Измерительные инструменты для сварки
Обновлено: 20.09.2024
Шаблон сварщика – один из основных инструментов для визуального и измерительного контроля сварных соединений. Применяется в соответствии с инструкцией РД 03-606-03 (отменена с 01.01.2021 года, но по-прежнему может применяться в качестве рекомендательного методического источника), разработанным на его основе СТО 9701105632-003-2021, ГОСТ Р ИСО 17637-2014 и др. В классическом виде представляет собой средство измерения, состоящее из нескольких подвижных и/или статичных элементов (ось, движок, указатель, основание), с нанесёнными на поверхность шкалами, рисками-индексами и пазами. Назначение инструментов – проверка соответствия деталей под сборку, под сварку, а также готовых сварных соединений и наплавок нормативным допускам.
В упрощённом виде общий порядок работы с универсальным шаблоном сварщика (сокращённо – УШС) состоит из нескольких этапов:
1) подвижные детали (если таковые предусмотрены) приводят в исходное положение (выставляют «на ноль»);
2) измеритель прикладывают установочными плоскостями (или иными гранями) к тому или иному участку сварного шва (в зависимости от того, какой именно геометрический параметр необходимо проверить);
4) величину этого смещения считывают с метрической и/или дюймовой шкалы на инструменте. Либо – как, например, в случае с УШС-2, у которого нет подвижных элементов – просто оценивают соответствие геометрии шва заданной форме и размерам;
5) полученные результаты сопоставляют с допусками, указанными в руководящей нормативно-технической документации.
- перпендикулярности кромок;
- угла скоса кромок;
- угла скоса поверхности соединяемого элемента;
- угла выхода резца (калибра);
- зазора в соединении;
- зазора между подкладной пластиной (кольцом) и внутренней поверхностью детали;
- смещения проволочной вставки с внутренней стороны;
- зазора в замке расплавляемого кольца (вставки);
- катетов шва приварки элемента крепления;
- глубины проникновения штуцера во внутреннюю полость и пр.
Требования к УШС и их применению
Как и с другим оборудованием неразрушающего контроля, одно из базовых условий для разрешения на эксплуатацию – наличие свидетельства об утверждении типа средства измерений. Другими словам, шаблон должен быть внесён в Госреестр СИ РФ и быть поверенным (откалиброванным) в аккредитованной метрологической службе.
Далее – нужно изучить требования нормативно-технической документации, посвящённые точности НК. Например, в ГОСТ Р ИСО 17637-2014 в приложении №1 приведена таблица А.1, в которой описаны основные типы шаблонов, их точность, диапазон измерений, угол разделки кромок, применимость для разных типов соединений (стыковых и угловых – выпуклых, вогнутых и выполненных в нижнем положении).
У каждого инструмента своя погрешность – и для работы на опасных производственных объектах, подведомственных Ростехнадзору, нужно свериться с п. 5.3 инструкции РД 03-606-03. В нём дана ссылка на таблицу, в которой прописаны допустимые погрешности для разных измеряемых величин. Чтобы не возникло расхождений с дубль-контролем и надзорными органами, инструменты должны:
б) по своим техническим характеристикам (погрешности измерений) соответствовать допускам, которые содержатся в НТД.
Так, УШС-3 с погрешностью измерений 0,5 мм допускается применять для измерения геометрических параметров (например, подрезов и глубины вогнутости сварных швов) величиной от 2,5 мм (то есть с учётом погрешности – 3,0 мм) и более.
На практике шаблоны редко используются в качестве СИ. Из-за сравнительно большой погрешности полученные с их помощью результаты не годятся для заключений, на основании которых, например, проводится экспертиза промышленной безопасности. Тем не менее, данные инструменты незаменимы для экспресс-проверки геометрии сварных соединений. Это, безусловно, очень важный атрибут (присутствует практически в любом наборе для ВИК), однако для измерения той же глубины подреза, например, гораздо надёжнее ориентироваться на индикаторы часового типа.
Типы шаблонов сварщика
На сегодняшний день в России используются измерители, изготовленные по требованиям российской (ГОСТ, РД, ФНП, ПБ) и зарубежной (ASTM, EN ISO, ASME) документации. В продаже доступны десятки типов инструментов, но мы остановимся лишь на основных, самых распространённых разновидностях.
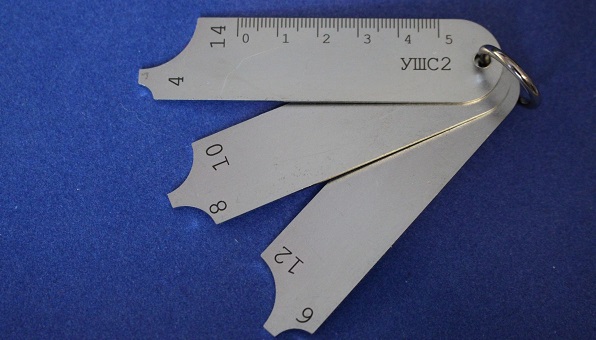
Предназначен для того, чтобы проверять катеты угловых швов в пределах от 4 до 14 мм. Представляет собой связку из трёх пластин, на каждой из которых выполнены выточки разных диаметров. На каждой из них – по 2 (в сумме – 6) ступеней.
Принцип применения прост: нужно поочерёдно приложить каждую из них к сварному шву и выявить минимальный зазор между дугами лепестка и гранями сварного соединены. Для более точных результатов УШС-2 можно дополнить катетометром и радиусными шаблонами.
УШС-2 – очень надёжное и простое, но не совершенное решение. Вместо него многие дефектоскописты всё чаще отдают предпочтение более точным и многофункциональным инструментам – шаблону Ушерова-Маршака, WG5 и другим (речь о которых пойдёт ниже).
- забоин, трещин, кратеров, подрезов, непроваров, чешуйчатости, межваликовых западаний и иных поверхностных дефектов,
- зазоров,
- притупления,
- ширины соединения,
- углов разделки и скоса кромок,
- подрезов корня,
- глубины вогнутости,
- высоты выпуклости,
- высоты усиления,
- превышения кромок;
- глубины раковин;
- диаметра электродов, сварочной проволоки и пр.
- основания, на котором расположен движок, предусмотрены пазы для проверки диаметров электродов и нанесена шкала для измерения угла скоса кромок, ширины шва и высоты притупления;
- движка – пластины, одна из сторон которой выполнена в виде клина со шкалой (для контроля зазоров) и риской (для измерения глубины разделки до корневого слоя, высоты усиления шва и превышения кромок);
- указателя (иглы), который закреплён на движке;
- оси, вокруг которой вращается движок.

Шаблон Ушерова-Маршака и его цифровая версия
- скос кромок при подготовке свариваемых заготовок и зазоры между ними;
- высоту валика усиления;
- катет сварного шва;
- вогнутость и выпуклость корня шва;
- глубину межваликового западания, подрезов, несплавления кромок.
Шаблоны сварщиков с конструкцией В.Э. Ушерова-Маршака применяются на основании п. 6.4.14 инструкции РД 03-606-03, имеют погрешность ±0,5–1,0 мм (при диапазоне измерений от 0 до 20 мм) и сертифицированы в системе Росстандарта.


Сочетает в себе функционал УШС-3 и шаблона Ушерова-Маршака. От первого он отличается тем, что имеет выдвижную планку со шкалой для контроля скоса кромок в диапазоне от 0 до 45 градусов. Из отечественных шаблонов УШС-4 – пожалуй, самый многофункциональный. Особенно эффективен в сочетании с набором катетомеров, так как его собственный диапазон измерения катетов угловых сварных соединений ограничен 0–10 мм. Как и УШС-3, УШС-4 – универсальный инструмент не только для дефектоскопистов, но и для сварщиков, инженеров ОТК, монтажников и пр.

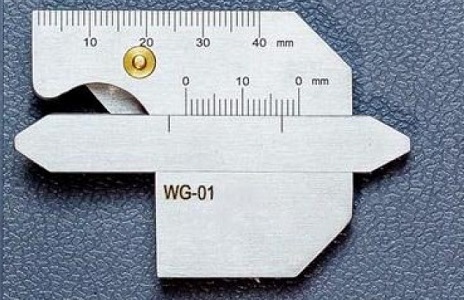
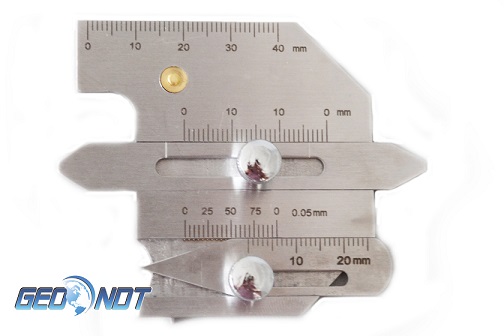
Измерители типа WG
- WG01, WG1, WG2+. Первый способен измерять смещение, угол кромок, зазоры, высоту стыковых швов, угловые швы и их катеты. WG1 и WG2+ подходят также для контроля ширины швов и глубины подрезов. При этом у WG2+ чуть больше диапазоны измерений по некоторым параметрам. Например – это справедливо для угла кромки (от 80 до 160 градусов против 90–150 градусов у WG1) или высоты стыковых швов (0–15 мм против 0–12 мм). Зато шаблоны сварщиков WG1 позволяют измерять угловые швы и их катеты в диапазоне 0–20 мм, а не 0–15 мм, как WG2+. Наконец, все три шаблона – WG01, WG1, WG – могут использоваться в качестве обычной линейки.





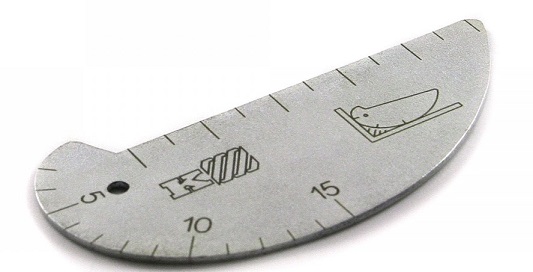
Шаблон Красовского
- для контроля нахлестанных и тавровых сварных соединений. Градуировка от 0 до 15 мм с ценой деления шкалы в 1 мм. Отклонение нанесённых штрихов от действительных значений не превышает ±0,5 мм;
- для стыковых швов. Шкала от 0 до 5 мм имеет цену деления 0,5 мм (при отклонении не более ±0,25 мм). Эта же шкала позволяет проверять зазор между кромками.
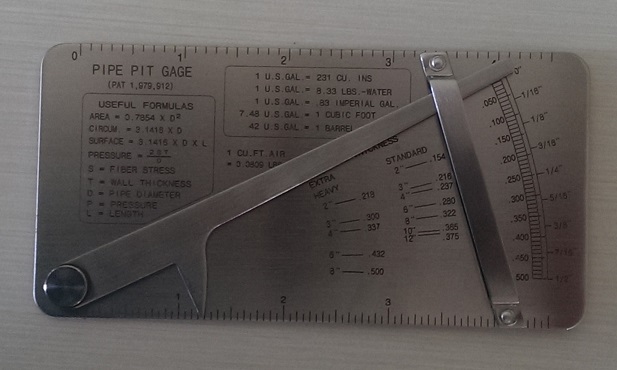
TapiRUS
- ширину и выпуклость сварного шва;
- катет скоса и углового шва;
- зазоры;
- смещение кромок;
- высоту впадин;
- высоту/глубину западания между валиками, коррозионных поражений, кратеров, неполного заполнения, увода и смещения кромок, царапин, рисок, чешуйчатости;
- ширину усиления;
- притупление;
- толщину стенки трубы или листа;
- овальность;
- углы между соединяемыми элементами и скоса кромок (в частности, высоту/глубину углового смещения);
- глубину подреза и пр.
«Правомерность» применения шаблона сварщика TapiRUS для контроля по требованиям РД 03-606-03 подтверждалась положительным заключением Головного аттестационного центра Национального агентства контроля и сварки («ГАЦ МР НАКС»). По состоянию на январь 2020 года процедура внесения в Госреестр СИ РФ не завершена.
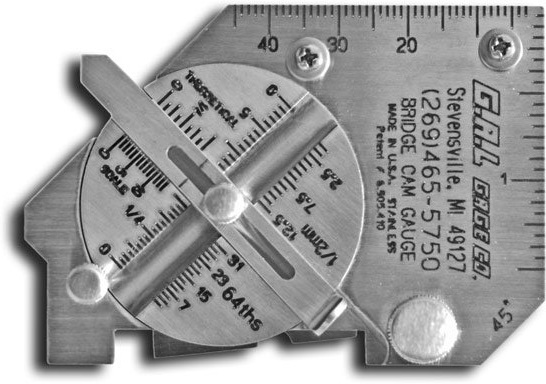
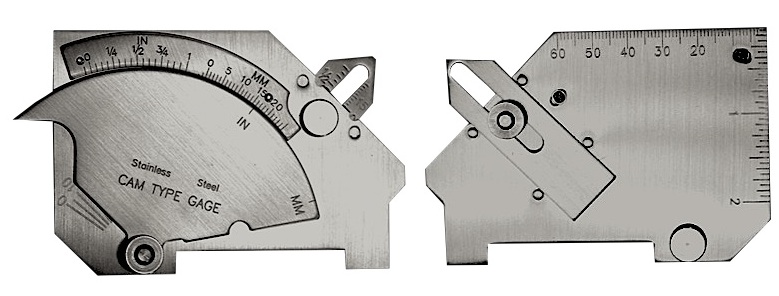
Bridge Cam
- вогнутость и катеты угловых швов;
- выпуклость швов;
- глубину точечной коррозии;
- угол разделки кромок в диапазоне от 0 до 60 градусов;
- смещение и несоосное расположение деталей;
- глубину подрезов.
- смещения наружных кромок;
- ширины швов и размеров притупления;
- высоты усиления стыковых соединений;
- глубины/высоты вогнутости швов;
- подреза корня шва;
- глубины и высоты дефектов – пор, раковины и пр.

- высоту валика усиления;
- катет углового шва;
- выпуклость корня шва;
- зазоры при подготовке деталей под сварку.

HI-LO и его упрощённая версия SINGLE HI-LO
- угол разделки кромок;
- толщину стенки труб;
- внутреннюю несоосность;
- высоту усиления сварного шва;
- катет углового шва;
- зазоры между деталями под сварку.

- корпус из нержавеющей стали;
- два внутренних подвижных зубца;
- две подвижные ноги;
- стопорный винт.

В отличие от большинства перечисленных инструментов, данный шаблон сварщика предназначен для стыковых соединений не металлических (стальных), а полиэтиленовых газопроводов. Успешно применяется для контроля качества работ при строительстве и ремонте систем газоснабжения и газораспределения по требованиям СП 42-103-2003.
Шаблон представляет собой комплект из пяти пластин, на каждой из которых изготовлены парные пазы MIN и MAX – под разные диаметры и толщины стенок. Свой набор предусмотрен для двух самых распространённых марок полиэтилена – ПЭ80 и ПЭ100.
- шаблон прикладывают к образующей трубе над исследуемым стыком;
- грат стыка сопоставляется с пазами MIN и MAX;
- если высота/ширина грата укладывается в диапазон между MIN и MAX, то стык признают годным;
- если высота/ширина грата «не дотягивает» по размеру до паза MIN, а высота/ширина валика больше, чем паз MAX, то стык бракуют.

Как научиться работать с шаблоном сварщика
Перво-наперво – следует разобраться с руководящей документацией на неразрушающий контроль. На объектах разных категорий – своя НТД. Как пример – РД 03-606-03, СТО Газпром 2-2.4-083-2006, РД 153-34.1-003-01 и пр. Из зарубежных – EN 13018:2001, ISO 17637:2003 и др. Далее, конечно же, нужно тщательно изучить технологические карты (инструкции), по котором проводится контроль.
Не менее важно читать учебные пособия и справочную литературу – труды Н.П. Калиниченко, А.В. Полупана, В.А. Троицкого, авторов из «СертиНК» и т.д.
Немало полезной информации можно подчерпнуть из паспорта, руководства пользователя или иной документации от изготовителя, которая прилагается к шаблону сварщика. Для общего развития можно также поискать инструкции и учебно-методические материалы для контролёров сварочного производства.
И, конечно же, важна регулярная практика. Несмотря на то, что ВИК считается самым простым методом НК, здесь не обойтись без работы над собой. Чем больше сварных швов вы проверяете, чем чаще вы пользуетесь измерительными инструментами, чем более правильные вопросы вы задаёте своему наставнику (опытным специалистам в лаборатории) – тем скорее у вас сформируются необходимые навыки.
Где купить шаблон сварщика
Из партнёров сообщества «Дефектоскопист.ру» продажей данных инструментов занимаются:
Инструменты сварщика

Сварочный пост для удобства и безопасности работы должен быть оборудован всем необходимым. Помимо сварочного аппарата, сварщику нужны специальные инструменты, которыми он мог бы подготавливать свариваемый металл и отделять шлак.
В оборудование сварочного поста мы вдаваться не будем, это тема для отдельной статьи. Сегодня мы расскажем об инструментах сварщика, что должно быть в наличии, и без чего нельзя качественно варить металл.

Конечно же, здесь во многом зависит род задач выполняемых при сварке. И если одному сварщику для выполнения работы нужен только молоток, болгарка и сварочный аппарат, то вот другому никак не обойтись без инспекционного зеркала и шаблонов.
К инструментам и принадлежностям сварщика относятся:
Электрододержатель — именно этим приспособлением сварщик держит горящий электрод. Держатель электрода должен быть удобным в работе, нельзя чтобы он весил слишком много. Оптимальный вес электрододержателя — не более 0,5 кг.

Сварочная маска — без этого приспособления не было бы возможности варить. Маска для сварки защищает глаза и лицо от ультрафиолета и «зайчиков». Поэтому, чем качественней будет сварочная маска, тем безопасней получится варить. Оптимальным вариантом в данном плане является автоматическая маска Хамелеон.

Сварочный аппарат — без него не было бы сварки вообще. Сегодня наибольшую популярность получили сварочные инверторы, которые имеют небольшой вес и маленькие габариты. Носить такой аппарат можно прямо на плече.
Сварочные провода — через них ток идёт от сварочного инвертора к зажиму массы и электрододержателю. Сварочные провода должны быть толстыми и находится в качественной резиновой изоляции. От этих двух условий зависит безопасность проведения сварочных работ.
Без чего нельзя обойтись сварщику
В следующий список вошли инструменты не менее важные, а именно:
Сварочный молоток — небольшой молоточек с заострённым концом, чтобы сбивать шлак с наплавленного металла. Увидеть качество сварочного шва получится только после полного удаления шлаковой корки с его поверхности. Молоток для сварки можно купить, но большинство сварщиков предпочитают изготавливать его самостоятельно, так сказать под свои нужды и потребности.

Щётка по металлу — используется для предварительной подготовки поверхности. Сюда можно приобщить и болгарку, которой можно счищать ржавчину с металла.
Зубило — не менее важный инструмент сварщика, который необходим для вырубки дефектов сварочного шва. Также зубило используется для подготовки кромок свариваемых металлов, например, при сварке чугуна.
Измерительные инструменты сварщика
Кроме того, нельзя не упомянуть и об измерительных инструментах сварщика.
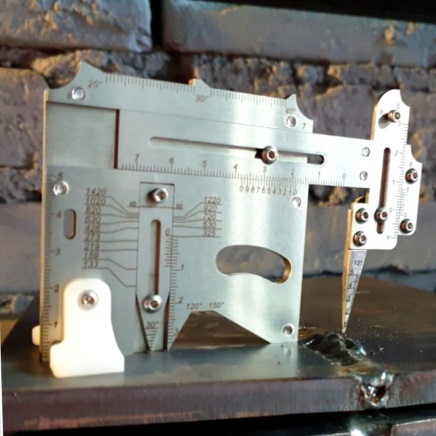
Универсальный шаблон (УШМ-3)
В первую очередь это универсальный шаблон (УШМ-3), с помощью которого можно осуществлять замеры глубины дефекта, превышение кромок сварочного шва, высоту, зазоры, и многое другое.
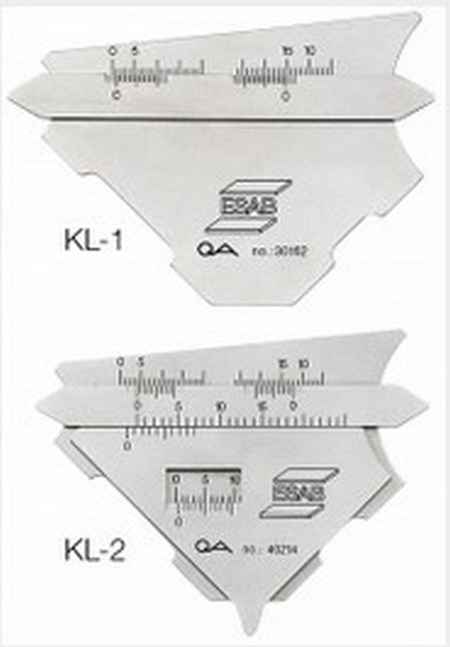
Шаблон сварщика KL-1
Шаблон сварщика KL-1 используются для измерения катета сварочного шва при угловом соединении. Ну а шаблон KL-2 применяется для того, чтобы произвести обмер угловых сварочных соединений.
Обзор инструментов сварщика
Сварка является одним из самых популярных и распространенных производственных процессов. При этом специалисты из данной сферы задействованы на самых разных предприятиях. Однако для того чтобы максимально эффективно и качественно осуществлять процесс сварки, необходимо обладать соответствующими инструментами. Сегодня в нашей статье мы поговорим о том, какое оборудование необходимо каждому сварщику.


Что это такое?
Необходимые для сварщика инструменты включают в себя большое разнообразие специализированного оборудование, которое имеет особое назначение. В зависимости от конкретного типа сварки, который осуществляет тот или иной специалист (например, называется ручной дуговой), могут понадобиться те или иные инструменты. Однако в любом случае какое-то оборудование является необходимым.
Важно сказать, что профессиональные специалисты выдвигают строгие требования к используемому оборудованию, так как не только квалификация работника, но и качество используемых устройств оказывает значительное влияние на итоговый результат работы.
Разновидности и их описание
В арсенал сварщика входит большое количество разнообразных инструментов, которые принято подразделять на категории.
Основные принадлежности
Шлакоотбойный молоток (или зубило) является одним из основных инструментов сварщика, без него не сможет обойтись ни один профессионал. Особенно актуальным данный инструмент будет для тех специалистов, которые регулярно имеют дело с ручной дуговой сваркой. Как можно догадаться из названия данного изделия, его основное назначение – это избавление от шлака.
Так, например, в ходе осуществления сварки поверхность шва может покрываться нежелательной коркой (чаще всего это происходит в том случае, если вы осуществляете сварку покрытыми электродами и при автоматической сварке под флюсом). Кроме того, может образовываться окалина, которая, по сути, представляет собой продукт окисления железа при его нагревании. Помимо удаления шлака, с помощью молотка можно чистить первый проход при формировании многослойных швов, снимать капли расплавленного металла с поверхности околошовной зоны, а также вносить корректировки в непосредственную форму заготовки.


Еще один важный инструмент для профессионального сварщика – это электрододержатель. Традиционно данное устройство используется для надежного закрепления электрода и подвода к нему сварочного тока. Существуют определенные требования, которые выдвигаются со стороны специалистов по отношению к электродержателям.
Так, например, данный инструмент в обязательном порядке должен выдерживать минимум 8000 зажимов и при этом обладать небольшой массой. На сегодняшний день на рынке можно найти 2 основных типа электродержателей: винтовой (в его конструкцию входит держатель, который не проскальзывает в руке, верхняя поворотная часть, которая удерживает электрод) и устройство с зажимом.
Также к основным инструментам сварщика можно отнести стальную щетку, которая предназначена для очистки металла от различного рода загрязнений, ржавчины, пыли и т. д. Сварочные кабели – это те изделия, которые применяются для отдвода тока к электрододержателю и изделию от источника питания. Важно, чтобы эти кабели были достаточно гибкими, поэтому большое количество профессиональных сварщиков отдает предпочтение таким маркам как РГД, РГДО, РГДВ, КГ, КОГ, КПГ, КСсш. При этом наиболее оптимальной длиной кабель является показатель в 200-300 см.
В ходе выполнения сварочных работ специалист также использует зажимы для обратного провода (или клеммы заземления).
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
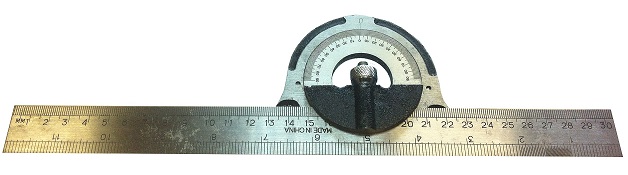
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Контрольно – измерительные инструменты
Для контроля геометрических размеров сварных соединений, швов, деталей, изделий использую: универсальный шаблон сварщика (УШС-3); штангенциркуль; линейку.
Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного соединения. Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.

Параметры шкал УШС-3:
· материал – нержавеющая сталь;
· цена деления шкал Г и Е: 1 мм;
· цена деления шкалы: 0,5 мм;
· цена деления шкалы Д: 5°;
· допускаемые отклонения ширины пазов: до 3,25 мм – по Н12, свыше 3,25 мм – по Н14;
· отклонение положения штрихов шакал Г, И: не более ± 0,5;
· отклонение положения шкалы Д от действительного значения угла: не более 2,5°;
· отклонение от номинального значения расстояния между любым штрихом и началом шкалы Е: не более ± 0,15;
Перед началом работы промыть шаблон в бензине по ГОСТ 1012-72 и протереть чистой тканью.
Измерения проводить следующим образом:
· Для контроля глубины дефектов (вмятин, забоин), превышения кромок, глубины разделки стыка до корневого слоя и высоты усиления шва, шаблон установить на образующую поверхность изделия плоскостью А. повернуть движок 2 вокруг оси 4 до соприкосновения конца указателя 3 с измеряемой поверхностью (поверхность вмятины, кромки шва и т.д.). Снять отчет по шкале Г с помощью риски К.
· Контроль притупления и ширины шва производить с помощью шкалы Е, пользуясь ею как измерительной линейкой.
· Для контроля величины зазора между свариваемыми деталями ввести клиновую часть движка 2 в контролируемый зазор до упора. Снять отчет по шкале И.
· Для контроля углов скоса кромок установить шаблон плоскостью Б на образующую поверхность изделия. Повернуть движок 2 до совмещения плоскости В движка с измеряемой поверхностью. Снять отчет по шкале Д основания, пользуясь плоскостью В движка как индексом.
· Для определения диаметра электродов (электродной проволоки) его вставляют в пазы Ж шаблона, используя пазы как калибры-скобы.
· Контроль глубины дефектов шва: 0 – 15 мм.
· Контроль высоты усиления шва: 0 – 5 мм.
· Контроль зазора: 0,5 – 4 мм.
· Контроль величины притупления и ширины шва: 0 – 50 мм.
· Контроль углов скоса кромок: 0 – 45°.
· Контроль диаметров электродов: 1,0 / 1,2 / 2,0 / 2,5 / 3,0 / 3,25 / 4,0 / 5,0.
Штангенциркуль.
Штангенциркуль является наиболее распространенным измерительным инструментом. При помощи штангенциркуля, можно производить обмеры с точностью до 0,1мм; он состоит из следующих частей; штанги 4 (т. Е. сравнительно толстой стальной линейки) со шкалой 6, цена деления которой равна 1мм на левом конце штанги имеются губки 1 нижняя и верхняя; на штангу надета рамка 2, обхватывающая ее сверху, снизу и с задней стороны. Левой частью рамки являются две губки 3, имеющие такую же форму,, как и губки

Рамка может свободно передвигаться по штанге и в любом положении может
быть застопорена. Для этой цели служит зажим 3 рамки. Передние верхняя и
нижняя части поверхности рамки скошены; на нижней части
имеется 10 делений; цена каждого деления равна 1,9мм. Такая шкала с
делениями называется нониусом 7.
С задней стороны к рамке наглухо приделана узенькая стальная линейка,
называемая линейкой глубиномера 5.
Для более точного обмера рабочие кромки верхних губок, так же как и
нижние части рабочих кромок нижних губок, заострены. При любом
положении рамки расстояния между рабочими кромками верхних и нижних
губок и длина выдвинутой части линейки глубиномера всегда равны между
собой, те. А = b = с.
Линейка металлическая.

Линейка металлическая FIT плоская предназначена для измерения и разметки линейных размеров. С ее помощью легко определить длину, ширину, и отмерить необходимое расстояние. Характеристики:
Минимальный шаг измерения: 0,1 см
Размер линейки: 102 см x 0,1 см x 3 см.
Заключение
В МУП «Глазовские теплосети» каждое место сварщика оснащено оборудованием, необходимым для выполнения слесарных операций, дуговой и газовой сварки. Во время производственной практики установил деловые контакты с мастером, наставником и передовыми рабочими, приобретая производственный опыт. Повысил и усовершенствовал умения и навыки по своей профессии, освоил общие и профессиональные компетенции.
ПК 1.1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке.
ПК 1.2. Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки.
ПК 1.3. Выполнять сборку изделий под сварку.
ПК 1.4. Проверять точность сборки.
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес
ОК 2. Организовывать собственную деятельность, исходя из цели и способов её достижения, определённых руководителем
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно – коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством.
ОК 7. Исполнять воинскую обязанность, в том числе с применением
полученных профессиональных знаний.
Используемая литература
1. Виноградов В.С. Электрическая дуговая сварка. – М.: Академия, 2010
2. Галушкина В.Н. Технология производства сварных конструкций. – М.: Академия, 2010.
3. Овчинников В.В. Электросварщик на автоматических и полуавтоматических машинах. – М.: Академия, 2010.
4. Чернышов Г.Г. Сварочное производство. Сварка и резка металлов. – М.: Академия, 20010.
© 2014-2022 — Студопедия.Нет — Информационный студенческий ресурс. Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав (0.012)
Читайте также: