Инструменты сварщика ручной дуговой сварки
Обновлено: 29.04.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Рабочее место электросварщика
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.
Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200. 250 мм. Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз. Можно рекомендовать столы сварщика моделей С10020 и С10040 (рис. 1.2). На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод. С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
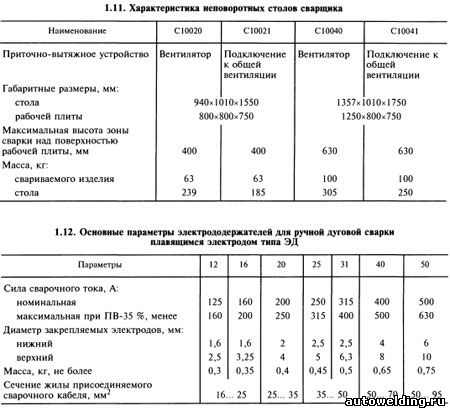
Характеристика серийно изготовляемых неповоротных столов сварщика приведена в табл. 1.11.
Инструмент сварщика
Основным инструментом сварщика-ручника является электрододержатель, конструктивное исполнение которого в значительной мере определяет удобство работы и производительность труда. Электрододержатели должны надежно закреплять электрод при любом положении во время сварки, иметь минимальную массу, быть удобными в эксплуатации и др. Основные параметры и технические требования, предъявляемые к электрододержателям, маркировка, методы испытания их установлены ГОСТ 14651 — 78 Е (табл. 1.12).
Конструкция электрододержателя должна обеспечивать замену электрода в течение не более 4 с и закрепление электрода в одной плоскости не менее чем в двух положениях (перпендикулярно и под углом), а также надежное присоединение кабелей.
Изолирующие детали электрододержателей, расположенные в области крепления электрода, должны быть изготовлены из материала, стойкого к термическому воздействию сварочной дуги.
Требования безопасности электрододержателей регламентированы ГОСТ 12.2.007.8—75. Сопротивление изоляции токопроводящих частей электрододержателей при нормальных климатических условиях должно быть не ниже 5 МОм, изоляция рукоятки должна выдерживать без пробоя в течение 1 мин испытательное напряжение 1500 В частотой 50 Гц, температура наружной поверхности рукоятки по сравнению с температурой внешней среды на участке, охватываемом рукой сварщика, при нормальном режиме работы не должна быть выше 40 °С.
Электрододержатели серии ЭД позволяют закреплять электрод нажатием рычага в положениях, удобных для сварщика. Аналогично удаляется огарок. Сварочный кабель присоединяется через кабельный наконечник, изоляционные детали изготовлены из термостойких полимерных материалов.
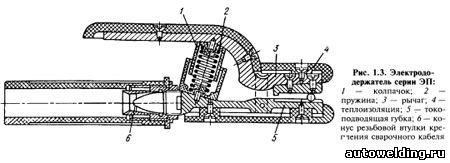
Электрододержатели серии ЭП (рис. 1.3) пассатижного типа используют при силе сварочного тока 250 и 500 А. Усилием цилиндрической пружины 2 электрод зажимается между нижней губкой 5, по которой к нему подводится электрический ток, и рычагом 3. Канавки в зажиме, расположенные под различными углами, позволяют закреплять электрод под двумя углами к продольной оси электрододержателя. Огарок освобождается нажатием на рычаг. Сварочный кабель подсоединяется к электрододержателю путем механического зажатия кабеля с расклиниванием конца его между корпусом нижней губки и конусом втулки 6. Электрододержатель изолируется теплостойкими полимерными деталями.
Электрододержатели серии ЭДС защелочного типа предназначены для работы с силой тока 125, 300 и 500 А.
Электрододержатели серии ЭУ ("Луч") того же защелочного типа рассчитаны на силу тока до 315 А (ЭУ-300) и до 500 А (ЭУ-500). Электрод вставляется в отверстие и поворотом на требуемый угол (три положения) фиксируется в держателе. Усилие прижатия создает размещенная в изолированном корпусе цилиндрическая пружина, расположенная по оси рукоятки и корпуса держателя.
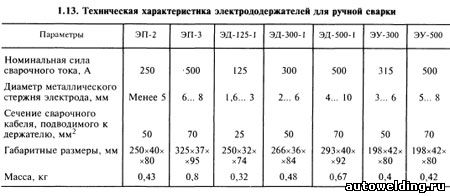
Техническая характеристика электрододержателей для ручной сварки плавящимся электродом приведена в табл. 1.13.
Защитные приспособления
Щитки служат для индивидуальной защиты лица и глаз электросварщика от брызг расплавленного металла, искр и прямых излучений сварочной дуги. В соответствии с ГОСТ 12.4.035—78 "Щитки защитные лицевые для электросварщиков" выпускается несколько моделей защитных щитков из специальной пластмассы — поликарбонатной смолы "дифлов". Этот материал устойчив к высокой температуре и повышенной влажности, практически не деформируется, не портится от брызг расплавленного металла. В конструкции щитков отсутствуют металлические выступающие части, что исключает поражение сварщика электрическим током. Новые модели защитных щитков имеют литой бесшовный корпус, который долговечен и эстетичен, сохраняет механическую прочность при температуре внешней среды +50. -100°С.
Новые наголовные и ручные щитки с увеличенными светофильтрами (90 х 102 мм), наголовные щитки, монтируемые на защитной каске (рис. 1.4), и щитки с подвижными откидывающимися светофильтрами обеспечивают надежную защиту сварщика.
Инструменты и принадлежности сварщика

Инструменты сварщика ручной дуговой сварки и принадлежности
Помимо сварочного инвертора или трансформаторного аппарата для сварки, сварщик пользуется ещё, достаточно большим количеством инструмента. Это и всем известная болгарка, и струбцины, и молоток для шлака, куда же без него.
Инструменты сварщика ручной дуговой сварки
Рабочее место сварщика — называется сварочным постом. Пост может быть стационарным или передвижным, он состоит из источника дуговой сварки и инструментов для выполнения сварочных работ.
К инструментам и принадлежности сварщика относятся:
Автоматическая маска или затемняющий щиток — защищает лицо сварщика и глаза от вредного воздействия ультрафиолета. Если варить без маски, то быстро ослепнешь, поэтому термин «нахватался зайчиков», это про сварщиков.

Сварочный аппарат — он может быть переменного или постоянного тока, с подачей газа или без. Аппарат для электросварки самый главный инструмент, друг и помощник сварщика. Тех, кто умело пользуется сварочным аппаратом, ценят, и ласково называют «мастак». Такие сварщики всегда в почёте и в цене, ведь они могут заварить все, начиная от лопаты и заканчивая швеллером.
Держатель электрода или электрододержатель — не менее важный инструмент сварщика ручной дуговой сварки. Держак для сварки должен быть удобным и лёгким в работе, весить не больше 500-600 грамм. Тяжёлый и увесистый электрододержатель неудобен в работе, он сильно напрягает руку сварщика, что в свою очередь, мешает качественному проведению сварочных работ.

Сварочные провода — по ним ток для электросварки подводится к месту проведения работ. Провода для сварки должны быть не просто длинными, но и достаточно мощными, чтобы выдержать сварочный ток. Самыми распространёнными марками сварочных проводов, являются следующие марки: АПР, ПРГ, КОГ, КГ, ПРГД. Такие провода в обязательном порядке имеют качественную прорезиненную изоляцию.
Принадлежности сварщика
Молоток для отбивания шлака — такой себе небольшой молоточек, лёгкий и удобный в работе, с одной стороны которого имеется заостренный конец. Как раз острым концом и удобно отбивать шлак с металла во время сварки, особенно, если его очень много.

Щетка по металлу — куда же без щетки по металлу, поверхность которого должна быть очищена от грязи и ржавчины перед сваркой. От правильности подготовки металлических поверхностей, зависит качество сварочного шва и успех проделанной работы.
Шаблон сварщика УШС — предназначен для контроля над различными элементами электросварки, например, измерения глубины дефектов, высоты сварочного шва, а также многого другого.
Болгарка — угловая шлифовальная машина не относится к инструментам сварщика, однако, мало какой сварщик, способен обойтись в работе без неё. Резка металла, удаление окалин и шлифовка сварных швов, вот только малый перечень тех работ, которые выполняет сварщик с помощью болгарки.
Мой давний знакомый, сварщик, жить не может без болгарки, все время ею шлифует сварные швы. Мы уже ему говорили, мол, Максим, прочность конструкции из-за этого снижается, но ему абсолютно до лампочки, все точит и точит.
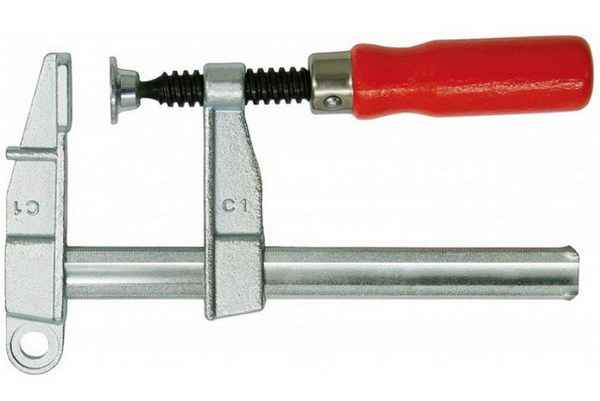
Струбцины — тут все понятно, и струбцины используются сварщиками для того, чтобы зафиксировать, какие-либо элементы металлоконструкции при сварке. Не у всех сварщиков есть помощники, поэтому струбцины являются незаменимым инструментом во время проведения сварочных работ.
Обзор инструментов сварщика
Сварка является одним из самых популярных и распространенных производственных процессов. При этом специалисты из данной сферы задействованы на самых разных предприятиях. Однако для того чтобы максимально эффективно и качественно осуществлять процесс сварки, необходимо обладать соответствующими инструментами. Сегодня в нашей статье мы поговорим о том, какое оборудование необходимо каждому сварщику.


Что это такое?
Необходимые для сварщика инструменты включают в себя большое разнообразие специализированного оборудование, которое имеет особое назначение. В зависимости от конкретного типа сварки, который осуществляет тот или иной специалист (например, называется ручной дуговой), могут понадобиться те или иные инструменты. Однако в любом случае какое-то оборудование является необходимым.
Важно сказать, что профессиональные специалисты выдвигают строгие требования к используемому оборудованию, так как не только квалификация работника, но и качество используемых устройств оказывает значительное влияние на итоговый результат работы.
Разновидности и их описание
В арсенал сварщика входит большое количество разнообразных инструментов, которые принято подразделять на категории.
Основные принадлежности
Шлакоотбойный молоток (или зубило) является одним из основных инструментов сварщика, без него не сможет обойтись ни один профессионал. Особенно актуальным данный инструмент будет для тех специалистов, которые регулярно имеют дело с ручной дуговой сваркой. Как можно догадаться из названия данного изделия, его основное назначение – это избавление от шлака.
Так, например, в ходе осуществления сварки поверхность шва может покрываться нежелательной коркой (чаще всего это происходит в том случае, если вы осуществляете сварку покрытыми электродами и при автоматической сварке под флюсом). Кроме того, может образовываться окалина, которая, по сути, представляет собой продукт окисления железа при его нагревании. Помимо удаления шлака, с помощью молотка можно чистить первый проход при формировании многослойных швов, снимать капли расплавленного металла с поверхности околошовной зоны, а также вносить корректировки в непосредственную форму заготовки.


Еще один важный инструмент для профессионального сварщика – это электрододержатель. Традиционно данное устройство используется для надежного закрепления электрода и подвода к нему сварочного тока. Существуют определенные требования, которые выдвигаются со стороны специалистов по отношению к электродержателям.
Так, например, данный инструмент в обязательном порядке должен выдерживать минимум 8000 зажимов и при этом обладать небольшой массой. На сегодняшний день на рынке можно найти 2 основных типа электродержателей: винтовой (в его конструкцию входит держатель, который не проскальзывает в руке, верхняя поворотная часть, которая удерживает электрод) и устройство с зажимом.
Также к основным инструментам сварщика можно отнести стальную щетку, которая предназначена для очистки металла от различного рода загрязнений, ржавчины, пыли и т. д. Сварочные кабели – это те изделия, которые применяются для отдвода тока к электрододержателю и изделию от источника питания. Важно, чтобы эти кабели были достаточно гибкими, поэтому большое количество профессиональных сварщиков отдает предпочтение таким маркам как РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. При этом наиболее оптимальной длиной кабель является показатель в 200-300 см.
В ходе выполнения сварочных работ специалист также использует зажимы для обратного провода (или клеммы заземления).
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Принадлежности и инструмент сварщика при ручной дуговой сварке
Щитки и шлемы изготовляют в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы. Масса щитка не должна превышать 0,48 кг, шлема — 0,6 кг. Их внутренняя поверхность должна быть гладкой, матовой, черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову. Он состоит из корпуса со смотровым окном и наголовника, который должен обеспечивать два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
Для защиты глаз от вредных излучений щитки и шлемы снабжены светофильтрами типа C темно-зеленого цвета, которые выпускают (вместо светофильтров типа Э) 13 классов для сварки с применением тока силой 13. 900 А. Защита светофильтра от брызг металла обеспечивается покровными органическими стеклами, которые по мере повреждения заменяют новыми.
Электрододержатели служат для закрепления электрода и подвода к нему тока при ручной дуговой сварке. В зависимости от способа закрепления различают вилочные, пассатижные, винтовые, пружинные, эксцентриковые и другие электрододержатели. Наибольшее распространение в практике получили пассатижные (рис. 6.3, а) и вилочные (рис. 6.3, б) электрододержатели, но последние в настоящее время промышленностью не выпускаются.
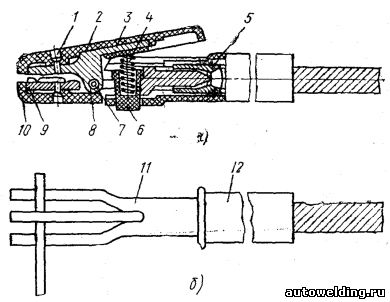
Рис. 6.3. Электрододержатели для ручной дуговой сварки:
а — пассатижный (ЭД-3104У1), б — вилочный; 1 — вивт, 2, 10 — верхняя и нижняя накладки, 3 — рычаг, 4, 9 — пружины, 5 — гайка, б, 8 — втулки, 7 — ось, 11 — токопровод, 12 — рукоятка
Дополнительный инструмент сварщика. Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют стальные щетки — ручные и с электроприводом. Остывший шлак с поверхности шва удаляют молотком-шлакоотделителем. Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Для клеймения швов, вырубки дефектных мест, удаления брызг я шлака применяют соответственно клейма, зубила и молотки. Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики пользуются надеваемыми через плечо брезентовыми сумками, в которых помещаются электроды.
Одежда сварщика. В комплект одежды входят куртка, брюки и рукавицы. Куртка и брюки шьются из брезента, сукна или асбестовой ткани. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми металлическими частицами. Брюки должны прикрывать обувь для предохранения ног от ожогов брызгами металла. Рукавицы могут быть брезентовыми или спилковыми.
Сварочные провода служат для подвода тока от источника питания к электрододержателю и заготовке. Используют гибкие многожильные изолированные провода ПРГДО и ПРГД. Сечение проводов для подвода тока от сети к источнику тока и от источника тока к изделию и электрододержателю выбирают в зависимости от мощности источника тока, длины проводов, напряжения и силы сварочного тока. Температура нагрева проводов не должна превышать 70°С.
Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
Читайте также: