Гост 15878 79 контактная сварка
Обновлено: 04.10.2024
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 621.791.76.052:006,354 ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
КОНТАКТНАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Resistance welding. Welded joints.
Design elements and dimensions
Постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. № 1926 срок действия установлен
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых л медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла.
2. В стандарте приняты следующие обозначения способов контактной сварки:
Для конструктивных элементов сварных соединений приняты следующие обозначения:
s и 51—толщина детали;
d — расчетный диаметр литого ядра точки или ширина литой зоны шва;
h и hi — величина проплавления;
g и g\ — глубина вмятины;
t — расстояние между центрами соседних точек в ряду;
с— расстояние между осями соседних рядов точек при цепном расположении;
С\ — расстояние между осями соседних рядов точек при шахматном расположении;
Издание официальное Перепечатка воспрещена
с 01.07. 1980 г. до 01.07. 1985 г.
Несоблюдение стандарта преследуется по закону
(§) Издательство стандартов, 1979
I — длина литой зоны шва;
f ~ величина перекрытия литых зон шва;
1\ — длина неперекрытой части лигой зоны шва;
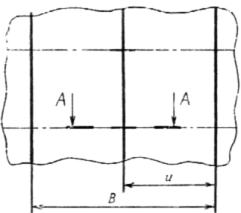
В — величина нахлестки;
и — расстояние от центра точки или оси шва до края нахлестки;
п — число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы Айв табл. 2, 4, 6^ для соединений группы Б.
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особен-ноет ей технологического процесса сварки.
4. Величина нахлестки В для многорядных швов при цепном расположении точек В~2и + с (п—1); при шахматном расположении точек В = 2и + С\ (п—1).
5. В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт. 4.
6. Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее половины минимальной величины нахлестки.
7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае — >2 минимальные величины нахлестки Ву расстоя-
ние между центрами соседних точек в ряду t и расстояние между осями соседних рядов точек с следует увеличить в 1,2—1,3 раза.
8. При сварке трех и более деталей расчетный диаметр литого ядра точки d следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления hy hi должна быть для магниевых сплавов от 20 до 70%, титановых-—-от 20 до 95% и остальных металлов и сплавов — от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва / должна быть не менее 25% длины литой зоны шва L
При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва.
11. Глубина вмятины gy gi не должна быть более 20% толщины
детали. При сварке деталей с отношением — >2, в случае при-менения одного из электродов с увеличенной плоской рабочей по-
верхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
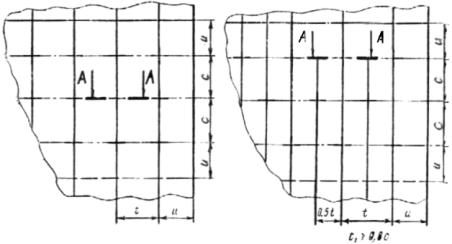
Конструктивные элементы сварных соединений,
выполненных контактной точечной сваркой
а—неллакированные металлы; б — плакированные металлы; в —детали неравной толщины; 2 — разноименные металлы
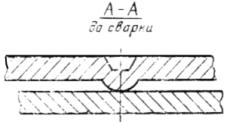
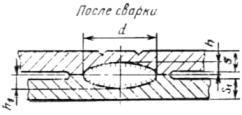
Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой
Гост 15878 79 контактная сварка

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
СОЕДИНЕНИЯ СВАРНЫЕ В СТАЛЬНЫХ КОНСТРУКЦИЯХ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Требования к проектированию, выполнению и контролю качества
Welded joints in steel structures of railway vehicle. Requirements for design, production and quality control
Дата введения 2017-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) и Акционерным обществом "Научно-исследовательский институт железнодорожного транспорта" (АО "ВНИИЖТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 октября 2016 г. N 92-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 ноября 2016 г. N 1707-ст межгосударственный стандарт ГОСТ 33976-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2017 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 53192-2014*
6 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на проектирование, выполнение и контроль качества сварных соединений и сварных узлов в стальных конструкциях железнодорожного подвижного состава климатических исполнений по ГОСТ 15150.
Действие настоящего стандарта не распространяется:
- на исправление дефектов литых деталей;
- сварку оборудования опасных производственных объектов и резервуаров воздушных железнодорожного подвижного состава;
- ремонт железнодорожного подвижного состава.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.030-81 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.3.002-2014 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.003-86 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.036-84 Система стандартов безопасности труда. Газопламенная обработка металлов. Требования безопасности
ГОСТ 14.201-83 Обеспечение технологичности конструкции изделий. Общие требования
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
В Российской Федерации действует ГОСТ Р 55724-2013.
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности. Технические условия
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
ГОСТ 21357-87 Отливки из хладостойкой и износостойкой стали. Общие технические условия
ГОСТ 22703-2012 Детали литые сцепных и автосцепных устройств железнодорожного подвижного состава. Общие технические условия
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
В Российской Федерации действует ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением".
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Resistance welding. Welded joints. Design elements and dimensions
Срок действия с 01.07.80
до 01.07.85*
________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного
Совета по стандартизации, метрологии и сертификации.
(ИУС N 4 1994 г.). - Примечание изготовителя базы данных.
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. N 1926
ПЕРЕИЗДАНИЕ. Сентябрь 1983 г.
1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
Для конструктивных элементов сварных соединений приняты следующие обозначения:
расчетный диаметр литого ядра точки или ширина литой зоны шва;
расстояние между центрами соседних точек в ряду;
расстояние между осями соседних рядов точек при цепном расположении;
расстояние между осями соседних рядов точек при шахматном расположении;
длина литой зоны шва;
величина перекрытия литых зон шва;
длина неперекрытой части литой зоны шва;
расстояние от центра точки или оси шва до края нахлестки;
число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы и в табл. 2, 4, 6 - для соединений группы
Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки.
4. Величина нахлестки для многорядных швов при цепном расположении точек .
5. В зависимости от вида нахлестки сварного соединения величину нахлестки следует определять в соответствии с черт. 4.
6. Расстояние от центра точки или оси шва до края нахлестки должно быть не менее половины минимальной величины нахлестки.
В случае8. При сварке трех и более деталей расчетный диаметр литого ядра точки следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9. Величина проплавления должна быть для магниевых сплавов от 20 до 70%, титановых - от 20 до 95% и остальных металлов и сплавов - от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва должна быть не менее 25% длины литой зоны шва .
11. Глубина вмятины , в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой

- неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНТАКТНАЯ СВАРКА
СОЕДИНЕНИЯ СВАРНЫЕ
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
КОНТАКТНАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Конструктивные элементы и размеры
Resistance welding. Welded joints.
Design elements and dimensions
Постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. № 1926 срок действия установлен
Несоблюдение стандарта преследуется по закону
1 . Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой.
2 . В стандарте приняты следующие обозначения способов контактной сварки:
К т - точечная;
К р - рельефная;
K ш - шовная.
s и s 1 - толщина детали;
d - расчетный диаметр литого ядра точки или ширина литой зоны шва;
h и h 1 - величина проплавления;
g и g 1 - глубина вмятины;
t - расстояние между центрами соседних точек в ряду;
с - расстояние между осями соседних рядов точек при цепном расположении;
с 1 - расстояние между осями соседних рядов точек при шахматном расположении;
l - длина литии зоны шва;
f - величина перекрытия литых зон шва;
l 1 - длина не перекрытой части литой зоны шва;
В - величина нахлестки;
и - расстояние от центра точки или оси шва до края нахлестки;
п - число рядов точек.
3 . Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1 , 2 , 3 и в табл. 1 , 3 , 5 для соединений группы А и в табл. 2 , 4 , 6 - для соединений группы Б.
4 . Величина нахлестки В для многорядных швов при цепном расположении точек В = 2и + с ( п - 1); при шахматном расположении точек B = 2 u + с 1 ( п - 1).
5 . В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт. 4 .
6 . Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее половины минимальной величины нахлестки.
7 . Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины.
В случае > 2 минимальные величины нахлестки В, расстояние между центрами соседних точек в ряду t и расстояние между осями соседних рядов точек с следует увеличить в 1,2 - 1,3 раза.
8 . При сварке трех и более деталей расчетный диаметр литого ядра точки d следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей.
9 . Величина проплавления h , h 1 должна быть для магниевых сплавов от 20 до 70 %, титановых - от 20 до 95 % и остальных металлов и сплавов - от 20 до 80 % толщины деталей.
10 . При шовной контактной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25 % длины литой зоны шва l.
11 . Глубина вмятины g , g 1 не должна быть более 20 % толщины детали. При сварке деталей с отношением > 2, в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30 % толщины детали.
Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой
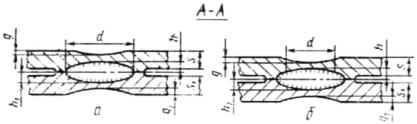
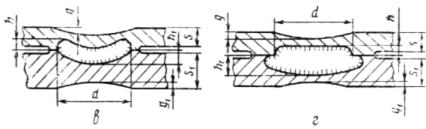
а - неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы
Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой
Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой
Resistance welding. Welded joints. Design elements and dimentions
Дата введения 1 июля 1980 г.
s и s - толщина детали;
d - расчетный диаметр литого ядра точки или ширина литой зоны
h и h - величина проплавления;
g и g - глубина вмятины;
t - расстояние между центрами соседних точек в ряду;
с - расстояние между осями соседних рядов точек при цепном
с - расстояние между осями соседних рядов точек при шахматном
l - длина литии зоны шва;
f - величина перекрытия литых зон шва;
l - длина не перекрытой части литой зоны шва;
В - величина нахлестки;
u - расстояние от центра точки или оси шва до края нахлестки;
n - число рядов точек.
3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт.1, 2, 3 и в табл.1, 3, 5 для соединений группы А и в табл.2, 4, 6 - для соединений группы Б.
4. Величина нахлестки В для многорядных швов при цепном расположении точек
при шахматном расположении точек
5. В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт.4.
В случае s/s_1 > 2 минимальные величины нахлестки В, расстояние между центрами соседних точек в ряду t и расстояние между осями соседних рядов точек с следует увеличить в 1,2-1,3 раза.
9. Величина проплавления h, h_1 должна быть для магниевых сплавов от 20 до 70%, титановых - от 20 до 95% и остальных металлов и сплавов - от 20 до 80% толщины деталей.
10. При шовной контактной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25% длины литой зоны шва l.
11. Глубина вмятины g, g_1 не должна быть более 20% толщины детали. При сварке деталей с отношением s/s_1 > 2, в случае применения одного из электродов с увеличенной плоской рабочей поверхностью, а также при сварке в труднодоступных местах допускается увеличение глубины вмятины до 30% толщины детали.
"Черт.1. Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой"
"Черт.2. Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой"
"Черт.3. Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой"
Читайте также: