Идею защиты сварочной ванны от воздействия окружающей среды предложил
Обновлено: 17.05.2024
ГРАФОРАСЧЕТНЫЕ МЕТОДЫ Для определения продольных деформаций и напряжений при наплавке валика на кромку полосы и при сварке узких пластин встык используется графорасчетный метод, разработанный Г. А. Николаевым. При этом принимается: …
Понятие о термодеформационном цикле при сварке
Термодеформационный цикл сварки характеризует изменение температуры и напряженно-деформированного состояния точки тела в процессе сварки. При его воспроизведении на образце можно создать такое же температурное и напряженно-деформированное состояние, какое существует в …
Свойства металлов при температурах сварочного термического цикла
Особенность процесса образования деформаций и напряжений при сварке — изменение свойств металлов в шцроких пределах, обусловленное переменными температурами и характером развития деформаций. Параметры упругости металлов, используемые в расчетах сварочных деформаций …
Понятие о сварочных деформациях и напряжениях
При равномерном нагреве материала происходит его свободное расширение без возникновения напряжений. Если же осуществляется неравномерный нагрев тела, то связи нагретых участков с ненагретыми препятствуют свободному расширению тела. Вследствие этого в …
ТЕРМОДЕФОРМАЦИОННЫЕ ПРОЦЕССЫ И ПРЕВРАЩЕНИЯ В МЕТАЛЛАХ ПРИ СВАРКЕ
При сварке в металле происходят термодеформационные и физико-химические процессы. Термодеформационные процессы заключаются в упругопластическом деформировании металла при неравномерном нагреве в процессе сварки и возникновении вследствие этого временных и остаточных напряжений. …
Вредные примеси в металле при сварке и их удаление
Выше (см. гл. 9) уже рассмотрено поведение отдельных компонентов сплавов и их влияние на качество получаемого металла шва. Однако в заключение надо сделать обобщение влияния на качество сварных соединений, так …
Смешанная газошлаковая защита сварочной ванны
Исторически этот метод защиты появился раньше всех уже рассмотренных выше методов. Он реализуется при ручной дуговой сварке толстопокрытыми или качественными электродами, промышленное применение которых началось в середине 20-х годов. Благодаря …
Защитные газовые атмосферы при сварке плавлением
Идея газовой защиты зоны сварки была предложена еще Н. Н. Бенардосом в одном из его изобретений, но реально воплотилась в технологический процесс в конце 40-х годов XX в., когда появилась …
Шлаковая защита сварочной ванны
Шлаковая защита сварочной ванны реализуется при механизированной сварке под слоем флюса (рис. 10.1). Электрический дуговой разряд, перемещаемый вдоль свариваемого шва механическим устройством, поддерживается в замкнутом пространстве в среде расплавленного флюса …
Способы защиты сварочной ванны от воздушной среды
Сварка плавлением — высокотемпературный процесс, сопровождающийся изменением состава металла сварного соединения, а следовательно, и его свойств, в результате взаимодействия с окружающей средой (атмосферой). Высокая восстановительная активность металлов приводит к образованию …
Шлаковые фазы и их назначение
Шлаки представляют собой жидкие минеральные фазы, отделяющие зеркало металла от непосредственного действия газовой атмосферы. Шлаки не изолируют металл от окружающей газовой среды, а только заменяют непосредственное взаимодействие диффузионным. Нерез шлак …
Взаимодействие металлов с газами при сварке
В зоне сварки металлы, жидкие или нагретые до температуры, близкой к температуре плавления, встречаются не только с кислородом, но и со сложными газами, такими, как СО; СОг; Н20; С„Нт, получающимися …
Раскисление металла сварочной ванны
Восстановление металла сварного соединения требует удаления кислорода из сварочной ванны, пока она находится в жидком состоянии. Восстановление или раскисление сварочной ванны можно осуществить несколькими путями: 1. Извлечение его более активными …
Окисление металлов при сварке
Высокие температуры, используемые при сварке плавлением, с одной стороны, понижают термодинамическую устойчивость оксидов, как это было показано в п. 9.2, но, с другой стороны, скорость их образования резко увеличивается и …
Оценка термодинамической устойчивости соединений
Термодинамическая устойчивость данного соединения определяется изменением энергии Гиббса AG при образовании его в данных физических условиях (р, Т). Разложение этого соединения требует затраты такой же энергии и тем самым определяются …
Процессы окисления металла шва
Металлы, обладая малым числом электронов на внешних энергетических уровнях, легко их отдают атомам элементов с высокой электроотрицательностью (F, С1, О, S и др.): Ме° — 2е->-Ме2+ Процессы потери электронов с …
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла сварки и малым временем существования сварочной ванны в жидком состоянии, т. е. в состоянии, доступном для металлургической обработки металла …
Кинетика гетерогенных процессов
Гетерогенные химические реакции и диффузионные процессы, идущие иа границе раздела двух фаз, особенно характерны для сварочной металлургии при взаимодействии расплавленного металла с газовой фазой (жидкость — газ) или с расплавленным …
Кинетика гомогенных процессов
КИНЕТИКА ХИМИЧЕСКИХ И ДИФФУЗИОННЫХ ПРОЦЕССОВ Сварка металлов плавлением представляет собой высокотемпературный быстропротекающий процесс, сопровождающийся химическими реакциями между металлом и средой (атмосфера дугового промежутка, шлаки, полученные плавлением флюсов или электродных покрытий), …
Элементы электрохимии
ЭЛЕКТРОЛИТЫ И ИХ ОБРАЗОВАНИЕ Электролитом называется система, содержащая положительные и отрицательные ионы, способные к перемещению в электрическом поле. Электролиты образуются в следующих процессах: 1. При растворении в полярных растворителях других …
Равновесие в гетерогенных системах. Растворы
ПРАВИЛО ФАЗ ГИББСА —КОНОВАЛОВА Гетерогенной называется система, состоящая из отдельных частей, ограниченных физическими поверхностями раздела — фаз. Вещества, составляющие ту или иную фазу, должны присутствовать в количестве, достаточном для того, …
Энергия Гиббса и учение о равновесии в гомогенных системах
Как уже рассматривалось в п. 8.2, энтропия как термодинамическая функция может указывать своим изменением направление самопроизвольно протекающих процессов, а также стремление системы к состоянию равновесия: ds — 0; s —► …
Второе начало термодинамики и его применение к физико-химическим процессам
Второе начало термодинамики, предсказанное еще М. В. Ломоносовым, было окончательно установлено в середине XIX в. Клаузиусом и Гельмгольцем (1850—1851). Оно позволяет определить возникновения самопроизвольно протекающих процессов в термодинамических системах и …
Приложение первого начала термодинамики к химическим процессам
ОСНОВНЫЕ ПОНЯТИЯ и ОПРЕДЕЛЕНИЯ Термодинамика — наука об энергии и ее изменениях; область ее применения необычайно широка. Химическая термодинамика — самостоятельная часть общей науки об изменениях и переходах энергии; в …
ФИЗИКО-ХИМИЧЕСКИЕ И МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
Сварка металлов — универсальный метод получения неразъемных соединений, необходимых для создания самых разнообразных конструкций и изделий во всех отраслях народного хозяйства. Кроме металлов сварке подвергают и другие материалы — пластмассы, …
Тепловые процессы при контактной сварке и сварке с применением давления
КОНТАКТНАЯ СВАРКА СТЕРЖНЕЙ ВСТЫК Нагрев стержней при контактной сварке встык осуществляется проходящим током плотностью /, который совершает работу при удельном сопротивлении металла рЛ и контактном сопротивлении R на границе между …
Тепловые процессы при электрошлаковой сварке
Одна из наиболее характерных особенностей тепловых процессов при электрошлаковой сварке — значительная распределенность источника теплоты. Основной металл подогревается шлаком на довольно значительной длине, составляющей около 30.. .70 мм. На заключительной …
Плавление основного металла
ФОРМЫ СВАРОЧНОЙ ВАННЫ ПРИ РАЗЛИЧНЫХ СПОСОБАХ СВАРКИ Плавление основного металла при сварке осуществляется с целью соединения между собой свариваемых деталей. Идеальным в отношении затрат теплоты представляется такое тепловыделение в источнике, …
Нагрев и плавление присадочного металла
Термические циклы в присадочном металле не имеют самостоятельного значения, так как в конечном итоге присадочный металл подвергается переплавке. Изучение нагрева присадочного металла и распределения температур позволяет оценить условия, в которых …
Термический цикл при многослойной сварке
Вследствие сложности явления распространения теплоты при многослойной сварке удается дать лишь качественное описание процесса. Количественные зависимости имеют ориентировочный характер и служат для приближенного определения параметров процесса. Тепловое воздействие на металл …
Т Длительность пребывания металла выше данной температуры
----- / / / x t, tH t t2 Рнс. 7.8. Схема термического цикла при однопроходной сварке Длительность пребывания металла выше некоторой температуры Т выражается на рис. 7.8 отрезком tn …
Мгновенная скорость охлаждения при данной температуре
Мгновенная скорость охлаждения w является первой производной температуры по времени w = dT/dt. (7.13) В общем случае, когда температурное поле выражается формулами (6.22) и (6.26), ее определяют следующим образом. По …
Термический цикл при однопроходной сварке. Максимальные температуры
В процессе однопроходной сварки источник теплоты перемещается в теле и вместе с ним перемещается температурное поле. Температуры точек тела непрерывно изменяются (рис. 7.6). Вначале температура повышается, достигает максимального значения, а …
Размер зоны нагрева
Рис. 7.4. Схема определения ширины 21 зоны, приращение температуры в которой превосходило Д Ті Для оценки термического влияния на свариваемый металл бывает необходимо определить ширину 21 зоны, приращение температуры которой …
Влияние режима сварки и теплофизических свойств металла на поле температур
Рассмотрим влияние скорости сварки и эффективной мощности источника на поле температур на примере сварки пластин. С увеличением скорости и при q = const зоны, соответствующие определенным приращениям температур, например АТ …
Защита сварочной ванны от воздействия окружающей среды
СЛАЙД 2 Расширение применения сварочных технологий в промышленности стало возможным после разработки надежных методов защиты зоны сварки от воздействия с окружающей средой – воздухом и водой. Применение сварки при подводнотехнических работах имеет специфические особенности и поэтому не рассматривается.
Как уже отмечалось сварка плавлением это высокотемпературный процесс, который сопровождается изменением состава металла сварочной ванны при взаимодействии с кислородом, азотом, парами воды и другими компонентами воздуха. Высокая реакционная активность расплавляемых металлов приводит к образованию оксидов, нитридов и гидридов, значительно ухудшающих состав и свойства металла сварного шва.
При сварке трубопроводов и конструкций используется четыре основных способа защиты сварочной ванны от вредного воздействия окружающей воздушной среды:
Вакуумная защита применяется при сварке конструкций из титана, молибдена, ванадия и других химически активных и тугоплавких металлов и поэтому в дальнейшем рассматриваться не будет.
Шлаковая защита
СЛАЙД 3 При автоматической и механизированной (полуавтоматической) сварке под слоем флюса применяется шлаковая защита зоны сварки (рис 1).

Рис. 1 Схема механизированной сварки под слоем флюса:
1 – свариваемый основной металл; 2 – подающие ролики; 3 – электродная проволока; 4 – слой гранулированного флюса; 5 – шлак; 6 – сварной шов; 7 – сварочная ванна; 8 – дуговой разряд СЛАЙД 4
Электрический дуговой разряд, перемещаемый вдоль свариваемого шва механическим устройством, поддерживается в замкнутом пространстве в среде расплавленного флюса и флюса в полужидком состоянии, причем газы дуговой атмосферы – пары металла и компонентов флюса – поддерживают давление внутри полости выше, чем давление окружающей атмосферы. Дуговая сварка под слоем флюса – высокопроизводительный процесс, обеспечивающий хорошее формирование сварного шва.
СЛАЙД 5 Состав флюса подбирается таким образом, чтобы образующийся шлак при плавлении и последующем застывании легко отделялся от поверхности сварного соединения.
В основном применяются плавленые и керамические флюсы.
СЛАЙД 6 Плавленые получаются сплавлением входящих в них компонентов в электрических или пламенных печах и гранулируются выливанием в воду.
Керамические флюсы получаются путем грануляции замеса из тонкоизмельченных компонентов, соединенных между собой жидким стеклом. В отличие от плавленых в керамических флюсах могут содержаться металлические порошки – раскислители и легирующие компоненты, так как в процессе приготовления керамические флюсы не подвергаются нагреву до высоких температур.
СЛАЙД 7 Наибольшее распространение в производстве получили плавленые флюсы различных марок, изготовляемые в крупных промышленных масштабах. Плавленые флюсы по своему составу и назначению делятся на алюмосиликатные, предназначенные для сварки сталей различных марок, и фторидные, предназначенные для сварки титановых сплавов. Алюмосиликатные флюсы выбираются по составу в зависимости от марки стали, так как при взаимодействии со шлаком состав металла сварочной ванны может изменяться.
СЛАЙД 8 Классификация флюсов производится также по физическим свойствам: по структуре зерна они делятся на стекловидные и пемзовидные, по характеру изменения вязкости – на длинные и короткие, по характеру взаимодействия с металлом – на активные и пассивные. Пассивные применяются в основном при сварке среднелегированных сталей.
СЛАЙД 9 При дуговой сварке под слоем плавленого флюса различают: высокотемпературную зону, охватывающую плавящийся торец электрода, капли металла, проходящие дуговой промежуток и активное пятно дугового разряда в сварочной ванне; и низкотемпературную зону – хвостовая часть ванны, где температура приближается к температуре кристаллизации металла.
В высокотемпературной зоне интенсивно развиваются эндотермические реакции, приводящие к легированию и одновременно к окислению металла сварочной ванны компонентами флюса. В этой же зоне происходит интенсивное окисление углерода стали и восстановление кремния марганцем.
Интенсивное перемешивание шлака с металлом приводит к извлечению значительной части FeO в шлаковую фазу.
При сварке под флюсом почти не происходят потери металла и оценить изменения химического состава металла шва можно по исходному составу. По шлифу сварного шва можно определить его площадь и, зная разделку под сварку можно найти соотношение количеств расплавленного основного металла и наплавленного электродного металла, а затем, зная состав проволоки и состав основного металла, находят исходный состав, предполагая, что никаких химических реакций не было.
СЛАЙД 10 Керамические флюсы для сварки металлов позволяют сохранять все преимущества автоматической сварки под слоем флюса: малые потери металла, высокая производительность, высокое качество сварных соединений, но в то же время позволяют легировать и раскислять металл сварочной ванны в очень широких пределах. Керамические флюсы представляют собой порошки различных компонентов, образующих шлаковую фазу, изолирующую металл от окисления, и ферросплавы или свободные металлы для раскисления и легирования. Все эти порошковые материалы замешивают на растворе силиката натрия Na2SiO3 (жидкое стекло) и подвергают грануляции на специальных устройствах. После этого их просушивают, прокаливают для удаления влаги и хранят в герметической таре. Так как в процессе изготовления они не подвергаются нагреву, то все даже активные металлы в них сохранены и при плавлении флюса они переходят в металл шва, раскисляя его и легируя до нужного состава.
СЛАЙД 11 По назначению различают керамические флюсы для сварки и наплавки углеродистых и легированных сталей, цветных металлов и сплавов. По химическому составу шлакообразующей массы флюсы могут быть отнесены к кислым, нейтральным и основным. Кроме того, их делят на несколько типов: марганцово-силикатные, кальций-силикатные и флюоритно-основные и др.
По степени легирования металла шва керамические флюсы делятся на слабо легирующие для сварки низкоуглеродистых и низколегированных и сильно легирующие для сварки специальных сталей.
Основной недостаток керамических флюсов состоит в том, что они обладают повышенной гигроскопичностью, что требует хранения их в герметичной таре и прокалки перед сваркой. Наличие гидратной влаги в флюсе приводит к повышению содержания водорода в наплавленном металле, что ухудшает его свойства.
Газовая защита
СЛАЙД 12 Газовая защита зоны сварки была предложена еще Н.Н. Бенардосом, но воплотилась в технологический процесс в конце 40-х годов XX века, когда появилась необходимость сварки активных металлов, таких, как алюминий и его сплавы, а позднее – титан и его сплавы.
Для защиты зоны сварки применялись инертные газы – аргон и гелий. Был разработан процесс аргонно-дуговой сварки и соответствующее сварочное оборудование для автоматической и механизированной сварки плавящимся и неплавящимся электродами. Однако для сварки низкоуглеродистых низколегированных сталей применять дорогие инертные газы было экономически нецелесообразно, поэтому был разработан метод сварки в углекислом газе, который может быть легко получен в любом количестве.
В настоящее время этот процесс сварки получил очень широкое применение при изготовлении конструкций низкоуглеродистых низколегированных, среднелегированных и высоколегированных сталей при высоком качестве сварных соединений. В последние годы разработаны способы газовой защиты с применением различных газовых смесей (Аг+Не, Аг+О2, Аr+СО2, СO2+О2 и др.), что расширяет сварочно-технологические и металлургические возможности данного метода сварки.
Дуговой разряд горит в струе аргона или гелия очень устойчиво при меньших напряжениях на дуге по сравнению с СО2. Это происходит потому, что инертные газы одноатомны и не расходуется энергия на их диссоциацию, а проводимость дугового промежутка обеспечивается парами свариваемого металла.
СЛАЙД 13 Из инертных газов наиболее широко применяется аргон, так как он значительно дешевле, чем гелий, а также обладает лучшими защитными свойствами.
Иногда аргонно-дуговую сварку применяют для упрочненных средне- или высоколегированных сталей.
Среднелегированные углеродистые стали обычно содержат в своем составе достаточное количество активных легирующих компонентов для подавления пористости, вызываемой окислением углерода. Это обеспечивает плотную структуру шва, а состав металла шва соответствует основному металлу, если электродные проволоки имеют также близкий состав.
Аустенитные коррозионно-стойкие и жаропрочные стали (12Х18Н10Т и т. д.) хорошо свариваются в среде аргона как плавящимся, так и неплавящимся электродами. При сварке этих сталей обычно не требуется каких-либо дополнительных мероприятий, но аустенитно-мартенситные стали очень чувствительны к влиянию водорода, который их сильно охрупчивает и дает медленное разрушение в виде холодных трещин. В этих случаях требуется осушка аргона или добавка к нему многовалентных фторидов, которые связывают водород в атмосфере дуги и уменьшают поглощение водорода металлом.
Низкоуглеродистые низколегированные стали, особенно кипящие, склонны к пористости при сварке в среде аргона вследствие окисления углерода. Этот процесс идет за счет кислорода, накопленного в сталях во время их выплавки, но может возникать за счет примесей к аргону марок В и Г, за счет влажности газа и содержащегося в нем кислорода. Для подавления этой реакции в сварочной ванне нужно иметь достаточное количество раскислителей (Si, Мn, Ti), например, использовать сварочные проволоки Св08ГС или Св08Г2С. Можно снизить пористость путем добавки к Аr до 5 % О2, который, вызывая интенсивное кипение сварочной ванны, способствует удалению газов до начала кристаллизации. Добавка кислорода к аргону снижает также критическое значение сварочного тока, при котором осуществляется переход от крупнокапельного переноса металла в дуге к струйному, что повышает качество сварки.
СЛАЙД 14 Сварку в среде углекислого газа осуществляют с помощью сварочной головки, перемещающей сварочный инструмент и подающей в зону сварки электродную проволоку (рис. 2). С помощью сопла создаётся поток углекислого газа, омывающий зону дугового разряда и оттесняющий из зоны сварки воздушную атмосферу. Сварка может вестись в автоматическом или механизированном режиме.
При механизированной сварке инструмент (горелка, головка) перемещается рукой сварщика, а электродная проволока подается по гибкому шлангу с помощью отдельно установленного механизма.
Плотность углекислого газа составляет 1,96 кг/м 3 , поэтому он хорошо оттесняет воздух, плотность которого 1,29 кг/м 3 . Поставляется углекислый газ в баллонах в жидком состоянии.
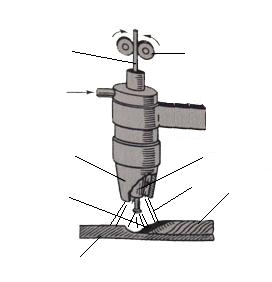
Рис. 2 Схема сварки в углекислом газе:
1 – подающие ролики; 2 – рукоятка или кронштей; 3 – токоподводящий мундштук; 4 – защитная струя углекислого газа; 5 – шов; 6 – основной металл; 7 – сварочная ванна; 8 – сопло; 9 – сварочная проволока
СЛАЙД 15 Для сварки применяют газ с пониженным содержанием вредных примесей – кислорода, азота, оксида углерода, влаги. Качество сварных швов зависит не только от чистоты СО2, но и от его расхода и характера истечения из сопла под небольшим давлением, обеспечивающим спокойный (ламинарный) характер истечения. Турбулентный характер истечения газового потока ухудшает качество защиты сварочной зоны вследствие возможного подсоса воздуха в эту зону. Характер истечения защитной струи газа определяется геометрическими параметрами сопла сварочного инструмента.
Углекислый газ в области высоких температур диссоциирует на СО и О2. На этот процесс расходуется часть тепловой энергии и дугового разряда. В условиях высоких и быстро меняющихся температур при сварке состав продуктов диссоциации СО2 в разных точках дугового разряда будет изменяться.
Наличие в атмосфере дуги значительного количества кислорода требует дополнительного легирования сварочной проволоки кремнием (около 1 %) и марганцем (около 2 %), Поэтому для сварки низкоуглеродистых сталей применяют специальные сварочные проволоки, например Св08ГС, Св08Г2С. Легирующие добавки с каплями электродного металла растворяются в жидком металле сварочной ванны и задерживают окисление железа. Диссоциация паров воды, поступившей из-за повышенной влажности СО2 тоже будет тормозиться вследствие высокой концентрации кислорода, полученного при диссоциации СО2.
На участках, удаленных от оси столба дуги, будет происходить рекомбинация молекул СО2 с большим выделением тепловой энергии, которая раньше расходовалась на диссоциацию газа (около 30% электрической мощности дуги).
Отбор теплоты на диссоциацию газа по оси дуги и его выделение при обратном процессе на периферических участках дугового разряда влияет на глубину проплавления и ширину шва. Газовая атмосфера на участках, удаленных от оси столба дуги, будет обогащаться СО2 и водород, образовавшейся при диссоциации паров воды, будет связываться в молекулы Н2О. Таким образом, при сварке в струе углекислого газа металл поглощает водород в меньших количествах, чем при других видах сварки. В среднем при сварке низкоуглеродистых низколегированных сталей в СО2 содержание водорода в наплавленном металле колеблется от 0,5 до 2·10 -5 м 3 /кг.
СЛАЙД 16 Металл, наплавленный при сварке в струе СО2 чище по шлаковым включениям, и поэтому его пластические свойства несколько выше, чем при сварке под слоем флюса.
При сварке легированных сталей необходимо использовать специальные сварочные проволоки, например Св08ГС, Св08Г2С, Св07ГС содержащие раскислители (марганец и кремний), которые предохраняют от окисления углекислым газом легирующие добавки свариваемого металла.
Перегретый водяной пар является самой дешевой защитной средой, но в настоящее время не применяется, так как при этом методе металл поглощает большое количество водорода. При поглощении водорода металл резко ухудшает свои пластические свойства, но они восстанавливаются после термической обработки или при «вылеживании», так как дифузионно-подвижный водород покидает металл с течением времени. Этот метод ограниченно применялся для сварки неответственных изделий из низкоуглеродистых низколегированных сталей.
Лекция №6
Защита сварочной ванны от воздействия окружающей среды.
Защита сварочной ванны от воздействия окружающей среды:
• вакуумная (применяется при сварке конструкций из титана, молибдена, ванадия и других химически активных и тугоплавких металлов )
• При автоматической и механизированной (полуавтоматической) сварке под слоем флюса применяется шлаковая защита зоны сварки
• Электрический дуговой разряд, перемещаемый вдоль свариваемого шва механическим устройством, поддерживается в замкнутом пространстве в среде расплавленного флюса и флюса в полужидком состоянии, причем газы дуговой атмосферы – пары металла и компонентов флюса – поддерживают давление внутри полости выше, чем давление окружающей атмосферы.
Схема механизированной сварки под слоем флюса:
1 – свариваемый основной металл; 2 – подающие ролики;
3 – электродная проволока; 4 – слой гранулированного флюса; 5 – шлак; 6 – сварной шов; 7 – сварочная ванна; 8 – дуговой разряд
• Состав флюса подбирается таким образом, чтобы образующийся шлак при плавлении и последующем застывании легко отделялся от поверхности сварного соединения.
• В основном применяются
плавленые и керамические флюсы .
• Плавленые получаются сплавлением входящих в них компонентов в электрических или пламенных печах и гранулируются выливанием в воду.
• Керамические флюсы получаются путем грануляции замеса из тонкоизмельченных компонентов, соединенных между собой жидким стеклом. В отличие от плавленых в керамических флюсах могут содержаться металлические порошки – раскислители и легирующие компоненты, так как в процессе приготовления керамические флюсы не подвергаются нагреву до высоких температур.
Плавленые флюсы по своему составу и назначению делятся на:
• алюмосиликатные , предназначенные для сварки сталей различных марок;
• фторидные , предназначенные для сварки титановых сплавов.
• Алюмосиликатные флюсы выбираются по составу в зависимости от марки стали, так как при взаимодействии со шлаком состав металла сварочной ванны может изменяться.
Классификация флюсов
• по структуре зерна : стекловидные
• по характеру изменения вязкости : длинные и короткие;
• по характеру взаимодействия с металлом : активные и пассивные.
• Пассивные применяются в основном при
сварке среднелегированных сталей.
При дуговой сварке под слоем плавленого флюса различают:
• высокотемпературную зону , охватывающую плавящийся торец электрода (интенсивно развиваются эндотермические реакции, приводящие к легированию и одновременно к окислению металла сварочной ванны компонентами флюса. В этой же зоне происходит интенсивное окисление углерода стали и восстановление кремния марганцем);
• капли металла , проходящие дуговой промежуток;
• активное пятно дугового разряда в сварочной ванне;
• низкотемпературную зону – хвостовая часть ванны, где температура приближается к температуре кристаллизации металла.
Преимущества автоматической сварки под слоем керамического флюса:
• малые потери металла;
• высокое качество сварных соединений;
• позволяют легировать и раскислять металл сварочной ванны в очень широких пределах.
• Керамические флюсы представляют собой порошки различных компонентов, образующих шлаковую фазу, изолирующую металл от окисления, и ферросплавы или свободные металлы для раскисления и легирования.
Особенности металлургических процессов, протекающих в сварочной ванне, взаимодействие жидкого металла сварочной ванны с кислородом, азотом, водородом воздуха.
Взаимодействие кислорода с расплавленным металлом сварочной ванны. В зоне сварочной дуги имеются газовая, шлаковая и металлическая фазы.
При изучении реакций, протекающих в сварочной ванне, следует учитывать возможность окисления жидкого металла свободным (молекулярным и атомарным) кислородом газовой фазы, кислородом, находящимся на свариваемых кромках в виде окислов и шлаков, и кислородом, растворимым в металлической ванне и химически активных шлаках, которые вступают в процессе сварки в обменные окислительные и восстановительные реакции с металлом сварочной ванны. Находящийся в газовой фазе молекулярный и атомарный кислород соединяется с металлом сварочной ванны.
Железо с кислородом образует три соединения (оксида), имеющих весьма важное значение в металлургических процессах, происходящих при сварке плавлением: оксид железа FeO, содержащий 22,27% О2, оксид железа Fe3O4, содержащий 27,64% O2, оксид железа Fe2O3, содержащий 30,06% O2.
Из всех трех оксидов растворим в железе только FeO. Остальные оксиды в железе практически нерастворимы и на его свойства влияния почти не оказывают. Однако окалина и ржавчина на свариваемых кромках, содержащие высшие оксиды, свободным железом могут раскисляться по реакциям Fe3O4+Fe=4FeO, Fe2O3+Fe=3FeO.
Образующийся оксид, железа растворяется частично в шлаке и частично в расплавленном металле, вследствие чего в сварном шве образуются поры. В твердом железе растворимость кислорода невелика.
Для уменьшения растворимости оксида в металле необходимо иметь соответственно более низкую концентрацию оксида в шлаке, в результате он будет стремиться перейти из металла в шлак. Наоборот, более высокая концентрация оксида в шлаке способствует его переходу в металл. Металл может окисляться и под действием химически активных (по кислороду) оксидов, например кремния и марганца: SiO2+2Feж=2FeO+[Si]; MnO+Feж=FeO+[Mn], где индекс «ж» указывает, что Fe находится в виде расплава, а знак [ ], что элемент растворен в металлической фазе.
При наличии в газовой фазе сложных газов, таких, как, например, СO2 и Н2O, которые при диссоциации выделяют кислород, также происходит окисление металла сварочной ванны.
Если жидкий металл содержит элементы-раскислители, которые имеют большее сродство к кислороду, чем металл сварочной ванны, то в этом случае концентрация кислорода в сварочной ванне может быть значительно уменьшена за счет элементов раскислителей.
Источниками кислорода и водорода являются воздух, флюсы, защитные газы, а также оксиды, поверхностная влага и другие загрязнения основного и присадочного металла. Азот попадает в зону сварки главным образом из воздуха. Характер взаимодействия газов с различными металлами различен.
Свойства металла шва в большей степени определяются процессами окисления и раскисления, которые происходят в сварочной ванне при взаимодействии газовой и шлаковой фаз с жидким металлом. В сварочной ванне в зоне высоких температур происходит распад молекул газа на атомы (диссоциация).
Активность газов в атомарном состоянии резко повышается. Находящийся в газовой фазе молекулярный и атомарный кислород соединяется с металлом сварочной ванны. Одновременно происходит окисление примесей и легирующих элементов, содержащихся в металле. В первую очередь окисляются элементы, обладающие большим сродством к кислороду. Железо с кислородом образует три соединения: оксид FeO, содержащий 22,7% О2, оксид Fe3О4, содержащий 27,64% О2, и оксид Fe2О3, содержащий 30,06% O2. Из всех трех оксидов растворимы в железе FeO и Fe3О4. В твердом железе растворимость кислорода невелика. Если жидкий металл имеет элементы раскислители, которые имеют большее сродство к кислороду, чем металл сварочной ванны, то в этом случае концентрация кислорода в сварочной ванне может быть значительно уменьшена за счет элементов раскислителей.
Водород также растворяется в большинстве металлов. Он может находиться в составе газовой фазы в молекулярном или атомарном состоянии, это зависит от температуры. При более высоких температурах молекулярный водород диссоциируетна атомарный и ионизированный. Водород - вредная примесь, так как является причиной пор, микро- и макротрещин в шве и зоне термического влияния. Применяются два способа борьбы с водородом: физический - это защита сварочной ванны от компонентов, содержащих водород (сушка, прокалка материалов, удаление ржавчины и др.).
Читайте также: