самым прогрессивным методом считается использование инвертора.
Виды соединений
Соединения бывают нескольких типов. Сварные швы бывают стыковые и угловые. К стыковым швам относится соединения двух деталей, которые плотно соприкасаются своими торцами. Находят широкое применение. Используются при различных технологиях. Преимуществами являются высокая производительность процесса сварки, небольшой расход материала. При соблюдении технологии получается шов высокой прочности. Необходима предварительная подготовка кромок.
Стыковой вид применяется для соединений листов, труб и сортового проката. При угловом соединении детали находятся под углом друг к другу. В месте их контакта пролегает сварочный шов. Размер угла зависит от конструкции изделия. Может применяться для приваривания трубы к поверхности.

Типы сварного шва СШ и УШ расшифровываются как стыковой и угловой соответственно.
Тавровое - соединение, в котором торец одной детали приваривается к поверхности другой. Как правило, угол между ними составляет 90°С. Основное требование - торец присоединяемой детали должен быть обрезан и тщательно обработан. Это обеспечит хорошее смыкание свариваемых поверхностей. Требуется предварительная разделка кромок.
При большой толщине снимают фаску с обеих сторон, что обеспечивает хорошее проваривание деталей. Тавровое соединение получается удачно при установке деталей в "лодочку". При этом электрод можно располагать вертикально. При сваривании толстых деталей имеется возможность многопроходного соединения. Такую установку применяют при автоматической сварке.
При нахлесточном соединении детали расположены в пространстве параллельно друг другу, но при этом одна из них на небольшом участке перекрывает вторую. Этот вид применяется при контактной и точечной сварке. Предварительная разделка кромок не требуется, поскольку они не участвуют в соединении. Толщина свариваемых деталей имеет ограничение - она не должна превышать 10 мм.
Разделение на различные виды осуществляется по форме:
- Нормальные. Получается при использовании длинной дуги. Хорошо выдерживают динамические нагрузки, поскольку между дорожкой и основным материалом отсутствует перепад.
- Выпуклые. Называются усиленными. Такую форму дает короткая дуга. Ширина шва становится меньше и образуется выпуклость. Получаются при многослойном покрытии, что приводит к большому расходу материала.
- Вогнутые. Называются ослабленными. Вогнутость корня имеет форму канавки. Возникают при неправильной технологии или недостаточной подготовке стыкуемых поверхностей. Используются для тонких металлов.
При сваривании следует стремиться к получению нормального, а значит красивого, сварного шва.

Существуют и другие разделения сварных соединений:
- Односторонняя сварка. Соединение выполняется только с одной стороны. Обозначение - ос (ss), где первые две русские буквы соответствуют наименованиям вида сварки, а в скобках указано международное написание.
- Двусторонняя сварка. Имеются соединения с двух сторон. Обозначение - дс (bs).
- Соединения, которые выполняются на подкладке - снимающейся или остающейся, а также на подкладном кольце. Обозначение - сп (mb), где русские буквы означают "с подкладкой".
- На весу, то есть, без подкладки. Обозначение - бп (nb). Вид сварного соединения ос бп означает, что сварное соединение подкладки не имеет. Вид соединения при сварке ос бп говорит о том, что сварочное соединение было совершено без подкладки.
- Изделия, выполненные сваркой с предварительной зачисткой корня, обозначаются зк (gg), а без зачистки - бз (ng). Что обозначают буквы, понять не трудно.
- Какой вид сварного соединения обозначается гз gb? Когда применяется газовая защита, обозначение сварки принимает вид - гз (gb).
Система обозначений носит понятный и легко запоминающийся характер.
Сварные швы также имеют разделение по их конфигурации. Они бывают прямолинейными, криволинейными и спиральными или иначе кольцевыми. Выбор осуществляется независимо от положения шва в пространстве. Все эти виды сочетаются со стыковым и нахлесточном соединениями. В зависимости от протяженности швы бывают сплошными и прерывистыми.
Подготовка кромок
Правильная подготовка кромок к свариванию является залогом получения качественного шва при его любых пространных положениях.

Подготовка к свариванию состоит из нескольких этапов:
- правка металла;
- разметка изделия;
- резка;
- зачистка соединений;
- небольшой подогрев;
- обработка кромок.
Правка выполняется в том случае, когда при транспортировке произошло деформирование изделий. Правка в горячем или холодном виде применяется в зависимости от размера изделия и сложности деформаций. Может выполняться вручную или с помощью приспособлений. Применяются молотки, кувалды, ручной пресс. При сложных повреждениях используют прессы с электродвигателями.
С помощью разметки задают необходимые размеры, обрезая лишние куски. При ручной разметке достаточно иметь линейку и штангенциркуль. Если разметка производится на партии одинаковых деталей, то используют шаблон. Чтобы получить нужный размер производят резку заготовок. Она бывает механическая и термическая путем плавления металла. Резку делают по нанесенным предварительно отметкам. Применяют также дуговую сварку, кислородный резак.
Зачистка изделий является важным этапом подготовки к свариванию. Нельзя оставлять на поверхности загрязнения, посторонние предметы и жировые пятна. Навредить может оксидная пленка. При химическом способе очистки детали погружают в емкость с химикатами.
Большую роль играет подготовка перед сваркой кромок. После зачистки им придают требуемую геометрическую форму. Для соединения тонких деталей кромку делают плоской, а для толстых изделий кромки делают в форме букв "V" или "X". Особенно актуальна подготовка кромок при сваривании труб. Правильный скос в этом случае снимет напряжение при эксплуатации.
Более качественной является холодная подготовка. Внимательного отношения требует сварка труб. На глубину снимаемого слоя влияет марка металла. Толщина стенок в месте сваривания должна быть одинаковой, а торец трубы перпендикулярным ее оси.
Интересное видео
Сварка горизонтальных швов
Электросварка - объединение между собой различных металлов методом расплавления их с помощью электрической дуги. При застывании образуется сварной шов. В зависимости от места положения шов бывает горизонтальным, вертикальным, боковым. Сварка горизонтальных швов производится на плоскости, расположенной вертикально. Своеобразной опорой служит нижняя кромка, поэтому в горизонтальном направлении дуговая сварка происходит более легко. Однако, специфические особенности вызывают ряд трудностей.

Необходимое оборудование
При горизонтальной сварке используются следующее оборудование и инструменты:
- Инвертор сварочный. Применяется для понижения сетевого напряжения до требуемого значения. Подходит для металлических деталей различной толщины.
- Трансформатор. Понижает напряжение до рабочего.
- Выпрямитель. Превращает переменный ток в постоянный. Создает стабильность горения дуги.
- Электроды. Представляют собой стержень с защитным покрытием.
Сварщик должен иметь экипировку, обеспечивающую безопасность при работе: одежду из несгораемого материала, защитную маску.
Технология сварки горизонтального шва
Качественная сварка горизонтального шва заключается в том, что необходимо подобрать сечение электрода и силу тока. Важным является умение сварщика грамотно перемещать электрод по направлению шва, держать его под правильным углом. Нельзя допускать перегрев стыков и затухания дуги раньше времени.
Когда выполняется горизонтальный шов сварка вызывает стекание вниз жидкого металла. Чтобы этого избежать, сваривание производят поочередным выполнением узких валиков. Каждый предыдущий становится опорой для следующего. Поперечные колебания недопустимы. Наплавку ведут по направлению снизу вверх. Сварочный ток подбирается максимально возможный для толщины свариваемых материалов.
Сварочная ванна начинает опускаться вниз. Чтобы этого избежать, следует наклонять электрод. Угол наклона электрода относительно вертикальной плоскости составляет порядка 80 градусов. Сварка горизонтального шва на вертикальной поверхности обеспечивает формирование его необходимой ширины и глубины благодаря аккуратным перемещениям конца электрода. Расслабление руки сварщика способствует ведению электрода волнообразными движениями. Применяются различные рисунки поперечного хода.

Кроме перемещения электрода большую роль для получения качественного шва играют параметры тока. Сила тока должна быть тем выше, чем больше диаметр электрода и толщина свариваемого металла. Ровный шов получается при оптимальном соотношении силы тока и скорости перемещения электрода.
Сложности при горизонтальной сварке
Сложность при выполнении горизонтального шва создает сила тяжести расплавленного металла. Под ее действием может произойти его вытекание из сварочной ванны. Стекание металла на нижнюю кромку создает на ней сильное уплотнение. Из-за этих обстоятельств не происходит качественного соединения.
Из-за неудобного положения при горизонтальной сварке исполнитель может допустить ошибки. Чтобы возможные последствия свести к минимуму, на верхней кромке следует создать склон.
Как варить вертикальный и горизонтальный швы электросваркой: пошаговые инструкции
Электросварка – технология объединения структуры металлов нагревом и расплавлением электрической дугой. Она получила широкое распространение в самых разных сферах народного хозяйства, включая частный сектор.
По сути, таким методом можно выполнять сваривание между собой любых металлов, учитывая температуру электрической дуги (7000-8000 градусов). Но прежде чем обратиться к этой технологии, придётся изучить, как варить вертикальный шов электросваркой, и разобраться с техникой получения горизонтального шва.
Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
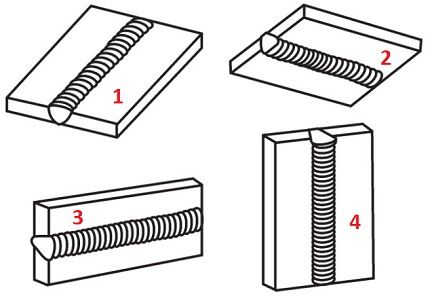
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется
По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые. Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении
Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине
Для статической нагрузки нужны выпуклые сварные швы. Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки
В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм
На качество создаваемого шва немалое влияние оказывает скорость его выполнения. Не следует слишком торопиться и слишком медленно "вести" электрод для получения прочного непрерывного сварного шва
Как варить вертикальный шов?
Сложность контроля сварки в условиях создания вертикального шва обусловлена обычным физическим явлением – силой тяжести. Таковая оказывает действие на массу расплавленного металла, который будучи в жидком виде, устремляется вниз.
Здесь действия профессионального сварщика заключаются в том, чтобы не дать расплавленной массе оторваться от места сваривания. Достичь такого результата поможет стабильно горящая электрическая дуга, удерживаемая на минимально допустимом расстоянии от конца электрода до сварочной ванны.
Техника снизу вверх
Вертикальный стык, как правило, заваривают ходом электрода в направлении от нижней точки к верхней. Такой маршрут обеспечивает более стабильный контроль, а электрическая дуга уверенно держит ванну с расплавом, предупреждая растекание. Именно проходом снизу вверх удаётся сформировать максимально качественный вертикальный шов.
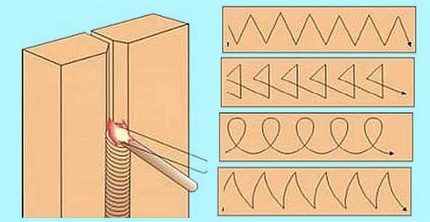
Техника формирования вертикального шва по направлению снизу вверх. Для получения требуемой ширины шва и глубины провара мастера используют разные варианты «рисования» электродом
Конечно же, перед началом сваривания вертикального шва следует подготовить границы стыка, обработать в соответствии с техническими требованиями. Сварочный аппарат нужно настроить под условия сварки (выставить ток, подобрать электрод).
Изначально по линии стыка делаются несколько точечных «прихваток» — сварка коротким швом (1 — 2 см). Цель таких действий — исключить в процессе нагрева смещение свариваемых частей по причине температурной деформации.

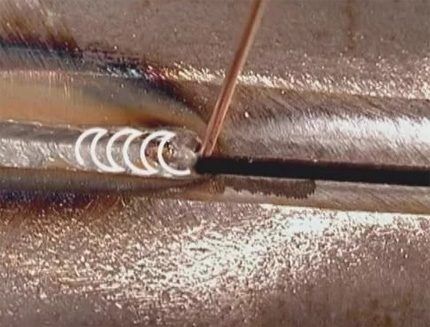
Пример вертикального шва, полученного после сварки двух металлических пластин квалифицированным сварщиком. Использовалась техника направления перемещения электрода снизу вверх
Когда делается сварка стыка вертикально, угол удержания электрода относительно плоскости, на которую будет ложится шов, выдерживают в пределах 45-90º.
Инструкция сварщика устанавливает следующие действия:
- Контактом электрода о металл зажигается дуга.
- Делаются «прихватки» в 3-4 точках по линии стыка от её середины к краям.
- Сварка начинается в нижней точке линии стыка.
- Ход электрода направлен вверх, сварочная ванна удерживается в рабочей зоне.
Продвигать электрод следует с умеренной скоростью. Главный скоростной критерий — образование оптимального количества расплава сварной ванны.
Одновременно с вертикальным ходом электрода допустимы поперечные зигзагообразные движения «полумесяцем», «елочкой» или другим «рисунком». Но техника поперечного хода видится актуальной только на металлах с толщиной стенки больше 4 мм.
Сваривать металл вертикальным швом рекомендуется одним проходом без остановки. Для начинающих сварщиков в этом видится сложность. Однако опыт нарабатывается быстро.
Техника сверху вниз
Набравшиеся опыта, сварщики без труда укладывают вертикальный шов движением электрода сверху вниз. В чём заключается хитрость исполнения такой операции?
Всё просто: поджигая электрическую дугу, электрод устанавливают относительно рабочей плоскости под углом 90º. Как только металл в точке образования дуги начинает расплавляться, угол установки электрода изменяют на 15-20º, немного опуская держатель.
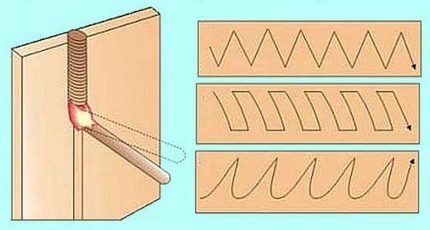
Техника производства вертикального шва при направлении движения электрода сверху вниз. В этом варианта применяются несколько иные формы поперечной «отрисовки» электродом
Проводка электрода по линии стыка толстостенных металлов также выполняется поперечными зигзагами «пилообразной» или «прямоугольной» формы. Некоторые сварщики пользуются методикой «волнообразного» распределения расплава.
Между тем, способ формирования вертикального шва по направлению сверху вниз сопровождается большими сложностями для сварщика. Однако, по мнению многих специалистов, сварка в таком виде даёт лучший результат в плане качественных показателей.
Технология варки горизонтального шва
Специфика сварки горизонтального шва практически та же, что и для вертикального. Технические нюансы – опять же манипулирование углами установки электрода.
Направление движения в процессе сваривания деталей на стыке может выбираться от его крайней левой точки до крайней правой точки или наоборот. Конкретный выбор направления определяется сварщиком, исходя из степени личного удобства.
Стандартная техника формирования горизонтального шва и практикуемые формы поперечной «отрисовки», применяемые для получения нужных значений ширины и глубины шва
Но как правильно варить горизонтальный шов электросваркой, чтобы исключить вытекание расплава из колеи по причине действующей силы тяжести?
Здесь сварщику нужно подобрать такое положение электрода, при котором сила горения электрической дуги была бы равноценна силе тяжести капель металла. Возможно, потребуется настроить силу тока и опытным путём подобрать оптимальную скорость перемещения электрода.
Обычно сварку горизонтального шва ведут непрерывно до полного завершения. Однако если не удаётся держать под контролем расплав (сварочную ванну), можно попытаться изменить технику – перейти на ход с периодическим гашением дуги.
Все эти тонкости нарабатываются с приходом опыта выполнения сварочных работ. Поэтому не стоит отчаиваться, если с первых попыток ничего не получается.

Практический пример горизонтальных сварных швов, сделанных на металлических пластинах, установленных вертикально. Верхний вариант выполнялся по направлению слева направо, нижний справа налево
Формирование горизонтального шва нужной ширины и глубины провара, как правило, достигается за счёт аккуратного поперечного перемещения горящего конца электрода от края одной стыкуемой детали до края другой.
На сварке металлов толщиной до 4 мм применяют разные варианты «рисунка» поперечного хода электрода. Каких-то конкретных рекомендаций на этот счёт нет. Главное – получить требуемую ширину шва и глубину провара.
Электрическая дуга: контроль оптимальной длины
Величину зазора между горячим концом электрода и плоскостью металла, достаточную для образования электрического разряда, называют длиной дуги. Одна из главных основ инструкции сварщика – это контроль оптимальной длины дуги.
Теоретически в режиме сварки можно получить три дуговых промежутка:
- короткий (1 – 1,5 мм);
- длинный (3,5 – 6 мм);
- нормальный (2 – 3 мм).
Для режима горения короткой дуги характерным является недостаточный прогрев металла по ширине. По краям шва, в таких случаях, отмечается так называемый «подрез» — небольшое углубление. Наличие подобного дефекта свидетельствует о низких качественных показателях сварного шва.
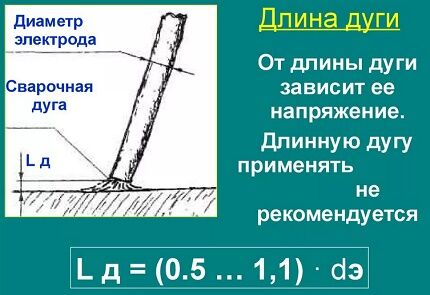
Особое значение для техники сварки имеет длина электрической дуги. Именно за счёт этого параметра выстраивается правильная или неправильная структура сварного шва
Режим сварки длинной дугой, как правило, сопровождается её периодическим гашением. Здесь отмечается малый прогрев металла по глубине. О хорошем качестве шва говорить тоже не приходится.
Таким образом, остаётся единственный вариант, на который следует ориентироваться начинающему сварщику – нормальная длина дуги, которая должна составлять не более Ld = 0,5-1,1 * Dэ (Ld – длина дуги; Dэ – диаметр электрода).
Управление положением электрода
Сварочный процесс может выполняться при положении электрода углом вперёд, углом назад, прямым углом. Применяя любой из этих трёх технологических приёмов, сварщик способен создавать швы в разных условиях производства работ.
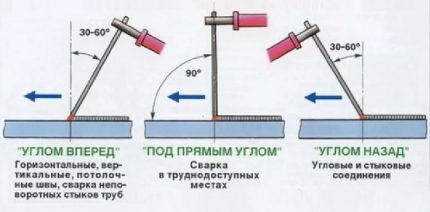
Варианты угловых положений электрода для производства сварочных работ. Синие стрелки указывают направление перемещения электрода
Так, способ «углом вперёд» традиционно применяется для соединения элементов горизонтальным и вертикальным швами в условиях верхнего расположения деталей в пространстве (потолочная сварка). Эта же техника успешно используется для сварки неповоротных стыков труб или при сооружении самодельной печки из газового баллона.
Удерживая электрод строго под прямым углом (90º), сварщик обеспечивает исполнение работ в местах труднодоступных. Наконец, техника «угла назад» позволяет качественно выполнять сварочные работы на угловых стыках.
Устанавливая электрод «углом вперёд», обычно работают с тонкостенными металлами. В таком положении электрода получают широкий шов малой глубины. На толстостенных металлах, напротив, стараются применять технику «углом назад», обеспечивая прогрев металла на достаточную глубину.
Параметры тока и перемещение электрода
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.

Прожженный металл в точке недопустимо медленного продвижения электрода. Часто встречающийся дефект на сварке тонкостенных металлов дугой повышенной мощности
Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Читайте также: