График ппр сварочного оборудования
Обновлено: 18.05.2024
Система планово-предупредительных ремонтов (ППР) - более простой и более надежный способ планирования ремонтных работ.
Основными условиями, обеспечивающими планово-предупредительный характер ремонту оборудования в системе периодических ремонтов, являются следующие:
-основная потребность оборудования в ремонте удовлетворяется посредством производимых через определенное число отработанных им часов плановых ремонтов, образующих периодически повторяющийся ремонтный цикл;
-каждый плановый предупредительный ремонт выполняется в объеме, необходимом для устранения всех дефектов (возникших в результате его эксплуатации) и обеспечивающем нормальную работу станка, машины до следующего очередного планового ремонта, срок которого определяется установленными межремонтными периодами;
-планирование ремонтов, расчеты затрат труда на их выполнение и контроль удовлетворения потребности оборудования в ремонте основываются на нормальном объеме ремонтных работ, выполнение которого путем периодически производящих плановых ремонтов обеспечивает содержание парка в работоспособном состоянии;
-нормальный объем ремонтных работ определяют исходя из установленных оптимальных периодов между плановыми ремонтами, порядка их чередования в ремонтном цикле путем оценки ремонтосложности объектов ремонта;
-между периодическими плановыми ремонтами (ППР) оборудование подвергается плановым осмотрам и проверкам, являющимся средством организованной профилактики.
Главные положения системы ППР вытекают из следующего. Общий объем всех ремонтных работ, которые необходимо выполнить для восстановления технических качеств парка оборудования, зависит от многих и, на первый взгляд, самых разнообразных факторов. Однако по некоторым общим признакам и своему характеру все они могут быть объединены в следующие пять групп.
Первая объединяет факторы, относящиеся к условиям работы оборудования. К этой группе относятся
-режимы, на которых производится обработка на нем деталей
-точность обработки, требуемая от станков
-качество ухода за оборудованием
-состояние воздушной среды.
Вторая группа объединяет факторы, оказывающие влияние на объем ремонтных работ, которые условно можно назвать ремонтные особенности оборудования.К ним относятся
-конструктивная и кинематическая сложность оборудования
-класс его точности
-особенности сборки и разборки оборудования
-габаритные размеры и масса деталей, снимаемых и устанавливаемых при ремонте
-общая площадь поверхностей, подвергающихся при ремонте шабрению для исправления геометрической формы или восстановления взаимного положения механизмов и деталей
Третью группу составляют факторы, от которых зависит качество ремонтов итехнического обслуживания оборудования. Такими являются:
-качество деталей, используемых для замены изношенных
-применение при ремонте упрочняющей технологии
-уровень технологических процессов ремонта
-оснащенность ремонтной службы специализированным оборудованием, специальным инструментом, контрольно-поверочными и технологическими приспособлениями, способствующими высокому качеству ремонтных работ
-квалификация ремонтного персонала
-организация технического контроля
-своевременность устранения дефектов оборудования (возникающих при эксплуатации), зависящая от организации технического обслуживания и применения стимулирующих повышение качества ремонтов форм оплаты труда ремонтных рабочих
К четвертой группе относятся такие влияющие на объемы ремонтных работ факторы, как степень использования оборудования,т. е.сменность его работыикоэффициент загрузки.
Обобщающим показателем указанного является время, отработанное оборудованием с момента последнего ремонта, т. е. число часов, отработанное оборудованием без ремонта.
Пятая группа слагается из факторов, определяющих уровень производительности труда ремонтных рабочих. Такими являются:
-техническая вооруженность ремонтной службы
-наличие в ремонтно-механическом цехе полного технологического комплекта оборудования
-обеспеченность специальным инструментом, технологическими и контрольно-поверочными приспособлениями, упрощающими выполнение работ
-степень механизации труда ремонтных рабочих
-замена ручных ремонтных операций механической обработкой
-применение прогрессивных технологических процессов ремонтных работ
-уровень специализации на ремонтных работах
-оснащенность ремонтных работ грузоподъемными механизмами и транспортными средствами
-организация рабочего места ремонтных рабочих
-применение рационального производственного инвентаря и оргоснастки
-качество конструкторской и материальной подготовки плановых ремонтов
-организация парка запасных частей
-применение стимулирующих форм оплаты труда ремонтных рабочих, способствующих повышению производительности труда на ремонтных работах
Поскольку эти пять групп включают практически все факторы, влияющие на объем ремонтных работ, можно считать, что для любого парка оборудования объем ремонтных работ, которые необходимо произвести в каждый данный момент для ликвидации износа, возникающего в результате эксплуатации, определяется:
-условиями работы оборудования
-его ремонтными особенностями
-качеством выполнявшихся ремонтных работ и технического обслуживания
-числом часов, отработанных каждой единицей оборудования без ремонта
-уровнем производительности труда ремонтных рабочих.
Эта зависимость представляет собой первое основное положение, на котором базируется системапериодических ремонтов оборудования. Являясь функцией указанных факторов, объем ремонтных работ подвергается изменению, т. е. может увеличиваться или уменьшаться в результате их влияния. Но характер и степень влияния приведенных факторов на величину объема ремонтных работ весьма различны.
Изменение объема ремонтных работ под влиянием факторов, относящихся к условиям работы оборудования, не должно и практически не может быть сколько-нибудь значительным.
Увеличение объема ремонтных работ в результате ухудшения условий работы оборудования - явление ненормальное. Оно может быть следствием ослабления надзора за эксплуатацией и содержанием оборудования или ухудшения производственного обучения и инструктажа станочников. Такое положение недопустимо, и для его устранения на заводе должны немедленно приниматься меры.
Объем ремонтных работ при надлежащей постановке ремонтного дела на предприятии может увеличиваться или уменьшаться лишь в результатеизменения загрузки оборудования при увеличении или уменьшении плановых заданий, переходе на выпуск другой продукции, коренных изменениях в технологии производства.
Я бы выделил пять основных, базовых положений, на которых основывается система планово-периодических ремонтов (ППР).
-В условиях нормально функционирующего предприятия, величина общего объема ремонтных работ на нем изменяется главным образом в результате изменения числа часов, отработанных оборудованием без ремонта.
-При выполнении плановых ремонтов через определенное число часов, отработанных каждой единицей оборудования, объем ремонтных работ, требующихся для обеспечения надлежащего технического состояния парка оборудования, становится практически постоянным.
-При принудительном выводе станков в плановые ремонты через определенное число отработанных ими часов исключается возможность прогрессирующего износа механизмов и связанное с этим прогрессирующее возрастание объема ремонтных работ. Вследствие этого общий объем работ по ремонту определенного парка оборудования не только становится практически постоянным, но и при правильно выбранных сроках работы, после которых должен производиться ремонт (оптимальных межремонтных периодах), снижается до минимальной величины.
-В условиях периодического выполнения плановых ремонтов через определенное, правильно установленное число отработанных часов, объем работ по ремонту снижается до некоторого минимума, представляющего собой нормальный объем ремонтных работ, требующийся для поддержания технического состояния оборудования на нормальном уровне.
-Основная потребность оборудования в ремонте может быть удовлетворена выполнением периодических ремонтов, составляющих структурно-тождественные повторяющиеся циклы.
Обслуживание сварочного оборудования
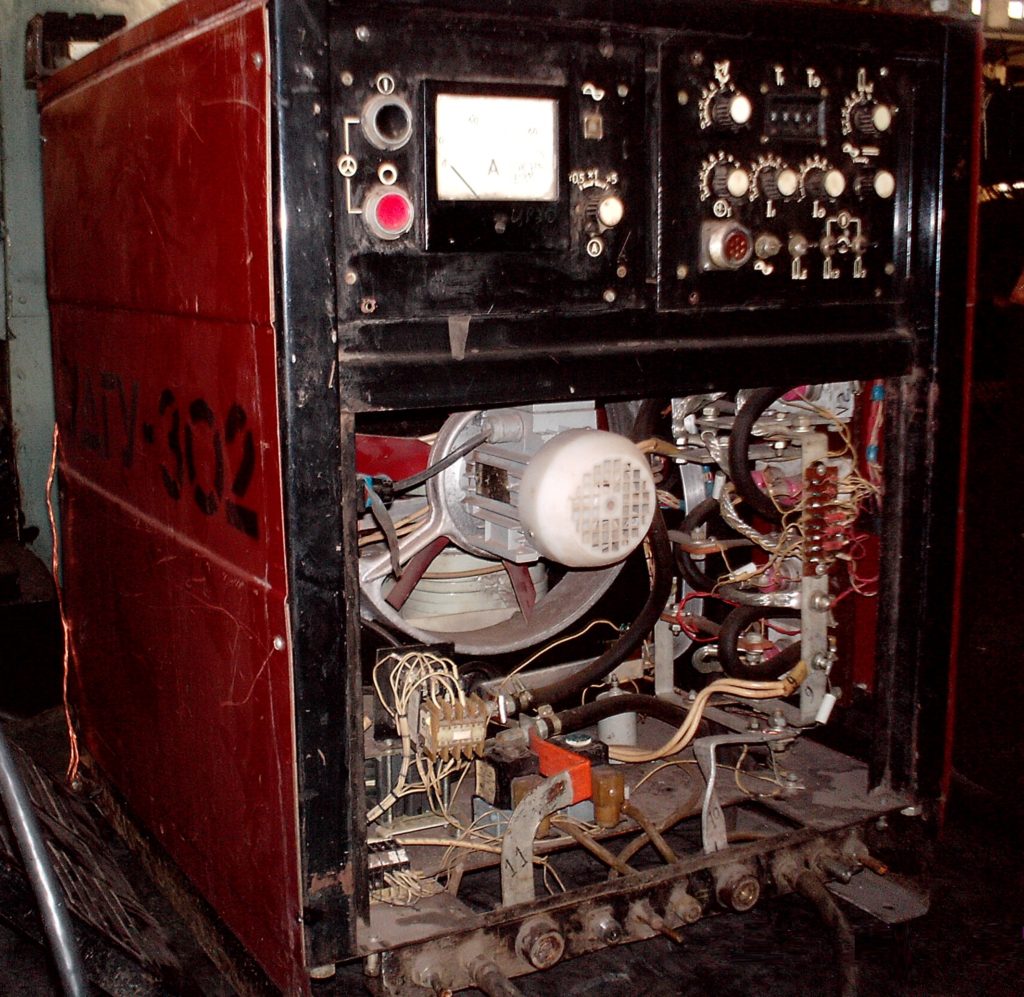
Сварочный аппарат УДГУ-302
Основные термины и определения
Система технического обслуживания и ремонта техники – Совокупность взаимосвязанных средств, документации технического обслуживания и ремонта и исполнителей, необходимых для поддержания и восстановления качества изделий, входящих в эту систему.
Техническое обслуживание сварочного оборудования (Профилактическое обслуживание, Технический уход) – Комплекс операций по поддержанию исправности оборудования.
Ремонт – Комплекс операций по восстановлению исправности или работоспособности изделий.
Периодичность технического обслуживания (ремонта) – Интервал времени или наработка между данным видом технического обслуживания (ремонта) и последующим таким же видом или другим большей сложности. (Примечание: под видом технического обслуживания (ремонта) понимают техническое обслуживание (ремонт), выделяемое (выделяемый) по одному из признаков: этапу существования, периодичности, объему работ, условиям эксплуатации, регламентации и т.д.).
Периодическое техническое обслуживание – Техническое обслуживание, выполняемое через установленные в эксплуатационной документации значения наработки или интервалы времени.
Регламентированное техническое обслуживание – Техническое обслуживание, предусмотренное в нормативно-технической или эксплуатационной документации и выполняемое с периодичностью и в объеме, установленными в ней, независимо от технического состояния изделия в момент начала технического обслуживания.
Плановое техническое обслуживание – Техническое обслуживание, постановка на которое осуществляется в соответствии с требованиями нормативно-технической или эксплуатационной документации.
Капитальный ремонт – Ремонт, выполняемый для восстановления исправности полного или близкого к полному восстановлению ресурса изделия с заменой или восстановлением любых его частей, включая базовые.
Средний ремонт – Ремонт, выполняемый для восстановления исправности или частичного восстановления ресурса изделия с заменой или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей.
Плановый ремонт – Ремонт, постановка на который осуществляется в соответствии с требованиями нормативно-технической документации
Требования нормативных документов по обслуживанию сварочного оборудования
Эксплуатация сварочного оборудования должна производиться в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» (ПТЭ).
Требования Правил технической эксплуатации электроустановок потребителей:
- П.1.2.3 Для выполнения обязанностей по организации эксплуатации электроустановок руководитель назначает ответственного за электрохозяйство организации;
- П. 3.1.21 На предприятии должна действовать система технического обслуживания и ремонта СО (установок), разработанная и осуществляемая с учетом ПТЭ, инструкций по эксплуатации СО, указаний завода изготовителя и местных условий;
- П. 3.1.22 Сопротивление изоляции измеряется не реже 1 раза в 6 месяцев, а также при длительных перерывов в работе и механических повреждениях;
- П. 1.6.10 Установленное оборудование должно обеспечиваться запасными частями и материалами. Состояние, условия поставки, хранение контролируется ответственным за энергохозяйство
Система обслуживания и ремонта сварочного оборудования (ППР) в организации включает:
- наличие ответственного за электро хозяйство, который обязан обеспечить своевременное и качественное техническое обслуживание и планово-предупредительный ремонт (П.1.2.6. ПТЭ);
- наличие ответственного за эксплуатацию сварочного оборудования В соотв с п. 3.1.23 ПТЭ при наличии службы Гл. сварщика ответственность возлагается на него, который «Возглавляет разработку графиков проведения планово-предупредительного и капитального ремонта сварочного оборудования»;
- наличие графиков ППР, составленных ответственным за энергохозяйство, утвержденные техническим руководителем Потребителя (п. 1.6.3. ПТЭ)
Графики ППР должны предусматривать проведение текущих ремонтов (обслуживание), средних и капитальных. Так, для источников обще промышленного назначения рекомендуется следующая последовательность плановых ремонтов: пуск (К) – Т – С – Т – С – Т – С – Т – К. При этом период между ремонтами устанавливается в зависимости от сложности оборудования, условий эксплуатации, интенсивности работы. Т –от 3 до 6 месяцев, С- от 1-3 года, К- 3-6 лет. Так что меж ремонтный цикл от одного капитального ремонта до другого составляет срок службы сварочного аппарата, составляющий, как правило — 6 лет. В паспортах на отдельные марки оборудования указываются периоды обслуживания и объемы работ , например, для ВДУ 506 один раз в месяц проводится очистка от пыли и проверка состояния контактов, один раз в 3 месяца проверка блоков управления.
В сответствии с п. 1.6.7 ПТЭ СО, выработавшее срок службы, указанный в паспорте, должно пройти техническое освидетельствование, комиссией возглавляемой техническим руководителем. с целью оценки состояния, установления сроков дальнейшей работы и условий эксплуатации.
Результаты работы комиссии должны отражаться в акте и технических паспортах сварочного оборудования с обязательным указанием срока последующего освидетельствования.
Сварочное оборудование, выработавшее установленный технической документацией срок эксплуатации и не проходившее техническое диагностирование, должно быть выведено из эксплуатации. До списания экономично выполнять не более 1 — 3 капитальных ремонтов.
Внеплановый ремонт источника назначают при выявлении его неработоспособного состояния
Ежедневное обслуживание источника выполняется сварщиком перед началом работы. Он осматривает источник для выявления внешних повреждений, проверяет наличие заземления, крепление сварочных кабелей и герметичность газовых и водяных коммуникаций. Выявленные замечания докладывает мастеру.
Периодическое обслуживание выполняется электротехнологическим персоналом (наладчиком, электриком службы энергетика цеха).
Текущий ремонт, как правило, выполняется наладчиком прямо на посту сварки без полной разборки, но с отключением от сети. При этом устраняются неисправности путем замены или восстановления отдельных частей, что и обеспечивает работоспособность источника до более серьезного ремонта.
Средний ремонт выполняется, как правило, на ремонтном участке, при этом ресурс источника восстанавливается путем замены или восстановления неисправных его частей.
Капитальный ремонт может выполняться на ремонтном участке или на специализированном ремонтном предприятии. При этом добиваются исправности источника с полным восстановлением его ресурса. Для этого приходится заменять и восстанавливать любые части источника, в том числе базовые, такие как обмотки трансформаторов, блок управления, выпрямительные блоки и т.п.
В соответствии с требованиями НТД на сварочные работы на ОТО в части эксплуатации СО все виды ремонта должны быть отражены в «Журнале учета состояния СО» с указанием заменяемых элементов.
Размещение, подключение, заземление СО должно удовлетворять требованиям ПТЭ, ПУЭ,и ПОТ РМ 020.
Контрольно-профилактические работы по обслуживанию сварочного оборудования
Техническое обслуживание содержит регламентированные в паспорте или НТД операции для поддержания исправности изделия в течение всего его срока службы. В техническое обслуживание в зависимости от вида СО входит контроль его технического состояния (в том числе измерение сопротивления изоляции), очистка, смазывание, крепление болтовых соединений, замена некоторых изнашивающихся частей изделия (например, подающих роликов), регулировка и т.д.
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на:
- ежедневные;
- ежемесячные;
- полугодовые;
- годовые.
Контрольно-профилактические работы должны производится периодически.
При ежедневном обслуживании необходимо:
- Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
- Проверить заземление источника питания.
- Проверить надёжность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
- После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно (1 раз в месяц) нужно:
- Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
- Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надёжный электрический контакт.
- Проверить надёжность всех винтовых соединений.
- Проверить затяжку крепления силовых катушек.
- Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на и хповерхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
- Проверить сопротивление изоляции токоведущих частей.
- Проверить состояние блока управления, фильтра защиты от радиопомех защитных цепей нужным способом, установить отсутствие механических повреждений конденсаторов.
- В сварочных преобразователях нужно проверить состояние коллектора, а в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
- Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налёта металлических частиц.
- Смазать тугоплавкой смазкой все трущиеся места.
- В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить её.
Один раз в год нужно:
- Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
- Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
На каждом предприятии (заводе, монтажном участке или площадке, ремонтной организации) должны быть составлены графики осмотров, проверок, профилактических (текущих) и капитальных ремонтов оборудования, утверждённых главным инженером. В графиках, помимо сроков (дат)контроля, указываются фамилии лиц, ответственных за проведение этих операций.

Сварочный аппарат ВД252
Составление годового план-графика планово - предупредительного ремонта оборудования
1. Выбрать номер оборудование по варианту(см. в приложении 1)
2. Вносим в пустую форму графика ППР наше оборудование.
3. На этом этапе определяем нормативы ресурса между ремонтами и простоя:
4. Смотрим приложение №1 «Нормативы периодичности, продолжительности и трудоемкости ремонта» выбираем значения периодичности ремонта и простоя при капитальном и текущем ремонтах, и записываем их в свой график.
5. Для выбранного оборудования нам необходимо определиться с количеством и видом ремонтов в предстоящем году. Для этого нам необходимо определить количество отработанных часов оборудования ( расчет условно ведется с января месяца) ( см. приложение 2)
6. 4. Определяем годовой простой в ремонте
7. В графе годового фонда рабочего времени указываем количество часов, которое данное оборудование будет находиться в работе за вычетом простоев в ремонте.
8. Сделать вывод
Таблица 1 – Задание
Теоретическая часть
Планово-предупредительный ремонт (ППР) – это комплекс организационно-технических мероприятий по надзору, уходу и всем видам ремонта, которые проводятся периодически по заранее составленному плану.
Благодаря этому предупреждается преждевременный износ оборудования, устраняются и предупреждаются аварии, системы противопожарной защиты поддерживаются в постоянной эксплуатационной готовности.
Система планово-предупредительного ремонта включает в себя следующие виды технического ремонта и обслуживания:
• еженедельное техническое обслуживание,
• ежемесячный текущий ремонт,
• ежегодный планово-предупредительный ремонт,
Ежегодный планово-предупредительный ремонт проводится в соответствии с годовым план-графиком ППР оборудования.
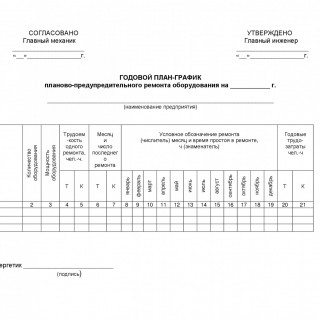
Составление графика ППР
Годовой график планово-предупредительного ремонта, на основе которого, определяется потребность в ремонтном персонале, в материалах, запасных частях, комплектующих изделиях. В него включается каждая единица, подлежащая капитальному и текущему ремонту.
Для составления годового графика планово-предупредительного ремонта (графика ППР) нам понадобятся нормативы периодичности ремонта оборудования. Эти данные можно найти в паспортных данных завода-изготовителя, если завод это специально регламентирует, либо использовать справочник «Система технического обслуживания и ремонта».
Имеется некоторое количество оборудования. Все это оборудование необходимо внести в график ППР.
В графе 1 указывается наименование оборудования, как правило, краткая и понятная информация об оборудовании.
В графе 2 – кол-во оборудования
В графе 3-4 – указываются нормативы ресурса между капитальными ремонтами и текущими.(см приложение 2)
Графах 5-6 – трудоемкость одного ремонта ( см табл 2 приложение 3) на основании ведомости дефектов.
В графах 7-8 – указываются даты последних капитальных и текущих ремонтов (условно принимаем январь месяц текущего года)
В графах 9-20 каждая из которых соответствует одному месяцу, условным обозначением указывают вид планируемого ремонта: К – капитальный, Т – текущий.
В графах 21 и 22 соответственно записываются годовой простой оборудования в ремонте и годовой фонд рабочего времени.
НОРМАТИВЫ ПЕРИОДИЧНОСТИ, ПРОДОЛЖИТЕЛЬНОСТИ И ТРУДОЕМКОСТИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
Организация ремонта и технического обслуживания сварочного производства по Единой системе планово – предупредительного ремонта.
Под системой планово-предупредительного ремонта (ППР) следует понимать восстановление работоспособности машин путем рационального технического ухода, замены и ремонта изношенных деталей и узлов по заранее составленному плану.
При составлении планов ремонта оборудования промышленных предприятий руководствуются положениями «Единой системы планово-предупредительного ремонта и эксплуатации технологического оборудования машиностроительных предприятий».
Система планово-предупредительного ремонта представляет собой совокупность мероприятий по техническому уходу и ремонту оборудования с целью обеспечения его безотказной эксплуатации.
Система планово-предупредительного ремонта оборудования охватывает следующие виды ухода, обслуживания и надзора за эксплуатацией оборудования и ремонта:
· текущее профилактическое обслуживание и надзор за оборудованием;
· плановые осмотры и проверки;
· плановый малый и средний ремонты;
· плановый капитальный ремонт.
В системе планово-предупредительного ремонта приняты следующие определения.
Ремонтным циклом называется период работы оборудования между двумя капитальными ремонтами или период работы оборудования от начала его эксплуатации до первого капитального ремонта.
Под структурой ремонтного цикла понимают определенный порядок и последовательность чередования видов ремонтных работ и работ по техническому уходу в период между двумя капитальными ремонтами. Продолжительность ремонтного цикла зависит от сложности оборудования, условий его эксплуатации и определяется количеством часов, отработанных оборудованием. Так, при работе в массовом и крупносерийном производстве металлорежущие станки имеют меньший ремонтный цикл, чем в мелкосерийном и индивидуальном. Ремонтный цикл может быть продлен улучшением условий эксплуатации оборудования, повышением износоустойчивости и прочности его деталей.
Малый ремонт (М) — вид планового ремонта, при котором нормальная эксплуатация агрегата до очередного планового ремонта обеспечивается заменой или восстановлением незначительного количества изношенных деталей и регулированием механизмов.
Средний ремонт (С) — вид планового ремонта, при котором производится частичная разборка агрегата, капитальный ремонт отдельных узлов, замена и восстановление значительного количества изношенных деталей, сборка, регулирование и испытание под нагрузкой.
Капитальный ремонт (К)—в ид планового ремонта, при котором производится полная разборка агрегата, замена изношенных деталей и узлов, ремонт базовых и других деталей и узлов, сборка, регулирование и испытание агрегата под нагрузкой.
Во время среднего и капитального ремонтов восстанавливают предусмотренные стандартами или техническими условиями геометрическую точность деталей, мощность и производительность агрегата на срок до очередного среднего или капитального ремонта.
В периоды между капитальным и средним, малым и средним ремонтами проводят осмотры и текущий ремонт.
Кроме того, может возникнуть необходимость в проведении аварийного (внепланового) ремонта. Авария вызывает вынужденную остановку машины из-за повреждения ответственных узлов, механизмов и отдельных деталей.
Незначительное повреждение узлов или деталей машины, не нарушающее производственного процесса на участке или в цехе, называют поломкой. Много аварий и поломок происходит вследствие нарушения правил эксплуатации оборудования. Другими причинами может быть низкое качество ремонта, установка бракованных деталей, плохое выполнение пригоночных и сборочных работ. Причиной аварий может быть и нарушение правил эксплуатации оборудования: работа на завышенных режимах резания, недостаточность смазки, переключение зубчатых колес коробки скоростей и подач во время работы станка и др.
Для предупреждения аварий и поломок необходимо:
· строго придерживаться правил эксплуатации, а также не
допускать к работе на агрегате рабочего без удостоверения на право самостоятельной работы;
· рабочему не приступать к работе на неисправном оборудовании;
· строго соблюдать инструкцию по уходу и эксплуатации оборудования.
Техническую документацию, которой пользуются при ликвидации аварий, снабжают надписью: «Аварийно».
Условия обеспечения безопасности труда на участке сварочных работ.
Основными опасными и вредными производственными факторами на рабочем месте механосборочного цеха являются:
· движущиеся машины и механизмы, перемещаемые изделия, заготовки;
· подвижные и вращающиеся части производственного оборудования;
· повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
· повышенная температура поверхности материалов;
· воздействие психофизиологических опасных и вредных производственных факторов (физические перегрузки, нервно- психические перегрузки);
· разрушающиеся конструкции и изделия;
· острые кромки, заусеницы и шероховатость на поверхностях заготовок, инструментов и оборудования;
· повышенная температура электросварочного держателя и пламени газового резака;
· повышенная яркость света от электрической дуги или газового резака;
· повышенная запыленность воздуха рабочей зоны;
· повышенная или пониженная температура воздуха рабочей зоны;
· повышенная загазованность воздуха рабочей зоны;
При сборке металлоконструкций, очистке их от окалины, шлака, а также при клепке, рубке, вырубке оправок, заклепок, болтов из отверстий, при райберовке работайте в защитных очках
При сборке (сварке) конструкции оберегайте глаза от электрической дуги. Для этого по команде “ Глаза “ отвернитесь от сварочной дуги.
Вывод
Я проходил практику на предприятии ИП Пожванюк, г. Лермонтов. На предприятии я ознакомился со структурой предприятия , изучил процесс сборки металлоконструкций , научился пользоваться аргонной сваркой , улучшил навыки владением болгаркой, научился использовать с поддувом сварку оргоном.
На производственной практике предприятия ИП Пожванюк я освоил следующие навыки:
- разработку документации текущего и перспективного планирования производственных работ на сварочном участке;
- определение трудоёмкости сварочных работ;
- владением расчетов норм времени заготовительных, слесарно-сборочных, сварочных и газопламенных работ;
- научился производить технологические расчёты, расчёты трудовых и материальных затрат;
- овладел умением составления графиков планово-предупредительного ремонта сварочного оборудования.
График планово предупредительных ремонтов производственного оборудования
Планово-предупредительный ремонт (ППР) – это комплекс организационно-технических мероприятий по надзору, уходу и всем видам ремонта, которые проводятся периодически по заранее составленному плану. Благодаря этому предупреждается преждевременный износ оборудования, устраняются и предупреждаются аварии, системы противопожарной защиты поддерживаются в постоянной эксплуатационной готовности.
Система планово-предупредительного ремонта включает в себя следующие виды технического ремонта и обслуживания:
- еженедельное техническое обслуживание,
- ежемесячный текущий ремонт,
- ежегодный планово-предупредительный ремонт,
Ежегодный планово-предупредительный ремонт проводится в соответствии с годовым план-графиком ППР оборудования.
Планово-предупредительная форма организации ремонта технологического оборудования во всем мире признана наиболее эффективной и нашла наибольшее распространение. Разработка системы планово-предупредительного ремонта оборудования начата в СССР в 1923 г. В настоящее время различные варианты системы ППР являются основой организации технического обслуживания и ремонта оборудования на предприятиях большинства отраслей сферы материального производства и сервиса.
Система планово-предупредительного ремонта оборудования — это совокупность запланированных организационных и технических мероприятий по уходу, надзору за оборудованием, его обслуживанию и ремонту. Цель этих мероприятий — предотвращение прогрессивно нарастающего износа, предупреждение аварий и поддержание оборудования в постоянной готовности к работе. Система ППР предполагает проведение профилактических мероприятий по техническому обслуживанию и плановому ремонту оборудования через определенное число часов его работы, при этом чередование и периодичность мероприятий определяются особенностями оборудования и условиями его эксплуатации.
Система ППР включает
и плановый ремонт оборудования.
Техническое обслуживание — это комплекс операций по поддержанию работоспособности оборудования при использовании его по назначению, при хранении и транспортировке. Техническое обслуживание включает
текущее межремонтное обслуживание
и периодические профилактические ремонтные операции.
Текущее межремонтное обслуживание заключается в повседневном наблюдении за состоянием оборудования и соблюдении правил его эксплуатации, своевременном регулировании механизмов и устранении возникающих мелких неисправностей. Эти работы выполняются основными рабочими и дежурным ремонтным персоналом (слесарями, смазчиками, электриками), как правило без простоя оборудования. Периодические профилактические ремонтные операции регламентированы и выполняются ремонтным персоналом по заранее разработанному графику без простоя оборудования. К числу таких операций относятся
осмотры, проводимые для выявления дефектов, подлежащих устранению немедленно или при ближайшем плановом ремонте;
промывка и смена масла, предусмотренные для оборудования с централизованной и картерной системой смазки;
проверка точности, выполняемая персоналом отделов технического контроля и главного механика.
Плановый ремонт включает
и капитальный ремонт.
Текущий ремонт производится в процессе эксплуатации оборудования с целью обеспечения его работоспособности до очередного планового ремонта (следующего текущего или капитального). Текущий ремонт состоит в замене или восстановлении отдельных частей (деталей, сборочных единиц) оборудования и выполнении регулировки его механизмов. Капитальный ремонт проводится с целью восстановления полного или близкого к полному ресурса оборудования (точности, мощности, производительности). Капитальный ремонт, как правило, требует проведения ремонтных работ в стационарных условиях и применения специальных средств технологического оснащения. Поэтому обычно требуется снятие оборудования с фундамента на месте эксплуатации и его доставка в специализированное подразделение, где проводится капитальный ремонт. При капитальном ремонте производится полная разборка оборудования с проверкой всех его частей, заменой и восстановлением изношенных деталей, выверкой координат и т.д.
Система ремонта и технического обслуживания в зависимости от характера и условий эксплуатации оборудования может функционировать в различных организационных формах:
в виде послеосмотровой системы,
системы периодического ремонта
или системы стандартного ремонта.
Послеосмотровая система предполагает проведение по заранее разработанному графику осмотров оборудования, в ходе которых устанавливается его состояние и составляется ведомость дефектов. На основании данных осмотра определяются сроки и содержание предстоящего ремонта. Эта система применяется для некоторых видов оборудования, работающего в стабильных условиях.
Система периодического ремонта предполагает планирование сроков и объемов ремонтных работ всех видов на основе развитой нормативной базы. Фактический объем работ корректируется относительно нормативного по результатам осмотра. Эта система наиболее распространена в машиностроении.
Система стандартного ремонта предполагает планирование объема и содержания ремонтных работ на основе точно установленных нормативов и строгое соблюдение планов ремонта независимо от фактического состояния оборудования. Эта система применяется к оборудованию, неплановая остановка которого недопустима или опасна (например, подъемно-транспортные устройства).
Эффективность системы ППР в значительной степени определяется развитостью ее нормативной базы и точностью установленных нормативов. Нормативы системы ППР предприятия дифференцируются по группам оборудования. Основными ремонтными нормативами являются
ремонтные циклы и их структура,
категории сложности ремонта,
трудоемкость и материалоемкость ремонтных работ,
материальные запасы для ремонтных нужд.
Ремонтный цикл — это период времени от момента ввода оборудования в эксплуатацию до первого капитального ремонта или между двумя последовательно выполняемыми капитальными ремонтами. Ремонтный цикл представляет собой наименьший повторяющийся период эксплуатации оборудования, в течение которого осуществляются в установленной последовательности все виды технического обслуживания и ремонта в соответствии со структурой ремонтного цикла. Структура ремонтного цикла устанавливает перечень, количество и последовательность выполнения ремонта оборудования в течение ремонтного цикла. Например, структура ремонтного цикла может включать следующую последовательность ремонта:
К — капитальный ремонт (в ремонтный цикл включается только один капитальный ремонт).
Содержание работ, выполняемых в рамках каждого из текущих ремонтов, регламентируется и может существенно отличаться от других, присутствующих в ремонтном цикле. В структуре ремонтного цикла может предусматриваться малый (М) и средний (С) ремонт: например, Т2 = С; Т1 = Т3 = М.
Аналогично может представляться структура цикла технического обслуживания, устанавливающая перечень, количество и последовательность выполнения работ по межремонтному техническому обслуживанию (сменный осмотр, частичный осмотр, пополнение смазки, замена смазки, профилактическая регулировка и т. д.). Возможно включение работ по техническому обслуживанию (ТО) в структуру ремонтного цикла, например:
Ремонтный цикл измеряется оперативным временем работы оборудования, время простоя в ремонте в цикл не включается. Длительность ремонтного цикла определяется сроком службы основных механизмов и деталей, замена или ремонт которых могут быть осуществлены во время полной разборки оборудования. Износ основных деталей зависит от многих факторов, основными из которых являются
тип производства, от которого зависит интенсивность использования оборудования;
физико-механические свойства обрабатываемого материала, от которых зависит интенсивность износа оборудования и его частей;
условия эксплуатации, такие, как повышенная влажность, запыленность и загазованность;
класс точности оборудования, определяющий уровень требований к контролю за техническим состоянием оборудования;
размер оборудования (категория массы — до 10 т, от 10 до 100 т, свыше 100 т), от чего зависит доля машинного времени в общем времени.
Длительность ремонтного цикла Т определяется в отработанных машино-часах расчетным способом по эмпирическим зависимостям, учитывающим влияние многих факторов, в том числе перечисленных выше:

, (103)
где Тн — нормативный ремонтный цикл, часов (например, для определенных металлорежущих станков Тн = 16 800 ч.);
ßП, ßм, ßу, ßТ, ßр — коэффициенты, учитывающие соответственно тип производства, вид обрабатываемого материала, условия эксплуатации, точность и размеры оборудования.
Значения коэффициентов и нормативная длительность ремонтного цикла определяются на основе обобщения и анализа фактических данных предприятия или принимаются по справочным данным.
Межремонтный период Тмр и периодичность технического обслуживания Тто выражаются также числом отработанных часов:
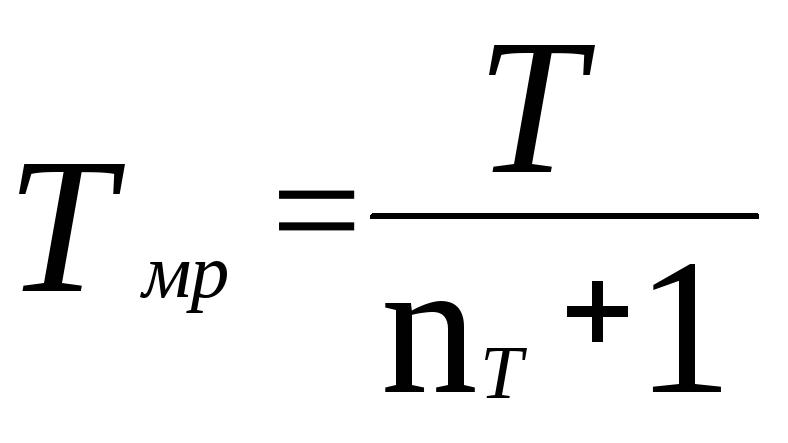
, (104)
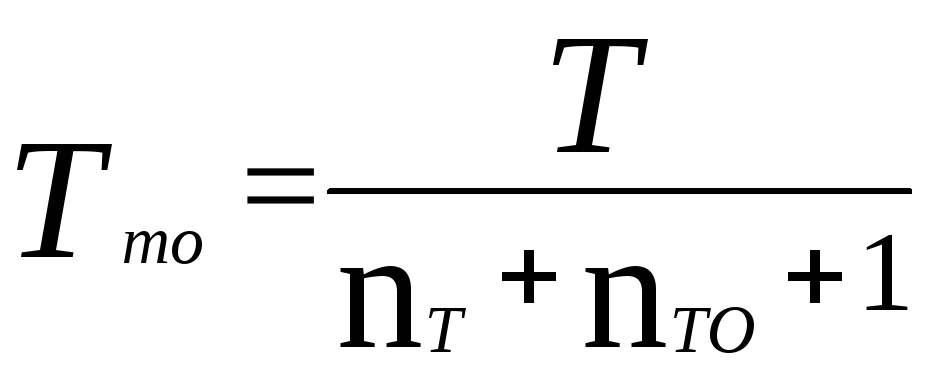
, (105)
где nТ и nТО — соответственно, число текущих ремонтов и работ по техническому обслуживанию за один ремонтный цикл.
Длительность ремонтного цикла, межремонтного периода и периодичности технического обслуживания может быть выражена в годах или месяцах, если известна сменность работы оборудования. Правильный уход за оборудованием в процессе его эксплуатации, проведение организационно-технических мероприятий, продлевающих срок службы деталей и частей оборудования, способствуют изменению фактической длительности ремонтного цикла и межремонтных периодов по сравнению с нормативными. Сроки службы быстроизнашивающихся деталей и частей оборудования короче длительности межремонтного периода. Поэтому их целесообразно заменять по мере износа в межремонтный период. Трудоемкость ремонта при этом сокращается, объем работ по межремонтному обслуживанию увеличивается.
Трудоемкость и материалоемкость ремонта и технического обслуживания оборудования зависят от его конструктивных особенностей. Чем сложнее оборудование, чем больше его размеры и выше точность обработки, тем выше сложность его ремонта и технического обслуживания, тем выше трудоемкость и материалоемкость этих работ. По признаку сложности ремонта оборудование распределено по категориям ремонтной сложности. Трудоемкость ремонтных работ раздельно по механической и электрической части оборудования определяется через трудоемкость единицы сложности ремонта.
Категория ремонтной сложности (К) — это степень сложности ремонта оборудования. Категория ремонтной сложности оборудования определяется по числу единиц сложности ремонта, присвоенных данной группе оборудования путем сопоставления его с принятым эталоном — условным оборудованием. На отечественных предприятиях машиностроения за единицу ремонтной сложности механической части традиционно принимается ремонтная сложность условного оборудования, трудоемкость капитального ремонта которого составляет 50 ч, за единицу ремонтной сложности его электрической части — 12,5 ч (1/11 трудоемкости капитального ремонта токарно-винторезного станка 1К62, которому присвоена 11-я категория сложности ремонта).
Ремонтная единица (р. е.) — это трудоемкость соответствующего вида ремонта оборудования первой категории сложности ремонта. Нормы трудоемкости на одну ремонтную единицу задаются по видам ремонтных работ (промывка, проверка, осмотр, текущий и капитальный ремонт) отдельно на слесарные, станочные и прочие работы. Трудоемкость каждого вида ремонтных работ определяется путем перемножения норм времени для данного вида работ по одной ремонтной единице на число ремонтных единиц категории сложности ремонта соответствующего оборудования.
Суммарная трудоемкость ремонтных работ (Q) в плановом периоде рассчитывается по формуле:

, (106)
где Ri — категория сложности ремонта i-го оборудования, ремонтных единиц;
qK, qT и qТО — нормы трудоемкости капитального и текущего ремонта, технического обслуживания на одну ремонтную единицу, часов;
nК, nТ, nТО — число капитальных и текущих ремонтов, работ по техническому обслуживанию в плановом периоде.
Система ППР — это комплекс планируемых организационно-технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования. Мероприятия носят предупредительный характер, т.е. после отработки каждой единицей оборудования определенного количества времени производятся профилактические осмотры и плановые ремонты его: малые, средние, капитальные.
Чередование и периодичность ремонтов определяется назначением оборудования, его конструктивными и ремонтными особенностями и условиями эксплуатации.
ППР оборудования предусматривает выполнение следующих работ:
– периодические плановые ремонты:
Межремонтное обслуживание — это повседневный уход и надзор за оборудованием, проведение регулировок и ремонтных работ в период его эксплуатации без нарушения процесса производства. Оно выполняется во время перерывов в работе оборудования (в нерабочие смены, на стыке смен и т.д.) дежурным персоналом ремонтной службы цеха.
Периодические осмотры — осмотры, промывки, испытания на точность и прочие профилактические операции, проводимые по плану через определенное количество отработанных оборудованием часов.
Периодические плановые ремонты
Малый ремонт — детальный осмотр, смена и замена износившихся частей, выявление деталей, требующих замены при ближайшем плановом ремонте (среднем, капитальном) и составление дефектной ведомости для него (ремонта), проверка на точность, испытание.
Средний ремонт — детальный осмотр, разборка отдельных узлов, смена износившихся деталей, проверка на точность перед разборкой и после ремонта.
Капитальный ремонт — полная разборка оборудования и узлов, детальный осмотр, промывка, протирка, замена и восстановление деталей, проверка на технологическую точность обработки, восстановление мощности, производительности по стандартам и ТУ.
ППР осуществляется по плану-графику, разработанному на основе нормативов ППР:
– продолжительности ремонтного цикла;
– продолжительности межремонтных и межосмотровых циклов;
– категорий ремонтной сложности (КРС);
– трудоемкости и материалоемкости ремонтных работ.
Ремонтный цикл — это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта или период работы между двумя капитальными ремонтами.
Структура ремонтного цикла — это порядок чередования ремонтов и осмотров, зависящих от типа оборудования, степени его загрузки, возраста, конструктивных особенностей и условий эксплуатации. Например, для агрегатных финишных станков структура ремонтного цикла имеет следующий вид
где К — это капитальный ремонт (или ввод оборудования в эксплуатацию);
С — средний ремонт;
М — малый ремонт;
1, 2, 3, . 6 — порядковый номер ремонта в цикле.
Продолжительность ремонтного цикла — промежуток времени между двумя капитальными ремонтами.
Категория ремонтной сложности (КРС) присваивается каждой единице оборудования. В качестве ремонтной единицы принята 1/11 трудоемкости капитального ремонта токарно-винторезного станка 16К20, относящегося к одиннадцатой группе сложности.
Для единицы ремонтной сложности рассчитаны нормативы в часах для ремонтов по видам работ:
– прочие (окрасочные, сварочные и др.).
Категория ремонтной сложности для механической и электрической частей оборудования рассчитываются отдельно.
Категория ремонтной сложности универсального оборудования определяется по справочнику ППР.
КРС специального технологического оборудования (a р.c) определяется трудоемкостью ремонтных работ:
где tiслес — норма времени выполнения каждой слесарной операции, в нормо-часах;
tр.е.слес — норма времени на одну ремонтную единицу капитального ремонта оборудования, в нормо-часах;
m — типовой перечень слесарных работ (с указанием процентов замены изношенных важнейших деталей), выполняемых при проведении капитального ремонта.
Для большинства оборудования в машиностроении и приборостроении норма времени на одну ремонтную единицу равна:
– 23 часа для механической части оборудования;
– 11 часов для электрической части.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Студент – человек, постоянно откладывающий неизбежность. 10617 – | 7341 – или читать все.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Читайте также: