Инвертор сварочный с осциллятором
Обновлено: 21.09.2024
Рассмотрим подробно, что такое осциллятор, каковы преимущества аппаратов с ними, где они пригодятся и как работают.
Осциллятор облегчает поджиг электрической дуги при ручной сварке и плазменной резке. Рассмотрим более детально, что это такое, каковы преимущества аппаратов с осцилляторами, где они пригодятся и как работают. Это поможет начинающим сварщикам определиться, нужна ли вам модель с таким вспомогательным устройством.
Что такое сварочный осциллятор
Осциллятор вырабатывает ток с частотой 100-500 кГц и напряжением 3000-5000 В. Он кратковременно накладывается на основной сварочный ток и облегчает поджиг электрической дуги. В момент включения осциллятора создается однопоточная передача импульса, которая выглядит как тонкая молния. Она пробивает воздушный зазор между кончиком электрода и изделием при расстоянии 10-13 мм, возбуждая электрическую дугу без физического касания электродом поверхности заготовки.
Преимущества аппаратов с осциллятором

В сварочных аппаратах без осциллятора, чтобы возбудить дугу для сварки, необходимо подключить зажим массы к изделию, а концом электрода постучать по месту стыка. Физический контакт вызывает замыкание положительного и отрицательного полюсов. Если в этот момент быстро отвести конец электрода на расстояние 3-5 мм от поверхности изделия, появится электрическая дуга с температурой 3000-5000 ⁰С (зависит от выставленной силы тока).
От ее тепла плавятся кромки основного металла и сам электрод (или присадочный металл). Если воздушный зазор увеличить, дуга гаснет. Пока электрод горячий, зажечь дугу очень легко – достаточно поднести его кончик к поверхности металла и слегка коснуться. В холодном состоянии это сделать сложнее. По мере остывания на поверхности металла появляются окислы, ухудшающие контакт. Впоследствии даже плотного прикосновения кончика электрода к изделию уже недостаточно – нужно стучать по поверхности. Все это занимает дополнительное время, когда нужно проложить не один шов, а 100-200 коротких швов за день.
Если рука сварщика еще не «набита», во время замыкания полюсов для возбуждения дуги он может не успеть отодвинуть кончик от поверхности, и электрод прилипнет. Тогда понадобится наклонять горелку из стороны в сторону, чтобы оторвать электрод. Это отнимает время и портит внешний вид изделия. Можно погнуть вольфрамовый электрод, или его тонкая часть оторвется и останется на заготовке.
Использование сварочных аппаратов с осциллятором дает следующие преимущества:
- Экономится время на возбуждение дуги. Не нужно стучать многократно по изделию, не важно, это первый поджиг или повторный – все происходит мгновенно.
- Экономится время на заточку электрода. В случае аргоновой сварки каждое касание вольфрамовой иглой по поверхности металла немного притупляет ее. Еще на вольфрам налипают брызги расплавленного металла. Когда жало становится толстым и грязным, расширяется электрическая дуга и ширина шва. Приходится чаще прерывать процесс и затачивать электрод. Каждая заточка сокращает длину стержня. С осциллятором вольфрамовые электроды служат дольше.
- Сохраняется чистота поверхности. При чирканье электродом о поверхность, на ней остаются следы поджига электрической дуги. Если это лицевая сторона изделия, понадобится шлифовка, чтобы убрать черные точки. Высокий разряд осциллятора не оставляет следов, что сокращает время на последующую обработку детали.
При каких обстоятельствах пригодится осциллятор
Сварочный аппарат с осциллятором пригодится при работе с легированными сталями и цветными металлами (алюминий, медь). Еще с таким устройством легче сваривать тонколистовое железо 0,6-0,8 мм, поскольку при работе с ним сила тока минимальная и при небольшом увеличении воздушного зазора дуга гаснет. Осциллятор упрощает поджиг.
Сварка миниатюрных конструкций, например капсул, трубок, тоже упрощается с высокочастотным поджигом, ведь не нужно стучать по небольшому изделию, сдвигая его. Можно обойтись без дополнительных приспособлений по закреплению детали. Если нержавеющее изделие будет впоследствии полироваться до зеркального вида поверхности, поджиг дуги осциллятором оставит меньше следов и сократит обработку.

Устройство и принцип работы осциллятора

Сварочный осциллятор состоит из:
двух трансформаторов (понижающего и повышающего),
разрядника (накопительного конденсатора),
По сути, это искровой генератор, выдающий затухающие колебания.
Работает осциллятор следующим образом:
- Вторичное напряжение с трансформатора заряжает конденсатор.
- Когда достигается определенная величина, срабатывает разряд.
- Замыкается колебательный контур, что вызывает импульсы заданной частоты.
- Все это накладывается на дуговой промежуток.
- Чтобы не возникло шунтирование, в работу вступает блокировочный конденсатор.
- Для защиты изоляции обмотки трансформатора предусмотрен дроссель.
Отличия по принципу работы
Сварочные осцилляторы могут работать с постоянным и переменным сварочным током, но по разной технологии. В случае постоянного тока высокочастотный импульс кратковременно накладывается на сварочный ток при старте, когда сварщик нажимает кнопку на горелке. После возбуждения электрической дуги, разряд гаснет и не появляется до следующего нажатия. У постоянного тока движение электронов происходит всегда в одну сторону, поэтому дуга горит стабильно.
При работе с переменным током осциллятор вынужден регулярно посылать импульсы, поскольку направление движения электронов меняется до 100 раз в секунду. Высокочастотный импульс постоянного действия поддерживает стабильное горение дуги и улучшает качество шва. Этот вариант практичен для сварочных трансформаторов.
С каким оборудованием применяется осциллятор
Хотя варить инверторами ММА с осциллятором было бы удобно, такие модели не комплектуются высокочастотным поджигом, поскольку используются для неответственных соединений и простых задач по сварке. А вот аппараты для аргоно-дуговой сварки с осциллятором очень востребованы. Модели с контактным поджигом для TIG-сварки обозначаются как TIG-Lift. Оборудование с бесконтактным поджигом для сварки в среде аргона называется TIG-HF.
Еще бесконтактный поджиг задействуется при плазменной резке CUT. Без этой функции соплом плазмотрона пришлось бы касаться изделия, а после образования контакта и выработки плазмы, быстро переносить струю на линию реза. С высокочастотным поджигом можно сразу поставить плазмотрон в нужное место, нажать кнопку и приступить к резке. Сопло при этом сохранится чистым и прослужит дольше.
Варианты комплектации оборудования осциллятором
Существует два варианта комплектации сварочного оборудования осцилляторами – внутренняя установка и внешняя. Рассмотрим, особенности, чтобы понять, что лучше.

Это независимый блок, который подключается между источником тока и горелкой/плазмотроном. Таким устройством можно оснастить любую модель, даже если с завода у нее не было высокочастотного поджига. По качеству работы внешний осциллятор ничем не уступает аналогам, но такое исполнение сказывается на удобстве транспортировки сварочного оборудования. Если приходится периодически перевозить/переносить аппарат на другое место, дополнительное устройство усложняет ситуацию.
Само подключение внешнего осциллятора к сварочному аппарату требует знания электрооборудования, чтобы все сделать правильно. В противном случае можно нарушить схему работы и перестанет подаваться защитный газ или основной сварочный ток.
Многие производители сварочного оборудования выпускают аппараты со встроенными осцилляторами для высокочастотного поджига. Все в одном корпусе с источником питания и заводским подключением. Работает надежно, не занимает дополнительное место, удобно для транспортировки.
Например, среди аргоновых сварочных аппаратов такая модель – БАРСВЕЛД Profi TIG-217 DP AC/DC. Варит постоянным и переменным током, подходит для нержавейки, алюминия и черного металла. HF-поджиг содействует простому возбуждению дуги и продлевает срок службы вольфрамового электрода. Габариты корпуса при встроенном осцилляторе составляет 48х20х29 см.
Если нужен аппарат воздушно-плазменной резки с высокочастотным поджигом, обратите внимание на Aurora PRO AIRFORCE 80. Модель режет углеродистую сталь сечением до 30 мм. Оптимальный показатель толщины металла для продолжительной резки – 25 мм. Дистанционный поджиг дуги облегчает начало работы. Другие сварочные аппараты со встроенным HF-поджигом можно посмотреть в каталоге.

По качеству работы разницы нет. Внутренний осциллятор, встроенный в сварочный аппарат, делает оборудование более компактным и удобным для хранения и транспортировки.
Если все собрано и подключено правильно, то удары током со стороны осциллятора исключены. Порой получить удар напряжением можно, если контакт массы плохой, отпал или сварщик забыл его подключить. При этом перчатки сварщика должны быть влажными (от пота, воды). Тогда высокочастотный импульс пройдет сквозь тело.
Разработчики снабдили устройства высокочастотного поджига защитными функциями, поэтому, когда нет контакта с массой, полный объем напряжения не подается. Если у сварщика мокрые перчатки, ток лишь неприятно щиплет за руку.
Это зависит от характеристик конкретной модели. Например, популярный вариант ОССД-300 имеет размеры 26х24х13 см и весит 4,5 кг. Ввиду этого выгоднее приобретать инверторы TIG со встроенным высокочастотным поджигом, которые будут чуть крупнее внешнего осциллятора.
Важен параметр максимального сварочного тока, на который рассчитана вторичная обмотка при последовательной схеме подключения в сварочную цепь. Характеристика должна соответствовать возможностям сварочного трансформатора по выдаваемому току.
Зачем сварщику нужен осциллятор, как он работает
В работе с электродуговой сваркой необходимо обладать определенным навыком. Он потребуется не только при формировании шва, но и уже на начальной стадии, когда происходит процесс розжига дуги. В классическом представлении дуга возникает в результате соприкосновения электрода с поверхностью металла. Чтобы 1 см воздуха стал проводником, необходимо приложить разность потенциалов примерно в 30 тысяч вольт. Естественно, такое напряжение слишком высоко даже для современных инверторов, поэтому единственной возможностью зажечь дугу является соприкосновение с постепенным удалением электрода.

Результат такой манипуляции напрямую зависит от мастерства сварщика, однако даже профессионалы не гарантируют того, что стабильная дуга образуется после первого соприкосновения.
Зачастую сварщик совершает колебательные движения держателем, выполняя при этом постукивания о поверхность детали с целью нарушения слоя окисла. Особенно явно такие сложности возникают при работе с цветными металлами. Если учесть то, что по регламенту сварка цветных металлов ведется малыми токами, то вероятность получить стабильную дугу резко снижается.

Избежать подобных проблем помогает устройство, более известное, как осциллятор для сварки. Он выступает в качестве дополнительного оборудования к источнику питания при ведении аргонодуговой сварки. Для его использования мастер обязан обладать достаточным объемом знаний, начиная от устройства и заканчивая способом подключения.
Принцип действия и назначение

Начнем с того, что сформулируем основную идею работы данного устройства. При работе сварочного инвертора на электроды подается напряжение 220 В. Если сварка ведется переменным током, то его частота составляет 50 Гц. «Поверх» этого напряжения в импульсном режиме подается высокая разность потенциалов и высокая частота. Количество таких импульсов, как правило, невелико. Добавочный высокочастотный ток должен лишь разжечь дугу. На это уходят доли секунды. Для качественно оценки следует подчеркнуть, что амплитуда колебаний напряжения достигает 6 кВ, а частота при этом составляет 500 кГц. Но за счет малой продолжительности импульса мощность электрического тока не превышает 300 Вт.
Среди пользователей возникает лаконичный вопрос: «Может ли осциллятор генерируемым током проводить сварку металлов?». Действительно, это было бы логично, однако низкая мощность не позволяет расплавить металл и присадку, поэтому импульс используется исключительно для пробоя воздушного зазора. В задачи сварщика входит лишь приближение электрода на расстояние примерно 5 мм и нажатие кнопки. В осцилляторах интегрированного типа кнопка локализуется прямо на держателе. Длительность импульса соответствует времени удержания кнопки. Далее сварка проводится в обычном режиме.

Высокочастотный ток протекает через диэлектрик (воздух) после активной ионизации. Практически моментально возникает дуговой разряд. Одновременно ионизированный воздух становится проводником, и основной ток сварочного аппарата течет, образуя электрическую дугу. Если процесс сварки автоматизирован и инвертор обладает микропроцессором, то осциллятор в процессе формирования шва автоматически включается при необходимости, когда возникает тенденция гашения дуги. Примером может служить ситуация с перепадом напряжения или случайного движения руки сварщика в сторону. В результате работы осциллятора можно получить качественный и равномерный шов.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
Виды, подключение
По принципу работы устройства делятся на два типа:
- Осцилляторы непрерывного действия.
- Осцилляторы импульсного действия.

При работе осциллятора первого типа сварочный ток суммируется с высокочастотным током высокого напряжения. Зажигание дуги происходит без непосредственного контакта электрода с поверхностью металла. При малом значении силы тока дуга остается стабильной. Исключается разбрызгивание металла и поражение сварщика электрическим разрядом. Такой осциллятор может быть включен в сеть последовательно или параллельно. При последовательном соединении устройство включается в разрыв кабеля электрода. Подобное подключение позволяет использовать осциллятор более эффективным образом. Нет потери энергии на обеспечение защиты от высокого напряжения.
Импульсный осциллятор подключается параллельно и используется преимущественно в тех случаях, когда требуется вести сварочные работы переменным током. Вся сложность заключается в том, что устройство должно реагировать на смену полярности, причем за минимальное время. Поддержать дугу, повысив ее стабильность, может только ток высокой частоты импульсного типа. Если применить при такой сварке аппараты непрерывного действия, то дуга будет получена без особых проблем, однако повторное ее зажигание уже невозможно, то есть осциллятор будет выполнять только одну свою функцию.
Наличие в схеме конденсаторов позволяет сделать более функциональное устройство. Накопленный электрический заряд позволяет производить повторные импульсы и поджигать дугу в процессе формирования шва, если сварщик случайно отклонил электрод на большое расстояние. В схеме устройства без обратной связи не обойтись. Именно управляющая система обеспечивает синхронизированный разряд конденсатора.
Что такое сварочный осциллятор и как его сделать своими руками – 5 лучших схем
Если Вы хотите узнать о том, что такое сварочный осциллятор и для чего он нужен или вы хотите его самостоятельно сделать в домашних условиях, то все это вы найдете в нашей статье. Для Вас мы подробно описали принцип работы устройства, подобрали рабочие схемы и видео для сборки, а также способы откуда можно взять детали чтобы не тратить лишних денег.
Что такое «осциллятор» и его назначение для сварки
Осциллятор представляет собой генератор электрического тока высокой частоты. Ток позволяет связать катод и анод без прямого контакта. Устройство создаётся в модульном исполнении и включается в электрическую цепь между держателем вольфрамового электрода и источником питания.

«Продвинутые» сварочные аппараты поставляются уже с установленными осцилляторами – для максимального удобства сварщика. В любом исполнении устройство нужно для таких целей:
- создание краткосрочного импульса, вследствие действия которого между анодом и катодом возникает сварочная дуга – это смотрится практически как молния, проскакивающая между электродом и поверхностью металла;
- поддержание требуемого значения номинального напряжения сварочного тока – вследствие этого дуга становится стабильной, что гарантирует непрерывность сварки.
Активная мощность доходит до 200-250 Вт, при этом длительность выдачи импульсов не превышает 30-40 микросекунд. При замыкании на человека ток не представляет опасности – но только в безопасном режиме.
При появлении неисправности или ошибки в подключении электросварщик легко оказывается под угрозой получения электротравмы.
Основные виды
Создать самодельный сварочный осциллятор технически возможно и дома. «Заводские» модели стоят недешёво – но они являются просто набором электротехнических деталей, которые знающий специалист отыщет в находящихся рядом устройствах.
На непрерывной подаче тока
Сварочный осциллятор, выдающий рабочее напряжение постоянно, сравнительно безопасен для сварщика.
Он генерирует импульсы с напряжением до 6 кВ и частотой до 200-250 кГц. Его главное достоинство – в зажигании дуги вне зависимости от расстояния между электродом и свариваемым металлом. Стабильность в работе обеспечивается как раз постоянством наложения высокочастотной составляющей на сварочный ток.
Как разрядник эта деталь подключается параллельно или последовательно. При последнем варианте он нуждается в средствах защиты источника питания – высокочастотные колебания способны вывести его из строя.
Импульсный осциллятор
Такой сварочный осциллятор оптимален для аппаратов на токе переменного рода.
Его главное достоинство – в удерживании разряда при смене полярности электрического тока (что происходит до 50 раз в секунду). Он генерирует сжатый во времени импульс – он и удерживает уже имеющуюся дугу.
Если сравнить с изделием постоянного действия, данный вариант имеет повышенную эффективность.
С дополнительными конденсаторами
Данный осциллятор для сварки менее распространён в силу относительной сложности: основную роль в нём играет пара-тройка дополнительных накопительных конденсаторов. Их заряжание производится силами отдельного блока питания, функционирующего ступенчато (разряд – заряд – разряд).
Суть работы устройства: в первую очередь накопленную энергию получает сварочная дуга, после чего выполняется отключение конденсаторов от основной схемы и их заряжание, но при разрыве дуги синхронизирующее устройство включает конденсаторы обратно в цепь, в результате чего успевшая накопиться энергия выбрасывается в воздушный зазор.
Осциллятор для сварки состоит из следующих основных компонентов:
- трансформатор: обязательная характеристика – повышающий (для образования необходимого напряжения);
- стандартный колебательный модуль: аппарат из катушек и конденсатора (одного или нескольких), нужен для генерирования колебаний высокой частоты;
- разрядник с вольфрамовыми электродами: для получения искры при пробое;
- стабилизатор питания: для выпрямления входного напряжения;
- блок контроля;
- линия обратной связи по току;
- предохранитель для разрыва электроцепи при чрезмерно резком повышении силы тока.
Также конструкция может включать в себя клапан газового типа (для защиты от повышения собственной температуры изделия), трансформатор выходной и датчики для механизации работы.
Для полной автоматизации устанавливается микропроцессор и элементы системы безопасности – они выдерживают корректную работу.
Функционирует этот механизм примерно следующим образом. Рабочее напряжение подаётся на повышающий трансформатор – на первичную обмотку. В результате электротехнического процесса на его вторичной обмотке возникает электродвижущая сила величиной в несколько киловольт. Текущая частота тока соответствует входной частоте (50 Гц).
Вторичная обмотка подключается к специальной конденсаторной сборке — так называемый «конденсатор колебательного контура». Начинается его постепенное заряжание, из-за чего в контуре проявляются собственные колебания. Их частота постепенно растёт и в какой-то момент превышает частоту тока входного.
При этом разомкнутый контур замыкается силами разрядника – специального ключа. Накопленные колебания поступают по энергоцепи, воздушный зазор «пробивается» напряжением, подаваемым с крайне высокой частотой, сварочный аппарат начинает активную работу.

Для полного представления невысокой сложности рекомендуем взглянуть на схему сварочного осциллятора.
Как использовать
Независимо от того, изготовлен осциллятор своими руками или куплен как готовое изделие, важно помнить про ряд основополагающих правил при его применении для ТИГ-сварки своими руками (впрочем, и для других способов тоже).
Сварочный осциллятор допускается применять только совершеннолетним лицам.
Для инвертора
Осциллятор для инвертора нуждается в дополнительных мерах безопасности:
- регулировка производится исключительно в состоянии полного отключения от питающей энергосети;
- общая очистка механизма и зачистка контактов производится в том же режиме;
- при работе важно проверять исправность блокировки на постоянной основе, важность этого сложно переоценить – выход из строя чреват электрической травмой сварщика или другого специалиста;
- частота импульсов также подлежит контролю – не допускается превышения 40 мкс.
Для плазмореза
Сварочный осциллятор, созданный своими руками или купленный, для плазмореза требуется подстроить под фактически применяемый плазменный резак. С целью получения устойчивого процесса для этого кропотливо подбираются тиристоры.
Главная особенность энергоцепи плазмореза – постоянное наличие импульсов, поэтому при выключении из сети контакты будут под напряжением. Технику безопасности забывать не стоит.
Схемы для осциллятора
Схема сварочного осциллятора – техническое решение, основывающееся на том, какие планируются частота применения и условия эксплуатации.
Совместно с аргонодуговой сваркой
Осциллятор своими руками для аргонодуговой сварки следует создавать по принципу постоянного действия. Подключение производится через «штатный» трансформатор. Сборка не потребует дорогих или уникальных деталей, затруднения возможны только с тиристорами. Они подбираются при проверке устойчивости разряда.

Хотя возможно сработать и без тиристоров – схема осциллятора такой конструкции проще.
Для инверторного устройства
Схема осциллятора состоит из таких элементов:
- общий блок питания;
- источник питания для конденсаторов;
- выпрямитель входного тока;
- блок, генерирующий целевой импульс;
- трансформатор для создания повышенного напряжения;
- управляющий блок.
Монтируется готовое изделие между выпрямителем и держателем для электрода.
Подробнее о том что такое tig сварка можете узнать перейдя по ссылке.
Осциллятор для сварки алюминия
Самодельный осциллятор для обработки алюминия почти обязателен при отсутствии «заводского». Дело – в особом режиме горения дуги, который характеризуется слабой устойчивостью.

Главная задача при этом – постоянное превращение низкой частоты переменного тока в высокую.
С плазморезом
Осциллятор для инвертора создаётся искрового типа – ввиду необходимого напряжения порядка 20 кВт для генерирования плазмы. По нажатии его кнопки включения заряд начинает накапливаться в конденсаторе (конденсаторах), по готовности или необходимости сбрасываясь на воздушный промежуток.
Такие продаются готовые, но и сделать самостоятельно тоже возможно, главное – знать радиотехнику.

При изготовлении своими руками осциллятора для плазмореза важно не забыть такие элементы:
- кнопка для запуска источника питания всего плазмореза, вместе с который запитывается также и конденсатор;
- конденсатор (обращаем внимание на необходимые тип и мощность) – этот компонент напрямую влияет на продолжительность импульса;
- тиристоры (тоже – тип и мощность) – при закрытии тиристоров появляется устойчивость сварочной дуги.
Пошаговое изготовление
Собрать осциллятор своими руками лучше всего с помощью опытного сварщика. При этом экономика тут проста: если варить придётся регулярно, оптимально купить сертифицированное изделие, а если буквально раз-два в год – дешевле сделать самому.
Для этого потребуются «обычные» дроссель (ферритовое кольцо с медным кабелем), готовый трансформатор, выключатель. Желателен индикатор замкнутости соединения (к примеру, МТХ-90).
Осциллятор для инвертора
Ввиду универсальности и широкого спектра возможностей инверторной и плазменной техники следует учесть особенности будущего применения сварочного осциллятора:
- целевое назначение: тип свариваемых сплавов и их толщина (поверьте, это имеет значение);
- требуемые параметры номинального тока и мощности – если они эксклюзивные (к примеру, достаточно высокие), электротехнические компоненты нужны будут недешёвые.

Для сборки прибора под инвертор своими руками следует не забыть следующее:
- обмотки трансформатора доводятся под требуемый ток – изменяется количество витков, сердечник дополнительно обматывается;
- устанавливается разрядник;
- цепь усиливается колебательным контуром, снабжённым одним или парой конденсаторов;
- после сборки выполняется проверка: кнопкой пуска активируется разрядник, который генерирует сварочную дугу.
Если прибор собран корректно, дугу будет легко зажечь, она будет отличаться высокой устойчивостью. Подробнее о том что такое дуговая сварка можете узнать перейдя по ссылке.
Осциллятор для плазмореза
Осциллятор для плазмореза своими руками собирается по известной схеме, но важно обратить внимание на конденсаторы. Наибольшим ресурсом и рабочей гибкостью считаются компоненты от люминесцентных ламп.

Как вариант можно включить в цепь не трансформатор, а умножитель напряжения – сняв его с телевизора, жидкокристаллического монитора или копировального аппарата.
Изоляцию важно обеспечить как можно более качественную – иначе ток высокой частоты «пробьёт» свою же обмотку. Для профилактики гудения рекомендуется обработать готовые намотки эпоксидкой.
Из микроволновки
Осциллятор своими руками можно собрать с помощью деталей из микроволновки. Основной компонент – трансформатор от СВЧ-печи, который станет силовым блоком. Он хорош возможностью создания целых 2,2 кВ – в безопасном режиме, в считанных десятках сантиметров от пользователей.
Нарастить с 2 кВ до 5-6 кВ можно с помощью добавляемых конденсаторов. Сердечник под высокочастотный трансформатор сгодится от устаревшего монитора.
Под первичную обмотку подходит медный кабель с толщиной 15 мм, под вторичную – с сечением до 50 мм2. Закрытие обмоток производится винилом и специальной трансформаторной бумагой.
Разрядники качественно получаются из обычных болтов и медных патрубков.
Клапан пуска аргона покупается готовым. Также в список покупок можно внести кнопку пуска вместе с её источником питания.
Как вариант применения подручных материалов можно взять части уже не микроволновки – а ненужного телевизора. Так, трансформатор ТДКС почти гарантированно будет в рабочем состоянии – он популярен для создания самодельной сварочной техники, поэтому его легко купить.
Схема которую автор демонстрирует на видео, вы можете скачать кликнув на картинку, и в открывшемся окне нажать правой кнопкой мыши и выбрать в пункт сохранить как.

Из катушки зажигания
Распространённость автомобильных катушек зажигания привела техническую мысль и к этой конструкции. Однако ввиду неполного сходства выходных характеристик с оптимальным уровнем всё же применять этот вариант не рекомендуется.
Катушка дополняется высоковольтным диодом и тиристорными сборками – для этого нужно владеть электротехникой. В ином случае дуга не будет гореть, а электробезопасность окажется под угрозой.
Основные ошибки
Чтобы не испытывать неудобств и не получать травм при эксплуатации данного прибора рекомендуется применять его исключительно по назначению – для соответствующего конструкции процесса. Теоретическую схему и готовую конструкцию лучше перед включением продемонстрировать опытному специалисту.
Для получения требуемой стабильности в работе иногда мало задействовать штатный источник питания. При постоянно меняющихся частоте и напряжении рекомендуется ввести в электроцепь так называемый автотрансформатор – он сгладит недопустимые колебания.
Планирование конструкции агрегата следует вести с запасом на погрешности и внешние влияния. Так, дроссель окажет неоценимую поддержку при сглаживании колебаний при их напряжении до 1 кВ и не позволит сгореть вторичной обмотке трансформатора, а конденсатор для блокировки будет защищать колебательный контур.
При прокладывании обмоток важно не допустить коротких замыканий – их легко предотвратить с помощью изолирующих материалов и пропитывания готовых жил специальными лаками (к примеру, бакелитовым).
Организация заземления – один из ключевых шагов в плане безопасности. Заземление позволяет избежать поражения электрическим током. Причём если основной вред от электричества наносится внутренним органам и крови, то оптимально планировать номинальную частоту тока до 300 кГц – так будут вызваны лишь ожоги кожи и верхних тканей.
Правила эксплуатации осцилляторов
Самодельный осциллятор следует защищать от осадков и образования конденсата. При работе вне помещения обязательно накрывать при дожде или снеге. Рекомендуется следить за влажностью воздуха: если она выше 95…98%, процесс следует отложить.
Агрегат должен располагаться в чистой атмосфере (без излишней загазованности и запылённости), на него не должны оказывать влияние химически агрессивные вещества;
Допускаемая температура окружающего воздуха должна быть в интервале от -15…-10 до +40…+50°С (в соответствии с инструкцией производителя, если она имеется).
Работать с ним можно не только сваркой – резка тоже возможна. В любом случае проверяется надёжность смонтированного заземления и всех остальных соединений.
Перед включением необходимо проверить корпус и соединения на отсутствие коррозии, пыли и грязи, смазочных материалов и жидкостей.
Расскажите в комментариях собрали ли вы осциллятор или купили готовый, а также почему приняли такое решение.
Как сделать осциллятор самостоятельно
.jpg)
ОБОРУДОВАНИЕ
Для начала сварочного процесса требуется розжиг электрической дуги. Чаще всего его осуществляют, многократно касаясь обрабатываемой поверхности электродом. Упростить эту задачу помогает использование специальных устройств. Собрать осциллятор своими руками можно, как и сам сварочный аппарат, для этого нужно иметь соответствующие знания.

Назначение осциллятора для сварки
Блок применяется для бесконтактного возбуждения дуги, облегчающего начальные этапы сварочного процесса. Осциллятор обеспечивает стабильное функционирование сварочного аппарата. Иногда блок встраивается в корпус агрегата вместе с источником питания. Осциллятор подает импульсные токи слабой мощности, способствующие возбуждению начальной дуги.
Сварщику достаточно поднести электрод к детали и нажать кнопку. Длительность импульса зависит от времени удержания клавиши. После появления дежурной дуги сварка ведется в стандартном режиме.
Если аппарат снабжен микропроцессорным управляющим модулем, осциллятор автоматически включается при спонтанном затухании дуги. Такой принцип действия обеспечивает стабильную работу аппарата при перепадах напряжения или ошибках сварщика.
Какие виды осцилляторов доступны для домашнего изготовления
Существует 3 типа устройств, изготавливаемых своими руками.
Сварочный осциллятор вырабатывает электрические импульсы частотой до 250 кГц, величина напряжения достигает 6000 В. Это приводит к быстрому возгоранию дуги на любом расстоянии от детали. Наложение выдаваемого осциллятором электричества на сварочный ток способствует стабильной работе аппарата. Из-за невысокой мощности устройство не представляет опасности для сварщика.

Осциллятор непрерывной подачи тока соединяется с источником питания последовательно или параллельно. Первый способ подключения считается более удобным. Он не требует использования дополнительных средств защиты блока питания от высокого напряжения.
Такой прибор совместим с агрегатами, работающими на переменном токе. Осциллятор помогает удерживать дугу во время перемены полярности, наблюдающейся постоянно. Устройство выдает кратковременный импульс, помогающий зажечь начальную дугу.
Блок постоянного действия в таком случае оказывается менее эффективным.
C дополнительными конденсаторами
Прибор с накопительными элементами функционирует по принципу заряд-разряд. Для питания конденсаторов применяется отдельный модуль. На первом этапе детали передают энергию дуге. После этого конденсаторы разряжаются, отключаются от схемы, подсоединяются к зарядному блоку. При угрозе обрыва дуги синхронизирующее средство повторно переводит разрядники на рабочую линию агрегата.

Устройство и принцип работы оборудования
Для понимания характера функционирования прибора нужно хорошо знать физику. Получаемая при включении осциллятора дуга не меняет своих параметров при увеличении зазора между электродом и обрабатываемой деталью.
Конструкция осциллятора включает следующие элементы:
- Трансформатор повышающего типа. Используется для изменения амплитуды напряжения.
- Колебательный модуль, имеющий стандартное строение. Он включает конденсаторы и индуктивные катушки. Контур применяется для создания высокочастотных колебаний.
- Разрядник – воздушный зазор, в котором появляется искра.
.jpg)
Устройство может быть дополнено датчиками, автоматизирующими работу оборудования, помогающими контролировать ее. Если осциллятор включается в состав аргонодугового аппарата, его снабжают клапаном впуска газа. Микропроцессор подает команду на открытие элемента в нужные моменты. Осциллятор оснащается системой безопасности, предотвращающей выход аппарата из строя.
Конденсатор защищает сварщика от поражения током. В случае пробоя детали активируется плавкий предохранитель, разрывающий цепь при скачке силы тока.
Как использовать домашнее оборудование начинающим
Применение самодельного осциллятора для электродуговой сварки деталей из алюминия и иных материалов требует соблюдения следующих правил:
- Приборы могут использоваться как в помещениях, так и на открытых участках. При наличии осадков устройства нельзя применять на улице.
- Диапазон рабочих температур оборудования составляет -10…+50 °С. Применять осциллятор можно при влажности воздуха не более 95%.
- Устройства применяются при атмосферном давлении 85-105 кПа.
- Нельзя включать приборы в запыленных и загазованных помещениях, подвергать элементы устройства воздействию агрессивных веществ, способных разрушать металл и изоляцию.
- Разрешается работать только с заземленными приборами. Перед началом сварки проверяют правильность подключения осциллятора к электрической цепи, осматривают контакты.
- Демонтировать защитный корпус можно только после отсоединения оборудования от сети.
- На поверхностях прибора не должно присутствовать следов пыли, коррозии или нагара. При появлении загрязнений элементы аппарата зачищают наждачной бумагой.
Дополнение для инвертора
В таком случае вместе с основной техникой безопасности соблюдают следующие правила:
- В процессе сварки регулярно проверяют работоспособность блокировочного конденсатора. При повреждении этой детали оператор рискует получить электротравму.
- Настраивают и регулируют аппарат только в отключенном от сети состоянии. Это же касается процесса очищения поверхностей от нагара.
- Постоянно контролируют частоту импульсов. Она не должна быть более 40 мкс.

Осциллятор настраивают в соответствии с параметрами режущего устройства, в сочетании с которым он будет работать. Тиристоры подбирают опытным путем, ориентируясь на устойчивость дуги. При работе с устройством особо тщательно соблюдают технику безопасности.
Прибор непрерывно подает импульсы, поэтому ток на контактах остается даже после отключения от сети.
Изготовление ключевых деталей
Создание осциллятора для сварки своими руками начинают со сборки основных элементов:
- Повышающего трансформатора. Можно купить готовую деталь или сделать ее самостоятельно. Число витков и толщина жилы выбираются в зависимости от параметров работы будущего устройства. При намотке учитывают, что блок должен повышать напряжение до 6000 В.
- Колебательного модуля. Его изготавливают из катушки индуктивности, включающей ферритовый сердечник и намотанный на него силовой кабель. Для первичной обмотки достаточно 1 витка, для вторичной – 5. Контур снабжают разрядником и защитным конденсатором. Первый используется для выработки и освобождения ослабевающего импульса. Разрядник изготавливают из медных прутков и вольфрамовых стержней, передающих ток. Контактирующие с проводами области покрывают твердеющим диэлектрическим составом.
Колебательный модуль последовательно соединяют с конденсатором. После этого устанавливают разрядник, подключаемый к первичной обмотке трансформатора. Конденсатор можно приобрести или достать из нерабочего телевизора. Для выработки более стабильного напряжения используют сдвоенную катушку индуктивности. Кроме того, такой подход препятствует выходу аппарата из строя.

Обе части контура состоят из следующих компонентов:
- конденсаторов емкостью не менее 0,3 мФ;
- варистора с напряжением, соответствующим таковому на вторичной обмотке (90-150 В);
- ферритового стержня, на который наматывается медная жила сечением 15-20 мм².
Способ подключения и виды компонентов оборудования зависят от того, в сочетании с каким аппаратом будет использоваться блок.
Управление с плазморезом
Для выработки плазмы в резаке требуется напряжение 20000 В. Поэтому конструкцию прибора дополняют искровым осциллятором.
На чертеже вспомогательного устройства обязательно отображаются такие компоненты:
- Кнопка запуска (S3). Включает блок питания плазмореза, обеспечивая подачу электричества в цепь осциллятора.
- Конденсатор (C5). От этой детали зависит длительность выдаваемого импульса.
- Тиристоры (T7, T8). После их закрытия питание осциллятора приостанавливается, дуга становится стабильной.
При повторном нажатии кнопки запуска конденсатор вновь накапливает заряд, система подготавливается к следующему циклу работы плазмореза.
В сочетании с аргонодуговой сваркой
В этом случае рекомендуется собирать осциллятор непрерывного действия. К электрической сети он подключается через трансформатор. Для сборки схемы не потребуются дорогие детали и сложные действия. Затруднения могут возникать только на этапе установки тиристоров. Их выбирают опытным путем, оценивая стабильность горения дуги.
.jpg)
Используют и более простые чертежи осцилляторов, не включающие тиристоров. Собрать устройство по такому чертежу можно, обладая минимальными знаниями электротехники.
Осциллятор для инвертора устанавливают между держателем электродов и выпрямителем.
Схема блока включает следующие компоненты:
- выпрямитель напряжения;
- средство зарядки конденсаторов;
- блок питания;
- модуль, вырабатывающий импульс;
- управляющий;
- клапан впуска газа;
- трансформатор повышающего типа;
- вольтметр.

Для работы с алюминием
При сварке этого металла соблюдают особые условия. Получать и удерживать мощную дугу в этом случае сложно. Поэтому сварочный аппарат дополняют осциллятором, превращающим низкочастотный переменный ток в высокочастотный. Компонент вводится в цепь параллельно инвертору или после него.
Избежание частых ошибок
Исключить возникновение проблем в работе самодельного прибора помогает соблюдение следующих рекомендаций:
- При сборке простых схем удерживать стабильную дугу удается не всегда. Причиной неисправности является низкое напряжение в электрической сети. Исключить возникновение сбоев в работе сварочного агрегата помогает установка автотрансформатора.
- Не стоит экономить на дросселе. Разрядник подает ряд затухающих высокочастотных колебаний с напряжением 1000 В. Не имеющая дросселя вторичная обмотка принимает до 50 В. Из-за этого возникает короткое замыкание. Поступающий от сети ток начинает нагревать трансформатор. Чтобы сварочный аппарат не вышел из строя, устанавливают дроссель.
- При формировании обмотки используют изолирующие прокладки, пропитывают жилы бакелитовым лаком.
- Безопасной считается частота тока в 150-300 кГц. Если человек становится проводником, ток не влияет на работу внутренних органов, однако вызывает поверхностные ожоги. Избежать возникновения травмоопасной ситуации помогает правильное заземление.
- Колебательный контур должен быть оснащен блокировочным конденсатором.
Перед сборкой рекомендуется проконсультироваться со специалистом, который выяснит, является ли выбранная схема безопасной.
Видеоинструкции для самостоятельного изготовления осциллятора
Приведенные ниже ролики помогут понять, как собирать устройство правильно, какие детали использовать, в какой последовательности их размещать.
Ютуб канал “ Скифософский ”
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Несмотря на простоту сборки, изготавливать осцилляторы из автомобильной катушки не рекомендуется.
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Осциллятор для инвертора
Качество сварки цветных металлов, нержавеющей стали и других, тяжело свариваемых материалов, во многом зависит от стабильности параметров сварочной дуги. Для обеспечения этой стабильности к стандартному сварочному аппарату, в том числе и инвертору, подключают параллельно дополнительные электронные устройства, называемые осцилляторами. Осциллятор для инвертора предназначен для непосредственного возбуждения электрической дуги в сварочном аппарате и поддержания её стабильных параметров во время всего процесса работы. Одним из существенных достоинств подобных устройств является возможность создания сварочной дуги без непосредственного контакта электрода с поверхностью свариваемых деталей. Эта возможность реализуется за счёт сложения двух токов от различных источников. На свой ток, формируемый сварочным аппаратом, накладывается ток, который формируется в осцилляторе.

Осциллятор для инвертора
Это позволяет получить следующие преимущества:
- создать условия дистанционного поджига (то есть без непосредственного контакта с поверхностью детали);
- обеспечить требуемые параметры сварки. Стабильность сварочной дуги гарантирует устойчивость дуги даже в случае непроизвольного изменения расстояния между концом электрода и поверхностью детали;
- обеспечить надёжность сварки в неблагоприятных атмосферных условиях;
- применение широкого ассортимента электродов;
Такой тандем широко применяется при ручной сварке, полуавтоматической и автоматической сварке. Сварочные осцилляторы применяются в промышленных сварочных аппаратах (сварочных линиях, сварочных постов), и в сварочных аппаратах бытового назначения. Их применение допустимо в различных условиях сварки, в том числе и при сварке с применением инертных газов.
Классификация осцилляторов
Все подобные устройства подразделяются по техническим характеристикам и виду используемого питания.
К основным техническим характеристикам, по которым различаю осцилляторы, относятся:
- используемое первичное, то есть входное напряжение;
- величина вторичного напряжения (измеряется без нагрузки);
- потребляемая мощность;
- массогабаритные характеристики.
По типу используемого питания делятся на две категории:
- непрерывного действия (в них используется постоянный ток);
- с импульсным питанием (применяется переменный ток).
Первый тип устройств включается в цепь последовательно. Созданный им ток имеет частоту, в зависимости от конструкции, 250 кГц. Напряжение достигает 6000 вольт.
Устройство сварочного осциллятора
Принципиальная схема сварочного осциллятора и способ монтажа зависит от предполагаемой частоты его применения. Обычно рассматривают два способа подключения:
- Первый предполагает последовательное подключение. Он применяется при сварке алюминиевых деталей.
- Второй осуществляет параллельное подключение. Этот способ подключения применяются при проведении кратковременных сварочных работ. Его также используют при сварке нержавеющей стали.

Схема работы осциллятора
В стандартный состав сварочного осциллятора входят следующие электротехнические элементы:
- Стандартный искровой разрядник. Он исполняет роль генератора и формирует затухающие колебания. Конструктивно он представляет одноконтурный разрядник. В его состав входит параллельно соединённые, катушки зажигания (индуктивности) и конденсатор. Контакты выполнены в виде вольфрамовых электродов.
- Два дросселя. Для них также используются катушки индуктивности.
- Повышающий трансформатор большой мощности. С его помощью происходит преобразование стандартного напряжения электрической сети. Частота повышается до 250 кГц. Одновременно повышается напряжение до 6000 вольт.
- Трансформатор выходной цепи. Передаёт сформированное напряжение в выходные цепи сварочного аппарата.
- Элементы цепей управления. Они состоят из стабилизатора, элементов регулировки пускового момента, элементов, создающих контур обратной связи. В этот контур включают датчик тока, для оценки параметров.
- Элементы, обеспечивающие безопасность. Они представляют собой цепи предохранения для защиты схемы от перегрузки. Кроме этого он позволяет защитить самого сварщика от поражения электрическим током в процессе работы.
Принцип работы
Общая идея улучшения стабильности работы сварочного аппарата заключается в том, что на электрод кроме основного выходного напряжения подаётся высокое напряжение от сварочного осциллятора. Оно подаётся периодически. Это напоминает импульсы с внутренней амплитудной модуляцией. Величина этих импульсов достигает 6 киловольт. Частота внутренней модуляции колеблется в интервале от 150 кГц до 500 кГц.
Сформированные импульсы имеют небольшую длительность, следовательно, маленькую скважность. Это позволяет получить достаточную мощность. В среднем она может достигать 300 Ватт. Их задача обеспечить надёжный кратковременный электрический пробой между электродом и поверхностью детали.
В момент приближения электрода к поверхности свариваемой детали на расстояние приблизительно в 5мм происходит запуск осциллятора. Электрические импульсы производят ионизацию окружающего воздушного промежутка между электродом и деталью. Это приводит к мгновенному разряду.

Подключение осциллятора для инвертора
Процесс управления этим эффектом осуществляется с помощью специальной кнопки. Для удобства её располагают на держателе. Если сварочный осциллятор подключён к аппарату аргонодуговой сварки. Кнопку располагают на корпусе горелки.
Высокая ионизация повышает электропроводность воздуха. Через него мгновенно протекает основной ток формирования дуги от сварочного аппарата. Это приводит к поджигу и горению сварочной дуги. Созданные осциллятором импульсы непрерывно поддерживают горение электрической дуги. Даже если неожиданно возникают условия, которые могут привести к прекращению процесса сварки. Например, рука сварщика во время движения отклонилась от свариваемой детали. Это приведёт к увеличению расстояния воздушного промежутка между электродом и деталью. Дуга может потухнуть. Осциллятор своим вырабатываемым напряжением будет препятствовать этому негативному эффекту. Сформированный ток от осциллятора накладывается на ток сварочного аппарата и поддерживает процесс горения.
Самостоятельное изготовление осциллятора
Имея уже готовый сварочный аппарат, используя готовые детали, можно собрать осциллятор своими руками. Сборка подобного устройства возможна только при наличии элементарных знаний по физике, особенно раздела «электричество», умения читать простейшие схемы, начальными навыками паяния радиодеталей. На каждом из этапов: сборке, проверке, работе с собранным осциллятором предстоит иметь дело с очень высоким напряжением. Поэтому необходимо изучить и строго выполнять правила техники безопасности.
Все современные осцилляторы, как заводской сборки, так и самодельные, собраны по одной из двух схем. Первая работает по принципу так называемого непрерывного действия. Вторая является импульсной. Устройства, собранные по первой схеме, на практике считаются менее эффективными, в сравнении с импульсными агрегатами. Аппараты, собранные по второй схеме, считаются более эффективными. Эта схема позволяет обеспечивать более быстрое воспламенение дуги.
При выборе конкретной схемы следует ориентироваться на следующие исходные параметры:
- Назначение устройства. Следует определиться, для сварки какого вида металла предполагается его использовать (алюминий, нержавеющая сталь, и так далее).
- Величина напряжения и вид используемого тока. Какой источник тока будет применяться: постоянного или переменного тока, стандартное напряжение электрической сети или другие источники энергии.
- Допустимая электрическая мощность. Она зависит от мощности входных электрических цепей. Обычно такая мощность не превышает 250 Ватт. Повышение мощности существенно может увеличить цену как отдельных компонентов, так и всего устройства.
- Создаваемое вторичное напряжение (обычно не превышает 3 кВт).

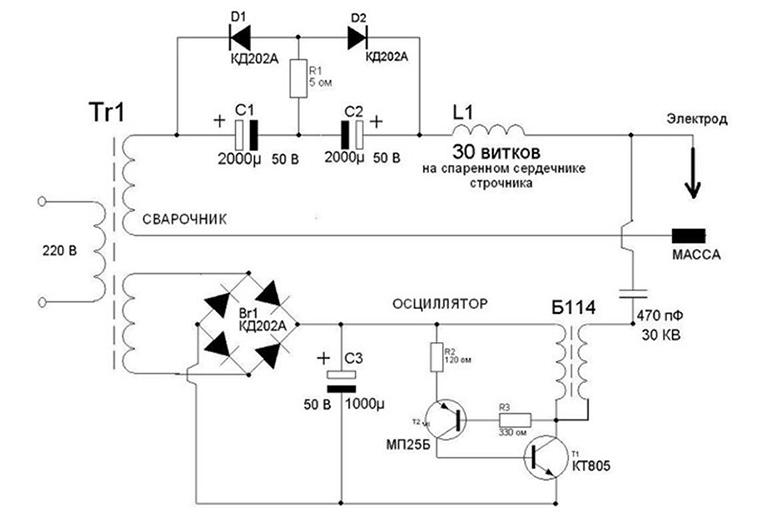
Сварочный осциллятор своими руками
Прежде всего, необходимо выбрать схему осциллятора. Выбор будет зависеть от характеристик сварочного аппарата. Затем следует подобрать необходимые радиодетали. Особое внимание необходимо уделить изготовлению разрядника. Если опыта в электротехнике недостаточно, можно воспользоваться простой схемой.
Основным элементом в любой выбранной схеме является входной повышающий трансформатор. Основным критерием при его выборе служит условие, что он должен быть повышающим. Его основная задача преобразовывать напряжение 220 вольт в 3000 вольт. Такой трансформатор можно подобрать из перечня, который предлагает промышленность. Когда знания и опыт позволяют, его можно изготовить и самостоятельно.
Определённые, но вполне разрешимые, проблемы могут возникнуть при изготовлении разрядника. Именно он способствует образованию мощной электрической искры, является элементом колебательного контура. Кроме разрядника в состав этого контура входит катушка индуктивности и конденсатор. Он осуществляет блокировку низкочастотной составляющей, поэтому его называют блокировочный.
Основной задачей этих элементов является создание условий для генерирования высокочастотных импульсов. Они должны облегчить процесс зажигания сварочной дуги. Кроме этого удаётся поддерживать её стабильность.
Для его изготовления выбирают подходящую по размерам плату. Обязательными условиями при выборе являются размеры (на ней должны свободно разместиться все детали) и наличие у неё нескольких рёбер жёсткости для обеспечения надёжности всей конструкции. В качестве завершающих элементов разрядника выбирают вольфрамовые электроды. Если их найти не удаётся, можно воспользоваться сварочными электродами. Их диаметр должен быть более 2 мм. Концы электродов предварительно обрабатывают. При креплении необходимо обеспечить струю параллельность. Для этого целесообразно предусмотреть возможность регулировки зазора между ними. Обычно это делается с помощью специального регулировочного винта.
Для управления моментом подачи высокочастотных импульсов на ручке сварочного аппарата или газовой горелки монтируют кнопку. В качестве кнопки выбирают микровыключатель.
Большое значение имеет компоновка деталей на плате. От их взаимного расположения зависит работоспособность всего устройства.
Самым целесообразным считается следующий вариант расположения деталей. Высокочастотный трансформатор, предохранители и элементы управления расположены слева на плате. Такие элементы как разрядник, два конденсатора (блокировочный и колебательного контура) закрепляют в центе платы. Дроссель и катушки индуктивности располагают справа.
Катушку индуктивности собирают из двух катушек. Это позволяет повысить её надёжность. Таким образом, получается сдвоенный контур. Обе части такого контура должны иметь одинаковые электрические параметры (особенно величину индуктивности). В состав контура подключают два конденсатора. Первый конденсатор с допустимым напряжением на обкладках не менее 500 вольт (для первой части контура). Второй с напряжением более 4 киловольт. Ёмкости этих конденсаторов должны быть 0,3 мкФ и 1мкФ соответственно. Для защиты от скачков напряжения в схеме предусмотрены два варистора. Их напряжение срабатывания должно равняться 100 и 150 вольтам.
В состав контура включены две катушки индуктивности. Они представляют собой обмотанные проволокой ферритовые стержни. Проволока должна иметь диаметр сечения не более 20 мм. Первая обмотка состоит из 7 витков, а вторая из 6. Вторая обмотка исполняет роль фильтра. Она сглаживает возможные возрастания амплитуды электрического тока. Эти всплески могут привести к нестабильному горению дуги.
После завершения сборки и проверки, первый контакт осциллятора подключается к зажимам сварочного аппарата (инвертора) или сварочной горелке. Второй – к поверхности детали. Собранную плату осциллятора целесообразно поместить в корпус. Он должен быть надёжно защищён от внешних воздействий и обеспечивать хорошую вентиляцию электронных элементов, чтобы не нарушался температурный режим.
Кроме осциллятора можно самому изготовить плазморез. Для этого достаточно иметь заводской сварочный инвертор, плазменный резак, небольшой компрессор для формирования плазмы и набор шлангов и кабелей.
Самодельный осциллятор может применяться с аппаратами для сварки алюминия, нержавеющей стали, со сварочными инверторами аргонно-дуговой сварки.
Если правильно собрать такой осциллятор, он будет служить верой и правдой и решать поставленные задачи не хуже заводского.
Читайте также: