Характеристики электродов для сварки
Обновлено: 20.09.2024
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению

Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки

Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
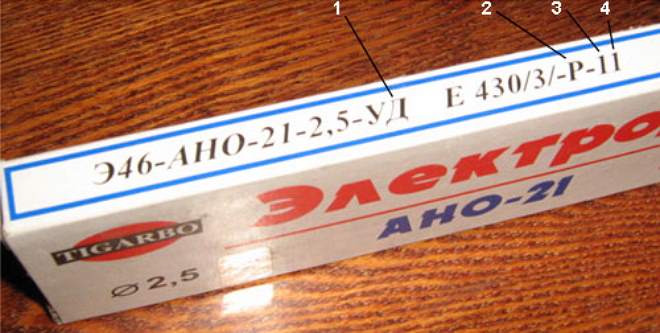
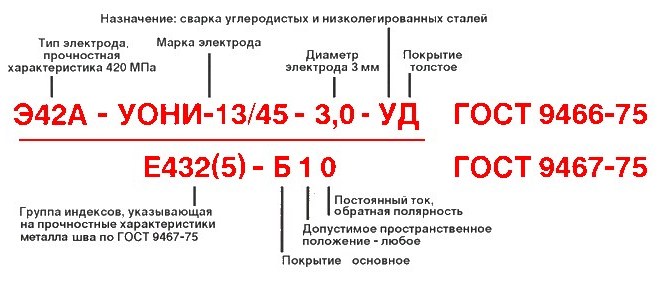
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- 0 — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Норматив изначально разрабатывался ещё в 40-е годы XX века. Соответствие отечественных ГОСТов импортным регламентирующим документом можно установить по справочным ресурсам в интернете. Но те материалы, которые продаются в России, уже должны иметь сертификаты.
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
Но для получения качественных швов рекомендуется выбирать такие электроды, с помощью которых можно обеспечить надёжное соединение исходных материалов.
Уони-13/55

Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |

Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Lb-52U

Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.

Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25

Электроды годятся для работы с рядом материалов:
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
Технологи рекомендуют нагревать детали перед сваркой до 300 градусов. Для контроля над температурным режимом можно использовать переносной пирометр или термокарандаши.
ESAB ОК AlMn1 (ОК 96.20)

Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
Перед сваркой рекомендуется прокаливать электроды при температуре 110-140 градусов около 60 минут. А сами заготовки — до 150-300 градусов. Можно работать только на постоянном токе обратной полярности.
ESAB ОК 61.30

Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Правила хранения
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Видео-советы: какие электроды лучше выбрать для сварки
Маркировка электродов для ручной дуговой сварки: расшифровка

Для работы с ручными сварочными аппаратами нужны электроды. Знания об электродуговых аппаратах, маркировке материалов и других особенностях выполнения работ пригодятся как новичку, так и опытному мастеру. Электроды считаются немного сложными для изучения. С целью облегчения образовательного процесса придумана специальная классификация.
Назначение и состав электродов
Сегодня электроды можно выбирать под разные задачи. Учитываются при подборе:
- вид свариваемой конструкции;
- особенности шва;
- материал;
- другие вспомогательные параметры.
Видео описание
Расшифровка обозначений электродов.
Ниже расскажем о классификации электродных элементов, их назначении и свойствах.
Предназначение металлического стержня - наплавление свариваемого материала на конкретное место, где производится соединение заготовки. Основная часть электрода служит для проведения через себя тока. Конец расходника под воздействием повышенной температуры сварочной дуги расплавляется. В момент плавления окончания электрода образуется совместно с расплавленной конструкцией целостное изделие.
Из чего состоит плавящийся электрод
Сварочный электрод имеет простое строение. Главная его составляющая – стержень, с наружной стороны сделано специальное покрытие. Конец, который плавится и контактирует со свариваемым материалом, сделан без обмазки.
Тип стержней и расшифровка маркировки электродов
На любой таре, в которую упакованы сварочные стержни, присутствует буквенно-цифровая кодировка, например: Э50А-УОНИ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Электроды, их маркировка
Первые цифры обозначения на нашем показательном примере указывают на вид стержня. Э50А – расходники, которыми можно работать при сварке стальных армированного и неармированного металла. Для облегчения понимания аббревиатуры, рекомендуется разбить ее на составляющие:
- Э – стержень используется для сварки на дуговом аппарате.
- 50 – предельное значение крепости соединения.
В нашем образце этот параметр 50 кгс на 1 кв. мм.
- А – стык имеет нагрузочную вязкостью и хорошую гибкость.
Из данного образца понятно, что разобраться с расшифровкой электродов можно, ее нельзя считать сложной задачей. Если под рукой будет объяснение что означают цифровые и буквенные знаки, разберется любой новичок.
Сварочные стержни: виды и характеристики
Для работы с армированными изделиями, нужны стержни, имеющие кодировку «Э» и коды твердости, указанные цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
В том случае, когда нужно соединить стойкие к термическому воздействию виды стальных изделий, пользуются расходниками с кодировкой Э-09 и Э-10. Для сварки высоколегированного металла подходят много видов электродов, их число больше 40. Чаще остальных выбирают: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НМФ.
Для соединения материалов с заранее известными характеристиками используются электроды: Э-10Г2, Э-12Г4, Э-10Г3, Э-16Г2ХМ, Э-15Г5, Э-30Г2ХМ, общее число видов – 38.
Как распознать тип электродов и понять для чего они применяются?!
Расшифровка сварочных электродов
В показательном примере есть кодировка УОНИ – 13/55, которая характеризует марку электрода. Она подробно раскрыта в разделе ГОСТа. Иногда встречается запатентованное производителем обозначение. Таким способом промаркирована продукция группы «ОК» от производственного бренда ESAB.
Диаметр стержня
При расшифровке маркировки электродов можно встретить цифровые обозначения, показывающие сечение расходника в мм. В указанном образце данный параметр – 5 мм. Ориентируясь на это значение, надо знать важное обстоятельство: чем больше толщина свариваемого материала, тем выше должен быть и это параметр.
Назначение
В показательном образце буква «У», размещенная практически в конце маркировки, говорит о выборе расходника, подходящего для сварочных работ с конструкциями из неармированного стального сырья, имеющего предельную величину по твердости около 60 кгс на 1 мм2. Когда необходимо работать с металлической продукцией с иными параметрами, то надо использовать иные символы, например, «Л». Другие литера:
- «В» используется для сварочных работ на заготовках, характеризующихся необычными качествами.
- «Н» - для наплавления.
Буква «Т» указывает на то, что стержни подходят для сваривания теплоустойчивых металлических изделий.
Параметр плотности покрытия
Следующий после У – буквенный код Д, расположенный в показательном образце, указывает насколько толстым сделан обмазочный слой. В нашем случае эта прослойка имеет достаточно большую толщину. Кроме Д, электроды имеют и прочие буквы: «М» - несильно толстая поверхность, ближе к тонкому, «С» - средней величины, «Г» - внушительная толщина.

Группировка индексов
Незнание принципа расшифровки всех электродов часто становится препятствием в работе для непрофессионалов. Маркировка действительно сложная, поскольку много кодов предоставляют информацию одновременно. Важно знать то, что аналогичная комбинация цифр присутствует на упаковке электродов, которые предназначены для сварки заготовок из высоколегированной стали.
Перейдем к расшифровке следующих символов, которые обозначают:
- 5 – стойкость стыка к коррозионному разрушению;
- 1 – температура по максимальному значению.
В данном случае это рабочий параметр. Именно для показа предельного значения указывается прочность стыка при сильном нагреве.
- 4 – температурная величина стыка (рабочая);
- (4) – число ферритовой стадии в стыке.
Здесь заложен принцип прямолинейной взаимозависимости: чем числовая величина больше в маркировке, тем более значимый действительный параметр. На рисунке показаны в табличном виде зависимые факторы.
Стержни, предназначенные для наплавки, содержат большой блок индексных групп. К привычной комбинации, которая состоит из трех - четырех цифровых кодов через (/) добавляется сочетание символов, разделенных друг от друга чертой. Например: Е200/22-1. Первый код 200/22 дает информацию о крепости заготовки, по ним допускается проводить сварку по наплавлению. Другая цифра (1) – прочность металла, которая создается без воздействия повышенных температур. При замене в маркировке цифры 1 на код 2 означает, что твердость получится создать лишь после обработки изделия при повышенной температуре.
Специфические коды
Существует одна разновидность зарубежной маркировки. Она входит в группировку индексов, однако располагается отдельно, показывает вид стержней. В нашем примере код «Е» – плавящийся материал, имеющий покрытие.

Разновидности покрытия
В маркировке стержней данный код расположен в конце строки. Это параметр показан знаком, означающим:
- «А» - кислотные;
- «Б» - имеющие основное покрытие;
- «Р» - поверхность из минерала рутила;
- «Ц» - целлюлозной обмазкой;
- «П» - другое.
Частенько попадаются комбинации различных букв. Говорит о том, что это комбинированное покрытие. Прочие кодировки расшифровываются таким образом:
- «РЦ» - минерал (рутил) и целлюлоза.
- «Ж» - содержится в составе добавка в виде порошка желтоватого оттенка.
Если комбинация из 2-х кодов – «БЖ», то показывает, что в главное покрытие добавлено порошковое вещество желтого цвета.
Положение в пространстве
Сварочные стержни разделяются на определенные виды. Конкретный из них используется для сварки в собственной позиции в пространстве. В показательном образце предпоследний цифровой код 2 означает, что с электродом можно использовать в любом положении, кроме как по вертикали.
- «1» универсальность;
- «3» допускается сваривать на заготовке по вертикали, если удерживать стержень по горизонтали;
- «4» сварка нижних углов изделий.
Таким способом маркируются как отечественные электроды, так и зарубежные.
Параметры сварочного тока
Знаки можно встретить не всегда, особенно при применении переменного тока. В нашем примере последняя цифра «0» означает, что допускается работать на постоянном значении тока, только при условии обратной полярности.

Производители сварочных электродов
На российском рынке расходных материалов представлен широкий выбор электродов, выпускающихся отечественными производителями. Технологические мощности производств позволяет закрыть потребности физических лиц и предприятий различной сферы деятельности.
Российские изготовители электродов делятся на 3 категории:
- Крупные производства, которые снабжают материалами основную часть покупателей.
- Заводы класса «импорт».
- Предприятия малого бизнеса, изготавливающие продукцию для удовлетворения собственных потребностей.
Перечислим несколько производственных компаний, выпускающих электроды:
Современное предприятие, производящее широкий диапазон продукции с покрытием.
Сварочные материалы выпускают в соответствии с госстандартами, изделия сертифицированы.
Изготавливает универсальные сварочные электроды.
Продукция российских производителей востребована в различных сферах деятельности, активно покупается не только в магазинах нашей страны, но и за рубежом.
Расшифровка сварочных электродов.
Какие стержни подходят для сварочных работ в быту
Видео, где представлена полная информация о подборе расходников для начинающих сварщиков:
Виды сварочных материалов
Электроды, использующиеся в работах с дуговой ручной сваркой, делятся на:
Производятся из разных видов материалов, отличающихся тугоплавкостью: вольфрам, графит, уголь. Предназначены для розжига и сохранения сварочной дуги. Места соединения заготовок заполняются присадками, созданными при помощи ручного поднесения расходника, который плавится.
Этот вид электрода расплавляется в процессе сварочных действий на поверхности конструкции. Производится из стали, чугуна, меди или другого металла. Конкретный вид сырья зависит от материала. Стержень выполняет функцию присадки, а также играет роль катода или анода. Бывают электроды покрытыми и непокрытыми.
По параметрам сварочного тока
Стержни сечением 4 мм. выбираются для сварки на простых сварочных устройствах. Их также применяют на наиболее производительных и мощных агрегатах.
Длина данного расходника – 35 и 45 см. Подходят для сварки тонких заготовок до 1 см. Функционируют на силе тока – 220А. Сварочными расходниками сечением от 5 до 12 мм. пользуются только в сварочных работах при наличии дополнительного освещения, созданного за счет мощных осветительных установок.

Заключение
Маркировка электродов важна для понимания их назначения и правильного выбора стержней для сварки. Они разные, зависят от заготовки. Несмотря на сложность, разобраться в них можно. Надеемся, что информация данной статьи в этом вам поможет.
Выбираем электроды для сварки инвертором — советы профессионалов
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
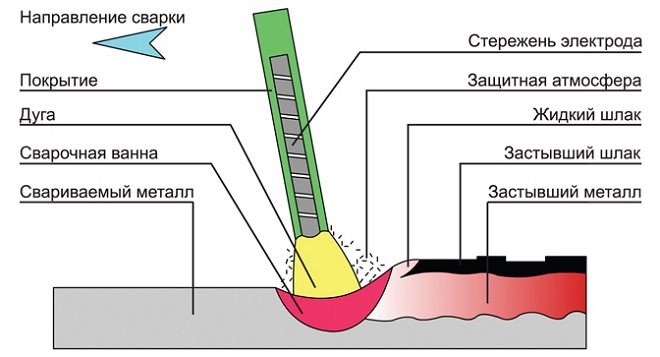
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
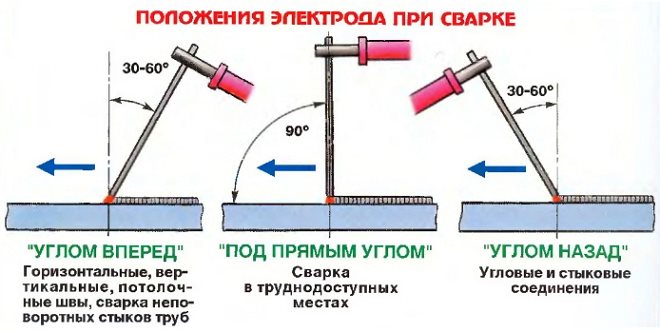
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
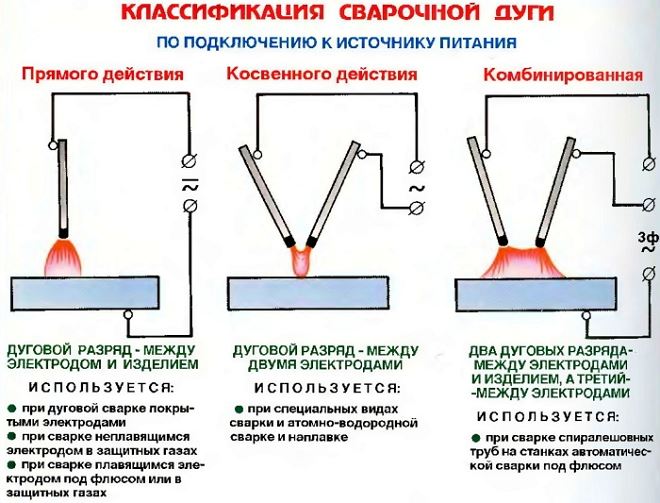
Виды сварочной дуги при сварке электродами
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Из чего состоит сварочный электрод – виды покрытий, маркировка, классификация
Чтобы создать условия для стабильного горения дуги, а также придать сварному шву требуемые свойства, используется специальное покрытие сварочных электродов, представляющее собой порошкообразный материал, которым покрывается изделие. От качества такого покрытия напрямую зависят эффективность выполняемой сварки и прочность свариваемых конструкций.

Покрытые сварочные электроды
Свойства компонентов покрытия электрода
Для того чтобы шов вышел хорошего качества, нужны специальные компоненты. Итак, выполняя сварочные работы, в зоне сварки нужно обеспечить создание самых подходящих условий для быстрого и надежного соединения металлических поверхностей. Перечислим основные задачи, которые выполняют электроды со спецпокрытием.
Стабилизация разряда дуги
Чтобы сварная дуга имела максимальную стабильность, электроды покрываются специальными веществами, которые имеют низкую величину потенциала ионизации. Это приводит к тому, что при выполнении сварочных работ дуга насыщается свободными ионами, стабилизирующими процесс горения. Сегодня покрытие электродов может включать в себя такие компоненты, как поташ, натриевое или калиевое жидкое стекло, мел, титановый концентрат, барий углекислый и прочее. Данные покрытия носят название ионизирующих.
Защита области сварки от атмосферных газов
Компоненты, входящие в состав покрытия электрода, способствуют созданию защитного облака, состоящего из диоксида углерода и монооксида углерода, а также участвуют в образовании шлакового слоя, образующегося на сварном шве и укрывающим сварочную ванну от газов, содержащихся в окружающем воздухе. К образующим газ компонентам относятся декстрин, целлюлоза, крахмал, пищевая мука и другие. А шлак образуют каолин, мрамор, мел, кварцевый песок, титановый концентрат и прочее.
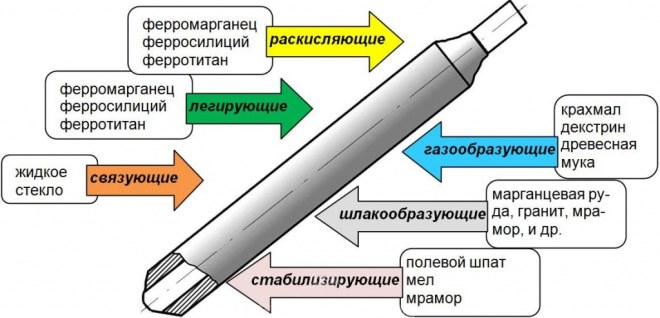
Компоненты покрытия электрода и их свойства
Помимо защиты шва от содержащихся в воздухе газов шлак способствует снижению скорости охлаждения металла и его последующей кристаллизации, что в свою очередь благоприятно сказывается на выходе из свариваемого металла газов и ненужных примесей.
Легирование металла шва
Легирование способствует улучшению ряда свойств сварного шва. Основные металлы, которые способствуют легированию, – это титан, марганец, кремний и хром.
Раскисление расплава
Во время сварки очень важно удалить кислород из металла, для чего используются специальные раскислители – это вещества, вступающие в реакцию с кислородом эффективнее железа, и связывающие его. Это титан, молибден, алюминий или хром, добавляемые как ферросплавы в состав покрытия электрода.
Связывание всех составных элементов воедино
Покрытые электроды нуждаются в крепкой связи покрытия со стержнем, а также всех составляющих элементов покрытия между собой. При этом главным связующим компонентом является силикат натрия или жидкое калиевое стекло. Стоит напомнить, что жидкое стекло (по сути силикатный клей) еще и отлично стабилизирует сварочную дугу, что делает его незаменимым компонентом электродов всех видов.
Особенности покрытий
Состав и толщина используемых покрытий оказывает непосредственное влияние на такие показатели как стабильность электродуги, вязкость расплавленного металла, а также шлака, особенности поведения металла при переходе в сварочную ванну и прочее.
Химический состав покрытия
Выделяют следующие виды покрытий в зависимости от входящих в его состав компонентов.
Рутиловые
В их основе – минерал рутил, который составляет основную часть покрытия, остальные компоненты — это кремнезем, карбонат магния или кальция, ферромарганец. Электроды с рутиловым покрытием отличаются тем, что переход металла в сварочную ванну происходит с минимальным разбрызгиванием. Шов получается ровным, характеризуется легким отделением окалины, что способствует высокому качеству выполняемой работы. Рутиловые электроды также обеспечивают повторное легкое зажигание дуги, делая процесс сваривания более быстрым. Также к достоинствам такого покрытия относится то, что оно безопаснее для здоровья сварщика.
Рутиловые электроды бывают не только чистого типа, но еще и смешанного: рутилово-основные, рутилово-целлюлозные, рутилово-кислые. Вся совокупность электродов с рутиловыми покрытиями позволяет работать практически с любыми видами швов.
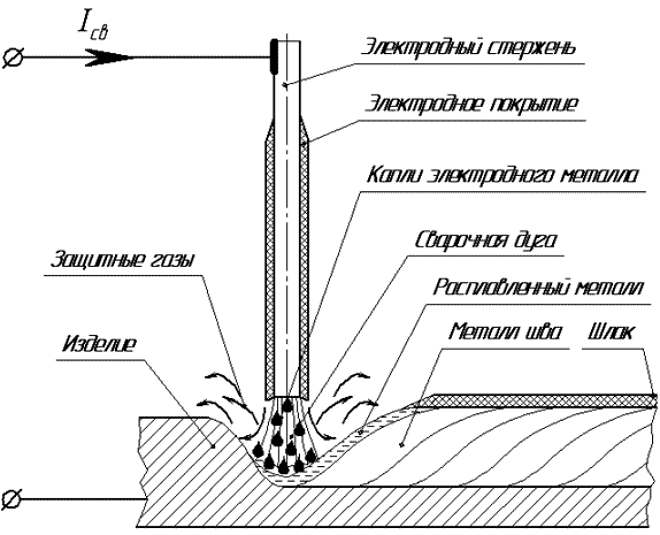
Схема сварки покрытым электродом
Основная особенность покрытий этого вида – создание в процессе сваривания большого объема газов и небольшого процента шлаков, что весьма удобно при варке вертикальных швов. Электроды с целлюлозным покрытием могут включать в свой состав органические смолы, тальк, собственно целлюлозу и разные ферросплавы. Единственным недостатком такого покрытия является низкая пластичность металла шва, которая вызвана большим объемом водорода, выделяющимся при сгорании органики, а также повышенная разбрызгиваемость металла.
Основные
В состав таких электродов входят карбонаты магния и кальция, в качестве которых чаще всего выступают мрамор, доломит и магнезит. Лучше всего сварочные работы на таких электродах выполнять при постоянном токе, поскольку при переменном добавляемый в такие электроды (для разбавления шлака) плавиковый шпат может ухудшать качество шва. Но при небольшом количестве плавикового шпата в составе покрытия вполне допускается работать с переменным током.
Электроды с основным покрытием используют при сваривании ответственных стальных конструкций, так как металл получаемого шва обладает высокой пластичностью. К особенностям при работе с такими электродами можно отнести тот факт, что швы получаются довольно грубыми и выпуклыми. Хранить их необходимо в сухом месте, потому что электроды такого типа отличаются высокой гигроскопичностью.
С железным порошком
Внедрение в состав покрытия железного порошка значительно увеличивает производительность труда. Проплавляющая способность дуги увеличивается, что положительно сказывается на качестве сварки соединений с повышенными или неравномерными зазорами, а также облегчает повторное зажигание дуги.
Кислые покрытия
Эти электроды покрываются оксидами железа и марганца, которые выделяют в сварочную дугу значительный объем кислорода. Это уменьшает поверхностное натяжение, придавая металлу большую тягучесть, повышая тем самым ее температуру и делая расплавленный металл более текучим. Что благоприятно сказывается на скорости работы, но повышает опасность подрезов.
Также марганец образует опасные оксиды, которые отрицательно влияют на здоровье сварщика, поэтому в последнее время такие покрытия заменили на рутилово-кислые.
При выборе сварочных электродов следует обязательно учитывать состав их покрытия, вид которого указан в маркировке.
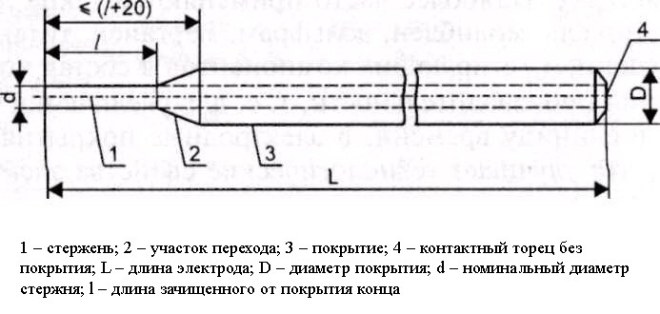
Схема сварочного электрода
Толщина покрытия электродов
ГОСТ 9466-75 регламентирует разделение электродов на несколько типов по толщине, отталкиваясь от соотношения внешнего диаметра электрода D к диаметру стержня d.
Маркировка электродов
Виды и марки электродов насчитывают десятки модификаций, поэтому для успешного ориентирования в их разновидностях была введена универсальная маркировка. Разумеется, по маркировке электрода всегда можно понять, какое покрытие он несет. Основные параметры в данном случае – это толщина и тип покрытия. Помимо этого в маркировке упоминается допустимое пространственное положение сварочного шва, а также род тока.
Пример расшифровки маркировки покрытого электрода
Для примера рассмотрим электрод Э46.
- 1 – указывает на толщину покрытия (Д – это толстое);
- 2 – означает тип покрытия (Р – это рутиловое);
- 3 — говорит о допустимом положении шва (1 – подходит для всех положений);
- 4 – это род тока (1 – означает переменный и постоянный любой полярности).
Влияние влажности на электроды
Содержащаяся во влажных электродах вода (а именно входящий в ее состав водород) крайне негативно влияет на качество сварных соединений, способствуя образованию трещин и ухудшая стабильность дуги. Чтобы удалить лишнюю влагу перед началом работы рекомендует прокалить электроды, что значительно повышает устойчивость электродуги и благоприятно сказывается на качестве швов. Для сварки особо важных конструкций необходимо использовать электроды с пониженным содержанием водорода.
Маркировка сварочных электродов
Производство покрытий для электродов
При производстве сварочных электродов необходимо не только точно соблюсти количественное содержание всех необходимых компонентов, но и обеспечить их равномерное распределение по всей длине покрытия. Для этого применяется точное оборудование, которое качественно измельчает используемые вещества, просеивает через систему сит, формирует обмазочный состав в нужной консистенции и наносит его на стержень.
После смешивания сухих компонентов к ним добавляют жидкое стекло, которое выступает в качестве связующего элемента, способствующего эффективному превращению сырья в единую массу. Получаемая в итоге паста наносится на электроды методом опрессовки, после чего они поступают в специальные камеры на просушку и дальше – на прокалку.
Грамотный выбор электродов для сварки поможет даже не самому опытному сварщику обеспечить должное качество сварочных работ, а также сэкономит время и средства.
Читайте также: