Из каких основных узлов состоит сварочный преобразователь
Обновлено: 20.09.2024
Многопостовые преобразователи. Они предназначены для одновременного питания нескольких сварочных постов. В промышленности используются многопостовые преобразователи ПСМ-1000, ПСМ-500. Преобразователь ПСМ-1000 имеет однокорпусное исполнение стационарного типа и состоит из трехфазного, асинхронного двигателя АВ-91-4 с короткозамкнутым ротором и шестиполюсного генератора СГ-1000 со смешанным возбуждением. Кроме шунтовой обмотки . на главных полюсах размещена последовательная обмотка для поддержания постоянного напряжения при увеличении нагрузки. Генератор имеет жесткую характеристику, напряжение регулируется реостатом, включенным в цепь параллельной обмотки возбуждения.
Падающая внешняя характеристика, необходимая для ручной дуговой сварки, создается самостоятельно на каждом сварочном посту балластным реостатом типа РБ (этот реостат позволяет ступенчато изменять величину сварочного тока). Схема включения преобразователя ПСМ-1000 и балластных реостатов показана на рис. 105.
Основным недостатком многопостовых преобразователей является низкий кпд сварочных постов. К преимуществам многопостовых преобразователей относятся: простота обслуживания, низкая стоимость оборудования, небольшая площадь для размещения оборудования и высокая надежность в эксплуатации.
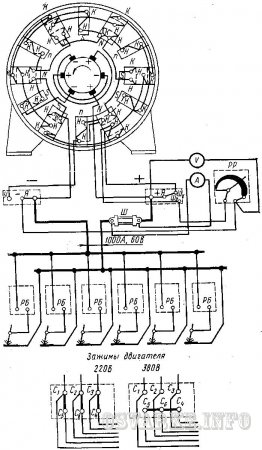
Рис. 105. Схема присоединения сварочных постов через балластные реостаты к сварочному преобразователю ПСМ-1000:
А - амперметр, V - вольтметр, Ш - шунт, РР - реостат регулировочный, РБ - реостат балластный
Преобразователи для сварки в защитных газах. Для автоматической и механизированной сварки в защитных газах необходимы сварочные преобразователи, обеспечивающие жесткие или возрастающие внешние характеристики. Для этой цели промышленность выпускает преобразователи ПСГ-350, ПСГ-500, а также универсальные преобразователи ПСУ-300 и ПСУ-500. Универсальные преобразователи типа ПСУ предназначены для ручной дуговой сварки, наплавка и резки металлов постоянным током, поскольку обеспечивают получение крутопадающих внешних характеристик. На рис. 106 показаны внешние характеристики преобразователей ПСУ-300.
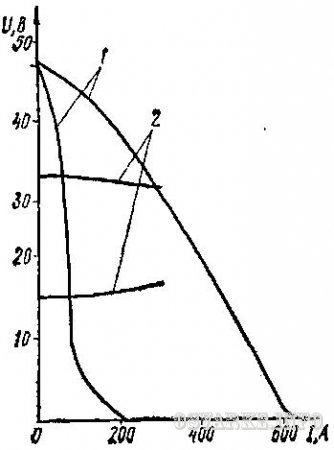
Рис. 106. Внешние характеристики преобразователя ПСУ-300:
1 - крутопадающие. 2 - жесткие
Преобразователь ПСГ-500 имеет однокорпусное исполнение. Генератор преобразователя имеет на основных полюсах две обмотки возбуждения: одну независимую и другую последовательную, подмагничивающую. Электрическая схема преобразователя ПСГ-500 показана на рис. 107. Обмотка независимого возбуждения питается от сети переменного тока через феррорезонансный стабилизатор напряжения и блок селеновых выпрямителей ВС, обеспечивающих постоянное, не зависящее от колебаний напряжение сети, напряжение возбуждения. Напряжение на зажимах генератора плавно регулируется в пределах 15-40 В реостатом Р, включенным последовательно в цепь обмотки возбуждения. Якорь генератора имеет малую индуктивность, благодаря чему при коротком замыкании электрода с изделием быстро возрастает сварочный ток, пределы регулирования величины тока 60-500 А.
Основные технические данные преобразователей типа ПСГ приведены в табл. 31.
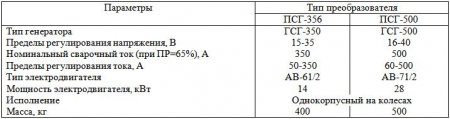
31. Технические данные преобразователей ПСГ-356, ПСГ-500
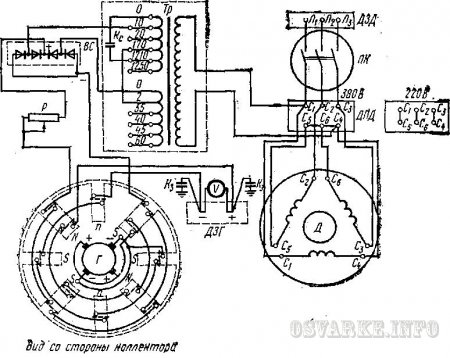
Рис. 107. Электрическая схема преобразователя ПСГ-500:
Тр - трансформатор стабилизирующий, Г - генератор сварочный, ДЗГ - доска зажимов генератора, Д - двигатель, ДЗД - доска зажимов двигателя, ПК - пакетный выключатель, ВС - выпрямитель селеновый, Р - реостат цепи возбуждения, ДПД - доска переключения двигателя, V - вольтметр, Кз - конденсатор защитный, Кс - конденсатор стабилизирующий
Универсальные сварочные преобразователи. Для ручной дуговой сварки и сварки на автоматах, снабженных авторегуляторами напряжения, автоматически воздействующими на скорость подачи электродной проволоки, требуются источники питания с падающими внешними характеристиками. Для питания автоматов и полуавтоматов с постоянной скоростью подачи электродной проволоки, в том числе для сварки в углекислом газе и порошковой проволокой СП-2, необходимы генераторы с жесткими внешними характеристиками. Поскольку на заводах и монтажных площадках механизированные методы сварки используются в сочетании с ручной дуговой сваркой, требуются универсальные источники, обеспечивающие как падающие, так и жесткие внешние характеристики. Для этой цели разработана конструкция универсального сварочного преобразователя ПСУ-300, генератор которого имеет одну обмотку возбуждения. Внешние характеристики в этом генераторе создаются с помощью триода ПТ, включенного в цепь обмотки возбуждения ОВ, и обратной связи по току нагрузки (рис. 108). Он является четырех полюсным генератором постоянного тока нормального исполнения, его обмотка возбуждения ОВ размещена на четырех главных полюсах и питается от устройства управления, размещенного на корпусе преобразователя.
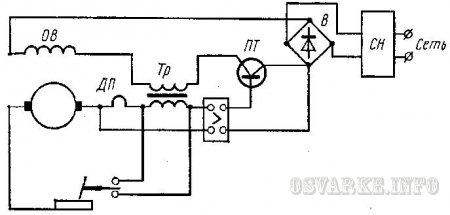
Рис. 108. Упрощенная электрическая схема универсального преобразователя ПСУ-300
Сварочная цепь и цепь обмотки возбуждения связаны между собой стабилизирующим трансформатором Тр, предназначенным для обеспечения динамических свойств генератора.
Величину сварочного тока регулируют реостатом – регулятором ДП, установленным на передней стенке управления. По мере роста сварочного тока сопротивление триода возрастает, ток возбуждения уменьшается, уменьшается и эдс генератора, т. е. характеристика получается падающей. При переключении цепей управления внешняя характеристика становится жесткой. Основные технические данные универсальных преобразователей даны в табл. 32.
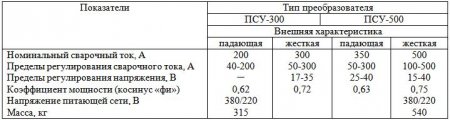
32. Основные технические данные универсальных преобразователей
Обслуживание сварочных преобразователей. При эксплуатации преобразователей на открытых строительных и монтажных площадках необходимо защищать их от атмосферных осадков, для чего следует делать навесы или специальные будки. Перед пуском преобразователей, длительное время находившихся на незащищенных от атмосферных осадков площадках, нужно проверить сопротивление изоляции обмоток.
Особенно тщательного ухода требуют коллектор генератора, щетки и подшипники. Коллектор нужно содержать в чистоте и периодически очищать от пыли чистой тряпкой, смоченной в бензине. При нормальном состоянии коллектор не должен иметь следов нагара. При появлении нагара необходимо выяснить причину его возникновения и устранить ее, а коллектор прошлифовать. Поврежденные или изношенные щетки следует заменить новыми и притереть их к коллектору, а образующуюся пыль удалить с помощью струи сжатого воздуха, после чего генератор включить на холостую работу для окончательной прошлифовки щеток.
Смазку в шарикоподшипниках рекомендуется заменять 1-2 раза в год. После удаления смазки подшипники тщательно промыть бензином, протереть, просушить и снова заполнить смазкой. Необходимо следить за тем, чтобы в подшипники не попадала пыль и песок. При работе шум шарикоподшипников должен быть глухим, ровным, без резких звуков.
При работе преобразователя необходимо следить за его температурой, которая не должна превышать 90°С. Нужно избегать перегрузок генератора преобразователя, так как от этого сокращается срок его эксплуатации.
Уважаемый посетитель, Вы прочитали статью "Сварочные преобразователи", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Изучаем сварочный преобразователь
Сварочный электрический преобразователь представляет собой совокупность генератора постоянного тока и электрического двигателя постоянного тока. В процессе работы происходит преобразование сетевой электроэнергии переменного тока в механическую энергию электрического двигателя. В результате вращения генераторного вала она преобразуется в электрическую энергию постоянного тока, используемого для сварки. Преобразователь имеет относительно небольшой КПД, а из-за присутствия вращающихся элементов в сравнении с выпрямителем он считается менее надежным. Но для строительно-монтажных работ применение генераторов имеет свои преимущества. Например, если сравнивать с прочими источниками, они менее чувствительны к сетевым колебаниям напряжения.
Устройство сварочного электрического преобразователя: электрический приводной двигатель, генератор, вырабатывающий сварочный ток. Из-за того, что конструкция генератора для сварки включает вращающиеся элементы, надежность и КПД устройства ниже, чем у стандартных трансформаторов, выпрямителей.
Но преобразователи при этом имеют свое преимущество – вырабатывают сварочный ток, практически не зависящий от сетевых перепадов напряжения. Их целесообразнее всего использовать в случае повышенных требований к качеству сварочных работ.
Рабочие узлы преобразователя сварочного оборудования, пускорегулирующая аппаратура в том числе, размещены в одном корпусе. Отличают передвижные агрегаты и преобразователи (для осуществления строительно-монтажных работ), стационарные посты (используются на производствах). Они имеют немного разные характеристики.
Принцип работы механизма ПСО-500 предоставляет возможность вырабатывать постоянный, переменный ток. Достаточно часто в производственных цехах используются именно преобразователи марки ПСО-500, так как они характеризуются высокой технической производительностью, надежностью.
Особенности установки
- В основе устройства используется генератор марки ГСО-500, назначение которого – вырабатывать постоянный электрический ток.
- Два рабочих режима: до 300 А и 500 А.
- Ротор электромотора, якорь генератора оборудованы на одном валу. Между ними размещена крыльчатка вентилятора, обеспечивающая эффективное охлаждение механизма.
- Пакетник, выполняющий функцию запуска устройства, и реостат, регулирующий рабочий процесс, размещены в едином блоке, закрепленном на корпусе установки.
- Для регулировки сварочного тока используется реостат, который подключен к цепи обмотки возбуждения.
Преобразователь сварочный модели ПСО-500 смонтирован на колесном шасси, имеет небольшой вес. Благодаря этим характеристикам установка является достаточно мобильной и может использоваться на строительных площадках.
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
- обязательное заземление корпуса установки;
- на клеммах двигателя напряжение в 380/220 В считается опасным, они обязательно должны быть надежно изолированы, прикрыты. Соединительные работы осуществляются опытным электриком, у которого есть допуск к работам с высоким напряжением;
- на клеммах генератора при нагрузке напряжение составляет 40 В, на холостом ходу напряжение генератора марки ГСО-500 может увеличиваться до 85 В. В процессе эксплуатации оборудования в закрытых помещениях с повышенной влажностью, при наличии пыли, на открытом воздухе, при повышенных температурах окружающей среды (более 30 градусов), токопроводящем половом основании, выполнении сварки материалов на конструкциях, сделанных из металла, напряжение более 12 В представляет опасность для человеческой жизни.
При любых неблагоприятных рабочих условиях нужно использовать резиновый коврик и обувь, обязательно работать в резиновых перчатках. Защитные средства от возможного ультрафиолетового излучения, разбрызгивания расплавленных металлических частиц те же, что и для работы со стандартными трансформаторами, инверторами.
Изучаем устройство сварочного инвертора
Чтобы правильно подобрать оборудование для сварки, нужно знать устройство сварочного инвертора, его принцип работы. Если в этом хорошо разбираться, тогда можно не только работать данным инструментом, но и самостоятельно производить его ремонт.
Сегодня на рынке строительной техники в наличии довольно большое количество моделей инверторов. Это предоставляет возможность выбирать наиболее подходящие инструменты, учитывая собственные финансовые возможности, с потребными для работы функциями. При большом желании сэкономить, даже можно сделать сварочное устройство инверторного типа своими руками.
О конструкции
Инверторный агрегат отличается от традиционного сварочного трансформатора, привычного для каждого сварщика. Процедура изменения типа тока в инверторе осуществляется иначе, она состоит из нескольких этапов, для чего используется мини-трансформатор, немного большего размера, чем пачка сигарет.
Еще инструмент такого типа отличается наличием электронной системы управления, которая существенно упрощает сварочные работы. Также, благодаря данной системе, соединительные швы получаются более качественными. Большинство пользователей инверторной сваркой оставляют исключительно положительные отзывы, в первую очередь, из-за качественного шва, компактности инструмента.
Электрическая схема
В устройство сварочного инвертора входят следующие компоненты:
- Генератор импульсов высокой частоты – инверторный блок, в конструкцию которого входят транзисторы высокого качества.
- Выпрямитель переменного тока, подаваемого от стандартной электросети.
- Выпрямитель переменного тока высокой частоты.
- Трансформатор, повышающий высокочастотный ток, уменьшающий высокочастотное напряжение.
- Рабочий шунт.
- Электронный блок управления аппаратом.
- Пускозарядное устройство.
Какими бы свойствами ни обладала конкретная модель инверторного устройства, принцип работы одинаков. Он основан на применении импульсного преобразователя повышенной частоты.

Блок управления
Основное преимущество инверторного прибора – наличие блока управления оборудованием. Электроника имеет довольно большое значение в процессе эксплуатации аппарата, так как за счет нее происходит обратная связь. Она позволяет осуществлять в полном объеме контроль над электрической дугой, то есть удерживать ее необходимые рабочие параметры.
Выходной выпрямитель
Чтоб на выходе образовался ток постоянного типа, для полуавтоматической сварки используют качественные выходные выпрямители. В основании подобной схемы заложены двойные диоды с общим катодом. Подобные компоненты характеризуются повышенной рабочей скоростью, они моментально открываются, закрываются. Период реакции диодов такого типа составляет порядка пятидесяти наносекунд. Скорость имеет значение в работе.
Электронная система
Такая система с зарядным устройством от пятнадцати вольтовых стабилизаторов напряжения, которые смонтированы на радиаторах. Напряжение подает главный выпрямитель. При подаче напряжения, которое в данный момент растет, нужно заряжать в первую очередь конденсаторы.
Диодная сборка защищена ограничительной схемой, оснащенной мощным резистором. После полноценной зарядки конденсаторов зарядным устройством сварка начнет работать. Замыкаются реле контакты, при этом резистор участия не принимает.
Дополнительные элементы
- Система управления, драйверы. Здесь основной элемент – это микросхема ШИМ-контролера, которая обеспечивает управление транзисторами большой мощности.
- Контрольные, регулировочные цепи разной конфигурации. Основной компонент в данном случае – трансформатор, задача которого – контроль параметров тока.
- Пусковое устройство из сварочного агрегата.
- Блок контроля напряжения, параметров тока в электросети. Эта система включает операционный усилитель, выполненный на основе микросхемы. Основное предназначение блока – пуск аварийной защиты при острой ситуации. Также система следит за исправностью электроблока, отслеживает его работу.
Принцип работы прибора
Устройство инверторного сварочного аппарата предполагает работу оборудования следующим образом:
- Переменный ток электросети меняется постоянным. При этом напряжение равно 220В. Постоянный ток, поступивший от подающего устройства, снова меняется переменным, но уже высокочастотным.
- Напряжение переменного тока повышенной частоты уменьшается. Это существенно повышает силу тока.
- Образовавшийся высокочастотный электроток с пониженным напряжением, большей силой сменяется постоянным, на котором осуществляются сварочные работы.
Основным видом сварочных устройств, применяемых раньше, были трансформаторные аппараты, которые увеличивали сварочный ток, уменьшая напряжение. Основные недостатки подобных инструментов, находящихся в эксплуатации по сегодняшний день — это низкий КПД (большие затраты электроэнергии на нагревание железа), значительная масса, габариты оборудования.
Изобретение полуавтомата инверторного типа, в котором регулировка силы сварочного тока осуществляется абсолютно по другой технологии, предоставило возможность существенно уменьшить массу агрегата, сделать его более компактным. Благодаря высокой частоте осуществляется эффективная регулировка тока. Чем частота больше, тем размеры устройства могут быть меньше.
Преимущества инверторных установок
Если сравнивать такие агрегаты для сварки с трансформаторными установками, то можно выделить следующие преимущества инверторов:
- Надежность
- Универсальность
- Удобство, простота управления
- Небольшая масса, размеры прибора
- Возможность применения в бытовых условиях.
Подводим итог
Благодаря вышеперечисленным характеристикам инверторные агрегаты пользуются сегодня у профессиональных сварщиков огромным спросом. С компактным, легким инструментом намного комфортнее осуществлять монтажные работы разного типа. Аппарат, масса которого составляет всего порядки пяти килограмм, можно повесить через плечо и спокойно выполнять сварочные работы, при этом стоя на лестнице.
Это универсальное оборудование прекрасно подойдет для молодых, еще не имеющих достаточного опыта сварщиков, так как легкий розжиг, стабильность горения обеспечивает электронная система управления, которой оснащены инверторы. По данным критериям в сравнении не идут даже трансформаторы высокого качества.
Из каких основных узлов состоит сварочный преобразователь
Для питания электрической дуги постоянным током выпускаются передвижные и стационарные сварочные преобразователи. На рис. 17 показано устройство однопостового сварочного преобразователя ПСО-500, выпускаемого серийно нашей промышленностью.
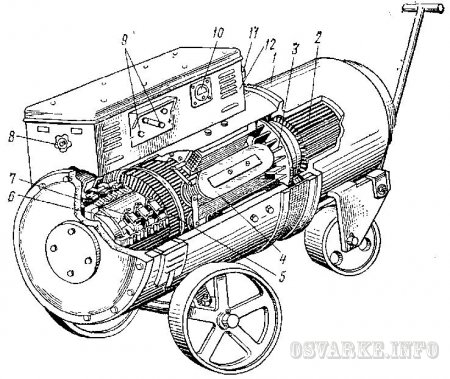
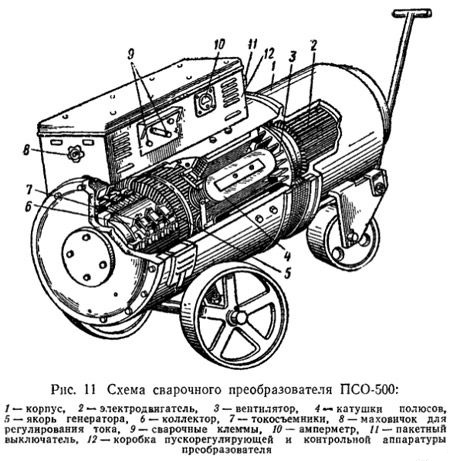
Рис. 17. Схема сварочного преобразователя ПСО-500:
1 - корпус, 2 - электродвигатель, 3 - вентилятор, 4 - катушка полюсов, 5 - якорь генератора, 6 - коллектор, 7 - токосъемник, 8 - маховичок для регулирования тока, 9 - сварочные зажимы, 10 - амперметр, 11 - пакетный выключатель, 12 - коробка пускорегулирующей и контрольной аппаратуры преобразователя
Однопостовой сварочный преобразователь ПСО-500 состоит из двух машин: из приводного электродвигателя 2 и сварочного генератора ГСО-500 постоянного тока, расположенных в общем корпусе 1. Якорь 5 генератора и ротор двигателя расположены на общем валу, подшипники которого установлены в крышках корпуса преобразователя. На валу между электродвигателем и генератором находится вентилятор 3, предназначенный для охлаждения агрегата во время его работы. Якорь генератора набран из тонких пластин электротехнической стали толщиной до 1 мм и снабжен продольными пазами, в которых уложены изолированные витки обмотки якоря. Концы обмотки якоря припаяны к соответствующим пластинам коллектора 6. На полюсах магнитов насажены катушки 4 с обмотками из изолированной проволоки, которые включаются в электрическую цепь генератора.
Генератор работает по принципу электромагнитной индукции. При вращении якоря 5 его обмотка пересекает магнитные силовые линии магнитов, в результате чего в обмотках якоря наводится переменный электрический ток, который с помощью коллектора 6 преобразуется в постоянный; с щеток токосъемника 7 при нагрузке в сварочной цепи ток течет с коллектора к зажимам 9.
Пускорегулирующая и контрольная аппаратура преобразователя смонтирована на корпусе / в общей коробке 12.
Преобразователь включается пакетным включателем 11. Величина тока возбуждения и режим работы сварочного генератора плавно регулируются реостатом в цепи независимого возбуждения маховичком 8. С помощью перемычки, соединяющей дополнительный зажим с одним из положительных выводов от последовательной обмотки, можно устанавливать сварочный ток до 300 и 500 А. Работа генератора на токах, превышающих верхние пределы (300 и 500 А), не рекомендуется, так как возможен перегрев машины и нарушение системы коммутации. Величина сварочного тока определяется амперметром 10, шунт которого включен в цепь якоря генератора, смонтированного внутри корпуса преобразователя.
Обмотки генератора ГСО-500 выполняются из меди или алюминия. Алюминиевые шины армируют медными пластинками. Для защиты от радиопомех, возникающих при работе генератора, применен емкостный фильтр из двух конденсаторов.
Перед пуском преобразователя в работу необходимо проверить заземление корпуса; состояние щеток коллектора; надежность контактов во внутренней и внешней цепях; штурвал реостата повернуть против часовой стрелки до упора; проверить, не касаются ли концы сварочных проводов друг друга; установить перемычку на доске зажимов соответственно требуемой величине сварочного тока (300 или 500 А).
Пуск преобразователя осуществляется включением двигателя в сеть (пакетным выключателем). После подсоединения к сети необходимо проверить направление вращения генератора (если смотреть со стороны коллектора, ротор должен вращаться против часовой стрелки) и в случае необходимости поменять местами провода в месте их подключения к питающей сети.
Правила безопасности при эксплуатации сварочных преобразователей. При эксплуатации сварочных преобразователей необходимо помнить:
напряжение на зажимах двигателя, равное 380/220 В, является опасным, поэтому они должны быть закрыты. Все подсоединения со стороны высокого напряжения (380/220 В) должен осуществлять только электрик, имеющий право на производство электромонтажных работ; корпус преобразователя должен быть надежно заземлен; напряжение на зажимах генератора, равное при нагрузке 40 В, при холостом ходе генератора ГСО-500 может повышаться до 85 В. При наличии повышенной влажности, пыли, высокой окружающей температуры воздуха (выше 30ºС), токопроводящего пола или при работе на металлических конструкциях напряжение выше 12 В считается опасным для жизни.
При всех неблагоприятных условиях (сырое помещение, токопроводящий пол и др.) необходимо пользоваться резиновыми ковриками, а также резиновой обувью и перчатками. Опасность поражения глаз, рук и лица лучами электрической дуги, брызгами расплавленного металла и меры защиты от них те же, что и при работе от сварочных трансформаторов.
1. Для чего служит сварочный преобразователь?
2. Из каких основных узлов состоит сварочный преобразователь?
3. Как регулируется сварочный ток преобразователя?
4. Какие основные правила электрической безопасности при эксплуатации сварочных преобразователей?
Уважаемый посетитель, Вы прочитали статью "Устройство и обслуживание сварочных преобразователей", которая опубликована в категории "Ручная дуговая сварка". Если Вам понравилась или пригодилась эта статья, поделитесь ею, пожалуйста, со своими друзьями и знакомыми.
Читайте также: