Холодная сварка для аккумуляторов
Обновлено: 19.05.2024
При переупаковке литий-ионных элементов типоразмера 18650 (при ремонте АКБ) или при создании новой батареи встает вопрос, каким способом соединить банки шинками. Обычно это делается одним из способов – точечной сваркой или пайкой. У каждого метода есть свои плюсы и минусы. Так при сварке создается очень локальный и очень кратковременный нагрев. Это положительно влияет на емкость батареи – во время процесса сепаратор не расплавляется. Минусом считается небольшая площадь пятна контакта, которая может ограничивать максимальный ток. В некоторых случаях (сборка батареи для ноутбука и т.п.) кратковременная высокая токоотдача не нужна, поэтому сварка считается предпочтительной. В других ситуациях выбор метода за пользователем.
Чем можно варить
Самый лучший вариант сварки для новых аккумуляторов 18650 – промышленный аппарат. Для большинства пользователей он не доступен, поэтому приходиться делать что-то свое.
Аккумулятором
Суть метода точечной сварки, как разновидности контактной сварки, состоит в быстром разогреве соединяемых металлических деталей проходящим через место сопряжения током. При этом выделяется большое количество тепла, которое расплавляет металл в точке контакта, а сжатие способствует диффузии расплавленных областей и образованию прочного соединения. Задача состоит в том, чтобы получить в месте сопряжения достаточно высокий ток. Такой ток можно получить от аккумулятора – например, токоотдача полностью заряженного автомобильного аккумулятора может составлять 700+ ампер. Но наибольший ток зависит от переходного сопротивления в месте прилегания свариваемых поверхностей, поэтому важно уделить внимание чистоте контактируемых граней. Также ток ограничивает сечение проводов, поэтому надо брать провода сечением не менее 10 кв.мм. (лучше 16 кв.мм.).
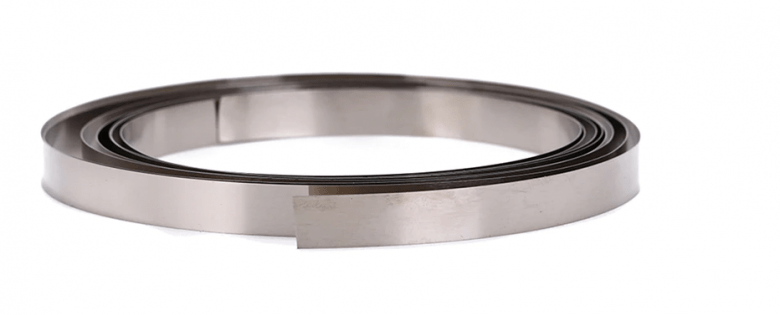
Сначала надо подготовить шинки – их вырезают из никелевой ленты (точнее, лента изготовлена из никелированной стали). Дальше надо подключиться к аккумулятору – лучше сделать это с помощью штатных автомобильных зажимов. К ним надо подключить проводники соответствующего сечения. С обратной стороны можно сделать специальные наконечники, а можно не делать – не очень удобно, но не возникнет дополнительного переходного сопротивления.

Варить надо в нескольких точках – обычно, в 3..5. По окончании процесса надо проверить качество соединения – подергать рукой. Шинка не должна отрываться.

Прибор из трансформатора
Если под рукой нет аккумулятора, можно сделать сварочный аппарат из понижающего трансформатора. Подойдет трансформатор габаритной мощностью 150..200 Вт. Это означает, что сечение центрального стержня сердечника должно быть 17…20 кв.мм. Надо удалить вторичную обмотку и намотать другую – 2..3 (можно 4) витка проводом соответствующего сечения. В интернете можно найти советы мотать вторичку кабелем от сварочного аппарата, но для приварки шинок к аккумуляторам достаточно проводника сечением (не толщиной!) 10..16 мм.
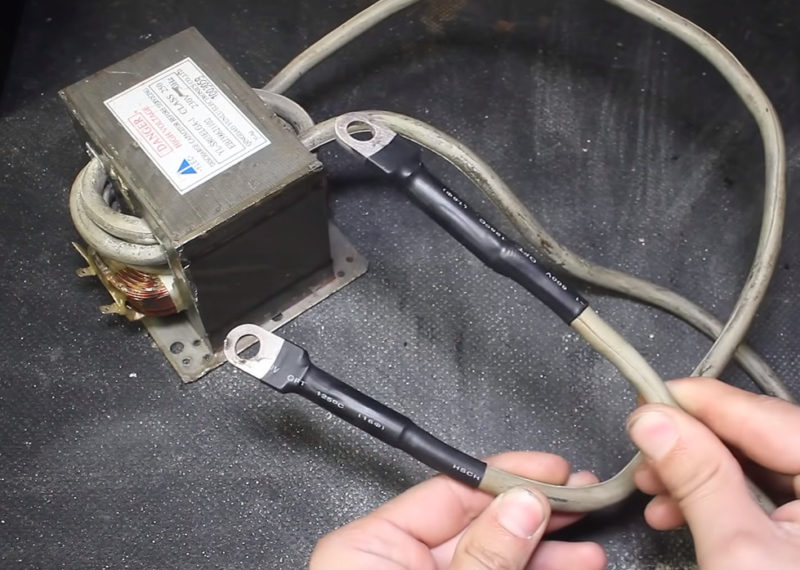
Неплохо для подобной цели подходят трансформаторы от неисправных СВЧ-печей, к тому же их можно купить по цене лома. В первую очередь надо удалить вторичную высоковольтную обмотку и выколотить шунты (они занимают место, которого и так немного, и несколько снижают мощность трансформатора).

В освободившееся место надо уложить не менее трех витков провода. Если взять проводник сечением 16 кв.мм, можно постараться, и уложить 4 витка.

Выведенные концы обмотки можно снабдить наконечниками. Крепить их надо обжимом, а не пайкой – при нагреве припой может потечь.
Чтобы управлять током и длительностью импульса, потребуется модуль NY-D01, а для его питания – маленький трансформатор с выходным напряжением 9..12 VAC. Все это надо подключить согласно схеме, приложенной к плате, и упрятать в подходящий корпус.

После окончательно сборки можно опробовать аппарат. Возможно, придется подобрать параметры сварки для получения оптимального результата.

Конструкция трансформатора от СВЧ-печи такова, что он ощутимо греется даже на холостом ходу. Нельзя держать первичную обмотку под напряжением сети дольше получаса.
Самоделка из конденсаторов
Если нет трансформатора достаточной мощности, можно пробовать применить батарею из оксидных конденсаторов. Конденсатор имеет свойство накапливать энергию в течение относительно длительного времени, а потом почти мгновенно отдавать ее. Можно собрать батарею достаточной емкости из оксидников, зарядить ее от любого имеющегося источника напряжения, и разряжать на контакты сварочного устройства.
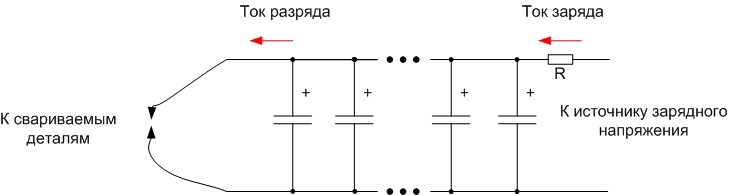
Сопротивление R зависит от наибольшего тока источника. Его можно рассчитать по формуле R=U/Imax, где:
- U – напряжение источника;
- Imax – наибольший отдаваемый ток.
Так, если есть 12-вольтовый источник с наибольшим током в пол ампера, то резистор должен быть 24 Ома и его мощность должна составлять U*I=6 ватт. Можно ставить резистор и с меньшей мощностью – расчеты показывают, что батарея в 100 000 мкФ полностью зарядится за 12 секунд, причем наибольший ток будет идти только в первый момент, потом он падает по экспоненциальному закону. Резистор даже меньшей мощности сгореть не успеет.
Начальный ток зависит от напряжения, до которого заряжены конденсаторы, а длительность тока разряда (а, следовательно, энергия, передаваемая к месту сварки), зависит от емкости батареи. Ее выбирают по необходимости – насколько массивными окажутся свариваемые детали, насколько сложно их прогреть.
Конденсаторы должны с запасом выдерживать рабочее напряжение. Так, для 12-вольтового источника надо применять емкости не менее, чем на 16 вольт.
Готовые аппараты с Китая
Если нет желания заниматься самоделками, можно прибегнуть к помощи торговых интернет-площадок Юго-Восточной Азии. Существует два варианта решения проблемы:
- подобрать готовые сборки из батарей типоразмера 18650 (если предстоит разовая работа);
- купить готовый аппарат для точечной сварки (если подходящую сборку найти не удалось или предстоят масштабные работы).
В ценах 2021 года такое устройство обойдется от 1200 до 5000 рублей.
5000 W

Китайцы заморачиваться с названием не стали, и назвали этот аппарат просто – 5000 W. Он предназначен для приварки ленты толщиной 0,1 или 0,15 мм. Сварочный ток регулируется. Производитель обещает высокое качество соединения и красивый шов. Многочисленные положительные отзывы оставляют надежду, что это так.

BTL-02
Также неплохую репутацию имеет аппарат BTL-02.

Работает от аккумуляторов, заявленный наибольший ток – 1,1 кА. Варит никелированную сталь толщиной до 0,2 мм. Имеет защиту от сверхтока, перезаряда АКБ и т.д. Имеет 30 градаций настройки сварочного тока и 25 градаций настройки времени импульса. Декларируется, что электроды служат до 50 000 сварок. Потом их можно заменить.
LC-DB1

Этот аппарат относится к классу «ручек». Продавцы тщательно скрывают его технические характеристики, делая упор в описании на дизайн в стиле HighEnd и возможность работы в режиме Split – электроды разъединяются, их можно держать двумя руками на удобном расстоянии.

Все, что удалось найти — что аппарат предназначен для приварки никелевых полосок к аккумуляторам 18650. Зато цена – одна из самых низких. Решение о приобретении – за потенциальным покупателем.
Технология сварки и советы по соединению банок между собой
Как известно, контактная сварка состоит из двух операций:
- плотное сжатие заготовок;
- разогрев места контакта мощным импульсом тока.
Для прижатия соединяемых поверхностей во многих аппаратах применяются специальные струбцины. При сварке ячеек АКБ они не нужны – аккумулятор достаточно хрупкий предмет, не надо превышать усилие одной человеческой руки, чтобы не сломать банку. Возможно, для каждой ленты и даже для каждого типа аккумуляторов (корпуса делают из разного металла) придется подобрать параметры сварки. Ориентироваться надо на следующие цифры:
- минимальный ток – 500 А (если меньше, качество соединения страдает);
- максимальный ток – 1000 А (если больше, начинают обгорать электроды);
- длительность импульса – 15..20 мс.
По окончании процесса надо опробовать качество получившегося шва. Прочность должна быть такой, что рукой оторвать шинку от аккумулятора невозможно.
Для наглядности рекомендуем серию тематических видео.
Контактная сварка является надежным и щадящим методом соединения элементов 18650 в батарею. Очень важно освоить технологию, подобрать режимы, и тогда АКБ прослужит долго.
Инженер-электроник. Работаю в мастерской по ремонту бытовых приборов. Увлекаюсь схемотехникой.
Контактная сварка для аккумуляторов 18650
Небольшая статья про самостоятельное изготовление аппарата для контактной сварки аккумуляторов (18650 и аналогичных). С помощью подобного устройства можно в домашних условиях и из подручных материалов сваривать и ремонтировать аккумуляторные батареи и сборки. Дешево, сердито и доступно каждому.

Приветствую всех!
Точечная сварка является разновидностью контактной сварки (источник).
Есть покупные варианты, тот же SUNKKO, но практически все варианты требуют доработки под свои материалы и нужны — увеличения тока, замены таймера и так далее. Проще самостоятельно изготовить вариант «под себя».
Преимущества — вы получаете заведомо функциональный вариант, с заложенными характеристиками. Какие вам нужны — такие и предусмотрите.
Базовые и проверенные варианты DIY строятся на базе мощного трансформатора (понижающего) и таймера с реле. Есть возможность сделать еще проще — просто электроды с питанием от автомобильного аккумулятора, но это не самый удобный вариант.
- высокий ток сварки (до 600. 900А);
- двойной импульс сварки;
- подстройка длительности импульса (доли секунды);
- питание платы без вспомогательного трансформатора;
- открытая прошивка (Arduino) и возможность корректировки кода.

Плату управления можно найти в сборе, так и отдельно (печатную плату). Для самостоятельного изготовления печатной платы (ЛУТ) прикрепляю файл dot_svarka.lay6.

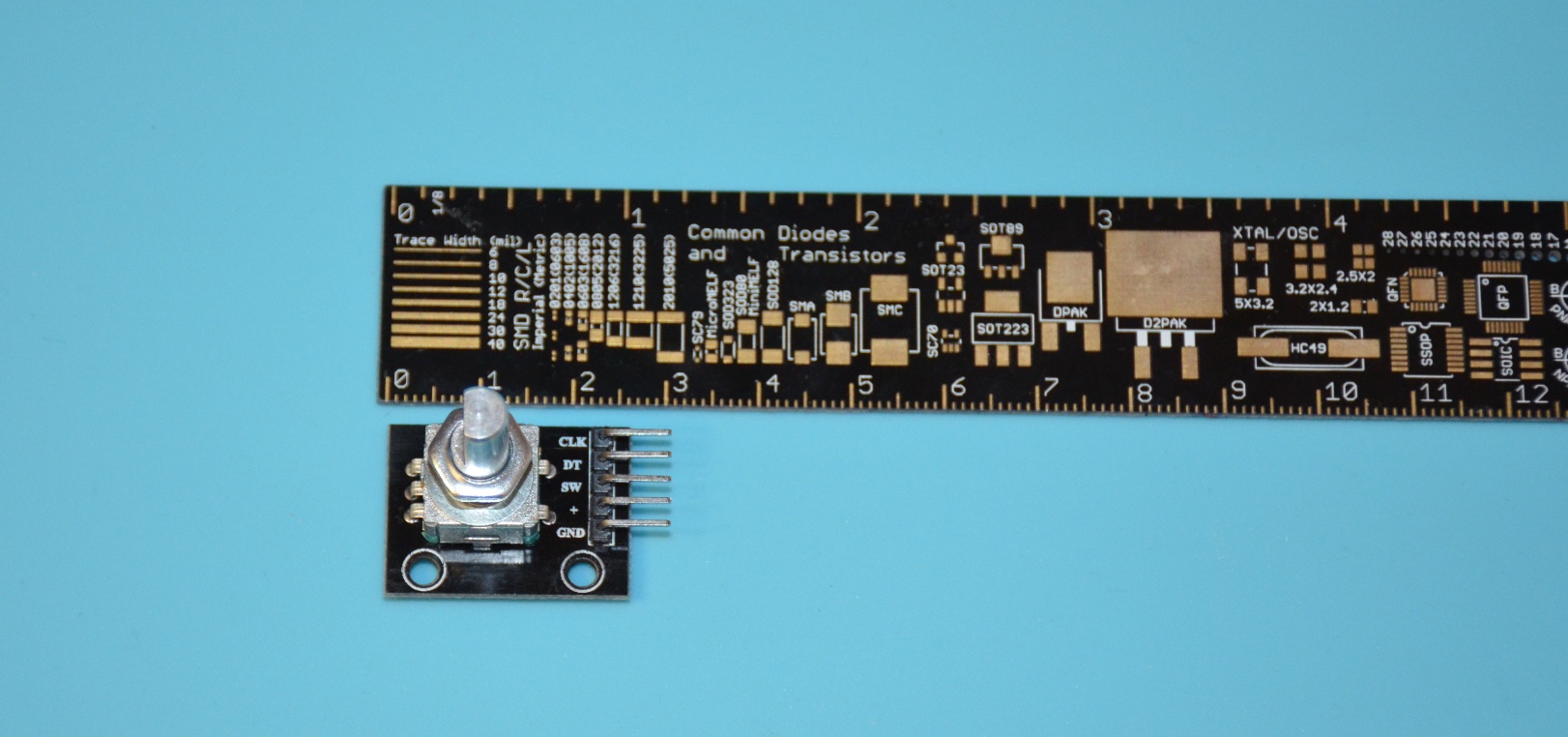
Дополнительно был куплен энкодер KY-040 для управления меню и внесения регулировок.
Для удобства был выбран OLED дисплей с диагональю 0,96" и шиной I2C (4pin). Этот вариант корректно работает с библиотеками Arduino, и внешне прилично выглядит. Можно использовать и другие варианты, при условии соответствующих правок.

Для подачи сигнала сварки используется кнопка или микропереключатель (концевик).
Подойдет и простая педалька, тут кому и что удобно. Это простое двухпроводное подключение.

Дополнительно потребуются провода, предохранители, вилка, коннекторы, вентилятор и так далее… Мелочевка, которую можно найти под рукой или в ближайшем радиомагазине. А у запасливого самодельщика должно быть в наличии.
Потребуются расходные материалы, например, никелевая лента для сварки элементов.

Есть неплохая модель 3D-печатной ручки для контактной сварки (Spot Welder Handle ZBU-4.2 w/button).

Сборка устройства не является затруднительной. Наиболее затратно для меня было найти хороший мощный понижающий трансформатор. Один из самых доступных вариантов — трансформатор от СВЧ-печи, вместо вторичной повышающей обмотки которого наматывается 1,5. 2 витка толстого медного провода (сечение 50. 70 кв. мм).
Сознательно не пишу про корпус устройства — никаких особых требований нет. Обычно используют корпуса для РЭА или от старых устройств. От себя могу порекомендовать экранировать корпус изнутри от помех импульса, а также предусмотреть вентилятор охлаждения трансформатора, который прилично нагревается при длительной работе.
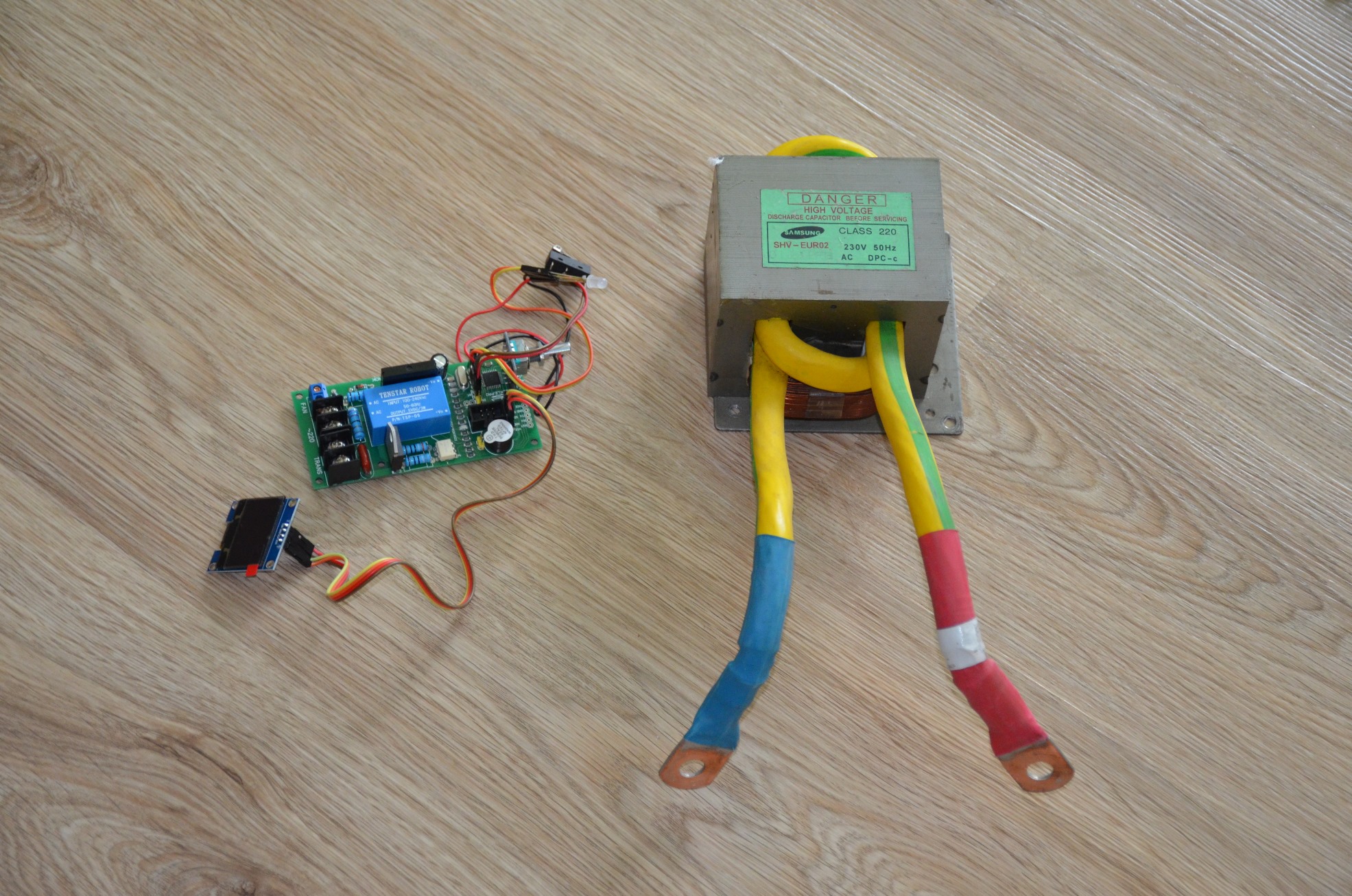
Схема платы сварки выглядит следующим образом.
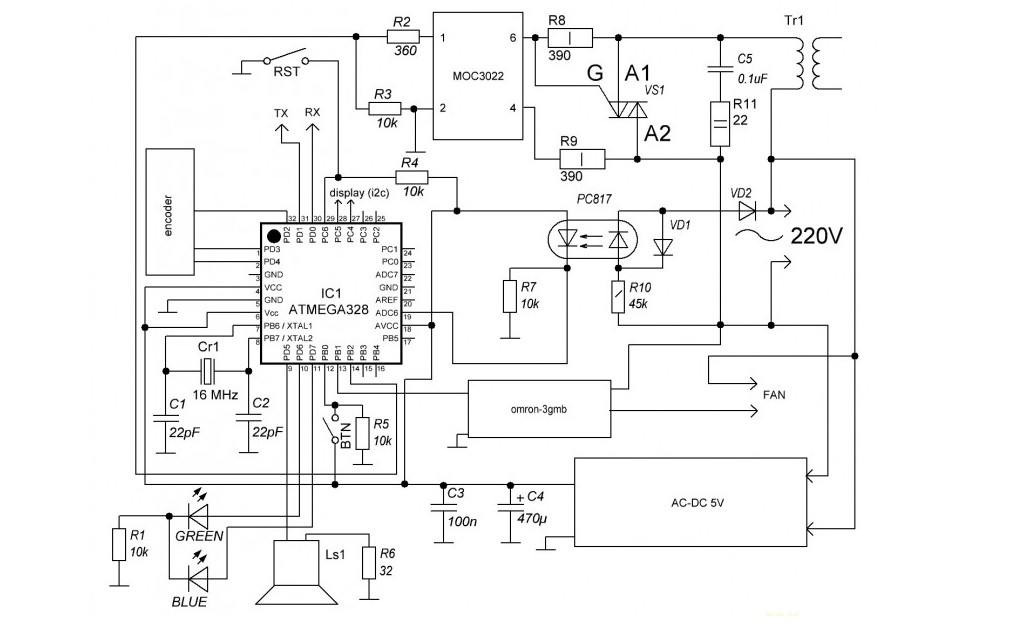
После сборки лучше всего провести тесты и определить оптимальные значения длительности импульса. В моем случае использован медный провод 6 кв. мм в качестве электродов.

Двойной импульс проваривает хорошо, длительность подбираем в зависимости от толщины ленты. На отрыв держит не хуже заводской сварки.

Теперь можно без проблем собрать большую батарею для электровелосипеда, отремонтировать батарею для гироскутера и модернизировать шуруповерт.
Аппарат точечной сварки для аккумуляторов своими руками.

Началось всё, как ни странно, не с необходимости варить аккумуляторы, а с моей любви решать нестандартные задачи. Ко мне в магазин пришли пластины для сварки аккумов. Посмотрел я на них, потом на пару 18650, у которых одна перемычка держалась "на соплях", и оторвал её. Так у меня появился стимул…
Дня три перелопачивал интернет. Как оказалось, всё до банального просто. Дело было за трансформатором от микроволновки, который не преминул найтись в запасах нашей конторы.
Не буду расписывать процесс срезания старой обмотки, это всё расписано на многих ресурсах. Больше времени занял поиск провода для вторичной обмотки. Нашёлся на 16 кв.мм. Не айс, конечно, другие вон по 50 квадратов мотают. Особо настырные с какой-то матерью и все 70 забивают. Но что есть, то есть, начинаем эксперименты.
Первое нажатие на кнопку было, как первый секс, — вроде в теории знаешь, что произойдет, но, всё равно волнительно. Готовился по полной — защитные очки, перчатки, включенный фонарик на случай вылетания автомата на щитке…
Нет, это не то, что вы подумали — с первым сексом всё было нормально.)) А вот опыта коротких замыканий… Нет, вот так — КОРОТКИХ ЗАМЫКАНИЙ. Так вот такого опыта у меня предостаточно. До сих пор к стене прикручены остатки бокорезов, которыми случайно (О! это великое "случайно!) перекусил кабель, идущий от аккума моего электровела.
Но мы отвлеклись. Первые попытки были так себе. Что-то приваривалось, что-то отваливалось. Электроды не затачивал, думал надурняка всё получится. В общем, чисто русский подход.
Тем не менее, окрыленный успехом и ослепленный искрами, я стал обдумывать конструкцию. На глаза попалась станина для дрели. Это показалось хорошей идеей, и работа закипела…
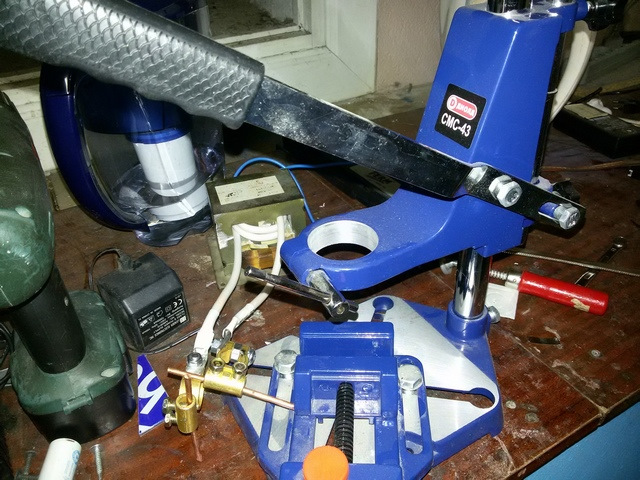
Хорошо, что я не успел испоганить хорошую вещь. Как оказалось, идея была не самая лучшая. Глубже нырнув в теорию, и пересмотрев кучу конструкций других самодельных и заводских аналогов, я определился с концепцией — два раздельных горизонтальных рычага, подпружиненные для обеспечения усилия прижима около 400 грамм. Большинство китайцев и многие самодельщики упрощают конструкцию, закрепляя электроды жестко на корпусе. Но прижать плоскую поверхность к двум электродам с одинаковым усилием не так просто. Особенно, если в руках батарея круглых скользких аккумов, которые так и наровят разбежаться. Но мы же не ищем легких путей! Поэтому только хардкор, только раздельные крепления.
Концепция — концепцией, но вот конструкция рождалась в муках. Ввиду отсутствия токарно-фрезерных ресурсов, целиком проект я никогда не планирую. Иду от одной базовой точки к другой. Причем всё это перемежается с моментами созерцания стеллажа с гордой наклейкой "Конструкционные материалы", на котором хранятся всякого рода обрезки металла, пластика, картона и прочих полезных в хозяйстве вещей и рысканием по темным углам мастерской с фонариком в надежде, что на глаза попадется какая-нибудь неведомая хрень, которая, пролежав 7-8 лет в пыли, путем хитрых манипуляций превратится в нужную мне деталь. В такие моменты я, как никто, понимаю Микеланджело, который четыре месяца приходил в мастерскую и смотрел на глыбу мрамора, а, когда его спросили "Что ты делаешь?", он ответил — "Я работаю…".
В процессе нашелся более толстый провод на обмотку — 25 квадратов. По опыту других создателей, для сварки аккумов этого достаточно. Ну, гвозди варить я не планирую…
Не буду утомлять описанием процесса постройки механики. Это на словах просто — "собрал агрегат", а на деле — это бесчисленное сверление, пересверление, расточка, скручивание, раскручивание, подгонка, и снова прикручивание.
В итоге — две независимых подпружиненных штанги, электроды из 6 мм медных паяльных жал, заточенных соответствующим образом для обеспечения расстояния между точками около 5 мм.
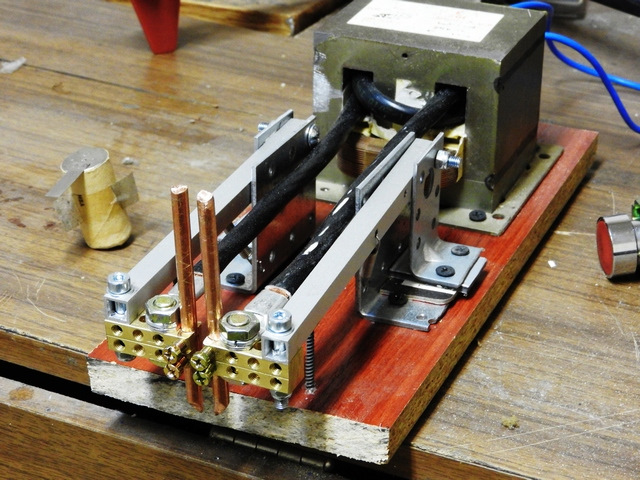
Электроды зажимаются в держателях, сделанных из соединительных электротехнических планок.
Думаю, конструкция получилась удачная, с минимальным количеством промежуточных соединений силовых линий. Это уменьшает вероятность потерь на сопротивлении соединений.
Корпус сразу планировался из композита. Это "бутерброд" из пластика, зажатого между алюминиевыми слоями. Мой любимый материал для поделок еще со времен работы в рекламном агентстве — легко обрабатывается и не требует финишной окраски. Бывает разных цветов. Используется в рекламном деле. Такой вот лайфхак, пользуйтесь! :)
Рисуем в Кореле макет развертки со всеми отверстиями, добавляем линии сгиба, отдаем на фрезеровку в любую рекламную фирму и, вуаля, у нас практически готовый симпатичненький корпус.
Конечно, не обошлось без косяков. Изначально рисовал под 4 мм композит, а в рекламном был только 3 мм. Переделывал на работе, а там клиенты постоянно дергали, ну и запутался с расчетами. В результате на 6 мм ошибся с длиной верхнего отсека. Дремель в руки, очки на морду и точить. Я, всё-таки не фрезер, поэтому сзади заметен косячок)). Но на скорость не влияет, так что оставил как есть.
10 лучших клеев-холодных сварок

С помощью холодной сварки владелец в считанные минуты может самостоятельно провести аварийный ремонт самых разнообразных элементов. Трещины металла и ПВХ, поврежденные изделия из дерева и пластика, стекла и резины – универсальный клей готов выполнить любые задачи. МаркаКачества составила рейтинг, в который вошли лучшие холодные сварки по мнению пользователей.
Универсальный клей в считанные минуты устраняет не только протечку в системе отопления или водопроводной трубе. Его применяют для фиксации линолеума и плинтусов, керамической плитки и зеркал, любых других предметов. Холодная сварка пользуется большим спросом у автолюбителей и специалистов по аварийному ремонту. В дороге такой клей пригодится для восстановления целостности нагруженных элементов подвески – вы сможете самостоятельно доехать до места ремонта. Остановить течь радиатора или устранить прогар глушителя в считанные минуты без разборки узлов не проблема для холодной сварки.
Какую марку холодной сварки выбрать?
На рынке представлен большой выбор клеев холодных сварок отечественного и импортного производства. Традиционно высокое качество ремонтных работ обеспечивают составы от Linocol, Poxipol, «КОНТАКТ», IMG. Популярностью покупателя пользуются сварки «Алмаз» и TANGIT (бренд корпорации Henkel) – они демонстрируют «золотую середину» цены и характеристик клеевого слоя. Работающий с металлами NANOPROTECH также привлекателен, но его бывает тяжело достать. Клеи для ПВХ материалов «Поинт» и «Секунда» обладают хорошей схватываемостью, а отечественный АСТРОХИМ отличает высокая термоустойчивость. Представленные бренды давно обосновали центральную нишу рынка холодных сварок и заслуженно считаются одним из лучших решений в зависимости от поставленных задач.
Выбор универсального клея: на что обратить внимание?
При выборе холодной сварки кроме торговой марки и цены имеют значение такие параметры:
Тип склеиваемой поверхности. Универсальные клеи бывают для металла, линолеума и резины, пластика и бетона. При этом состав позволяет комбинировать материалы в любых сочетаниях, соединяя в одно целое, к примеру, бетон и дерево, резину и пластик, сталь и стекло.
Виброустойчивость. Холодная сварка по металлу выдерживает вибрационные нагрузки, устойчива к действию агрессивных сред и температурных перепадов. Успешно восстанавливает герметичность радиаторов, баков и топливопроводов, масляных поддонов и других элементов.
Сопротивление разрыву. Реставрация узлов, работающих под физической нагрузкой, с помощью универсального клея позволяет соединению выдерживать усилия до 200 Н*м. Такие сварки незаменимы для аварийного ремонта подвески авто, так как позволят самостоятельно устранить неисправность (лопнувший рычаг, тяга и т. п.) и доехать в сервис или гараж без помощи эвакуатора.
Термостойкость. Особый вид холодной сварки, выдерживающий нагрев до 150-250˚C. Успешно применяется для восстановления глушителей автомобиля, магистралей и оборудования систем отопления.
Влагостойкость. Клеи этой группы невосприимчивы к действию влаги, а в некоторых случаях могут наноситься даже на мокрую поверхность, сохраняя к ней высокую адгезию.
Время затвердевания. Так как холодная сварка часто используется для аварийного ремонта, имеет значение время схватывания. Чем оно меньше – тем лучше.
Читайте также: