Источники питания сварочной дуги реферат
Обновлено: 14.05.2024
В отличие от обычных потребителей электроэнергии (лампы накаливания, электродвигатели, печи сопротивления и др.) электрическая дуга имеет следующие особенности: для зажигания дуги требуется напряжение значительно более высокое, чем для поддержания ее горения; она горит с перерывами, во время которых происходит либо разрыв электрической цепи, либо короткое замыкание. Во время горения дуги с изменением ее длины меняются напряжение и сила тока. При коротком замыкании в момент зажигания и переходе капли расплавленного электродного металла на заготовку напряжение дуги падает до нуля.
На основании этих особенностей сформулированы перечисленные ниже требования к источникам питания, которые должны обеспечить три режима — рабочий, холостого хода и короткого замыкания.
1. Напряжение холостого хода на зажимах источника питания (при разомкнутой сварочной цепи) должно в 2. 3 раза превышать напряжение горения дуги и быть достаточным для ее легкого возбуждения, но в то же время его значение не должно быть больше допустимого, безопасного для сварщика. Максимальное напряжение холостого хода установлено в следующих пределах: для источников переменного тока — до 80 В; для источников постоянного тока — до 90 В.
2. Мощность источника питания должна соответствовать толщине свариваемых заготовок. Необходимо, чтобы источник питания был оснащен устройством для плавного регулирования силы тока.
3. Сила тока Iк.з. при коротком замыкании должна иметь ограниченное значение. Нормальный процесс дуговой сварки обеспечивается, если
Iк.з.= (1,1. 1,5)Iсв.. В некоторых случаях Iк.з. достигает значения, равного 2Iсв.. При очень больших значениях Iк.з. происходит перегрев электрода и источника питания.
4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что необходимо для устойчивого горения дуги.
5. При изменении напряжения на дуге сила тока не должна существенно изменяться, так как значительные отклонения от параметров режима приведут к снижению качества сварного соединения.
6. Источники питания дуги должны иметь небольшие массу в размеры, быть недорогими и удобными в эксплуатации.
Основными техническими показателями источников питания дуги являются внешняя характеристика, напряжение холостого хода, относительная продолжительность работы и относительная продолжительность включения при прерывистом режиме.
II. Источники питания переменного тока, устройство, назначение, принцип работы.
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) — это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Внешние характеристики сварочных генераторов, показанные на рис. 1 (кривые 1 и 2), являются падающими. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. При одинаковом падении напряжения (изменении длины дуги) изменение сварочного тока неодинаково при неодинаковых внешних характеристиках источника. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1, при пологопадающей — а2.
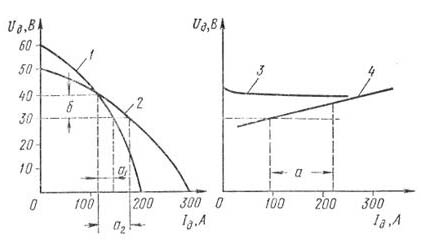
Рис. 1. Внешняя характеристика источников питания: 1 — крутопадающая внешняя характеристика; 2 — пологопадающая; 3 — жёсткая; 4 — пологовозрастающая
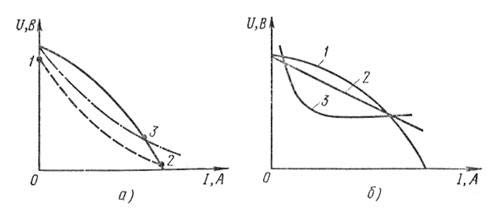
Рис. 2. Внешняя характеристика источников питания и сварочной дуги: а — сплошная линия — генератора, штрихованная — дуги в момент возбуждения; штрихпунктирная — дуги при горении; б — характеристика источников питания сварочной дуги.
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 2). В момент зажигания дуги (рис. 2, а) напряжение падает по кривой от точки 1 до точки 2 — до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3 — 5 мм напряжение возрастает по кривой 2—3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с, этой величиной оцениваются динамические свойства источника.
На рис. 2 показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке. Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В (повышение напряжения облегчает зажигание дуги, но одновременно увеличивается опасность поражения сварщика током). Для постоянного тока напряжение зажигания должно быть не менее 30 — 35 В, а для переменного тока 50 — 55 В. Согласно ГОСТ 7012 —77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В.
Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания.
Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питания (рис. 1, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (рис. 1, кривая 4).
СВАРОЧНЫЕ ТРАНСФОРМАТОРЫ
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые. Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику.
Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включает дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
1) трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
2) трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
ОБСЛУЖИВАНИЕ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ
При эксплуатации сварочных трансформаторов следует следить за надежностью контактов, не допускать перегрева обмоток, сердечника и его деталей. Необходимо раз в месяц смазывать регулировочный механизм и не допускать загрязнений рабочих частей трансформаторов. Необходимо следить за надежностью заземления и оберегать трансформатор от механических повреждений.
При работе трансформатора нельзя допускать превышения величины сварочного тока против указанной в паспорте. Запрещается перетаскивание трансформатора или регулятора с помощью сварочных проводов. Раз в месяц трансформатор необходимо обдуть (очистить) струей сухого сжатого воздуха и проверить состояние изоляции. Попадание влаги на обмотки трансформатора резко снижает электрическое сопротивление, в результате чего возникает опасность пробоя изоляции. Если сварочные трансформаторы установлены на открытом воздухе, их необходимо укрывать от атмосферных осадков. В таких случаях следует делать навесы или специальные передвижные будки.
III. Источники питания постоянного тока, устройство, назначение, принцип работы.
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямители установки (сварочные выпрямители).
Сварочные выпрямители — это устройства, преобразующие с помощью полупроводниковых элементов — вентилей — переменный ток В постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении; в обратном направлении они (полупроводники) практически электрический ток не пропускают. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Селеновые полупроводники получили большое распространение потому, что они дешевые и обладают большой перегрузочной способностью (их к. п. д. около 75 %). Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами (табл.), так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования), отсутствует шум при работе. Дефицитные медные обмотки заменены в них на алюминиевые.
Принцип работы сварочного выпрямителя
Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой.
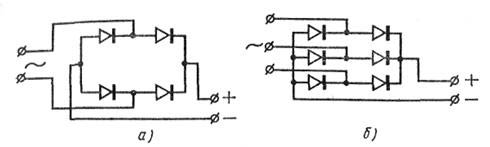
Рис. 1. Принципиальные типовые схемы выпрямителей: а — однофазная мостовая, б — трехфазная мостовая
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя.
При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
- с крутопадающими характеристиками;
- с жесткими (или пологопадающими) характеристиками;
- универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.
Сварочные генераторы постоянного тока подразделяются:
1) по количеству питаемых постов – на однопостовые и многопостовые;
2) по способу установки – на стационарные и передвижные;
3) по роду привода – генераторы с электрическим приводом и генераторы с двигателем внутреннего сгорания;
Источник питания дуговой сварки переменного тока
История открытия явление электрической дуги и ее применения в сварке металлов. Классификация дуговой сварки по степени механизации процесса, рода тока, полярности, типа дуги. Технические характеристики сварочных трансформаторов переменного тока.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 04.05.2010 |
| Размер файла | 52,9 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Источник питания дуговой сварки переменного тока
Дуговая сварка - процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет электрической дуги, возникающего между свариваемым металлом и электродом. Ольшанский Т. А. Сварка в машиностроении. - М.: Ника, 1998.
Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии.
При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
1. ИСТОРИЯ ЭЛЕКТРОСВАРКИ
1802 год - В.В. Петров открыл явление электрической дуги и указал, что появляющийся «…белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может» Фролов В. В. Теория сварочных процессов. - М., 1989. .
1803 год - В.В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…» Там же. , где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год - Н.Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1889 год - Н.Г. Славянов впервые в мире применил дуговую электросварку при постройке судов.
1893 год - На Всемирной выставке в Чикаго Н.Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год - В.Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Дуга представляет собой электрический разряд в газе между электродами, к которым подведено напряжение источника тока. Малыш В. М., Сорока М. М. Электрическая сварка. - Киев: Техніка, 1986.
Ток в дуге обусловлен так называемыми свободными электронами и положительными и отрицательными заряженными частицами вещества - ионами. Процесс образования этих частиц называется ионизацией. В средней части дуги расположен столб дуги, ярко светящейся и имеющей температуру около 6000 градусов по Цельсию. Столб заканчивается на электродах катодным и анодным пятнами, через которые проходит весь ток дуги.
Плотность тока на пятнах весьма велика, благодаря чему в этих зонах происходит интенсивное нагревание до температуры испарения материала электродов. Столб дуги окружает пламя - раскалённые пары и газы, температура которых резко падает по мере удаления от столба.
Дугу перемещают при сварке в ручную или механически вдоль кромок соединяемых деталей, благодаря чему достигается непрерывное плавление их и образование соединения - сварного шва. Глубиной проплавления называется наибольшая глубина расплавления основного металла в сечении шва.
2. КЛАССИФИКАЦИЯ ДУГОВОЙ СВАРКИ Ольшанский Т. А. Сварка в машиностроении. - М.: Ника, 1998.
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде);
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности;
- электрическая дуга, питаемая переменным током.
По типу дуги различают
- дугу прямого действия (зависимую дугу);
- дугу косвенного действия (независимую дугу).
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом;
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым).
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.
Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима.
Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием);
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом);
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами);
- дуговая сварка с газовой защитой (в среде защитных газов);
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс).
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва. Никифоров В. М. Технология металлов и конструкционные материалы. - Ленинград, 1986.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например - водяного пара.
Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
В зависимости от способа дуговой сварки, т. е. от материала применяемого электрода, свойства электрической дуги меняются. Так, при горении дуги между свариваемым металлическим изделием и угольным электродом дуги имеет большую длину и несколько иную форму, чем дуга, горящая между изделием и металлическим электродом.
В последнем случае явления, происходящие в дуге, значительно сложнее, так как в дуговом промежутке помимо паров, образуемых при сгорании электрода, присутствуют капли расплавленного и пары сгорающего в дуге электродного покрытия.
Если дуговая сварка по способу Бенардоса производится голым угольным электродом, то при сварке по способу Славянова на плавящийся металлический электрод обычно наносится покрытие, в зависимости от состава и толщины наносимого слоя может быть ионизирующим либо так называемым качественным, т.е. обеспечивающим получение повышенного качества наплавленного металла.
3. ИСТОЧНИКИ ПИТАНИЯ ПЕРЕМЕННОГО ТОКА ДЛЯ ДУГОВОЙ СВАРКИ
При дуговой сварке применяют переменный и постоянный ток и в соответствии с этим разнообразные источники питания: для переменного тока - сварочные трансформаторы, для постоянного тока - сварочные агрегаты, преобразователи и выпрямители.
Наиболее распространенным источником питания при ручной дуговой варке являются сварочные трансформаторы.
Падающая внешняя характеристика сварочных трансформаторов достигается включением в сварочную цепь реактора (регулятора), обладающего достаточным индуктивным сопротивлением. Реакторы выполняются в виде отдельных агрегатов или в комбинации с трансформатором, имеющем общий сердечник (прил. 1 рис. 1) Фролов В. В. Теория сварочных процессов. - М., 1989. .
Первичные обмотки трансформаторов изготавливают из голой меди на стандартное напряжение 220 и 380 В или с переключателями витков на 220/380 В.
Промышленностью выпускаются несколько типов сварочных трансформаторов. Ольшанский Т. А. Сварка в машиностроении. - М.: Ника, 1998.
Сварочные трансформаторы типа ТСП. Переносные однопостовые трансформаторы, выпускаемые в двух исполнениях, предназначены для питания дуги при ручной дуговой сварке.
Трансформатор ТСП-1 имеет повышенную индуктивность рассеяния, необходимую для получения падающей внешней характеристики. Первичная и вторичная обмотки расположены надвухстержневом магнитопроводе, причем первичная обмотка имеется только на одном стержне. Особенностью трансформатора является то, что он не имеет подвижных частей в магнитопроводе. Регулировка сварочного тока производится переключением витков вторичной обмотки. Охлаждение трансформатора - естественное, воздушное.
Трансформатор ТСП-2 выполнен с подвижными катушками, поэтому регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. Оба трансформатора имеют однокорпусную конструкцию.
Сварочные трансформаторы типа ТС имеют большую мощность, но также являются однопостовыми. Сердечники трансформаторов стержневого типа. Катушки первичной обмотки неподвижны, а вторичной обмотки могут перемешаться с помощью ходового винта. Рукоятка этого винта выведена на крышку кожуха. Там же расположена шкала силы тока.
Сварочные трансформаторы типа СТЭ. Однопостовые трансформаторы этого типа являются наиболее распространенными. Благодаря последовательно включенным регуляторам (реакторам) трансформаторы имеют падающие характеристики. Они имеют двухкорпусное исполнение и состоят из собственного однофазного понизительного трансформатора и регулятора, служащего для плавного регулирования силы сварочного тока и создания падающей характеристики. Регулятор, имеющий небольшую относительную массу, может легко перемещаться сварщиком, что обеспечивает удобство эксплуатации. Регулятор имеет одну обмотку из голой меди прямоугольного сечения.
Он снабжен механическим токоуказателем, шкала которого проградуирована в амперах, обеспечивающим погрешность показаний в пределах ±10%. Конструкция кожухов обеспечивает защиту от осадков, поэтому трансформаторы могут работать и на открытом воздухе.
Сварочный трансформатор ТД-500. Однопостовой сварочный трансформатор предназначен для питания электрической дуги при ручной дуговой сварке, резке и наплавке металлов переменным током частотой 50 Гц.
У него два диапазона регулирования тока. Для диапазона малых токов (85-240 А) напряжение холостого хода увеличено до 76 В, что обеспечивает хорошее зажигание и стабильное горение дуги при сварке электродами диаметром 3-5 мм. Обмотки трансформатора выполнены с теплостойкой и влагостойкой изоляцией. Трансформатор-регулятор собирается на общем магнито-проводе.
Подъем (увеличение сварочного тока) и опускание пакета (уменьшение сварочного тока) осуществляются электродвигателем мощностью 0,25 кВт через систему передач, которая включается двумя магнитными пускателями, управляемыми двумя пусковыми импульсными кнопками. Точная регулировка силы тока должна производиться по амперметру пульта управления автомата.
Сварочные трансформаторы ТДФ-1001 и ТДФ-1601 являются более мощными однопостовыми трансформаторами, предназначены для питания дуги однофазным переменным током частотой 50 Гц при автоматической и полуавтоматической сварке под флюсом. Регулирование тока осуществляется подмагничиванием магнитного шунта. Схема управления обеспечивает стабилизацию сварочного режима.
Трансформаторы выполняются в однокорпусном исполнении.
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла и малым временем существования сварочной ванны в жидком состоянии, т. е. в состоянии, доступном для металлургической обработки металла сварного шва. Кроме того, специфичны процессы кристаллизации сварочной ванны, начинающиеся от границы сплавления, и образования изменённого по своим свойствам металла зоны термического влияния.
Сварка сопровождается комплексом одновременно протекающих процессов, основными из которых являются: тепловое воздействие на металл в зоне термического влияния, термодеформационные плавления, металлургической обработки и кристаллизации металла в объёме сварочной ванны.
Физическая свариваемость характеризует принципиальную возможность получения монолитных сварных соединений и главным образом относится к разнородным металлам.
Сварка - это один из ведущих технологических процессов обработки металлов. Большие преимущества сварки обеспечили её широкое применение в народном хозяйстве. С помощью сварки осуществляется производство судов, турбин, котлов, самолётов, мостов, реакторов и других необходимых конструкций.
Список литературы
1. Малыш В.М., Сорока М.М. Электрическая сварка. - Киев: Техніка, 1986.
2. Никифоров В М. Технология металлов и конструкционные материалы. - Ленинград, 1986.
Четыре вида источников питания электрической дуги при сварке
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров.
По причине того, что для электродуговой сварки требуются особые параметры питающего тока и напряжения (приводя усредненный пример — напряжение низкое, а ток очень большой), стандартное напряжение бытовой или промышленной сети требуется, как минимум, понизить.
Как максимум — привести рабочие характеристики питания в соответствие с заданной потребностью. Поэтому к источникам питания сварочной дуги выдвигаются особые требования.

Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Трансформатор

Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Простой понижающий трансформатор понижает вольтаж сети до величины холостого хода — 60…80 В. В дальнейшем при работе поддерживается напряжение сварки в 20 В.
Трансформатор варит только переменным током. Его достоинство состоит в простоте конструкции (можно изготовить своими руками, рассчитав число витков обеих намоток).
Он имеет высокий КПД, сравнительно небольшой расход энергии, отличается надежностью в сочетании с ремонтопригодностью. Трансформаторный источник питания дуги бесшумно работает, относительно немного стоит.
Но использование для сварки переменного тока имеет и определенные недостатки. У такого источника питания сварочной дуги большие габариты и очень большая масса.
Дуга горит нестабильно, и сильно зависит от скачков питающего напряжения. Возникает необходимости в использовании специальных покрытых электродов. Перечень металлов и сплавов, которые можно варить переменным током (в основном это низкоуглеродистые стали), ограничен.
Выпрямитель

Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам.
У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии.
Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить.
Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги.
Преобразователи
Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током.

По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора.
Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику.
Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально.
Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя.
Инверторы
Инверторы — особый класс источников питания сварочной дуги. Это сварочные аппараты, которые оптимально подходят для бытовых нужд.

Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети.
Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети.
Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного.
Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата.
Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима.
К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке.
Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки.
Виды источников питания для дуговой сварки
Для ручной дуговой сварки штучными плавящимися электродами с покрытием (метод ММА):
- трансформаторы (предназначены для сварки на переменном токе);
- выпрямители (предназначены для сварки на постоянном токе);
- инверторы (для сварки на постоянном токе - постоянный ток получают по инверторной схеме).
Содержание
1. Введение
2. Мощный сварочный инвертор -Master 5001 ……………………………4
3. Инвертор -BlueWeld Best 260 CE ………………………………………..5
4. Сварочный инвертор постоянного тока -Fubag IN 200 LV ……………6
5. Инверторы -KITin-150LA, KITin-170LA………………………………..7
6. Сварочный трансформатор переменного тока -Fubag………………….9
7. Трансформатор сварочный -ТДМ-259 …………………………………10
8. Выпрямитель сварочный -ВДГ-303-3…………………………………..11
9. Выпрямитель сварочный многопостовой -ВДМ-6303С………………12
10. Мощный аппарат для сварки ММА -Master MLS …………………….12
11. Сварочные аппараты Minarc……………………………………………14
12. MasterTig MLS ACDC…………………………………………………. 15
13. Аппарат для методов TIG, ММА-MasterTig AC/DC 3500W…………17
14. MinarcTig™……………………………………………………………. 19
15. Заключение………………………………………………………………21
16. Список литературы……………………………………………………. 22
Вложенные файлы: 1 файл
Источники питания для дуговой сварки.docx
ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО
ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Машины и автоматизация сварочного производства»
Дисциплина «Оборудование отрасли»
Тема: Виды источников питания для дуговой сварки
- Введение
- Мощный сварочный инвертор -Master 5001 ……………………………4
- Инвертор -BlueWeld Best 260 CE ………………………………………..5
- Сварочный инвертор постоянного тока -Fubag IN 200 LV ……………6
- Инверторы -KITin-150LA, KITin-170LA………………………………..7
- Сварочный трансформатор переменного тока -Fubag………………….9
- Трансформатор сварочный -ТДМ-259 …………………………………10
- Выпрямитель сварочный -ВДГ-303-3…………………………………..11
- Выпрямитель сварочный многопостовой -ВДМ-6303С………………12
- Мощный аппарат для сварки ММА -Master MLS …………………….12
- Сварочные аппараты Minarc……………………………………………14
- MasterTig MLS ACDC…………………………………………………. 15
- Аппарат для методов TIG, ММА-MasterTig AC/DC 3500W…………17
- MinarcTig™…………………………………………………… ………. 19
- Заключение…………………………………………………… …………21
- Список литературы…………………………………………………… . 22
Источник питания входит в состав любой установки для дуговой и электрошлаковой сварки. Он снабжает дугу или электрошлаковый процесс электрической энергией необходимых параметров. При дуговой сварке применяются токи от 1 до 3000 А при напряжении от 8 до 140 В. Сварка может выполняться на постоянном и переменном токе как при непрерывной, так и при импульсной подаче энергии. В зависимости от вида электрической энергии и характера ее преобразования различают следующие типы источников питания.
Трансформатор понижает переменное напряжение сети до необходимого при сварке. Выпрямитель преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока. Генератор преобразует механическую энергию вращения в электрическую энергию постоянного тока. Преобразователь является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора и, следовательно, преобразует сетевую энергию в используемую для сварки энергию постоянного тока.
Агрегат состоит из двигателя внутреннего сгорания и генератора постоянного тока, в нем для получения сварочного тока используется химическая энергия сгорания жидкого топлива.
Различают источники общепромышленного и специального назначения. К общепромышленным относятся источники для ручной сварки покрытыми электродами и механизированной сварки в углекислом газе и под флюсом, они предназначены в основном для сварки углеродистых и легированных сталей средней толщины. Специализированные источники разработаны для сварки тонколистовых изделий и цветных металлов, а также для выполнения процессов, родственных сварке — наплавка, напыление, резка. Эти источники отличаются относительной сложностью, насыщены элементами автоматики, обладают высокими сварочными свойствами.
Для ручной дуговой сварки штучными плавящимися электродами с покрытием (метод ММА):
- трансформаторы (предназначены для сварки на переменном токе);
- выпрямители (предназначены для сварки на постоянном токе);
- инверторы (для сварки на постоянном токе - постоянный ток получают по инверторной схеме).
Мощный сварочный инвертор, пригодный для всех типов сварки ММА, а также для многих других работ.
Диапазон использования расширяется благодаря высокой нагрузочной способности.
Также предлагаются модели для сварки MIG/MAG.
Дистанционное управление и возможность использования длинных кабелей увеличивают радиус действия.
Монтаж и установка.
Ремонт и техническое обслуживание.
Судостроительные верфи и морская нефтедобыча.
Химическая и обрабатывающая промышленность.
Достаточный запас мощности для ручной дуговой сварки.
Master 5001 – это сварочный инвертор стабилизированного постоянного тока и стабилизированного постоянного напряжения, используемый в трехфазных сетях и способный обеспечивать сварочный ток силой до 500 A. Кроме сварки MMA он также подходит для строжки угольной дугой и сварки TIG на постоянном токе.
Благодаря высокой нагрузочной способности источник питания Master 5001 также отлично подходит для сварки с использованием длинных кабелей и толстых электродов.
Этот источник питания также прекрасно подходит для совместной эксплуатации с Kemppi ArcFeed или любым другим устройством подачи проволоки с технологией потенциального считывания, даже для сварки MIG/MAG.
Источник питания с широким спектром применения
Master 5001 – это универсальное устройство для профессионалов по металлообработке, поскольку оно пригодно не только для сварки MMA, но и для строжки угольной дугой, сварки TIG на постоянном токе и сварки MIG/MAG с использованием устройства подачи проволоки с технологией потенциального считывания.
Высокая нагрузочная способность, управляемость и пульты дистанционного управления позволяют использовать широкий набор электродов и обеспечивают большой радиус действия. Эти характеристики делают данный источник питания прекрасным помощником для выполнения отдельных сварочных работ, ремонта и промышленной сварки.
Инвертор BlueWeld Best 260 CE
Сварочный инвертор BlueWeld BEST 260 CE - 380 В, 2 Ф, 7,5 кВт, 1,6 - 5 мм, 12,3 кг. Переносной двухфазный сварочный инвертор постоянного тока с воздушным охлаждением для сварки MMA и TIG (контактное зажигание).
Технические характеристики:
- Напряжение сети: 380, 2Ф
- Мощность при нагрузке 60%: 6 кВт
- Максимальная мощность: 7,5 кВт
- Сварочный ток:
min: 5 А
max: 220 А
- Нагрузка от максимальной, %: 40
- Сварочный ток при нагрузке в % от максимальной: 220 А
- Сварочный ток при нагрузке 60%: 180 А
- Диаметр электрода: 1,6 - 5 мм
- Габариты (длина*ширина*высота): 470*170*285 мм
- Вес: 12,3 кг
Подробности:
- Возможно использование широкого диапазона электродов: с основным, рутиловым и целлюлозным покрытием, для нержавеющей стали, чугуна, алюминия и т.д.
- Высокая стабильность сварочного тока при колебании напряжения в сети.
- Стабильная дуга, функции регулирования силы дуги "Arc Force", "горячего старта" и защита от прилипания электрода.
- Регулирование мощности дуги и "горячего" старта в зависимости от типа электрода.
- Возможность подключения дистанционного управления.
- Термозащита, защита от перегрузок, повышенного и пониженного напряжения.
- Небольшие вес и габариты
- Моментальный контроль переноса капли в сварочную ванн
Сварочный инвертор постоянного тока Fubag IN 200 LV
Сварочный инвертор постоянного тока Fubag IN 200 LV - 220 В, 1Ф, 16 А, 67 В, 10-200 А, 1,6-5 мм, 7,9 кг. Самый лёгкий инвертор с током 200 А.
- Напряжение сети: 220, 1Ф
- Плавкий предохранитель: 16 А
- Напряжение холостого хода: 67 В
- Сварочный ток:
min: 10 А
max: 200 А
- Нагрузка от максимальной: 40 %
- Сварочный ток при нагрузке в % от максимальной: 200 А
- Диаметр электрода: 1,6 - 5 мм
- Класс защиты: IP 23
- Габариты (длина*ширина*высота): 400*260*360 мм
- Вес: 7,9 кг
- Однофазный сварочный инвертор постоянного тока специально разработан для периодических работ в строительстве, монтажных и ремонтных работ различной степени сложности.
- Благодаря уникально малой массе и габаритам успешно применяется для работ в труднодоступных местах.
- Обладает всеми преимуществами инверторов серии IN.
- Регулируемая функция HOT-START в соответствии с типом используемого электрода;
- Возможность MMA и TIG LIFT ARC сварки (аргонодуговой сварки с облегченным контактным поджигом дуги (LIFT));
- Микропроцессорное управление и цифровая индикация параметров сварки на передней панели аппарата позволяют эффективно отслеживать характеристики сварочного процесса;
- Класс защиты IP 23 позволяет использовать аппарат на открытом воздухе.
- Дополнительно оснащён:
технологией "Low Voltage" (LV), что позволяет аппарату адаптироваться к текущему напряжению в сети в диапазоне от 85 до 265 вольт;
встроенным корректором мощности (ЗАС) для работы от удлинённого сетевого кабеля;
усиленными кабелями (35 мм2 х 5 м) для длительной интенсивной работы
Дополнительные опции и комплектация:
- Электрододержатель с кабелем;
- Зажим заземления с кабелем;
- Кабель сетевой;
- Ремень для переноски.
- Инверторы KITin-150LA, KITin-170LA
Высокочастотные генераторы сварочного тока - инверторы, предназначены для ручной дуговой сварки покрытым электродом, а также неплавящимся электродом в среде защитных газов.
Благодаря отличным сварочным свойствам, небольшому весу, малым габаритам, надежности и оснащению они предназначены для профессионального применения во всех отраслях промышленности.
Данные инверторы оснащены системой контактного зажигания электрической дуги и цифровым управлением, позволяющим устанавливать параметры для сварки по методам ММА и TIG.
Система V.R.D. снижает напряжение холостого хода при простое аппарата до безопасного уровня 12 Вольт. В режиме ММА данную функцию возможно отключить.
Встроенные функции HOT START, ARC FORCE, ANTI STICK обеспечивают следующие возможности:
- беспроблемное, улучшенное зажигание дуги;
- автоматическое регулирование и стабилизацию электрической дуги;
- ограничение тока при угрозе залипания электрода.
В сварочных инверторных выпрямителях KITin-150LA, KITin-170LA функция HOT START может быть отрегулирована по величине и длительности. Таким образом, возможно производить сварку на малых токах даже в момент зажигания дуги и не допускать прожига.
При сварке методом ТИГ возможна установка режимов Импульсной сварки и "Заварки кратера".
Данные инверторы комплектуются вентильными горелками для аргонодуговой сварки.
Читайте также: