Как делается сварочная проволока
Обновлено: 04.05.2024
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Производство проволоки
Проволока является длинномерным металлическим изделием, схожим по внешнему виду со шнуром либо нитью. Из нее производятся электрические провода, сварочные электроды, пружины, канаты, тросы и т.д. Современные меткомбинаты выпускают проволоку не только с привычным круглым сечением, но и овальным, трапецеидальным, а также шестиугольным. Диаметр описанной вокруг него окружности изменяется в пределах от десятых долей миллиметра до нескольких сантиметров. Рассмотрим подробнее технологию производства длинномерного метиза.
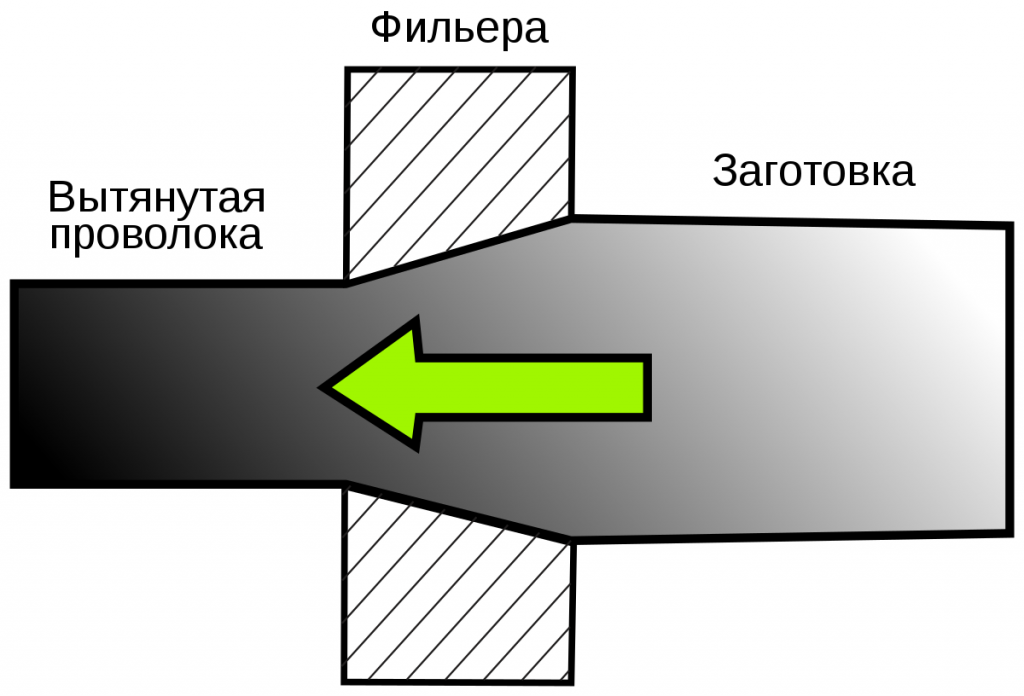
Волочение проволоки
Волочение проволоки представляет собой особую технологию, предусматривающую протягивание металла сквозь фильеру (так в металлургии называется сужающееся отверстие, бывающее круглым и фасонным) в инструменте, именуемом «волока». В результате диаметр сечения заготовки уменьшается, а ее длина, наоборот, возрастает. Последовательность этапов процедуры волочения выглядит следующим образом:
травление исходного материала. Проводится в сернокислом растворе с температурой, колеблющейся возле отметки 50°С. Цель этой операции – снятие окалины с промежуточных продуктов производства (то есть заготовок) для повышения срока службы технологической матрицы;
нейтрализация травильного раствора с последующей промывкой заготовок;
предварительный отжиг сырья. По завершении данного этапа у металла повышается пластичность, и его структура становится мелкозернистой;
заострение концов заготовок. Выполняется эта процедура с помощью ковочных валков или молота;
собственно, этап волочения;
Полученная проволока подвергается дополнительным технологическим операциям – нарезанию на требуемой длины отрезки, выравниванию (правке), снятию концов и т.д.
Важные особенности процесса
Специалисты единодушно придерживаются мнения о существовании у техпроцесса волочения одного значительного недостатка – это небольшой показатель деформирования проволоки. Причина данного явления кроется в ограничении уровня деформации прочностью выходящего конца промежуточного продукта производства, который является объектом приложения соответствующей силы деформирования.
В качестве исходного материала процедуры волочения используется, преимущественно, катанка из углеродистых и легированных сплавов, а также из цветных металлов. Этот процесс будет выполнен качественно только при наличии у сырья определенной микроструктуры (например, сорбитной, когда речь заходит о стальной катанке).
Ранее стальную проволоку, как правило, подвергали патентированию. Данная операция предусматривает:
нагревание металла до температуры, при которой происходит аустенизация (1050°С≤Т≤1100°С);
его выдержка в свинцовом (элемент Рb) либо солевом расплаве. Эта экспозиция обычно проводится при температуре Т≈500°С.
Современная технология производства проволоки не требует таких сложных действий. Металл с требуемой структурой гарантированно выходит с прокатного агрегата. Непрерывный высокоскоростной волочильный станок одной из последних модификаций оснащен системой охлаждения комбинированного типа – воздух совместно с водой. Именно такой комплекс предоставляет возможность изготовить катанку с необходимой микроструктурой.

Оборудование для волочения
Выполнение всех технологических операций волочения проволоки осуществляется на специальных агрегатах – станах. Они оборудованы своего рода «глазком» – волокой, сквозь которую протягивается длинномерный метиз. Его диаметр больше данного параметра самой волоки. По критерию «конструкция механизма протяжки» рассматриваемые станы подразделяются на 2 типа:
машины, выполняющие намотку металла на барабан;
механизмы, в которых металл перемещается о прямой.
Станы второго типа производят продукцию, не требующую комплектовку в бухты (это трубы и тонкие металлические стержни – прутки). Выпуск же именно проволоки осуществляется на барабанных агрегатах. Кстати, на них также производятся трубы из разного металла, отличающиеся малым сечением.
Барабанные станы подразделяются на такие виды:
станы многократные (конструкция одних рассчитана на функционирование без скольжения, а других – со скольжением).;
агрегаты многократные, работающие на основе принципа противонатяжения проволоки.
Технологическая операция волочения длинномерного метиза выполняется однократными станами всего за один проход. В многократных агрегатах эта процедура реализуется за два-три прохода, но само волочение осуществляется с использованием непрерывной схемы. На производственных площадях калибровочных цехов крупных меткомбинатов размещено до двух десятков единиц оборудования, различающихся по мощности и предназначенных для выпуска проволоки.

Изготовление фильер осуществляется в соответствии с требованиями металлокерамической технологии. В качестве сырья используется термокорунд, а также карбиды таких элементов как вольфрам (W), ванадий (V), тантал (Та), титан (Ті), молибден (Мо), бор (В). Данным сплавам присуща небольшая вязкость, повышенная твердость и отличная устойчивость к истиранию.
Волока является очень надежным инструментом. Обеспечивается это ее укладкой в вязкую и весьма прочную стальную обойму. Конструкция последнего приспособления:
не оказывает на фильеру воздействие, работающее на сжатие;
в ходе волочения снижает уровень растягивающих напряжений.
Следует отметить один важный момент, касающийся изготовления очень тонкой стальной проволоки (с диаметром меньшим 0,2 мм). Для этого используются волоки, созданные из синтетического минерала, получившего название технический алмаз.
Сегодня наблюдается тенденция применения сборных волок. Их конструкция предоставляет возможность производить длинномерный метиз в условиях повышенного гидродинамического трения. Кроме того, сборная волока:
гарантированно сокращает затраты электроэнергии, требуемые для реализации технологического цикла волочения;
обеспечивает увеличение производительности агрегатов на 20%-30%.
Удаление окалины – разновидности операции и ее нюансы
Эффективность процесса волочения напрямую зависит от качества обработки поверхности. Сегодня для удаления окислов железа (Fе 2 О 3 , FеО и Fе 3 О 4 ) – окалины – применяются три способа. Рассмотрим их несколько подробнее.
Механическая очистка
Механическая очистка – наименее финансово затратная операция не в ущерб качеству достигнутого результата. По этой причине данный метод получил наибольшее распространение. Осуществляется он путем периодического перегибания проволоки в различных плоскостях между роликами, являющимися компонентами спецконструкции, с финишной очисткой заготовки щетками со стальным ворсом.
Химическая очистка
Химические способы требуют значительно больших расходов. Проводятся они с использованием следующих веществ – НСl (соляная кислота) и Н 2 SО 4 (серная кислота). Таким образом, химическая очистка сопряжена с опасностью для работников. Поэтому меткомбинаты применяют эту технологию, лишь когда без нее действительно не обойтись. При этом допускаются к ее проведению только сотрудники, прошедшие специализированный курс обучения. Химической очисткой обрабатываются длинномерные метизы из высоколегированных кислотостойких нержавеющих сталей.
Электрохимическая очистка
Выполняется данная операция электролитическим травлением. Оно подразделяется на два вида – анодное и катодное. Менее опасным и более эффективным считается первый. Роль анода в нем играет подвергаемая очистке заготовка. А в качестве катода выступает свинцовая, железная либо медная пластина.
Катодное травление сопряжено со следующими опасностями:
активное выделение элемента Н 2 (это водород). Его контакт с атмосферным кислородом может привести к взрыву;
отрыв окалины с трудом поддается контролю. По этой причине формируется т.н. «травильная хрупкость».
Процедура удаления оксидов железа химическими реагентами должна завершаться тщательной промывкой промежуточного продукта производства. Тогда поверхность заготовки освободится от кислотного раствора, остатков травильных веществ, окалинного шлама, загрязнений и солей элемента Fе. При проведении промывки не непосредственно после химобработки все перечисленные соединения просто засохнут.
Технические требования
Сегодня наибольшее распространение получила проволока, изготовленная из стали конструкционной углеродистой. Ее производство регламентируется ГОСТом 7305-91. Рассмотрим технические требования, выдвигаемые данным нормативным документом к подобной конечной продукции.
В качестве сырья должна использоваться сталь:
качественная углеродистая конструкционная 50, 45, 40, 35, 30, 25 и 20;
полуспокойная качественная углеродистая конструкционная 20пc, 15пc и 10пc;
кипящая качественная углеродистая конструкционная 20кп, 15кп, 10кп и 08кп.
Поверхность длинномерного метиза должна быть свободной от:
периодически повторяющихся выступов, либо, наоборот, углублений, сформированных прокатными валками – отпечатков;
скоплений углублений, образовавшихся на этапе проката – рябизны;
углублений произвольной направленности, имеющих к тому же неправильную форму – царапин;
пленочных отслоений, свидетельствующих о нарушении целостности металла, которое возникло в ходе раскатывания газового пузыря;
канавок с невыступающими кромками и с дном плоской либо закругленной конфигурации – рисок;
окисных пленок, характеризующихся рыхлой структурой, сформировавшихся при контакте металла с влагой – ржавчины;
вкраплений частиц окалины, вдавленных при волочении – вкатанной окалины;
отслоений металла, соединенных с его основой, ориентированных по направлению проведенной прокатки – плен;
продольно ориентированных дефектов, плотно прилегающих к поверхности, вызывающих нарушение сплошности материала изготовления – закатов, глубиной, превышающей половину величины предельно допустимых отклонений по параметру «диаметр проволоки». Факт незначительного омеднения длинномерного метиза, вызванного нанесением подсмазочного слоя до выполнения процедуры волочения, не выводит изделие в категорию брака.
Производится проволока должна на катушках либо в мотках. Ее намотку нужно проводить так, чтобы:
витки не перепутывались;
была обеспечена возможность свободного сматывания в любом из вариантов производства;
когда моток освобождается от перевязей, длинномерный метиз, сворачиваясь, не формировал «восьмерку».
В состав мотка должен входить один отрезок проволоки.
На катушке недопустимо наличие больше трех отрезков длинномерного метиза. Там, где они разделены, необходимо прокладывать закладки. Вариант замены отметок мест разделения – вывод с последующим закреплением на одной из щек катушки концов кусков проволоки.
Допускается чтобы в партии имелись катушки либо мотки, масса куска проволоки в которых была бы меньше указанного в таблице числа на 50%. Но их количество не должно превышать 10% от общего веса произведенной продукции.

Масса отдельного куска длинномерного метиза в любом варианте производства (катушка либо моток) зависит от диаметра изделия. Нормами ГОСТа 17305-91 установлено требуемое соответствие данных параметров. Оно представлено в таблице.
Сталистая проволока что это такое?
Стальная проволока создается как из одного вида металла, так и из подобранного по рецептуре под определенную задачу сплава. Материал производится тремя основными методами:
- протяжка;
- прокатка;
- прессование.
На выходе можно получить обширный сортамент проволоки, с разным типом текстуры поверхности, оцинковкой для защиты от коррозии, цветом. Диаметр готового продукта варьируется в диапазоне 0,005 до 17,0 мм.
По своей структуре – это нить. Сечение, чаще всего, круглое. Образцы с большими параметрами сечения можно отнести к категории металлических прутков.
По ГОСТ проволока может быть разных типов. Для стандартных задач применения в местах с небольшим натяжением используется сплошная. Там, где нагрузки значительно увеличиваются, в дело идет многожильная. В продаже можно найти и модели круглого сечения с дополнительной внешней оплеткой.
Материал поставляется бухтами. Может применяться для создания крепежа, армирующей сетки. Распространено использование и для изготовления заготовок – от болтов и клепок до шпилек и шплинтов.
Основные виды проволоки
Наша компания поставляет покупателям товар трех основных типов:
1. Вязальная. Относится к категории общего назначения. Основная область использования – вязка арматуры для увеличения прочности бетона. В производстве применяется сталь низкоуглеродистого типа, прошедшая отжиг. Чаще всего продукцию заказывают компании, занимающие монолитным строительством жилья и технических сооружений.
Для производства вязальной проволоки стальную заготовку вальцуют, а потом используют метод холодного волочения. Получается стальная нить с круглым сечением. Выпускается товар с покрытием и без. Диаметр первого типа варьируется в диапазоне от 0,16 до 10 мм, второго – от 0,2 до 6 мм. В качестве внешнего слоя может выступать цинк или полимерный состав.
Среди других областей использования:
- Возведение сетчатых ограждений.
- Создание колючей проволоки.
- Крепление отдельных элементов друг к другу там, где нужно обеспечить плотное сцепление.
Производят стальную вязальную проволоку по ГОСТ 3282-74.
2. Канатная. Такая разновидность получила свое название из-за использования при производстве канатов. Стальные нити легко сплетаются между собой, создавая плотный трос, способный выдерживать большие нагрузки.
Материал применяется при плетении грузопассажирских и грузовых канатов. Они используются при буксировке, креплении крупных конструкций, монтаже лифтов, создании строп повышенной прочности. В производстве допускается использование только углеродистой стали. Это прописывается в ГОСТ 1050 и ГОСТ 14959. За параметры самого материала отвечает ГОСТ 7372-79.
Как и вязальная проволока, этот тип может выпускаться с цинковым покрытием для дополнительной защиты от коррозии.
3. ВР-1. Производится по ГОСТ 6727-80. Номинальный диаметр может быть 3-5 мм. Поставляется в мотках. Главное отличие продукта – он создается из стали с малым уровень содержания углерода.
Основная область применения – монтаж арматурной сетки. Она может укладываться в бетон, армировать кирпичные строения и укреплять другие материалы. Допускается использование сварки для скрепления между собой частей каркаса. Также заказчиками выступают и заводы, производящие ЖБИ различного назначения – от плит до колодцев.

Три основных способа определения диаметра провода.
Способов есть несколько, но в основе каждого из них лежит определение диаметры жилы с последующими вычислениями окончательных результатов.
Способ первый. С помощью приборов. На сегодня есть ряд приборов, которые помогают измерить диаметр провода или жилы провода. Это микрометр и штангенциркуль, которые бывают как механическими, так и электронными (смотрите ниже).
Читать также: Как сделать картофелесажалку своими руками для минитрактора
Этот вариант в первую очередь подойдет для профессиональных электриков, которые постоянно занимаются монтажом электропроводки. Наиболее точные результаты можно получить с помощью штангенциркуля. Эта методика имеет преимущества в том, что возможно проводить измерения диаметра провода даже на участке работающей линии, например, в розетке.
После того, как вы измерили диаметр провода, необходимо провести подсчеты по следующей формуле:
Необходимо помнить, что число «Пи» составляет 3,14, соответственно, если мы разделим число «Пи» на 4, то сможем упростить формулу и свести вычисления к умножению 0,785 на диаметр в квадрате.
Способ второй. Используем линейку. Если вы решили не тратить деньги на прибор, что логично в данной ситуации, то можете использовать простой проверенный способ для измерения сечения провода или провода?. Вам понадобится простой карандаш, линейка и проволока. Зачищаете жилу от изоляции, плотно накручиваете ее на карандаш, и после этого линейкой измеряете общую длину намотки (как показано на рисунке).

Затем длину намотанной проволоки делите на количество жил. Полученное значение и будет диаметром сечения провода.

Но при этом необходимо учитывать следующее:
- чем больше жил вы намотаете на карандаш, тем более точный будет результат, количество витков должно быть не меньше 15;
- витки прижимайте плотно к друг другу, чтобы между ними не оставалось свободного пространства, это значительно уменьшит погрешность;
- проведите замеры несколько раз (меняйте при этом сторону замера, направление линейки и др.). Несколько полученных результатов поможет вам опять же избежать большой погрешности.
Обратите внимание и на минусы данного способа измерения:
1. Измерить можно только сечение тонких проводов, так как толстый провод вам с трудом удастся намотать на карандаш.
2. Для начала вам нужно будет приобрести маленький кусочек изделия, прежде чем делать основную покупку.
Формула, о которой говорили выше, подходит для всех измерений.
Способ третий. Пользуемся таблицей. Чтобы не проводить расчеты по формуле, вы можете использовать специальную таблицу, в которой указан диаметр провода? (в миллиметрах) и сечение проводника (в миллиметрах квадратных). Готовые таблицы дадут вам более точные результаты и значительно сэкономят ваше время, которое вам не придется тратить на вычисления.
Людям, которые только знакомятся ближе с электричеством, обязательно нужно знать, как определить сечения кабеля по диаметру. Этот параметр можно считать одним из самых важных и поэтому информацией касательно него должен владеть каждый электрик. Но все же, начинающим электрикам или студентам немного сложно определить сечение кабеля по диаметру жилы и поэтому данный вопрос следует обсудить детальнее.
Нужно понимать то, что любой кабель состоит из некоторого количества жил, которые в сечении имеют форму круга. Именно от того, какую площадь будет иметь в сечении конкретный кабель и будут определяться параметры его проводимости. Чем толще кабель, тем больше электроэнергии он сможет проводить.
Таблицы сортамента проволоки
Вязальная проволока
Так как продукт используется во многих отраслях, важны размеры проволоки, технические характеристики и вес. Они собраны в таблицах ниже.
Механические свойства вязальной проволоки.
| Диаметр проволоки, мм | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, %, не менее | ||
| Без покрытия | С покрытием | Без покрытия | С покрытием | |
| 0,16-0,45 | 290-490(30-50) | 340-540(35-55) | 15 | 12 |
| 0,45-1,00 | ||||
| 1,00-1,20 | ||||
| 1,20-2,50 | ||||
| 2,50-3,20 | 20 | 18 | ||
| 3,20-3,60 | ||||
| 3,60-4,50 | ||||
| 4,50-6,00 | ||||
| 6,00-7,50 | — | — | ||
| 8,00 | ||||
| 8,00-10,00 | ||||
Параметры веса и длины вязальной проволоки в соответствии с ГОСТ 3282-74
| Диаметр проволоки, мм | Вес 1 м проволоки, кг | Вес проволоки в мотке (катушке), кг, не менее | |
| без покрытия | с покрытием | ||
| 0,16 | 0,00016 | 1 | — |
| 0,18 | 0,00020 | ||
| 0,22 | 0,00030 | 2 | 0,3 |
| 0,25 | 0,00039 | ||
| 0,28 | 0,00048 | ||
| 0,30 | 0,00055 | ||
| 0,32 | 0,00063 | ||
| 0,35 | 0,00076 | ||
| 0,36 | 0,00080 | ||
| 0,37 | 0,00084 | ||
| 0,40 | 0,00099 | ||
| 0,45 | 0,00125 | ||
| 0,50 | 0,00154 | ||
| 0,55 | 0,00187 | ||
| 0,56 | 0,00193 | ||
| 0,60 | 0,00222 | 5 | 0,6 |
| 0,63 | 0,00245 | ||
| 0,70 | 0,00302 | ||
| 0,80 | 0,00395 | ||
| 0,85 | 0,00445 | ||
| 0,90 | 0,00499 | ||
| 0,95 | 0,00556 | ||
| 1,0 | 0,00617 | ||
| 1,1 | 0,00746 | 8 | 2 |
| 1,2 | 0,00888 | ||
| 1,3 | 0,01042 | ||
| 1,4 | 0,01208 | ||
| 1,6 | 0,01578 | ||
| 1,8 | 0,01998 | ||
| 2,0 | 0,02466 | ||
| 2,2 | 0,02984 | 12 | 5 |
| 2,5 | 0,03853 | ||
| 2,8 | 0,04834 | ||
| 3,0 | 0,05549 | ||
| 3,2 | 0,06313 | ||
| 3,5 | 0,07553 | ||
| 3,6 | 0,07990 | ||
| 4,0 | 0,09865 | 30 | 10 |
| 4,5 | 0,12485 | ||
| 5,0 | 0,15414 | ||
| 5,5 | 0,18650 | ||
| 5,6 | 0,19335 | ||
| 6,0 | 0,22195 | ||
| 6,3 | 0,24470 | 40 | — |
| 7,0 | 0,30210 | ||
| 8,0 | 0,39459 | ||
| 9,0 | 0,49940 | ||
| 10,0 | 0,61654 | ||
Канатная проволока
Покупка стальной канатной проволоки всегда связана с определением требуемых характеристик создаваемого из нее троса. Основные параметры указаны в таблицах ниже:
Таблица допускаемого разбега временного сопротивления разрыву канатной проволоки.
Таблица соотношения поверхностной плотности цинка для канатной стальной проволоки с покрытием.
Детальная инструкция по проведению замеров
Весь процесс вычисления параметров сечения кабеля можно разделить на 6 этапов, каждый из которых имеет свою специфику и должен подчиняться конкретным правилам.
1 этап
Нужно взять кабель, для которого человек собирается определять параметр сечения. Чаще всего для такой цели используются провода, состоящие из 2 или 4 жил. Жилы должны быть изолированы друг от друга специальными материалами.
Как правило, жилы внутри кабеля обладают одинаковыми показателями диаметра, но можно и встретить такие варианты провода, где одна из жил намного тоньше остальных вариантов. Если в кабеле есть одна тонкая жила, значит, она предназначается для заземления.
2 этап
Жилы необходимо очень аккуратно очистить от изоляции провода – с этой целью нужно использовать небольшой, но очень острый нож.
Затем взять штангенциркуль или микрометр и, воспользовавшись инструментом, рассчитать диаметр жилы. Полученное в миллиметрах значение стоит куда-то записать. Используя этот параметр, нужно будет рассчитать такой показатель, как площадь поперечного сечения. Чтобы это сделать, человеку придется умножить коэффициент 0,25 на число П, которое ровняется 3,14, а также на полученное значение диаметра в квадрате. Общая формула для этого расчета выглядит так – S=0,25xПxD в квадрате. Полученное значение необходимо умножить на количество жил, которые присутствуют в определенном кабеле.
Дополнительно нужно вычислить сопротивление провода, для чего понадобятся следующие показатели:
- длина провода;
- сечение кабеля;
- материал, из которого изготовлен кабель.
Имея эти параметры, можно без проблем вычислить показатель сопротивления.
3 этап
Чтобы понять, как делаются замеры на практике и узнать нужную информацию, нужно рассмотреть момент расчета на конкретном примере. Если у пользователя в руках есть медный кабель, который состоит из 4 жил, а параметр его диаметра составляет 2мм, то можно искать площадь его сечения.
Совет! Для проведения замеров лучше использовать микрометр, который позволит получить более точные показатели, а значит, и весь расчет будет максимально точным и правильным.
Чтобы определить этот параметр, стоит заняться моментом расчета площади поперечного сечения для одной из жил. Сделать это позволяет следующая формула:
S=0,25х3,14х2 в квадрате = 3,14мм в квадрате
Принцип расчета очень простой и максимально понятный. Определив параметр поперечного сечения одного из проводов, можно найти этот показатель для целого кабеля. Чтобы его определить, достаточно умножить полученный по формуле, указанной выше показатель, на общее количество кабелей.
4 этап
Определив параметр сечения, человек может узнать, какой максимальный ток может протекать именно по выбранному кабелю. Также, имея выше указанный показатель на руках, человек может определить сопротивление. К примеру, максимальный ток именно для кабеля из меди можно рассчитать, используя соотношение 8А на 1мм в квадрате. Исходя из этого, предельное значение тока будет составлять 8х12,56=100,5А. для алюминиевого кабеля используются немного другие параметры, которые составляют 5А на 1мм квадратный.
Читать также: Соединительные наконечники для проводов
5 этап
Зная значение длины кабеля, можно легко опередить его сопротивление. Чтобы понять, как это делается, нужно рассмотреть все на конкретном примере. К примеру, если длина конкретного кабеля составляет 200м, то чтобы определить показатель сопротивления, нужно умножить удельное сопротивление материала на длину кабеля и поделить на площадь его поперечного сечения. Сделав эти расчеты, можно без проблем определить нужный параметр.
Особенности производства порошковой проволоки
Порошковая проволока представляет собой непрерывный электрод, который состоит из металлической оболочки и сердечника. В качестве оболочки служит холоднотканная лента низкоуглеродистой стали толщиной 0,2 – 0,8 мм. Сталь должна быть пластичной это обеспечит правильное формирование и волочение проволоки. Сердечник состоит из смеси руд, ферросплавов, минеральных порошков. Производство линий порошковой проволоки является востребованным бизнесом, поскольку существует постоянный спрос на продукцию. Главным предназначением порошковой проволоки является сопровождение процесса сварки и наплавки как ручной, так и автоматизированной. Наибольшее применение имеет проволока для сварки низколегированных и углеродистых сталей.

Состав порошковой проволоки
Классифицируется сварочный материал по назначению:
- для сварки на высокой скорости в один проход;
- для сварки труб;
- для сварки металлоконструкций;
- общего назначения.
Чаще всего производится самозащитная проволока, ее особенность в составе смеси сердечника – в равных пропорциях деоксидирующие и шлакообразующие присадки. Благодаря такому составу при сварке отпадает необходимость в использовании внешнего флюса и газа.
Технология производства порошковой проволоки
Процесс изготовления заключается в наполнении металлической оболочки сердечником и осуществляется на автоматизированной линии по производству проволоки сварной. Технологический процесс сводится к следующим этапам:
- подготовка исходных материалов;
- формирование профиля;
- засыпка сердечника в профиль;
- волочение;
- контроль.
Подготовительный этап состоит в том, чтобы очистить ленту от влаги и масла, а также происходит ее нарезка в соответствии с необходимым диаметром сечения. Далее, разрезанную ленту наматывают на катушку для более удобного использования. Сердцевина – шихта также нуждается в предварительной подготовке. В соответствии с пропорциями технологического процесса смешиваются компоненты наполнителя. Этот процесс осуществляется в смесителях линии производства порошковой проволоки.
Когда же масса станет однородной можно приступать к следующему процессу – засыпанию шихты в корытообразный профиль металлической ленты. На этом этапе важно подобрать оптимальную скорость протяжки ленты, если она будет заполняться неравномерно это повлияет на качество конечного продукта. После засыпания шихты лента закрывается и формируется круглый профиль. На следующем этапе происходит волочение – профиль протягивается между барабанами волочильной установки, в результате чего уменьшается диаметр до нужного размера. Последний этап проходит на большой скорости – до 350 м/мин, это увеличивает производительность и снижает себестоимость. Готовое изделие следует проверить на соответствие заданным параметрам. Это происходит путем расчета коэффициента заполнения – соотношение массы сердцевины к единице длины изготовленной проволоки. Для каждой марки рассчитывается свой показатель, но в среднем коэффициент укладывается в 25 -40 %. На этом технологический процесс изготовления порошковой проволоки окончен, ее можно готовить к реализации.
Спецификация отдельных узлов производственной линии
В России производством линий порошковой проволоки занимаются крупнейшие машиностроительные компании:
- Вулкан ТМ;
- ТИМ-МЕТИЗ;
- ТМ Велтек.
На рынке присутствуют также и иностранные поставщики:
- Atlantic Chinna;
- DEM;
- Bohler.
В целом линия имеет стандартный набор узлов, отличительными чертами разных производителей может стать система управления, качество материала, из которого изготовлены узы, максимальная мощность и производительность.
Линия по производству проволоки сварной состоит из следующих узлов:
- механизм подачи;
- узел обезжиривания;
- узел подачи шихты;
- формовочная машина;
- узел волочения;
- намоточный механизм.
Узел подачи оснащен двойными конусами удерживателя, механизмом поднятия катушки и толкателем. Эти устройства приводятся в действие пневматическим приводом. Масса узла 1000кг.
Узел обезжиривания оснащен 24 плоскими форсунками, двумя помпами, четырьмя нагревателями, вентилятором. Максимальная скорость обработки ленты – 100 м/мин.
Система подачи шихты включает в себя емкость для смешивания компонентов наполнителя и системой транспортировки его в формовочные секции.
Максимальная производительность – 150 кг/час, ёмкость – 30 л.
Формовочная секция представляет собой ленту толщиной 0,9 мм, шириной 14 мм, выполненную из малоуглеродистой стали. Работает в направлении –слева направо, скорость протяжки – 100 м/мин.
Секция волочения имеет четыре направляющих вала, систему охлаждения, фильеру. Изготовлена из стали марки FC 250.
Намоточный механизм оснащен катушкой и удерживателем, которые приводятся в действие пневматическим приводом. Скорость намотки – 250 м/мин, максимальный вес – 1000 кг.
В собранном виде линия по производству сварной проволоки занимает 15 метров в длину и 4 в ширину, высота 4,2 м, общая масса – до 14 тонн. При подготовке помещения для размещения автоматизированной линии необходимо учитывать ее габариты, а также необходимость водоснабжения и электропитания (трехфазное, не менее 380 В). Средняя производительность в год при полной загрузке может составить 4000 тонн готовой проволоки.
Сварочная проволока: что это такое, виды и применение

Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие. При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Омедненная проволока
Материал обладает таким же набором достоинств, что и проволока для сваривания нержавеющей стали. Плюс ко всему он также способствует снижению расхода наконечников, независимо от марки сварочного аппарата. Основное предназначение – соединение высоколегированных и углеродистых сталей в защищенной среде.
На потребительский рынок расходник поставляется намотанным на пластиковую кассету. Благодаря удобству использования повышается результативность работы специалистов. Стандартная толщина омедненной проволоки составляет 0,6; 0,8 и 1 мм. Она упрощает повторный поджиг сварочной дуги и поддерживает стабильность ее горения на разных режимах.
Классический пример такого расходного материала – проволока СВ-08Г2С, имеющая в своем составе 1% кремния, 2% марганца и 0,8% углерода. Еще один вариант – это сварочная проволока марки esab, предназначенная для работы с большим ассортиментом сталей, включая инструментальную, судовую, штампованную; нержавейку, алюминий и даже чугун.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.
Алюминиевая проволока
Используется в работе с алюминиевыми сплавами, в которых содержание кремния не превышает 3%, а меди – от 3 до 5%. Продукция, выпускаемая для полуавтоматических сварочных аппаратов, делается из алюминия, который положительно влияет на формирование шва:
- придает дополнительной прочности;
- в точности соответствует по цвету заготовкам;
- обладает такой же устойчивостью к коррозии, как и любой иной алюминиевый сплав.
Наиболее часто применяется в автомобильном производстве и судостроении. На третьем месте по востребованности находятся организации, где свариваемые конструкции взаимодействуют с водой. Характеризуется отличной пластичностью и небольшим весом; чаще всего применяется в газосварке. Пригоден для соединения других цветных металлов.
На практике нет металлических деталей или конструкций, которые бы состояли из чистого алюминия. всегда используются дополнительные включения, которые улучшают те или другие характеристики. Это утверждение справедливо и для самой сварочной проволоки, хотя нередко количество добавок измеряется не превышает одного процента. К примеру, всего 0,2% титана дают возможность специалисту положить мелкозернистый шов, что крайне необходимо при выполнении точных работ.
Тем не менее, по ГОСТу проволока из чистого алюминия определена в отдельную категорию. Помимо нее существуют сплавы с магнием, медью или кремнием. В дополнение к положениям государственного стандарта есть и технические условия, которые регламентируют выпуск других сплавов: с хромом, а также с кремнием и магнием.
Важным условием качественного соединения является соответствие состава заготовок и расходного материала. Как исключения может рассматриваться только магний, который активно испаряется при высокой температуре. Его состав в присадке может быть большим от номинального на 10-20%.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Маркировка сварочной проволоки
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана. Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности. Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.
Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» - 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
Новичкам непросто разобраться в ассортименте существующих на рынке видов сварочных проволок. Ведь их общее число превышая 70 вариантов. Для начала неплохо будет знать хотя бы наиболее популярные, которые чаще всего используются и в профессиональной и любительской среде.
Одна из часто применяемых марок – Св-10Г1СН. Предназначена для работы в защитной среде с заготовками из низколегированной стали. Три следующие марки – Св-10ГА, Св08 и Св08А лучше всего подходят для аргонодуговой сварки при соединении низкоуглеродистых металлов. Перечисленные марки проволоки хорошо показали себя в газовой сварке. Особенно, если речь идет о соединении водопроводных труб.
Если присадочный материал обозначен аббревиатурами Св08ХН2М, Св08ХМФА и Св08ГС или Св-06Х19Н9Т, то его можно смело использовать для сваривания низколегированной стали. Несмотря на бюджетную стоимость, они выдают очень хороший конечный результат. Для работы с высоколегированной сталью специалисты чаще всего выбирают марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Читайте также:
- Для чего предназначена горелка для ручной дуговой сварки неплавящимся электродом в защитном газе
- Уроки сварки полуавтоматом для начинающих без газа
- Аппарат сварочный ма 500
- Из чего делают электроды для сварки
- Какое расстояние должно быть при резке на открытом воздухе от места сварки до огнеопасных материалов