Из чего делают флюс для сварки
Обновлено: 04.10.2024
Флюс для сварки используется для получения сварных соединений требуемого качества и защиты расплавленного металла от воздействия кислорода и азота, которые находятся в атмосферном воздухе. Флюсы обеспечивают легкую отделяемость шлака и минимальное количество вредных газов и пыли, выделяющихся при сварке.
ФЛЮС для сварки.
Флюс для сварки используется для получения сварных соединений требуемого качества и защиты расплавленного металла от воздействия кислорода и азота, которые находятся в атмосферном воздухе. Сварка, производящаяся под флюсом, автоматическая и полуавтоматическая, чаще всего применяется для швов, выполняемых в нижнем положении, когда свариваемые детали располагаются встык в одной плоскости, близкой к горизонтальной. Она также широко применяется для наплавки, чтобы восстановить размеры изношенных деталей или сформировать поверхностный слой с необходимыми свойствами.
Чаще всего такой метод сварки используется в кораблестроении, нефтяной и газовой отраслях, а так же на производстве, где стандартное применение обычных сварочных материалов недопустимо или технологически ограничено.
 |  |
Флюс для сварки - разновидности, преимущества и назначение
Флюс - это неметаллический материал, применяемый в зоне сварки, наплавки, пайки для создания защиты ванны, восстановления окислов, разжижения и понижения температуры шлаков. Кроме этого, этот сварочный материал используют для выполнения металлургических функций по получению шва нужного химического состава.
Для дуговой сварки и наплавки применяют обычно зернистый или порошкообразный флюс. Такой же флюс используют и для электрошлаковой сварки, но с дополнительными специальными свойствами по электропроводности.
Для газовой сварки и пайки в качестве флюсов применяют пасты, порошки и газ.
Особенности и преимущества работы со сварочным флюсом:
- Улучшение условий формирования шва
- Защита расплавленного металла в сварочной ванне
- Устойчивость горения сварочной дуги
- Снижение энергетических затрат на сварку
- Исключение разбрызгивания металла
- Высокая производительность выполнения сварочных швов
По назначению флюсы разделяют на три группы:
- для сварки углеродистых и легированных сталей;
- для сварки высоколегированных сталей;
- для сварки цветных металлов и их сплавов.
ВНИМАНИЕ! Не все марки флюсов, предназначенные для сварки металлов одной из этих групп, можно использовать для сварки металлов и другой марки! Это обязательно прописывается в технических характеристиках флюса.
Флюсы обеспечивают легкую отделяемость шлака и минимальное количество вредных газов и пыли, выделяющихся при сварке.
Марки флюсов обычно указывают наименование разработчика и порядковый номер флюса. Таким образом, флюсы, разработанные ИЭС им. Патона Е.О., имеют буквенную серию «АН» (АН-348А, АН-348АМ, АН-26С, АН-47 и пр.), что обозначает «Академия наук» (в составе которой находится ИЭС им. Патона).
 |  | |  |
СВАРБИ - поставщик сварочного флюса
Компания СВАРБИ предлагает сварочный флюс для автоматической сварки от следующих известных производителей:
Мы предлагаем Вам лучший выбор и лучшие цены!
У каждого инвертора есть свои плюсы и минусы. Мы протестировали 5 портативных моделей для MMA-сварки до 200 А, обращая внимание на соответствие заявленных производителем показателей.
Многие аргонодуговые горелки (TIG) используются с газовыми линзами. Преимущество в том, что линзы обеспечивают надежную газовую защиту свариваемых материалов.
Современные композитные баллоны отличаются от своих прародителей достаточно многими параметрами. Однако, не многие в курсе о том, что всеми известный газовый баллон развивается, как торговая единица и имеет большой спрос.
Изготовление и использование сварочного флюса

В процессе электродуговой и газовой сварки высокотемпературная зона значительно увеличивает химическую активность, вследствие чего интенсивно окисляется металл, испаряется часть материала сварочной проволоки, снижается интенсивность металлургических процессов, из-за чего плавление оказывается не особо эффективным. С увеличением продолжительности сварки в ванночке скапливается все больше шлаков. Поэтому эта зона должна быть изолирована, что достигается использованием сварочных флюсов — неметаллических композиций с определенными свойствами.
Принцип и условия работы
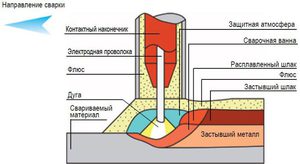
Сварочная зона при установившемся процессе включает такие области:

- Зона дугового столба с температурой внутри 4000−5000 °С.
- Зона газового пузыря, образующаяся вследствие интенсивного испарения атомов в кислородной среде.
- Шлаковый расплав, который легче металла и находится вверху газовой полости.
- Расплавленный металл — внизу полости.
- Шлаковая корка, образующая верхнюю, твердую границу зоны сварки.
На поведение свариваемого материала влияет и сварочная проволока. Так, любая сварка представляет собой миниатюрный металлургический процесс.
От шлаковой корки и окисления, которые ухудшают качество шва, свариваемый металл обезопасить можно путем непрерывной подачи в сварочную зону легкоплавких и одновременно химически инертных компонентов, коими и являются флюсы для сварки. Материалы могут применяться и для поверхностной наплавки. С использованием флюса снижается количество пыли, непременно образующейся в процессе работы.
Использоваться данные материалы должны при следующих условиях:

- Флюс должен не снижать производительность, а стабилизировать процесс.
- Не должно быть химической реакции флюса с основным металлом, сварочной проволокой.
- На протяжении рабочего цикла зона сварочного пузыря должна быть изолированной от окружающей среды.
- По окончании процесса остатки, связываясь с коркой шлака, должны без труда удаляться из рабочей зоны. Причем до 80% отработанного материала после очистки может использоваться снова.
Поскольку эти требования можно назвать даже противоречивыми, оптимальный состав флюса и способ его подачи определяется конкретным видом сварки, конфигурацией соединяемых деталей и производительность процесса.
Классификация сварочных флюсов
Разновидности флюсов характеризуются такими параметрами:

- Внешним видом. Бывают порошковидными, зернистыми, газовыми, в виде пасты. К примеру, для наплавки или электросварки используется порошок или мелкие гранулы (причем у материала должна быть соответствующая электропроводность). Для пайки или газосварки лучше взять пасту, порошок или газ.
- Химическим составом. Требуется химическая инертность при высоких температурах и способность к эффективной диффузии ряда компонентов в металл шва.
- Способом получения. Плавящиеся и неплавящиеся. Первые эффективны при наплавке, когда поверхность металла должна эффективно дополнять иные химические элементы. Вторая группа служит для улучшения механических показателей готового шва, поэтому они используются, когда варят высокоуглеродистые стали и цветные металлы, к примеру, алюминий, плохо сваривающийся в обычных условиях.
- Назначением. Легированная сварочная проволока с флюсом, к примеру, позволяет улучшить химический состав и повысить механическую прочность исходного металла. Высоко ценятся универсальные флюсы, которые могут использоваться для сварки стали, цветных металлов и сплавов.
Типовые составляющие — это марганец и кремнезем, но с целью легирования могут включаться металлы и ферросплавы.
Классификацию часто производится по марке. Определяется она производителем. Например, марки, разработанные Институтом электросварки им. Патона, в обозначении обязательно имеют литеры A. H. Если наличествуют буквы ФЦ, значит, флюс разработало Центральное НИИ транспортного машиностроения. Хоть рецептура изготовления материалов стандартизирована, единой маркировки не существует.
Процесс получения и химический состав
Основа неплавленых флюсов керамическая, а получаются эти материалы путем механического измельчения компонентов на шаровых мельницах. В зависимости от размера фракций флюсы делятся на мелкие (с зерном 0,25−1,0 мм) и нормальные (с зерном размером до 4 мм). Первые используются при сварке проволокой малых диаметров, не более 1,0−1,5 мм, в обозначение добавляется буква М. При значительном количестве компонентов в неплавленом флюсе они предварительно связываются склеиванием, а потом уже частицы размалываются до нужного размера.
В неплавленых флюсах, кроме кремнезема, есть ферросплавы, марганцевая руда, оксиды ряда элементов, металлические порошки. Компоненты подбираются по способности усиливать металлургический процесс в зоне сварки. В итоге улучшаются условия для поверхностного легирования и раскисления металла, зернистость сварного шва становится мельче, а количество вредных примесей в нем уменьшается. Легирующие способности неплавленых материалов позволяет использовать более дешевую сварочную проволоку.
К недостаткам неплавленых флюсов относится, к примеру, то, что их упаковка должна быть плотнее, поскольку компоненты гигроскопичны, а влага ухудшает качество материала. Неплавленые флюсы к соблюдению технологии сварки требовательнее, так как при этом существенно могут измениться условия легирования.
Магнитные флюсы тоже относятся к категории неплавленых. Их эффективность подобна керамическим, однако они дополнительно содержат железный порошок, увеличивающий производительность.
Плавленые флюсы главным образом используются при автоматической сварке. Технология их изготовления включает такие этапы:

- Подготовка и размол компонентов, кроме использующихся в неплавленых флюсах. Сюда же включается плавиковый шпат, мел, глинозем и пр.
- Перемешивание механической смеси во вращающихся мельницах.
- Плавка в газопламенных печах с защитной атмосферой или в электродуговых печах.
- Гранулирование для приобретения итоговыми фракциями требуемого размера зерен. С этой целью расплав флюса выпускается в воду и затвердевает в ней шарообразными частицами.
- Сушка в сушильных барабанах.
- Просеивание и упаковка.
Плавленые флюсы состоят из кремнезема SiO2 и оксида марганца. Марганец восстанавливает оксиды железа, постоянно образующиеся при сварке, и связывает серу в шлаках в сульфид, легко удаляющийся впоследствии со сварного шва. Кремний препятствует росту концентрации окиси углерода. Раскисляющие свойства последнего элемента повышают однородность химического состава металла.
Окраска плавленых флюсов прозрачная или светло-желтая, а плотность их не больше 1,6−1,8 г/см3.
Действие флюсов во время сварки

При ручной сварке флюс насыпается 60-миллиметровым слоем на поверхности металла, прилегающего к будущему стыку. При недостаточной толщине слоя возможен непровар и образование раковин и трещин. После этого при электросварке возбуждается разряд, а при газопламенной сварке поджигается горелка.
По мере перемещения электрода флюс подсыпается на новые поверхности. Так как размеры столба в дуге больше высоты флюса, разряд протекает в жидком расплаве компонентов, воздействующих на металлический расплав с удельным давлением до 9 г/см². В итоге исключается разбрызгивание металла, расходуется меньше сварочной проволоки, растет производительность. Это объясняется способностью флюса использовать более высокие значения рабочего тока без опасений получения прерывистого шва. Ток силой 450−500 А при открытой сварке невозможно применять, потому что дуга выплескивает металл из ванночки.
При полуавтоматической и автоматической сварке флюсы используются следующим образом:
- По специальной трубке флюс подается из бункера.
- Позже подается электродная проволока с катушки, расположенной после емкости с флюсом.
- По мере протекания рабочего процесса часть флюса, не использованная и связанная шлаками, пневматикой отсасывается в емкость.
- Расплавленная и охлажденная шлаковая корка механически удаляется со шва.
Плюсы применения флюсов:

- Отсутствие необходимости в предварительной разделке кромок будущего шва, так как с большими токами электросварки или повышенной концентрации кислорода при сварке газовой металл плавится гораздо интенсивнее.
- Отсутствие угара металла в зоне шва и прилегающих поверхностях.
- Более устойчивая дуга.
- Повышение КПД источника питания в результате снижения потерь энергии, которая тратится на нагрев металла, разбрызгивание его и повышенного расхода флюса и сварочной проволоки.
- Комфортные условия труда, ведь значительную часть пламени дуги экранирует флюс.
Ограничение применения в невозможности быстрого осмотра участка выполненной сварки. Данное обстоятельство требует более тщательных подготовительных работ, особенно при соединении сложных по конфигурации деталей. Еще флюсы довольно много стоят, а расходуются практически как сварочная проволока.
Сварочные флюсы. Защита сварочной зоны

В процессе газовой и электродуговой сварки высокотемпературная зона обработки чрезвычайно увеличивает свою химическую активность. Следствием являются интенсивное окисление металла, испарение части материала сварочной проволоки, снижение интенсивности металлургических процессов, что препятствует эффективному плавлению. Наконец, с увеличением продолжительности сварки в ванне начинается скапливаться всё больше шлаков. Поэтому такую зону необходимо эффективно изолировать, что и выполняется сварочными флюсами – неметаллическими композициями с определённым набором свойств.
Принцип действия
Типовая сварочная зона при установившейся стадии процесса включает в себя следующие области:
- Зону дугового столба с внутренней температурой не менее 4000…5000 °С.
- Зону газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Шлаковый расплав, который, будучи легче металла, располагается в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковую корку, которая образует верхнюю, твёрдую границу сварочной зоны.

Кроме того, свой вклад в поведение свариваемого металла вносит также сварочная проволока. Таким образом, при всех разновидностях сварки в миниатюре моделируется обычный металлургический процесс получения металла, но без защитного покрытия и чёткой протяжённости, которые в первом случае ограничиваются объёмом мартеновской или электропечи.
Обезопасить свариваемый металл от окисления и шлаковой корки, ухудшающей качество готового шва можно, применив непрерывную подачу в сварочную зону легкоплавких и в то же время – химически инертных компонентов. Ими и являются сварочные флюсы. Они могут применяться также для целей поверхностной наплавки. Применение флюсов снижает уровень пыли, которая всегда образуется при сварке.
При использовании данных материалов должны обеспечиваться следующие условия:
- Сварочный флюс не должен снижать производительность сварки, а, наоборот, стабилизировать её;
- Материал не должен вступать в химические реакции, как с основным металлом, так и с металлом сварочной проволоки;
- На протяжении всего рабочего цикла должна обеспечиваться изолированность зоны сварочного пузыря от окружающей среды;
- После окончания процесса остатки флюса, связываясь со шлаковой коркой, должны легко удаляться из зоны обработки. При этом до 70…80% материала флюса можно, после соответствующей очистки, вновь использовать при сварке.
Эти требования довольно сложны и противоречивы, поэтому оптимальный состав и технология подачи сварочных флюсов определяется под конкретный вид сварки, конфигурацию соединяемых частей металла и производительность процесса.
Все разновидности сварочных флюсов характеризуются следующими параметрами:
- Своим внешним видом – могут быть порошковидными, зернистыми/кристаллическими, пастоподобными и даже газовыми. Например, для целей электросварки или наплавки оптимальными считаются сварочные флюсы в виде порошка или мелких гранул (при этом материал должен обладать ещё и соответствующими показателями электропроводности). В то же время при газосварке или пайке лучше применять флюсы в виде паст, порошка или газа.
- Химическим составом, к которому предъявляются требования химической инертности при весьма высоких температурах, а также способности к эффективной диффузии некоторых составляющих флюсов в металл сварного шва.
- Способом получения. Различают плавящиеся и неплавящиеся флюсы. Первые эффективнее при наплавке, когда поверхность металла должна быть эффективно дополнена иными химическими элементами (например, для улучшения внешнего вида и повышения антикоррозионных свойств). Неплавящиеся флюсы призваны улучшить механические показатели готового шва, поэтому их используют при сварке высокоуглеродистых сталей и цветных металлов, например, алюминия, которые в обычных условиях плохо свариваются.
- По своему назначению. Например, легированная сварочная проволока с флюсом позволяет улучшить химсостав, и повысить уровень механической прочности исходного металла. Особо ценятся флюсы универсального применения, которые можно использовать не только для сварки стали, но также для сварки цветных металлов и сплавов.

Типовыми составляющими любого сварочного флюса являются кремнезём и марганец. Однако для целей легирования в состав флюсов могут включаться различные ферросплавы и металлы.
Классификацию рассматриваемых материалов часто производят также и по их марке. Она определяется предприятием-разработчиком. Например, все марки флюсов, которые были разработаны Институтом электросварки имени Патона, в своём обозначении обязательно имеют буквы АН (академия наук). Своё «фирменное» обозначение ФЦ имеют и флюсы, разработанные Центральным НИИ транспортного машиностроения. Несмотря на то что рецептура практически всех флюсов стандартизирована (например, флюсы, предназначенные для автоматической сварки под флюсом сварочными тракторами, выпускаются по требованиям ГОСТ 9087), единой маркировки данных материалов нет.

Технология получения
Она определяется химическим составом сварочного флюса.
Неплавленые флюсы имеют керамическую основу, и получаются механическим измельчением компонентов на шаровых мельницах. В зависимости от размера фракций такие флюсы подразделяются на мелкие с размером зерна 0,25…1,0 мм, и нормальные, с размером зерна до 3…4 мм. Первые применяются при сварке проволокой небольших диаметров, не превышающих 1,0…1,5 мм; в обозначение таких флюсов добавляют букву М. В случае значительного количества компонентов в марке неплавленого флюса, их предварительно связывают между собой склеиванием, а затем уже размалывают до требуемого размера частиц.
В состав неплавленых флюсов входят, кроме кремнезёма, марганцевая руда, ферросплавы, металлические порошки и оксиды некоторых элементов. Критерием отбора считается способность этих компонентов усиливать металлургические процессы, которые протекают в зоне сварки. В результате улучшаются условия для поверхностного легирования и раскисления металла, сварной шов приобретает более мелкозернистую структуру, а количество вредных примесей в шве уменьшается. Легирующие способности неплавленых флюсов позволяет применять более дешёвую сварочную проволоку.
Вместе с тем, неплавленые флюсы имеют и свои недостатки. Например, их упаковка должна быть гораздо более тщательной, поскольку все компоненты таких флюсов гигроскопичны и легко впитывают влагу, ухудшающую качество материала. Неплавленые флюсы более требовательны к соблюдению технологического процесса сварки, поскольку при этом могут существенно измениться условия легирования.

К неплавленым флюсам относят также магнитные. По своей эффективности они подобны керамическим, но содержат дополнительно ещё железный порошок, что увеличивает производительность сварки.
Плавленые флюсы используются преимущественно в технологиях автоматической сварки всех разновидностей. Технология их получения более сложная, и включает в себя следующие этапы:
- Подготовку, и размол всех компонентов, которые должны быть в составе флюса (кроме тех, что используются в неплавленых флюсах, туда включают также плавиковый шпат, глинозём, мел и ряд других);
- Перемешивание механической смеси в специальных вращающихся мельницах;
- Плавку в газопламенных печах с защитной атмосферой или в электродуговых печах;
- Гранулирование, которое выполняется для того, чтобы итоговые фракции имели нужных размер зёрен. Для этого расплав флюса выпускается в воду, где и затвердевает в шарообразные частицы;
- Сушку во вращающихся сушильных барабанах;
- Окончательное просеивание и упаковку.

Плавленые сварочные флюсы состоят из оксида марганца и кремнезёма SiO2. Марганец обеспечивает восстановление оксидов железа, которые постоянно образуются в процессе сварки, а также связывает находящуюся в шлаках серу в сульфид, который впоследствии легко удаляется с поверхности сварного шва. Кремний, в свою очередь, повышает сплошность металла в зоне шва, поскольку препятствует росту концентрации окиси углерода при сварке. Хорошие раскисляющие свойства кремния способствуют увеличению однородности химического состава металла при сварке под флюсом.
Плавленые флюсы имеют прозрачную или светло-жёлтую окраску. Их плотность не превышает 1,6…1,8 г/см 3 .

Действие сварочных флюсов при проведении сварки
Для ручной сварки флюс насыпается слоем толщиной до 60 мм на поверхности металла, которые прилегают к будущему стыку. При недостаточной толщине слоя флюса может быть непровар металла, с образованием трещин и раковин. После этого возбуждается разряд (при электросварке) или поджигается горелка – при газопламенной. По мере перемещения сварочного электрода слой флюса подсыпается на новые поверхности. Поскольку размеры столба в дуги больше высоты флюса, то разряд протекает полностью в жидком расплаве компонентов, которые воздействуют на металлический расплав с удельным давлением до 8…9 г/см 2 . В результате проведения сварки под флюсом исключается разбрызгивание металла, сокращается расход сварочной проволоки и повышается производительность процесса. Это происходит потому, что наличие флюса позволяет использовать более высокие значения рабочего тока без опасности получения прерывистого сварочного шва. Для сравнения – токи 450…500 А при открытой сварке применять невозможно, т. к. дуга выплёскивает металл из сварочной ванны.
В условиях автоматической или полуавтоматической сварки сварочные флюсы используются так. Флюс подаётся из бункера по специальной трубке. Чуть позже включается подача электродной проволоки с катушки, которая расположена после ёмкости с флюсом. По мере выполнения сварки часть флюса, которая не была использована и связана шлаками, пневматически отсасывается в специальную ёмкость. Расплавленная и охлаждённая шлаковая корка впоследствии механически удаляется с поверхности сварного шва.
Положительными факторами применения сварочных флюсов являются:
- Отсутствие потребности в предварительной разделке кромок будущего шва, поскольку при больших токах (для электросварки), либо повышенной концентрации кислорода (при газовой сварке) расплавление металла протекает значительно интенсивнее.
- Отсутствие угара металла, как в зоне шва, так и на поверхностях, которые прилегают к нему. Всё это сопровождается повышением качества готового сварного шва.
- Более устойчивое горение дуги.
- Увеличение КПД источника питания, поскольку снижаются потери энергии, затрачиваемой на нагрев металла, его разбрызгивание и повышенного расхода сварочной проволоки с флюсом.
- Более комфортные условия труда сварщика, поскольку значительная часть пламени дуги экранируется слоем флюса.
Ограничением для применения сварочных флюсов считается невозможность быстрого осмотра места выполненной сварки. Это повышает требования к качеству подготовительных работ, особенно, если сваркой соединяют детали сложной конфигурации. Кроме того, сами флюсы достаточно дороги, а их расход сопоставим с затратами на сварочную проволоку.
Сварочные флюсы классификация и особенности
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.

- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.
Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.
Как работают флюсы

- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
Сварочные флюсы - классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом

Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.

Пример - керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Назначение сварочного флюса - примеры
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер

Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
- чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.

Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Сварочные флюсы
Флюс - что это такое для сварки? Такой вопрос могут задать или неопытные сварщики или те из них, которые никогда не прибегали к помощи этого замечательного вещества, облегчающего процесс сварки и улучшающего полученный результат. Тем не менее, на вопрос «что такое флюс в сварке», можно дать только положительный ответ. Однако, необходим его правильный выбор среди существующего многообразия.

Для чего нужен
Химическая активность зоны, где осуществляется соединение деталей, значительно увеличивается во время сварочного процесса при появлении высоких температур. Под воздействием воздуха в металл начинают попадать шлаки и окислы, что приводит к ухудшению качества шва.
Сварочные флюсы создают защитную среду, которая изолирует от негативного влияния воздуха зону сварки. Флюс в сварке - это компоненты неметаллического характера, участвующие в процессе соединения изделий, и оказывающие на этот процесс положительное влияние.
Флюс в сварке добавляет этому процессу дополнительные преимущества:
- делает расплавление металла более интенсивным;
- отсутствует необходимость предварительной обработки кромок изделий;
- уменьшаются потери металла на испарение;
- горение дуги приобретает стабильность;
- уменьшается разбрызгиваемость металла и образование искр;
- увеличивается КПД нагрева металла за счет снижения расхода электроэнергии на этот процесс;
- расход присадочного материала уменьшается до оптимального значения.
Флюс для сварки экранирует часть пламени дуги, что для сварщика является элементом безопасности осуществляемой им работы. Таким образом, сварочный флюс - это вещество, осуществляющее защиту сварочной ванны от взаимодействия с окружающим воздухом и не дающее вытесняться из основного материала углероду.
Существуют определенные разновидности флюсов, которые обогащают металл шва соединения легирующими элементами, что приводит к его укреплению, и делает его более надежным и долговечным.
Условия использования
Флюсовая сварка должна происходить при соблюдении некоторых условий. С металлом деталей, подлежащих соединению, и металлом внутреннего стержня электрода или присадочной проволоки флюс не должен вступать в химическую реакцию.

На протяжении всего времени процесса сварки зона сварной ванны должна быть изолированной от окружающегося воздуха. Оставшиеся в шлаковой корке остатки флюса должны легко удаляться.
Область применения
Флюс сварка применяется при дуговом методе с помощью плавящихся электродов в виде проволоки, при сваривании покрытыми электродами электрическим методом. Во время сварки полуавтоматическим методом в среде инертного газа флюс располагается внутри трубочной проволоки. Также флюс находит применение при сварке угольными электродами и во время газовой сварки цветных металлов и легированных сталей.
Использование при всех видах сварки возможно, если существует необходимость создания изоляции от окисления, улучшения токопроводимости и стабильности горения дуги, исключения попадания примесей, вызывающих появление нежелательных дефектов. Необходимо осуществлять тщательный выбор флюсов в зависимости от вида конкретных работ.
Принцип работы
Что такое сварочный флюс можно понять, разобравшись, как происходит сварка с его участием.
- Перед началом сварочного процесса на место будущего соединения наносится толстый слой флюса.
- В зону сварки вводят электрод, и происходит розжиг дуги.
- Флюс, имеющий пониженную плотность, начинает быстро расплавляться, изолируя сварную ванну от доступа воздуха.
- Вследствие высокого значения поверхностного натяжения флюса происходит предотвращение сильного разбрызгивания металла, что позволяет увеличить силу тока.
- В зоне дуги под воздействием действия флюса увеличивается значение теплоты, в результате чего процесс сварки начинает осуществляться быстрее.
- Все стыки заполняются расплавленным металлом.
Значительная часть оставшегося флюса после его очистки может вновь использоваться.

Процесс сварки с флюсом происходит по-разному в зависимости от типа сварки. При ручной сварке флюс в виде порошка насыпают на поверхность изделия слоем до 60 миллиметров. Ширина находится в диапазоне 50-100 миллиметров.
Недостаточная толщина может привести к появлению дефектов - непровару, трещинам и раковинам. При перемещении во время сварки электрода следующий слой флюса подсыпается по ходу его движения. В зависимости от гранулирования находятся необходимая высота слоя присыпки флюсом, и выбирается сила тока.

При автоматической и полуавтоматической сварке флюс поступает по специальной трубке из бункера аппарата. Затем подключается подача сварной проволоки, обладающей функцией электрода. Неиспользованная часть флюса вместе с внедренными в него шлаками, поступает в предназначенную для этого емкость. Охлажденная корка убирается с поверхности механическим способом. Для работы с автоматическим оборудованием наиболее часто применяются флюсы из категории АН, а также керамические.
Классификация
Флюс для сварки стали может различаться друг от друга по внешнему виду, химическому составу, физическому состоянию, областью применения и назначению. Использование флюсов регламентируется соответствующими нормативными стандартами. Так, например, в ГОСТе 8713-89 обозначены требования к электросварке железных изделий, никеля, металлоизделий из различных видов стали.
По назначению флюсы можно разделить на те, которые предназначены для сварки низкоуглеродистых сталей, низколегированных, с высокой степенью легированности, для соединения активных металлов. Для низкоуглеродистых сталей используются флюсы с большим содержанием кремния и марганца. Имеются различные варианты, касающиеся количества их содержания. Недостаток содержания марганца во флюсе может быть компенсировано использованием сварочной проволоки, которая обладает большим количеством марганца.
Для соединения сталей с низкой степени легированности используются флюсы, обладающие высокой степенью химической инертности, относящиеся к оксидному виду. В зависимости от марки в них содержится 5-35 процентов оксида кремния. Для сварки высоколегированных сталей используются флюсы, обладающие невысокой химической активностью. Могут применяться флюсы смешанного типа, в состав которых входят оксиды и соли в разных пропорциях. Для таких активных металлов, как титан, применяются солевые флюсы, состоящие из смеси галогенидов.
Активность - это важная составляющая характеристик флюсов, которая обозначается в условных единицах в диапазоне от единицы до десяти. Чем больше значение, тем большую активность проявляет эта марка флюса.

По методу получения флюсы подразделяются на полученные методом сплавления, склеиванием, механическим перемешиванием, дроблением зерен. Флюсы, полученные методом склеивания, называются керамическими. Керамические флюсы можно применять для сварки поверхностей с остатками ржавчины и окислов на поверхности изделий, наличия на ней следов влаги. Керамическую смесь можно добавлять к стекловидной.

При газовой сварке и пайке рекомендуется применять флюсы, имеющие вид мелкого порошка, газа и пасты. Физическое состояние определяет то, как выглядит флюс. Он может выглядеть, как мелкий порошок, стекловидные гранулы, пемзообразные, газообразные, в виде пасты. Они могут быть прозрачными и пористыми.
Состав флюса определяется его химическими составляющими. Эти показатели являются важной характеристикой. Основной показатель - химическая инертность в условиях температур, имеющих большое значение. Кроме этого материал, из которого состоит флюс, должен гарантировать диффузию некоторых элементов в металл шва.

Во многих видах флюсов наибольшую долю составляет кремнезем, препятствующий образование углерода, что снижает появление в шве трещин и пор. В ходящий в состав флюса марганец, являющийся активным раскислителем, способствует снижению образования окислов в месте, где расположена сварочная ванна. Марганец также входит в реакцию с серой, что облегчает удаление после окончания сварки.
Задача таких добавок во флюс, как молибден, вольфрам, хром, титан, заключается в восстановлении первоначального состава основного металла, а также придания ему дополнительных полезных свойств.
Интересное видео
Читайте также: