Источник питания для механизированной сварки
Обновлено: 20.09.2024
Сварка в углекислом газе, аргоне и их смесях с кислородом ведется на постоянном токе с использованием проволоки диаметром от 0,5 до2,4 мм (в аргоне — до 5 мм) на токе от 50 до 600 А при напряжении от 15 до 40 В. Благодаря высокой плотности тока (I>100А/мм) вольтамперная характеристика дуги возрастающая — ρи от +0,01 до +0,1 В/А. Зажигание дуги коротким замыканием происходит при непрерывной подаче проволоки без отдергивания и поэтому затруднено (рисунок 3.2). С начала короткого замыкания (позиция 1) вылет проволоки увеличивается, а сама она деформируется (2). Наиболее интенсивно проволока нагревается вблизи токоподвода, здесь она и перегорает (3).Но при большой длине перегоревшего участка дуга, как правило, обрывается (4).Далее процесс повторяется (5), но новое перегорание происходит на ранее уже подогретом вылете, поэтому дуга зажигается при более короткой длине (6). Обычно дуга надежно зажигается после 2-3 перегораний проволоки, но в неблагоприятных случаях этот процесс затягивается до 1с и более. Установление процесса сварки облегчается при малой скорости подачи проволоки, при «горячем пуске», при использовании осциллятора.
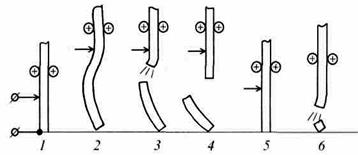
Рисунок 3.2 – Зажигание дуги при сварке в защитном газе
Устойчивое горение дуги достигается благодаря использованию саморегулирования, поскольку при сварке в защитных газах в подавляющем большинстве случаев применяются аппараты с постоянной скоростью подачи проволоки. Для сварки в углекислом газе характерно значительное разбрызгивание электродного металла. Выделяют следующие разновидности процесса, оказывающие влияние на выбор источника: сварка в углекислом газе короткой дугой с частыми технологическими короткими замыканиями, сварка в углекислом газе и аргоне длинной дугой с крупнокапельным переносом, сварка в аргоне со струйным переносом, импульсно-дуговая сварка в аргоне.
При сварке в углекислом газе используют в основном источники с пологопадающей характеристикой (рисунок 3.3, а). Допустимо также применение источников с жесткой и даже пологовозрастающей характеристикой. Так, при сварке стали проволокой диаметром от 0,5 до 1,4 мм рекомендуются источники с ρи от +0,04 до -0,08 В/А. При таких характеристиках сила тока короткого замыкания Iк при зажигании дуги ограничена благодаря сопротивлению вылета электродной проволоки, но все же довольно велика — IК=(2-5) Iд. Это способствует надежному зажиганию дуги, и поскольку стадия короткого замыкания непродолжительна из-за быстрого перегорания проволоки, источник выдерживает такой режим. При таких прямолинейных характеристиках напряжение холостого хода сравнительно невелико (U0=25-50 В), благодаря чему и возможна сварка короткой дугой, но по этой же причине затягивается установление процесса сварки (рисунок 3.2). Поэтому в современных источниках ценой некоторого усложнения конструкции добиваются увеличения напряжения холостого хода примерно до U0=(1,5-2) Uд,но не ниже 40 В (рисунок 3.3, б, кривая 2).
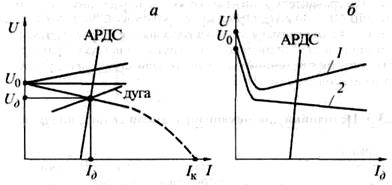
Рисунок 3.3 – Характеристики источника для механизированной сварки в защитном газе
Специфическое требование к источникам для сварки в углекислом газе связано с необходимостью ограничения пикового тока короткого замыкания и скорости его нарастания для снижения разбрызгивания электродного металла. При сварке короткой дугой проволоками диаметром от 0,5 до 1,4 мм рекомендуется ограничивать скорость нарастания тока короткого замыкания значением 70 — 180 кА/с введением дросселя в цепь источника. При сварке длинной дугой можно установить эту скорость от 70 до 110 кА/с. Еще больший эффект достигается в случае программирования тока при переносе с короткими замыканиями. Разбрызгивание уменьшается также при выборе оптимального соотношения между током и напряжением, например, по соотношению Uд=18+0,04Iд. Источник с возрастающей внешней характеристикой (рисунок 3.3, б, кривая 1), автоматически обеспечивающий это соотношение, назван оптимизированным.
При аргонодуговой сварке плавящимся электродом дуга значительно устойчивей, крупнокапельный перенос при низких токах идет гораздо спокойней, а более благоприятный струйный перенос достигается простыми технологическими приемами (увеличением плотности тока, нанесением активирующих покрытий на проволоку). Поэтому при сварке тонкой проволокой аппаратом системы АРДС используют источники с полого- и даже крутопадающей характеристикой (ρи от -0,04 до -0,2 В/А) со сравнительно низкой скоростью нарастания тока короткого замыкания 10- 30 кА/с. При сварке проволокой большого диаметра (более 3-4 мм) рекомендуется использовать аппарат системы АРНД в сочетании с источником, имеющим крутопадающую характеристику.
Четыре вида источников питания электрической дуги при сварке
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров.
По причине того, что для электродуговой сварки требуются особые параметры питающего тока и напряжения (приводя усредненный пример — напряжение низкое, а ток очень большой), стандартное напряжение бытовой или промышленной сети требуется, как минимум, понизить.
Как максимум — привести рабочие характеристики питания в соответствие с заданной потребностью. Поэтому к источникам питания сварочной дуги выдвигаются особые требования.

Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Трансформатор

Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Простой понижающий трансформатор понижает вольтаж сети до величины холостого хода — 60…80 В. В дальнейшем при работе поддерживается напряжение сварки в 20 В.
Трансформатор варит только переменным током. Его достоинство состоит в простоте конструкции (можно изготовить своими руками, рассчитав число витков обеих намоток).
Он имеет высокий КПД, сравнительно небольшой расход энергии, отличается надежностью в сочетании с ремонтопригодностью. Трансформаторный источник питания дуги бесшумно работает, относительно немного стоит.
Но использование для сварки переменного тока имеет и определенные недостатки. У такого источника питания сварочной дуги большие габариты и очень большая масса.
Дуга горит нестабильно, и сильно зависит от скачков питающего напряжения. Возникает необходимости в использовании специальных покрытых электродов. Перечень металлов и сплавов, которые можно варить переменным током (в основном это низкоуглеродистые стали), ограничен.
Выпрямитель

Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам.
У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии.
Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить.
Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги.
Преобразователи
Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током.

По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора.
Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику.
Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально.
Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя.
Инверторы
Инверторы — особый класс источников питания сварочной дуги. Это сварочные аппараты, которые оптимально подходят для бытовых нужд.

Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети.
Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети.
Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного.
Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата.
Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима.
К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке.
Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки.
Источник питания для механизированной сварки

Изобретение относится к элементам электрического оборудования, в частности к трансформаторам и выпрямителям для питания сварочной дуги при механизированной и автоматической сварке в среде защитных газов, а также при автоматической сварке под флюсом. Источник питания содержит силовой трансформатор с жесткой внешней характеристикой и дроссель насыщения, обмотки которого включены последовательно с обмотками силового трансформатора. Часть магнитопровода дросселя насыщения выполнена с возможностью перемещения относительно остальной, неподвижной его части, без разрыва магнитной цепи дросселя и без образования воздушного зазора. Смещение частей магнитопровода относительно друг другу изменяет рабочее сечение магнитопровода и, как следствие, фазу насыщения магнитопровода. Простым и надежным способом регулируется выходное напряжение источника питания. 2 ил.
Изобретение относится к элементам электрического оборудования, в частности к трансформаторам и выпрямителям для питания сварочной дуги при механизированной и автоматической сварке в среде защитных газов, а также при автоматической сварке под флюсом. Заявленное изобретение может также найти применение как источник питания с жесткими (пологопадающими) внешними характеристиками в электротехнологических установках или в электроприводе и т.д.
Известен трансформатор с пологопадающими внешними характеристиками для автоматической дуговой сварки под флюсом (Оборудование для дуговой сварки. Справочное пособие под редакцией В.В.Смирнова. - Л.: Энергоатомиздат, 1986 г., с.375), состоящий из силового трансформатора и двух встречно-параллельно включенных тиристоров, включенных в цепь его первичной обмотки. Регулирование напряжения на выходных зажимах трансформатора производится изменением фазы включения тиристоров. Применение таких трансформаторов и других тиристорных источников питания дуги со сравнительно дорогой электронной аппаратурой оправдано при повышенных требованиях к стабильности процесса сварки и его управляемости.
Известен выпрямитель с пологопадающими внешними характеристиками при механизированной сварке в среде защитных газов, состоящий из силового трехфазного трансформатора, выпрямительного моста и сглаживающего дросселя. Для регулирования рабочего напряжения силовой трансформатор выполнен с возможностью изменения числа витков первичной обмотки с помощью переключателей. Большему числу витков первичной обмотки соответствует меньшее значение рабочего напряжения выпрямителя.
Такой выпрямитель дешев и достаточно надежен, но имеет ряд недостатков. При работе на максимальной мощности, при наибольшем напряжении нагрузки выпрямителя существенная часть витков первичной обмотки не используется, секционирование обмотки связано с увеличением расчетной мощности трансформатора (Патон Б.Е., Лебедев В.К. Электрооборудование для электродуговой и шлаковой сварки. - М.: Машиностроение, 1966 г., с.317), с непроизводительными потерями обмоточной меди и трансформаторной стали. Другой существенный недостаток выпрямителя с изменением числа витков первичной обмотки трансформатора - невозможность плавного управления рабочим напряжением. Число отводов от первичной обмотки ограничено объемом коммутационной аппаратуры и технологической сложностью выполнения отводов.
Плавное (бесступенчатое) регулирование рабочего напряжения достигнуто в выпрямителе для сварки в защитных газах серии ВДГ (Закс М.И. Сварочные выпрямители. - Л.: Энергоатомиздат, 1983 г., с.39 и с.70.), оснащенном дросселем насыщения и принятым за прототип.
Как и рассмотренный выше выпрямитель с секционированной первичной обмоткой, он содержит силовой трехфазный трансформатор, выпрямительный мост и сглаживающий дроссель, однако в прототипе последовательно с каждым из шести диодов выпрямительного моста включена рабочая обмотка дросселя насыщения. Каждая рабочая обмотка имеет свой замкнутый магнитопровод, все шесть магнитопроводов охвачены единой обмоткой управления. Известно, что в трехфазном выпрямителе с мостовой схемой выпрямления каждый из диодов моста проводит ток в течение 1/3 периода сетевого напряжения. За это время, называемое рабочим интервалом дросселя насыщения, магнитопровод, рабочая обмотка которого соединена с проводящим диодом, насыщается проходящим по обмотке током нагрузки. В отсутствие тока обмотки управления все шесть магнитопроводов дросселя насыщения окажутся через незначительное время после включения трансформатора на нагрузку в насыщенном состоянии, реактивное сопротивление рабочих обмоток будет близко к нулю, и все напряжение вторичных обмоток трансформатора, выпрямленное мостом, окажется на нагрузке. Если же по обмотке управления пропустить ток, направление которого будет встречно направлению тока рабочей обмотки, то в интервалы времени, соответствующие закрытому состоянию диодов моста (интервалы управления), магнитопроводы дросселя насыщения будут перемагничиваться и тем интенсивнее, чем больше будет значение тока обмотки управления.
С ростом тока управления все большая часть рабочего интервала дросселя будет затрачена на перемагничивание стали магнитопровода и соответственно меньшая часть напряжения обмоток силового трансформатора будет приложена к нагрузке. Можно сказать, что ток обмотки управления дросселя задает момент или фазу насыщения каждого из шести магнитопроводов дросселя насыщения, определяя значение рабочего напряжения выпрямителя.
Недостатком прототипа является сложность изготовления дросселя насыщения, его громоздкость. Для симметричного управления двумя полупериодами каждой фазы питающего напряжения дроссель насыщения, как и любой магнитный усилитель, должен иметь два магнитопровода и две рабочие обмотки на каждую фазу.
Таким образом, мы видим, что в известных конструкциях сварочных источников питания с пологопадающими внешними характеристиками регулирование рабочего напряжения осуществляется либо ступенчато, механическим переключением числа витков обмоток силового трансформатора, либо плавно, путем управления фазой включения (насыщения) электронных или электромагнитных ключевых элементов.
В основу изобретения поставлена задача создания сварочного источника питания с пологопадающими внешними характеристиками, в котором плавное регулирование рабочего напряжения обеспечено простыми и надежными механическими средствами.
Поставленная задача решается за счет того, что предлагаемый источник питания для механизированной сварки, так же как и известный, содержит силовой трансформатор с жесткой внешней характеристикой, и дроссель насыщения, обмотки которого включены последовательно с обмотками силового трансформатора. Но в отличие от известного в предлагаемом источнике питания, по крайней мере, одна часть магнитопровода дросселя насыщения выполнена с возможностью механического перемещения относительно остальной, неподвижной части магнитопровода, без разрыва магнитной цепи дросселя воздушным зазором.
Такая конструкция дросселя позволяет механическим путем изменять сечение участка магнитной цепи дросселя и таким образом управлять моментом (фазой) насыщения магнитопровода.
Совокупность признаков, изложенная в пункте 2 формулы изобретения, характеризует источник питания, в котором перемещение подвижной части магнитопровода дросселя насыщения производится с помощью винтового механизма, ходовая гайка которого, например, жестко связана с подвижным ярмом магнитопровода, а винт соединен с неподвижными стержнями, на которых расположены рабочие обмотки дросселя.
Совокупность признаков, изложенная в пункте 3 формулы изобретения, характеризует устройство, в котором подвижная часть магнитопровода дросселя насыщения выполнена из материала с прямоугольной петлей гистерезиса.
Изобретение иллюстрируется чертежами, на которых представлено:
Фиг.1 - внешний вид однофазного дросселя насыщения, эпюры напряжения нагрузки для трех положений подвижной части магнитопровода дросселя и упрощенная принципиальная схема сварочного трансформатора с дросселем насыщения.
Фиг.2 - упрощенная принципиальная схема трехфазного сварочного выпрямителя с дросселем насыщения и внешний вид трехфазного дросселя насыщения.
Дроссель с механическим регулированием имеет обмотку 1, установленную на неподвижной части магнитопровода 2 (фиг.1). Верхнее ярмо магнитопровода 3 выполнено подвижным, с одной степенью свободы - по оси тяги 4.
Конструкция магнитопровода обеспечивает передвижение подвижной его части относительно неподвижной без образования воздушных зазоров, способных повлиять на параметры магнитной цепи дросселя. Такой результат может быть получен за счет использования штампованных П-образных пластин в неподвижной части магнитопровода и шлифовки торцевых поверхностей его подвижной части.
На фиг.1, d обмотка дросселя 1 включена последовательно со вторичной обмоткой силового трансформатора 5, но она может быть включена и последовательно с его первичной обмоткой. При этом число витков обмотки должно быть увеличено в n раз, где n - коэффициент трансформации; соответственно в n раз уменьшается требуемое сечение провода обмотки.
На фиг.2, а представлен внешний вид дросселя насыщения трехфазного выпрямителя. Неподвижная часть 2 магнитопровода выполнена в виде пакета штампованных Ш-образных пластин, на стержнях пакета установлены три фазные обмотки дросселя Wa, Wb, Wc. Верхнее ярмо магнитопровода выполнено в виде двух подвижных частей 3, связанных общей тягой 4, с возможностью перемещения вдоль оси тяги без образования воздушных зазоров между неподвижной 2 и подвижными 3 частями магнитопровода. Обмотки дросселя включены в цепь вторичных обмоток силового трансформатора 5, как это показано на принципиальной схеме (фиг.2, b).
Источник питания работает следующим образом. При подключении выходных зажимов источника к нагрузке напряжение вторичных обмоток силового трансформатора распределяется между нагрузкой и обмотками (обмоткой) дросселя насыщения пропорционально их сопротивлениям. Реактивное сопротивление обмотки дросселя до момента насыщения его магнитопровода велико, и в нагрузке протекает только небольшой ток намагничивания дросселя. В момент насыщения магнитопровода, обозначенный на фиг.1 как фаза переключения ϕ, магнитная проницаемость стали магнитопровода резко падает, реактивное сопротивление обмотки скачком уменьшается до значения, близкого к значению активного сопротивления обмотки. Все напряжение вторичной обмотки трансформатора подается на нагрузку.
Поток в магнитопроводе дросселя, заданный приложенным к обмотке напряжением и числом ее витков, постоянен во всех частях магнитной цепи, а плотность потока, магнитная индукция обратно пропорциональна сечению стали на пути магнитного потока. Следовательно, насыщение стали магнитопровода наступает на том его участке, где сечение минимально. Выдвигая часть магнитопровода и уменьшая тем самым реальное сечение на пути магнитного потока, можно управлять моментом насыщения, т.е. моментом "обрыва" магнитной цепи и скачкообразного падения реактивного сопротивления дросселя (фиг.1). Скорость переключения напряжения обмотки силового трансформатора с обмотки дросселя на нагрузку в момент ϕ насыщения подвижного участка магнитопровода определяется степенью прямоугольности петли гистерезиса материала, из которого выполнен этот участок. При прямоугольной петле гистерезиса магнитная проницаемость насыщенного магнитопровода близка к проницаемости воздуха, переключение напряжения происходит практически мгновенно (пунктирная линия на фиг.1). Такого результата можно достичь при выполнении подвижных участков магнитопровода из пермаллоя или очень тонкой электротехнической стали. Вполне удовлетворительные результаты дает и электротехническая сталь общего применения.
Дроссель насыщения с управлением подвижной частью магнитопровода, не нуждающийся в обмотке постоянного тока (обмотке управления), абсолютно симметричен в цепях переменного тока, процессы в нем не зависят от направления тока в рабочей обмотке.
Источники питания с дросселем насыщения, управляемым подвижной частью магнитопровода, просты в изготовлении и надежны в эксплуатации. Сварочные свойства экспериментального источника питания на номинальный ток 300 А, в котором реализовано предполагаемое изобретение, не уступают сварочным свойствам источника питания ВДГ-313, принятого за аналог.
Источник питания для механизированной сварки, содержащий силовой трансформатор с жесткой внешней характеристикой и дроссель насыщения, обмотки которого включены последовательно с обмотками силового трансформатора, отличающийся тем, что, по крайней мере, одна часть магнитопровода дросселя насыщения выполнена с возможностью механического перемещения относительно остальной неподвижной части магнитопровода без разрыва магнитной цепи дросселя.
Источники питания сварочной дуги: требования, классификация, характеристика
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.

Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Дуговая электрическая сварка. Виды, устройство, схема дуговой сварки.
Под электрической дуговой сваркой понимают процесс получения неразъемных соединений металлических деталей за счет их сплавления с помощью электрической дуги. Это один из основных технологических процессов соединения деталей в машиностроении и строительной индустрии.
В процессе дуговой сварки тепловая энергия, необходимая для плавления металла, получается в результате горения дуги, возникающей между свариваемым металлом и электродом. Расплавляясь под действием дуги, кромки свариваемых деталей и торец плавящегося электрода образуют сварочную ванну, которая короткое время находится в расплавленном состоянии. При кристаллизации металла образуется сварное соединение.
Дуговая сварка представляет собой комплекс металлургических и физико-химических процессов, протекающих в металле при высоких концентрированных температурах.
При ручной сварке вместе с металлом плавится электродное покрытие (обмазка), при дуговой сварке под флюсом в автоматическом или полуавтоматическом режимах вместе с металлом плавится флюс - материал сложного состава, под слоем которого ведется сварка.
При расплавлении металл электрода переходит в сварочную ванну в виде капель. Размер капель и их количество зависят от силы тока, химического состава электрода и покрытия (флюса). При одновременном переходе капель жидкого электродного металла и шлака через дуговой промежуток между компонентами, окружающими дугу, протекают химические реакции. Во время процесса сварочная ванна перемещается вдоль шва с определенной скоростью.
Шлаки, окружающие капли металла, состоят из оксидов SiO2, TiO2, P2O5, CaO, MnO, FeO, BaO, MgO, NiO и т. п. и солей различных веществ: CaS, MnS, CaF2 и др. Шлак, окружающий частицы металла при переходе их через дуговой промежуток, и шлаковый покров на сварочной ванне улучшают физические свойства наплавляемого металла. Имеющиеся в шлаке ионизирующиеся элементы повышают устойчивость горения дуги, что особенно важно на переменном токе.
Вещества, входящие в состав флюса, - газообразующие элементы (крахмал, декстрин, целлюлоза, древесная мука, мел, мрамор, соединения, богатые кислородом, например Fe203, MnO, плавиковый шпат) при попадании в дугу образуют газ, защищающий сварочную ванну от воздуха.
При дуговой сварке в газовой среде защита обеспечивается наличием аргона, аргон-гелия, азота, углекислого газа, паров воды.
Возникающий при сварке капельный перенос обеспечивает доставку в сварочную ванну до 95 % всего металла плавящегося электрода. Остальные 5 % теряются в виде брызг. Процесс переноса капли металла включает в себя следующие стадии: оплавление торца электрода, отекание металла, образование капли грушевидной формы. У самого основания капли образуется тонкая шейка, имеющая высокое электрическое сопротивление. В ней плотность тока резко возрастает, перегревая шейку и удлиняя каплю, которая тут же обрывается, на мгновение замыкая накоротко цепь тока. При этом шейка взрывается, образуя большое количество пара и газов, отбрасывающих каплю в направлении сварочной ванны. Далее процесс повторяется.
При ручной сварке электрод длиной 450 мм расплавляется за 1,52 мин. Расстояние межэлектродного промежутка l при сварке должно быть больше длины капли металла, отрывающегося от электрода, и равно 4-7 мм.
В больших сварочных токах ВАХ становится жесткой. Скорость плавления электрода и свариваемого металла определяется главным образом мощностью, выделяющейся на электродах, а столб дуги выполняет технологические, а не энергетические функции. Основным показателем установок дуговой сварки является сварочный ток. Напряжение же холостого хода источника питания является условием, обеспечивающим устойчивое горение сварочной дуги.
Заметим, что напряжение зажигания дуги при переходе тока через нуль зависит от ряда факторов, но в первую очередь от силы тока. С повышением тока напряжение зажигания дуги уменьшается. Соотношение между напряжением зажигания и напряжением горения дуги для сварки открытой дугой Uз = (1,3-2,5)Uд. При сварке же на больших токах под флюсом напряжения зажигания дуги и ее горения будут одинаковыми.
Виды сварки по степени механизации.
Сварку подразделяют на ручную, полуавтоматическую и автоматическую. Отнесение процесса сварки к тому или иному виду зависит от того, каким образом выполняются зажигание и поддержание нужной длины дуги, манипуляции электродом, перемещение электрода по линии наложения шва и завершение процесса сварки. При этом технологические действия для образования шва производятся сварщиком вручную.
Ручная сварка выполняется плавящимся электродом с покрытием (рис. 1.1) или неплавящимся электродом с газовой защитой.
При полуавтоматической сварке плавящимся электродом механизирована часть операций, например подача электродной проволоки или флюса в сварочную зону, перемещение горелки по свариваемой детали и др. Остальные операции сварки выполняются сварщиком вручную.
При автоматической сварке под флюсом (рис. 1.2, а) автоматизировано большинство сварочных операций. Так, сварочная проволока 2 и гранулированный флюс 1 подаются в зону дуги, горящей в полости 3, заполненной парами металла и материалов флюса.
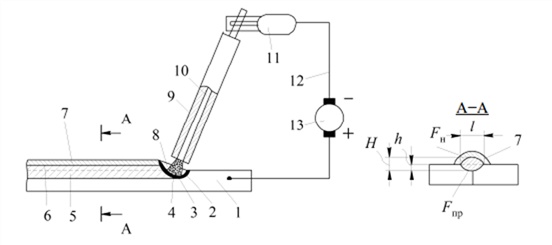
Рис. 1.1. Схема ручной дуговой сварки: 1 — основной металл; 2 — сварочная ванна; 3 — кратер; 4 — сварочная дуга; 5 — проплавленный металл Fпp; 6 — наплавленный металл Fн; 7 — шлаковая корка; 8 — жидкий шлак; 9 — покрытие электрода; 10 — стержень электрода; 11 — электрододержатель; 12 — сварочная цепь; 13 — источник питания; H — высота сварочного шва; h — глубина проплавленного металла заготовок; l — ширина сварочного шва
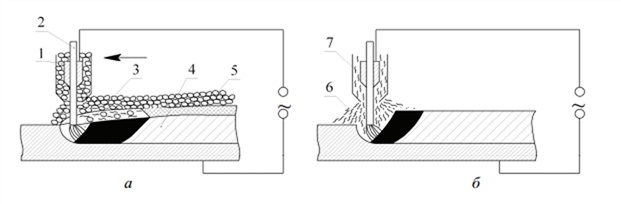
Рис. 1.2. Схема сварки под флюсом (а) и в среде защитных газов (б)
По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны и образует легко отделяющуюся от шва шлаковую корку 5, металл же сварочной ванны кристаллизуется в виде сварного шва 4. Шлак защищает металл от воздействия кислорода и азота воздуха, легирует и замедляет охлаждение металла шва, что улучшает качество наплавленного металла при высокой производительности процесса.
При автоматической сварке в защитном газе (рис. 1.2, б) возникающая между электродом и металлом дуга окружена газом 6, подаваемым под небольшим давлением из сопла 1. Газовая защита применяется при сварке плавящимися и неплавящимися электродами. Назначение газа сводится к физической защите сварочной ванны от воздействия воздуха.
Способы сварки.
Кратко рассмотрим наиболее распространенные способы сварки.
Сварка в камерах с контролируемой атмосферой применяется для соединения легкоокисляющихся металлов и их сплавов. В камере можно создать атмосферу из инертных газов - это обеспечит высокое качество сварного соединения.
Сварка трехфазной дугой применяется при ручной и механизированной сварке. Суть этого способа заключается в том, что к двум электродам, закрепленным в специальном держателе, и к свариваемому изделию подводится переменный ток от трехфазного источника питания. После возбуждения горит не одна дуга, как обычно, а одновременно три дуги: между обоими электродами и между каждым из электродов и изделием. Эта тройная дуга по отношению к свариваемому изделию является независимой и делает расплавление электродов непрерывным процессом, обеспечивая высокое качество сварного шва.
При сварке ненлавящимся электродом дуга горит между вольфрамовым электродом и изделием. При этом электрод проходит через насадку, по которой в зону сварки подается аргон. Поэтому такая сварка называется аргоновой. Диаметр вольфрамового электрода может быть 1-4 мм. Аргоновая сварка деталей толщиной 3 мм и более эффективно выполняется невольфрамовым плавящимся электродом на автоматах и полуавтоматах. Этот способ сварки более производительный, чем сварка вольфрамовым электродом, и может применяться для сварки практически всех металлов: легированных сталей, меди, никеля и их сплавов, титана, алюминия, алюминиевых и магниевых сплавов, которые свариваются даже без применения флюсов. Главным преимуществом такой сварки является то, что в процессе работы сварщик может видеть место сварки и регулировать процесс.
Сварка в углекислом газе может выполняться как неплавящимся, так и плавящимся электродом на автоматах и полуавтоматах.
1.2. Источники питания дуговой сварки
Главной особенностью сварочных источников тока является то, что они способны выдерживать во время работы многократные короткие замыкания во вторичной цепи. Это происходит при зажигании дуги касанием электродов и во время сварки, когда скорость подачи плавящегося электрода опережает скорость его плавления.
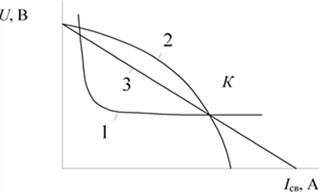
Рис. 1.3. Внешние характеристики источника питания при слабо- и крутопадающей статической характеристике дуги
Более того, из-за нелинейности ВАХ дуги, имеющей падающий, жесткий и восходящий участки, ВАХ источника питания должна иметь соответствующий вид.
При сварке в автоматическом режиме под флюсом с саморегулированием дуги, имеющей жесткую характеристику, ВАХ ИП должна быть пологопадающей для повышения саморегулирования дуги. При сварке же в среде защитных газов и при большой плотности постоянного тока в электроде ВАХ дуги возрастающая. Таким образом, внешняя характеристика ИП для еще большей активности саморегулирования должна быть жесткой или возрастающей. Источники питания должны обеспечивать возможность настройки различных режимов сварки - установление заданных значений тока и напряжения, обеспечивающих сварочный ток.
Оценкой динамических характеристик ИП служит скорость нарастания напряжения на его зажимах при переходе от режима короткого замыкания к режиму холостого хода. При этом важным является время нарастания напряжения от нуля до возбуждения дуги и время восстановления напряжения: каждый из этих параметров не должен превышать 0,03 с.
Источники питания сварочной дуги переменного тока – это сварочные трансформаторы, которые бывают одно- и трехфазными, а по количеству питаемых сварочных постов - одно- и многопостовыми.
По возможности получения падающих внешних характеристик и регулирования тока источники питания бывают двух типов: трансформаторы с нормальным магнитным рассеянием, состоящие из двух раздельных аппаратов (трансформатор и дроссель), и трансформаторы с развитым магнитным рассеянием (с подвижными катушками, с магнитными шунтами, со ступенчатым регулятором).
Трансформаторы с отдельным дроссельным регулятором (рис. 1.4), сопротивление которого можно изменять в широких пределах, состоит из сердечника А с двумя обмотками: первичной I и вторичной II, создающей напряжение холостого хода 60-65 В. Первичную обмотку подключают к сети переменного тока напряжением 220 или 380 В.
Регулятор тока - дроссель В состоит из магнитопровода (ярмо) и обмотки, расположенной на неподвижной части магнитопровода (якорь). Между ярмом и якорем делают воздушный зазор 5, изменяя который с помощью винта можно осуществлять плавное регулирование сварочного тока. При увеличении зазора 5 электрическое сопротивление (индуктивное) дросселя уменьшается, а ток в сварочной цепи увеличивается. При уменьшении же зазора 5 электрическое сопротивление дросселя увеличивается, а сварочный ток уменьшается.
Дроссельная катушка в цепи создает падающую внешнюю характеристику, благодаря этому напряжение на дуге изменяется в соответствии с колебаниями и изменениями ее длины.
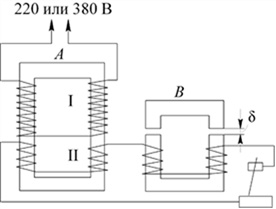
Рис. 1.4. Схема сварочного аппарата с отдельным регулятором: А - трансформатор; В - дроссель; I - первичная обмотка; II - вторичная обмотка; 8 - воздушный зазор
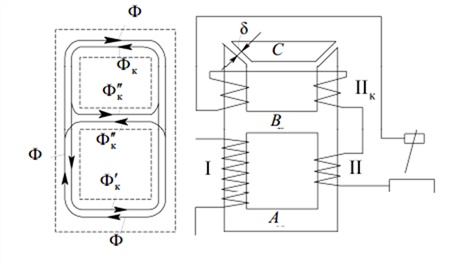
Рис. 1.5. Схема трансформатора СТН со встроенным регулятором: А - магнитопровод трансформатора; В - магнитопровод регулятора; С - ярмо; Ф - основной магнитный поток; Фк - магнитный поток регулируемого контура; Ф'к - магнитный поток первичного контура; Ф''к - магнитный поток вторичного контура
Сварочный трансформатор типа СТН со встроенным регулятором (рис. 1.5) имеет на общем магнитопроводе три обмотки: первичную I и вторичную II обмотки трансформатора и обмотку регулятора (дроссельную катушку) IIK, включенную последовательно со вторичной обмоткой.
Регулирование сварочного тока обеспечивается изменением воздушного зазора 5 между магнитопроводом и якорем С.
Главным преимуществом трансформаторов этой серии является компактность, меньший расход меди и трансформаторной стали; при изменении тока с большого значения до минимального напряжение холостого хода несколько увеличивается, что обеспечивает высокую устойчивость горения сварочной дуги.
Трансформаторы с повышенным магнитным рассеянием имеют наибольшее распространение при ручной дуговой сварке, в них регулирование сварочного тока осуществляется изменением расстояния между обмотками или подвижным магнитным шунтом. Этим способом изменяют сопротивление потока рассеяния и соответственно индуктивность трансформатора: при увеличении сопротивления шунтирующей цепи индуктивность рассеяния трансформатора снижается и соответственно сварочный ток увеличивается.
Источники питания сварочной дуги постоянного тока подразделяют на две группы: сварочные преобразователи и сварочные выпрямители. Технические характеристики некоторых сварочных источников питания приведены в табл. 1.1.
Сварочный преобразователь состоит из генератора постоянного тока и двигателя (электродвигателя или двигателя внутреннего сгорания).
Однопостовые сварочные генераторы делятся на три основные группы, в зависимости от схемы формирования падающей внешней характеристики:
1) генераторы с расщепленными полюсами и с поперечным полем, падающая внешняя характеристика которых обеспечивается путем размагничивания основного поля генератора магнитным полем реакции якоря;
2) генераторы с независимым возбуждением, падающая внешняя характеристика которых обеспечивается уменьшением основного магнитного потока генератора потоком последовательной обмотки. Питание независимой обмотки возбуждения осуществляется от генератора - возбудителя или выпрямителя;
3) генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками, падающая внешняя характеристика которых обеспечивается размагничивающим действием потоков последовательной обмотки и реакции якоря генератора.
В генераторах сварочного тока с расщепленными полюсами предусмотрен двойной способ регулировки сварочного тока: сдвигом щеток и реостатом в цепи регулируемой обмотки, что позволяет увеличить пределы изменения тока без радикального изменения напряжения холостого хода генератора. Сдвиг щеток против направления вращения якоря генератора уменьшает размагничивание потока реакции якоря и увеличивает ток короткого замыкания (сварочный ток). Сдвиг же щеток по направлению вращения якоря уменьшает ток короткого замыкания.
Централизованная схема питания сварочных постов (СП) с применением многопостовых сварочных генераторов обладает рядом преимуществ перед однопостовым вариантом: сокращаются затраты на приобретение, ремонт и обслуживание СП; уменьшается потребность в площадях; увеличивается коэффициент использования оборудования и др.
Для создания нормальной работы СП при их питании от многопостового генератора, последний должен иметь жесткую внешнюю характеристику, т. е. напряжение генератора при изменении тока не должно изменяться более чем на 5 % от номинального значения.
Читайте также: