Импульсный режим сварки алюминия
Обновлено: 15.05.2024
Применение импульсного режима синергетической сварки 1-MIG помогает решать следующие задачи:
- уменьшение тепловложения в изделие и тем самым значительное снижение коробления конструкции;
- малое тепловложение позволяет сваривать достаточно тонкий металл, например толщины 0,5 мм, а при достаточном навыке сварки алюминия и тоньше;
- получить поверхность сварного шва малой чешуйтости, т.е. иметь лучший товарный вид.
Указанные преимущества конечно относятся ко всем свариваемым металлам. Но специальные требования при сварке алюминия, особенно для получения качественных сварных швов, в том числе и ответственных изделий, очень хорошо решаются при применении импульсной сварки MIG. Сварочные программы, имеющиеся в памяти аппаратов, оптимизированы согласно специальных требований, встречающихся при сварке алюминия. Это касается в первую очередь горения сварочной дуги, особенно в начале и конце сварного шва, а также удаления брызг от плавления сварочной проволоки. Импульсные параметры источника питания изменяются автоматически в зависимости от скорости подачи сварочной проволоки, позволяя регулировку мощности одной кнопкой.
Импульсная сварка позволяет избежать следующие широко распространённые дефекты:
- дефекты начала сварного шва
Чтобы избежать образование дефектов в начале сварного шва, получающиеся в результате зажигания сварочной дуги на холодной части заготовки, нужно при сварке алюминия использовать функцию горячего старта (HotStart). Функция HotStart применяется для материалов с высокой теплопроводностью, особенно таких как алюминий. Этим начальные значения параметров сварки повышаются до собственно сварочных параметров.

Начальное место сварки нагревается быстрее, что позволяет избежать дефектов сварного шва.
При сварке толщин менее 1,0 мм, чтобы избежать прожог, следует включить дополнительную функцию мягкого старта (SoftStart).

Замедление подачи сварочной проволоки в начале сварки (CreepStart) способствует стабильному зажиганию электрической дуги, при этом проволока подаётся к изделию с замедленной скоростью. После зажигания электрической дуги скорость подачи сварочной проволоки возвращается к нормальной (заданной).
- конечный кратер
Из-за высокой склонности сварочной ванны на алюминии к образованию усадочной раковины в конце сварочного валика легко образуется кратер. Функция заварки кратера (CraterFillили Crater Level) уменьшает эту тенденцию за счёт контролируемого уменьшения сварочных значений, при чём усадочные раковины заполняются прежде чем может появиться кратер.

Главная проблема при сварке алюминия является порообразование, которые можно уменьшить с помощью импульсного MIG(Pulse) и особенно двойного импульса (DoublePulse). При этом дополнительно во время импульсной сварки на расплавленную ванну действует две различные сварочные мощности, которые перемешивают расплав, так что поры успевают удалиться из расплавленной ванны. Более подробно в разделе двойной импульсной сварки будет рассмотрено его действие на сварку алюминия.
Импульс, а особенно двойной импульс помогает также контролировать провар, т.к. кристаллизация происходит при незначительной сварочной мощности. При увеличении мощности увеличивается провар, также можно контролировать при соответствующей регулировке параметров импульсной сварки или с применением двойного импульса, частоты и амплитуды.
На сегодняшний день в программе фирмы KemppiOYимеются следующие сварочные аппараты обеспечивающие импульсную сварку методом 1-MIG: FastMigPulsecпроволокоподающими устройствами MXF-63, MXF-65, MXF-67 cпанелями управления PF-63 и PF-65; FastMigX с проволокоподающими устройствами MXP-37 и MXP-38.
Врукопашную выставить режимы импульсной сварки чрезвычайно сложно, т.к. требуется регулировка целого ряда параметров. Это может сделать не каждый квалифицированный сварщик, наладчик или оператор. Поэтому наличие в памяти аппарата синергетических функций для импульсной сварки очень сильно облегчает работу по наладке аппарата. Ведь требуется внести только те данные и сделать те же регулировки, которые указаны в предыдущем разделе.
НА диаграмме показан пример импульсных синергетических параметров для сварки алюминия проволокой AlSi5 диаметром 1,2 мм в аргоне. Сварочный аппарат с возможностью импульсной сварки должен иметь запас по сварочному току по сравнению со сваркой 1-MIG примерно в 1,5 раза выше. При выборе источника питания для сварки в импульсном режиме следует об этом помнить.

Двойной синергетический импульсный MIG
Применение двойного импульсного режима при сварке на синергетическом режиме 1-MIGреализовано на сегодняшний день на сварочных аппаратах ProEvolutioncпанелью управления MXEи на FastMigPulse. Для сварщиков стало большим подспорьем, когда специалисты фирмы KemppiOY, Финляндия в 2002 г. выпустили на рынок панель управления MXE, дающую возможность выставлять на сварочном аппарате ProEvolution синергетическую сварку 1-MIG, импульсную синергетическую сварку, а также включать функцию двойных импульсов простым нажатием одной кнопки. Но надо также помнить, что функция двойных импульсов работает только при сварке MIG в импульсном режиме.
Несколько слов о различиях между обычной импульсной сваркой и сваркой с использованием двойного импульса.
При импульсной сварке сварочный ток изменяется с желаемой частотой между выходным и пиковым значением тока. При этом протекающий ток управляется двадцатью параметрами, которые регулируют импульсный ток и поддерживают стабильное горение электрической дуги. Минимальный сварочный ток выбирается так, чтобы электрическая дуга не могла выйти за два импульсных значения тока; во время пикового значения тока отделяется капля от присадочной проволоки без того, чтобы произошло короткое замыкание. Импульсная частота лежит в нормальном диапазоне между 50 и 250 Гц. Для облегчения, в памяти сварочного аппарата имеются вызываемые собственные программы для различных материалов, толщин, диаметров сварочной проволоки и защитных газов, так что оператору нужно определить, кроме названных выше устанавливаемых значений, и точно выставить скорость подачи сварочной проволоки и длину электрической дуги. Импульсный способ сварки используется для соединения тонких материалов, т.к. он незначительно ограничивает сварочную температуру и энергетические затраты. Тем самым можно избежать прожога и перегрева листов, в итоге деформации незначительные, и также избежать потока брызг присадочного материала из-за воздействия импульсов. Также сварочная ванна легко контролируется, например, при сварке в различных пространственных положениях. При двойных импульсах, как сварочный ток, так и скорость подачи присадочной проволоки пошагово совпадают.

Кроме пульсаций сварочного тока с установленной частотой между минимальными и максимальными значениями нормального импульса на рисунке иллюстрируется дополнительно другие параметры. Частота, то есть относительная частота, с которой изменяется в сторону повышения в секунду, может выбираться в диапазоне: для ProEvolutionна панели MXE - от 0,1 до 3 Гц; для KempactPulse-3000 - от 0,3 до 8,0 Гц; для FastMigPulse-450 – 0,4 до 8,0 Гц. На рисунке имеет место это двойное повышение. Одновременно возрастает напряжение. Энергия электрической дуги следовательно увеличивается в процессе фазы двойного импульса по сравнению с уровнем нормальной импульсной сварки, при чём также повышается мощность плавления. Для традиционной импульсной сварки подача проволоки устанавливается на желаемое значение и выполняется сварка. При сварке двойным импульсом задаётся дополнительно скорость подачи проволоки (например 10 м/мин), а также амплитуда её изменения. Амплитуда определяется минимальным и максимальным значениями скорости подачи сварочной проволоки во время двойного импульса. В качестве примера на рисунке дана базовая скорость подачи проволоки, равная 10 м/мин, и выбранная для этого случая амплитуда, равная 2 м/мин, так что скорость подачи проволоки во время сварки варьируется между 8 м/мин и 12 м/мин, и возникает эффект качания подачи проволоки. В результате поверхность сварного шва напоминает качество поверхности шва, полученного при сварке методом TIG, и представлена на рисунке.

Угловой сварной шов листа толщиной 1,5 мм, полученный при сварке с двойным импульсом. Внешний вид шва напоминает валик полученный при сварке методом TIG.
- Двойной импульсный MIG – импульсный способ сварки, при котором пошагово изменяется сварочный ток электрической дуги. Это появляется в результате вариации скорости подачи сварочной проволоки и уровня импульсной сварки.
- Амплитуда, м/мин – Исходное значение скорости подачи сварочной проволоки и ± изменение скорости подачи проволоки. Например, величина подачи LS11 м/мин означает, что амплитуда 2,5 даёт изменение скорости подачи при сварке от 8,5 до 13,5 м/мин.
- Частота, Гц – число повышение фазы импульса за секунду.
Применение двойного импульса при сварке алюминия.
Цель в развитии источников питания, обеспечивающих получение двойного импульса, состоит в том, чтобы облегчить использование и оптимизирование преимуществ импульсной сварки при выполнении сварочных работ, а также улучшить качество сварного шва. Задача при сварке алюминия заключается в получении свободного от дефектов сварного шва и улучшении внешнего вида. Часто желательно получить внешний вид валика при сварке тонкого материала. Как при сварке методом TIG, например, при изготовлении велосипедов или мебели.
Наиболее часто встречающиеся дефекты при промышленной сварке алюминия это наличие пор в сварном шве и непосредственно дефекты, такие как подрезы и трещины в конце сварного шва. Причиной непосредственных дефектов считается недостаточная мощность электрической дуги при расплавлении окисного слоя (чья точка плавления лежит около 2052 ْ С), а также при технологических ошибках сварочных работ. Влияние недостаточной энергии электрической дуги дополнительно усиливается коэффициентом теплопроводности основного металла. С другой стороны незначительная точка плавления самого алюминия приводит к тому, что как следствие образуются подрезы рядом со сварным швом или поручаются прожоги. Причина в появлении трещин лежит главным образом в выборе присадочного материала и техники сварки; для выбора правильного присадочного материала помогают стандарты на алюминий его сплавы а также таблицы присадочных материалов, поставляемых поставщиками. Порообразование выходит на первый план если водород попадает в сварной шов. Превалирующими факторами являются чистота, технология сварочного процесса, подготовка свариваемых кромок и техника сварки, а также состав, структура основного и присадочного материала. Принимая во внимание порообразование на примере применения сплава AlMg4,5Mn чаще используют проволоку из сплава AlMgSi1.
Двойной импульс при сварке тонкого металла (1 … 5 мм)
К самым большим преимуществам сварки двойным импульсом тонкого металла считается лёгкая свариваемость и хороший внешний вид сварного шва. При сварке в различных пространственных положениях эти преимущества проявляются особенно отчётливо. Сварка выполняется с равномерным движением. Благодаря сварке двойным импульсом с характерным шаговым движением электрической дуги получается сварной шов, подобный шву, полученному при сварке методом TIG. Кроме того необходимое шаговое движение ведёт к специальным приёмам при выполнении сварных работ. Во время действия двойного импульса увеличивается энергия электрической дуги и скорость подачи, при чём гарантируется достаточный провар основного материала. При возвращении к началу импульса режима – этот процесс может быть описан как тормозная фаза - укорачивается электрическая дуга и сварочный процесс успокаивается. При неравномерном открытии корня сварного шва это является преимуществом, т.к. сокращается вероятность сквозного прожога. Это на практике означает, что у сварщика появляется время для контроля сварочной ванны. Чтобы действовал способ импульсной сварки, должен существовать капельный перенос без коротких замыканий и разбрызгивания.
В таблице представлены параметры для сварки с использованием двойного импульса для различных толщин алюминия, скорости подачи присадочной проволоки и её амплитуды, а также частоту двойного импульса. В качестве основного правила для сварки тонкого материала следует руководствоваться следующим: чем незначительнее толщина материала, тем выше частота двойного импульса и тем ниже амплитуда подачи проволоки.

Таблица. Параметры для сварки с использованием двойного импульса.
Двойной импульс при сварке толстого металла (более 5 мм).
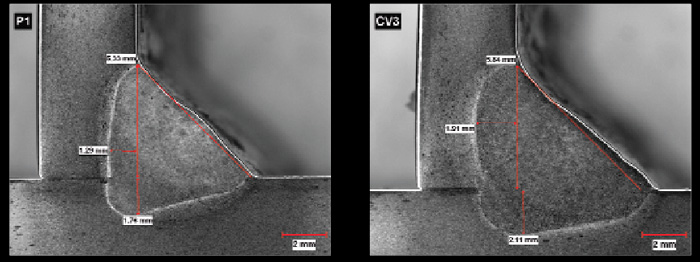
Хорошие свариваемость и внешний вид имеют также значение и при сварке толстого алюминия. Для толщин материала более 5 мм провар и образование пор играют важную роль в оценке метода сварки. При методе сварки с двойным импульсом на глубину провара может влиять выбор амплитуды и частоты, как вытекает из шлифа, представленного на рисунке.

На рисунке представлены срезы углового шва, сваренного на нормальном и двойном импульсе, толщина материала 15 мм, марка AL 6082-T6. Используемые сварочные параметры:
Сварочный ток I=260 … 270 А, для обоих случаев
Напряжение U=28 В
LS (подача проволоки) 11,7 м/мин
На верхнем рисунке а) шов сварен на нормальном импульсе
На нижнем рисунке b) шов сварен с использованием двойного импульса
Как пример, на рисунке b) показан угловой шов сваренного на двойном импульсе листа толщиной 15 мм из материала AL 6082-T6. Выбор правильных параметров нужен для размера энергии электрической дуги, делает сварку комфортабельной и с хорошим контролем сварочной ванны, при чём нужная энергия электрической дуги достигается без предварительного подогрева, чтобы проплавить угловой шов.
Пример на рисунке а) показывает угловой шов, полученной при сварке на нормальном импульсе, хорошо видно вид поверхности, при этом энергии не достаточно, чтобы расплавить основной материал в требуемой мере. Способ сварки с использованием двойного импульса подходит для получения хорошего проплавления. Двойной импульс и прямое движение сварочной горелки ускоряет сварку с одной стороны на керамической подкладке с раскрытием корня шва от 4 мм. Особенно упрощается сварка горизонтальных швов, при следовании по верхней кромке углового шва. Порообразование протекает по той же закономерности как и при других формах тока. В сравнительном тесте был сварен горизонтальный шов алюминиевого листа толщиной 6 мм марки AlMgSi1 (Al6082-T6) на керамической подкладке с зазором в корне 4 мм, чтобы исследовать порообразование. Рентгенограмма сварного шва показала, что при сварке на двойном импульсе пор было меньше и они более равномерно распределены по сравнению с традиционной импульсной сваркой.
Инверторная технология открывает многосторонние возможности применения и адаптация источников питания для различных материалов и целей применения. В сварочных аппаратах серии KemppiProEvolution, KemppiFastMigPulse и KemppiFastMigXинтегрированы панели управления, которые обеспечивают режим традиционной импульсной сварки и сварки с использованием двойного импульса при сварке методом MIG/MAG. Функция двойного импульса и её применяемость для различных потребностей является интересной дополнительной опцией в поиске оптимальных решений в ситуациях, предлагаемых методом импульсной сварки. Их выгода лежит в хорошем качестве сварного шва и его внешним виде, в прямом ведении сварочной горелки и улучшении контроля глубины проплавления.
Разбираемся с MIG сваркой алюминия
Два самых популярных способа сварки это TIG и MIG. Скорость MIG сварки делает этот способ наиболее экономичным и популярным. В прошлом, алюминий приходилось сваривать обычной MIG сваркой. Сегодня технологии позволяют сваривать алюминий более подходящим способом, менее требовательным к толщине заготовки.
В первые годы MIG сварка алюминия производилась только на постоянном токе. Долгие годы у этого способа не было конкурентов. Постоянный ток способствует струйному переносу металла, при котором длина дуги не влияет на качество переноса. При сварке алюминия постоянный ток дает равномерное проплавление на всей протяженности шва. Однако, нестабильность дуги при ее старте осложняет процесс сварки.
С приходом новых технологий, в сварке начали использовать жесткую вольт-амперную характеристику - процесс, который жестко контролирует длину дуги. Аппараты, выпущенные после 1990 года показывают лучшие результаты при сварке разных металлов, включая алюминий, за счет поддержания постоянной длины дуги при изменении силы тока. Эта технология быстро стала стандартом индустрии.
Недавно технологии шагнули еще дальше и появился еще один способ переноса - импульсный. В случае со сваркой алюминия, импульсный способ упрощает контроль тепловложения, повышая качество шва. Настройки аппарата под каждый конкретный случай зависят от толщины заготовки, положения шва в пространстве и особенностей источников тока.
Струйный перенос тока при постоянном напряжении
Источники тока, поддерживающие этот способ переноса металла различаются по величине напряжения, необходимого для поддержания постоянной длины дуги. Этот способ стал очень популярным для сварки алюминия, его используют и в наши дни, благодаря его простоте и относительно низкой стоимости по сравнению с другими MIG способами.
Чтобы получить эффект струйного переноса металла, нужно подобрать такой сварочный ток, чтоб он был выше определенного порога текучести. Например, для 1.2 мм проволоки из алюминия потребуется минимум 135 А.
Улучшенный перенос тока на постоянном напряжении
Этот способ взял лучшее от сварки на постоянном напряжении и сварки алюминия на постоянном токе. Энергия дуги поддерживается на заданном уровне, чтобы обеспечить постоянный сварочный ток и равномерное проплавление. Этот способ легко подстраивается под изменения длины дуги. Напряжение уменьшается за счет плавного увеличения силы тока.
Импульсный режим переноса металла
До изобретения импульсного режима, сваривать тонкие заготовки из алюминия было сложно. Большое тепловложение при сварке на постоянном напряжении прожигало тонкие заготовки, а при использовании более тонкой проволоки начинались проблемы с подачей.

Шов, сделанный импульсным режимом, напоминает результат TIG сварки
Этот способ переноса металла обеспечивает небольшое тепловложение, меняя силу тока от пиковой (когда металл в расплавленном состоянии) до базовой. Еще одно преимущество такого способа - возможность сваривать заготовки в любом пространственном положении.
По сравнению со сваркой на постоянном напряжении, меньшее тепловложение при импульсной сварке помогает предотвратить прожиг заготовок и обеспечивает лучший контроль сварочной дуги.
Двойной импульсный режим
Сварка двойным импульсным режимом обеспечивает еще лучшее качество сварного шва, делая его похожим на результат TIG сварки. Такой способ подходит для не очень опытных сварщиков, так как менее чувствителен к изменению длины дуги и углу наклона горелки.
Особенности и технология импульсной сварки

В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого - поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Для работы потребуется минимальное количество дополнительного оборудования.
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.

Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Сварка алюминия полуавтоматом
Алюминий широко применяется человеком во многих сферах. Однако, по мнению профессиональных сварщиков, он относится к разряду металлов, характеризующихся достаточно сложным сварочным процессом. Это обосновано наличием у алюминиевых сплавов специфических физических и химических особенностей. Поэтому по сравнению со стандартный материалом – сталью - осуществление сварочного процесса с алюминием связано с большим количеством нюансов.

Сварка алюминия полуавтоматом (MIG) поможет эффективно решить большинство этих сложностей. Такой метод сварки позволит гарантированно устранить сложности с преодолением на алюминиевых деталях защитной микронной оксидной пленки, обеспечив выполнение сварных соединений с отличными характеристиками и высоким качеством.
К тому же как опытный, так и начинающий сварщик, должны понимать, что:
Требуется осуществить тщательную подготовку поверхностей свариваемых алюминиевых деталей. Удалить оксидную пленку можно не только с использованием металлической щетки либо наждачной бумаги, но и растворителей, к примеру, бензина, уайт-спирита, ацетона. Хорошо произведенная зачистка позволит увеличить проплавление металла, повысить скорость сварки, улучшить смачиваемость свариваемых кромок, снизить вероятность коробления.
За счет более высокой теплопроводности алюминия по сравнению с обычными стальными сплавами требуется настроить сварочную дугу на большую мощность.
При этом требуется помнить, что у этого материала достаточно низкая температура плавления, а это может стать причиной вероятности его прожога.
Сварочный процесс алюминия и его сплавов с использованием полуавтоматов осуществляется с использованием специальной проволоки (сварщики в большинстве случаев называют ее – плавящийся электрод) с применением защитной газовой среды. Наиболее распространенным защитным газом для полуавтоматической сварки алюминия и его сплавов является чистый аргон.
Применение инертного газа дает возможность исключить:
увеличение в шве пористости, повышая его прочностные характеристики;
сильное разбрызгивание расплавленных металлических капель;
нестабильность электрической дуги.
Сварочные работы, связанные с изготовлением изледлий из любого алюминиевого сплава с использование инверторных источников питания применяют как на промышленных предприятиях, так и в автосервисах. Для процесса полуавтоматической сварки алюминия потребуется:
присадочная проволока и инертный газ высокого качества;
технологичное сварочное оборудование.
Грамотно организованная комбинация этих трех важнейших факторов позволяет обеспечивать первоклассный результат.
Отличия сварки полуавтоматом от аргонодуговой
Полуавтоматическая сварка алюминия по сравнению с аргонодуговой имеет несколько отличий. Главное различие этих двух технологий состоит в типе используемых электродов:
При полуавтоматическом способе сварки применяют алюминиевую проволоку, а при аргонодуговом – основу электрода составляет тугоплавкий вольфрам, а присадочный металл подается в зону сварки в виде прутка.
Аргонодуговой способ применяют чаще всего при ручной сварке.
Сварочный процесс TIG используют для получения неразъемного соединения на более ответственных участках, так как обеспечивается более высокая точность геометрии сварочного шва.
Проведение сварочным работ методом TIG связано с большими денежными затратами на комплектующие и расходные материалы, а также требует значительно большего времени на выполнения сварного соединения.
Сварочные полуавтоматы для сварки деталей из алюминиевого сплава традиционно оснащают не только стандартными функциями, но и возможностью работы в импульсном режиме. Применение последнего позволяет достичь более эстетического внешнего вида шва, а также повысить качество соединения. Воздействие мощным импульсом электрического тока дает возможность моментально пробить оксидную пленку соединяемых деталей.
Каждый импульс тока как бы вдавливает в поверхность сварочной ванны каждую каплю расплавленного металла, образующуюся при плавлении алюминиевой проволоки на базовом (нижнем) токе. При применении импульсного режима сварки перенос электродного металла становится контролируемым. Такая технология позволяет значительно повысить качественные параметры сварного шва, максимально исключив разбрызгивание алюминия.
Преимущества механизированной сварки плавящимся электродом в среде защитного газа
Грамотно организованная сварка алюминия полуавтоматом предоставляет ряд достоинств:
Высокую производительность. В сравнении с дуговой сваркой неплавящимся электродом в среде аргона процесс МИГ происходит в 3 раза быстрее.
Простота применения. В отличие от аргонодугового способа сварки, полуавтомат может быстро освоить даже начинающий сварщик. В связи с этим выполнение сварных соединений деталей из алюминия своими руками пользуется популярностью у любителей.
Оснащение полуавтомата импульсным режимом позволяет достичь высоких качества сварного шва и точности геометрических размеров. При этом минимизируются потери проволоки на разбрызгивание.
Требования к оборудованию и материалам
Для более полного использование возможностей сварки алюминия с помощью полуавтомата необходимо обратить особое внимание на дополнительные требования, предъявляемые к применяемому инвертору и расходным материалам:
Должна быть предусмотрена обратная полярность тока. Это даст возможность гарантированно разрушить оксидную пленку на свариваемых деталях.
Для плавной и равномерной подачи проволоки в зону сварки подающее устройство должно иметь 4-х роликовый механизм. Так как малейшее сопротивление, возникающее в момент подачи проволоки, может легко смять мягкий алюминий. Как правило, устанавливаются ролики с U-образными канавками без насечек.
За счет высокой теплоотдачи алюминиевый сплав расширяется сильнее в отличие от стали. Поэтому рекомендуется использовать специальный контактный наконечник, у которого больший допуск по диаметру отверстия.
Для обеспечения максимального качества сварного шва необходимо использовать для создания защитной среды сварочного процесса лишь чистый аргон.
Для уменьшения трения алюминиевой проволоки сварочная горелка должна быть оснащена тефлоновым каналом.
Сварку алюминиевых сплавов методом МИГ целесообразно применять для соединения деталей, имеющих толщину больше 3 мм.
Выбираем сварочные аппараты для сварки алюминия
Мы предлагаем полуавтоматы для сварки алюминия нескольких основных групп:
Начального класса. Аппарат КЕДР AlphaMIG-200S имеет компактные размеры, небольшой вес, способность работать от обычной сети с напряжением 220В, доступную стоимость. Он пользуется большим спросом для выполнения периодических работ в быту, а также в автосервисах.
Среднего класса. Модель КЕДР UltraMIG-250S-3 аппарат отлично подходит для использования на малых и средних производствах, в крупных автомастерских, где важна компактность, экономичность и высокая производительность оборудования.
Промышленного класса. Полуавтомат КЕДР MultiMIG-5000DP можно эксплуатировать для решения самых сложных на протяжении длительного срока. Предусмотренный импульсный режим сварки, а также технология двойного импульса позволяют гарантировать получение отличного сварного шва с самыми высокими требованиями.
Предлагаем ознакомиться с видео, наглядно показывающим сварочный процесс соединения алюминиевых деталей полуавтоматом.
Импульсная сварка полуавтоматом
Импульсный режим сварки полуавтоматом - это неконтактный способ капельного переноса металла в шов, современная технология сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока..
Admin » 08.10.2020, 18:03 » Категория: Все о работе и карьере

Импульсная сварка полуавтоматом
Что такое импульсный режим сварки
Импульсный режим - это современная технология для сварки алюминия и других цветных металлов. При сварке этим способом на базовый ток накладываются импульсы пикового тока.
Базовый ток хорошо очищает зону сварки, поддерживает нужную температуру сварочной ванны и стабилизирует горение дуги. А пиковый ток обеспечивает равномерный и глубокий провар металла за счет переноса присадочной проволоки в сварочную ванну по одной капле за импульс.
- Сила тока минимальна, но достаточна для поддержания дуги;
- Сила тока увеличивается;
- Сила тока максимальна, оксидная пленка разрушается, капля отрывается от электрода;
- Сила тока падает. Сварочная ванна остывает.
Импульсный режим сварки MIG – неконтактный способ капельного переноса металла в шов в момент высокочастотного импульса, с мгновенным кратковременным увеличением силы тока. Данный метод позволяет исключить не только прямой контакт присадочного материала с обрабатываемым металлом, но и перегрев, и прожиг изделия, а также увеличить производительность.
Преимущества импульсного режима сварки:
- Обеспечивает контролируемое тепловложение
- Качественная сварка алюминия и других цветных металлов
- Эффективно очищает оксидную пленку
- Подходит для сварки тонких заготовок
- Поддерживает стабильное горение дуги
- Меньше разбрызгивание металла
- Меньше пористость шва
- Аккуратный шов
Импульсная MIG-сварка обладает рядом преимуществ:
- Сниженное образование дыма и разбрызгивание металла. При этом в сварочный шов попадает только наплавленный металл, что позволяет снизить расходы материалов и увеличить эффективность сварки. В результате снижается время на доработку шва, а рабочая зона остается чистой, без дыма.
- Экономия присадочного материала. При импульсной MIG-сварке достигается оптимальная скорость подачи присадочной проволоки определенного сечения.
- Сниженное тепловложение. За счет контролируемого тепловложения исключается деформация свариваемого металла, его прожиг, улучшается внешний вид и качество сварочного соединения. Данная особенность важна при MIG-сварке металлов и сплавов, которые чувствительны к тепловложению.
- Качественный сварочный шов. Благодаря контролируемому тепловложению, высокой стабильности сварочного цикла, сниженному разбрызгиванию металла, достигается качественный шов с плотным формированием и правильным охватом корня шва.
- Высокая производительность. При импульсной MIG-сварке достигается быстрый процесс наплавки и сварки металлов. Универсальность метода, его простота в освоении позволяют начинающим сварщикам в кратчайшие сроки освоить процесс импульсной сварки полуавтоматом.
Что такое импульсная сварка полуавтоматом
Импульсная MIG-сварка – это неконтактный способ переноса металла из присадочной проволоки в сварочный шов. В результате исключается прямой контакт проволоки со сварочной ванной. В рабочем цикле происходит кратковременное изменение величины высокочастотного тока в момент импульса. Благодаря этому снижается тепловложение и образование брызг.
При каждом импульсе создается капля расплавленного металла на кончике проволоки, затем происходит отрыв капли металла, и она вталкивается в сварочную ванну. Капля перемещается в шов (ванную) через сварочную дугу. На каждый пульс по одной капле.
В режиме импульсной MIG-сварки величина тока снижается, когда не нужна дополнительная энергия, что позволяет остыть заготовке. Период «остывания» дает возможность использовать импульсный процесс для сварки тонкостенных и листовых материалов.

Импульсный режим сварки
Отличие импульсной сварки от других способов переноса металла
- Капельный метод - перенос капли металла короткими замыканиями. Прямой контакт присадочной проволоки с обрабатываемым металлом вызывает короткое замыкание на конце электрода. Такой метод проходит при низких температурах, обеспечивая хорошее качество сплавления металлов. Сварка используется для изделий разного сечения во всех пространственных положениях. Достигается контролируемая сварочная ванна с быстрым затвердением. Недостатки такого способа сварки: низкая производительность, интенсивное разбрызгивание металла и ограниченная скорость подачи присадочного материала.
- Крупнокапельный перенос металла. Это способ с неконтролируемыми короткими замыканиями. При этом происходит отделение больших сварочных капель от присадочного материала. Такой метод сварки используется для горизонтальных и нижних швов, где требуется большое тепловложение. Преимущества метода: высокая скорость подачи присадочного материала и возможность выполнять сварку на высоких токах. Недостатки: сильное разбрызгивание металла и искажение сварочной ванны, из-за чего ухудшается качество шва. Наблюдается большой расход присадочной проволоки и некрасивый внешний вид сварочного соединения.
- Струйный перенос металла – мелкокапельный перенос металла. Достоинства: красивый внешний вид сварочного соединения, большая глубина провара, небольшое разбрызгивание металла и высокая производительность цикла сварки и наплавки. Недостатки: вероятность прожига металла, большое тепловложение, сварка возможна только в горизонтальном положении.
Импульсная сварка MIG обладает всеми преимуществами вышеописанных методов сварки и практически не имеет недостатков, за исключением высокой стоимости оборудования. Подходит для сварки разных марок сталей, цветных металлов и сплавов на их основе.
Итоги
Импульсная MIG-сварка обеспечивает хорошую производительность, экономичность, высокое качество сварочного соединения, контролируемое тепловложение и форму шва.
Такие аппараты подходят для сварки практически всех типов металлов и сплавов.
P.S.
Некоторые модели современных полуавтоматов, кроме классического режима «Пульс», могут работать в режиме «Двойной пульс» или «Double Pulse». Такой режим позволяет добиться более контролируемого тепловложения и красивой «чешуйчатой» формы шва, как при трудоемкой TIG-сварке.
Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды (Н.А. Юхин, 2007)
Техника ручной дуговой сварки при работе по сооружению трубопроводов, предназначенных для прокачки горячей воды и пара. Особенности работы аргонодуговой сварки, покрытыми электродами и ацетиленокислородным пламенем. В книге представлены сведения по технологии и технике сварочного процесса соединений труб и ремонте трубопроводов. Пособие предназначено для сварщиков, работающих с т.
Ручная дуговая сварка неплавящимся электродом в защитных газах (Н.А. Юхин, 2007)
В настоящем издании описаны принципы и особенности ручной дуговой сварки неплавящимися электродами в среде защитных газов. Приведены данные о материалах, используемых в технологии, оборудовании и техниках дуговой сварки: - Дуговая сварка неплавящимся электродом - Дуговая сварка в защитных газах. - Аргонодуговая сварка. - Сварка в контролируемой атмосфере. - .
Газовая сварка и резка металлов (Д.Л. Глизманенко, 1969)
В учебнике кратко описаны основные способы сварки и резки металлов, приведены свойства свариваемых металлов и сварочных материалов, дано описание оборудования и аппаратуры для газовой сварки и резки металлов, технологии газовой сварки и резки, излагаются основные сведения по техническому контролю, организации производства и технике безопасности. В 5-м.
Металловедение для сварщиков, сварка сталей (Л.С. Лившиц, 1979)
В книге даны основные положения металловедения, их значение для сварки металлов и свойств получаемых соединений. При рассмотрении некоторых прикладных вопросов металловедения сварки основное внимание уделено сталям, как материалам, наиболее широко применяемым в различных отраслях народного хозяйства. Книга рассчитана на инженерно-технических работников с.
Читайте также: