Как должны соединяться сварочные провода
Обновлено: 20.09.2024
Соединение проводов сваркой
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 - 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Сварочные инверторы, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 - 90А. Для двух - трех проводов сечением 2,5 мм2 ток достигает уже 80 - 100А, а для трех-четырех 100 - 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 - 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1 .

Рисунок 1 . Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 - 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш - образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 - 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 - 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 - 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2 .
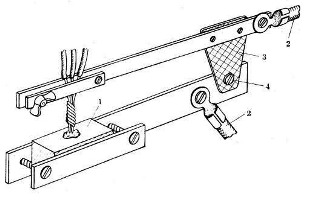
Рисунок 2 . Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3 .
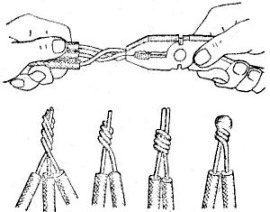
Рисунок 3 . Скрутки для сварки проводов
Про аппараты точечной сварки читайте здесь . В статье описаны несколько самодельных конструкций таких аппаратов для домашнй мастерской.
Большая Энциклопедия Нефти и Газа
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [1]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [2]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [3]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [4]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [5]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [6]
Соединение жил сварочных проводов между собой должно выполняться горячей пайкой. Подключение электропроводок к электрододержателю, свариваемому изделию и сварочному аппарату допускается только при помощи специальных зажимов или медных кабельных наконечников, скрепленных болтами с шайбой. [7]
Соединение жил сварочных проводов между собой должно выполняться горячей пайкой. Подключение электропроводок к электродержателю, свариваемому изделию и сварочному аппарату допускается только при помощи специальных зажимов или медных кабельных наконечников, скрепленных болтами с шайбами. [8]
Соединение жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и свароч ному аппарату производится при помощи медных ка бельных наконечников, скрепленных болтами и шайбами. [9]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [10]
Соединения жил сварочных проводов нужно производить при помощи прессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [11]
Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки, специальных зажимов. Подключение электропроводов к электрододержателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами с шайбами. [12]
Запрещается прокладывать голые или с плохой изоляцией провода, а также применять кустарные электропредохранители завышенного сечения и провода, не обеспечивающие прохождение сварочного тока требуемой силы. Соединения жил сварочных проводов нужно производить при помощи опрессования, сварки, пайки и специальных зажимов. Подключение электропроводов к электродер жателю, свариваемому изделию и сварочному аппарату производится при помощи медных кабельных наконечников, скрепленных болтами и шайбами. [13]
Простое соединение сварочного кабеля без пайки
Владельцы бюджетных сварочных инверторов сталкиваются с проблемой излишне коротких проводов. У моего аппарата они всего лишь по 180 см, что ограничивает удобство при работе. Я решил заменить плюсовой кабель новым цельным куском, а массу срастить из 2 родных отрезков. Для их соединения я предлагаю надежный способ без пайки и опрессовки.
Материалы и инструменты
- шестигранный ключ;
- тонкая медная проволока;
- термоусадочная трубка под диаметр кабеля;
- изолента;
- плоскогубцы;
- газовый паяльник;
- ножницы по металлу или кабелерез;
- монтажный нож.
Сращивание кабеля
Для начала необходимо снять наконечник кабеля, который подключается к инвертору. Для этого он вставляется в аппарат, после чего нужно с силой натянуть изоляционный колпак на себя. Под нагрузкой он выходит, открывая наконечник. Тот фиксируется одним болтиком. Его нужно выкрутить шестигранным ключом, чтобы освободить кабель. Для предотвращения раздавливания пучок жил обмотан медной пластинкой, которую тоже нужно снять, разогнув плоскогубцами.
Далее потребуется подготовить два свободных конца на отрезках кабеля для сращивания. С помощью кабелереза или ножниц по металлу их концы подрезаются, чтобы сделать ровные торцы.
Длина оголенных жил на обоих кабелях должна быть одинаковой. В зависимости от ситуации нужно будет немного снять лишней изоляцией на одном из них с помощью монтажного ножа или просто обрезать второй провод немного больше. Оптимальная длина пучков для сращивания около 3 см.
Подставляю торцы подготовленных пучков жил двух кабелей друг к другу и массирующими движениями надвигаю их навстречу. Медные жилы раздвигаются, обеспечивая сращивание. По мере сдвижения медные проводки распушаются, поэтому их нужно контролировать пальцами, возвращая на место, чтобы они не преломлялись.
После того как жилки дойдут за несколько миллиметров до начала изоляции их нужно обжать пальцами. При этом не нужно ничего закручивать. В данном способе скрутка не применяется.
Чтобы зафиксировать сращивание беру медную проволочку. Ее можно снять с любого старого электромотора или трансформатора. Она имеет прозрачное диэлектрическое покрытие, но оно не помешает. Ни в коем случае нельзя использовать алюминий, поскольку он окисляется с медью. Не подойдет и сталь, по причине плохой гибкости.
Для надежного затягивания проволочки я применяю рыбацкий узел, которым фиксируются крючки к леске. Для этого на ее конце формируется длинная петелька. Проволочка просто складывается вдвое с коротким хвостиком около 8 см. Она прикладывается к сращенному кабелю с сантиметровым нахлестом на изоляцию. После чего длинный конец начинает наматываться от ее короткого кончика по направлению к повороту петли.
Для большей надежности нужно мотать виточек к виточку. Проволочка должна быть натянута, чтобы достигнуть тугого соединения. Покрыв витками всю длину сращивания кабеля, проволока обрезается. Нужно оставить хвостик примерно в 10 см.
Полученный в результате конец запускается в кольцо петли. После этого петелька затягивается за короткий край, который располагается на другой стороне, где были начаты витки. Утягивать нужно до тех пор, пока длинный конец не уйдет под обмотку.
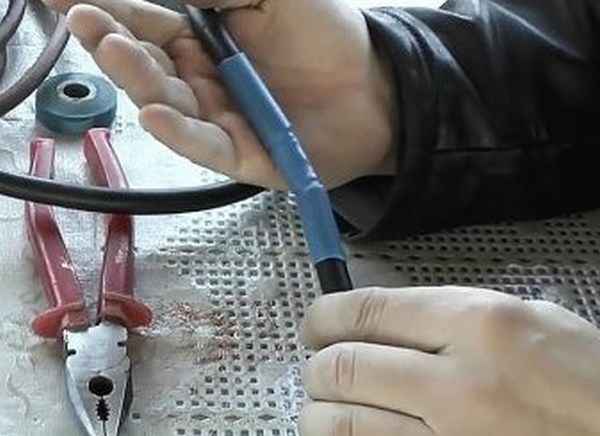
Осталось только изолировать готовое соединение. Для этого я сначала затянул его термоусадочной трубкой, после чего решил еще добавить и изоленты. Оказалось, было бы лучше сделать наоборот.
Установка наконечника
Остается только установить наконечник кабеля. Нужно сначала выровнять пластинку, удерживающую жилы в пучке. Она выравнивается плоскогубцами. После этого я ее разогреваю газовым паяльником докрасна и бросаю в воду. Применяется тот же принцип, что и при закалке стали, но медь от этого становится не твердой, а мягкой. Размягченная пластина легко обматывается вокруг пучка жил.
Далее устанавливаю на нее наконечник, зажимаю болтик ключом и возвращаю на место изоляционный колпак. Если он не хочет сидеть плотно, то на кабель можно подмотать немного изоленты, чтобы сделать утолщение.
Такой способ сращивания кабеля практически вечен, и не требует наличия дорогих редко применяемых инструментов, таких как мощный паяльник или обжимной пресс для гильз. Соединение получается вполне гибким, что от него и требуется.
Смотрите видео
Как быстро и просто соединить сварочный кабель

Как соединить сварочный кабель без пайки и опрессовки
Все сварщики сталкиваются с необходимостью соединить сварочный кабель. Очень часто проделывать это приходится, и в том случае, если сварочные провода необходимо удлинить.
При этом не у всех есть возможность использовать паяльник и опрессовку, поскольку нужно быстро и качественно соединить провода. Как это можно сделать без особых проблем, читайте ниже.
Инструменты и материалы
К прочности и надёжности соединения сварочных кабелей предъявляются особые требования. Плохой контакт не только затруднит выполнения сварочных работ, но и грозит неприятными последствиями, вплоть до удара током. Чтобы этого не случилось, необходимо уметь правильно соединять сварочные кабели.

Чтобы надёжно и быстро соединить два кабеля по рассматриваемой схеме, нужно иметь следующие материалы и инструменты:
- Острый нож;
- Пассатижи;
- Термоусадочную трубку (можно использовать и изоленту, однако термоусадочная трубка, всё-таки лучше);
- Кусок тонкой медной проволоки (1-2 метра).

Перед тем, как нарастить сварочный кабель, необходимо будет снять старый наконечник и избавиться от всего лишнего.
Как соединить сварочный кабель без пайки и опрессовки
Итак, возьмём и зачистим два конца сварочных кабелей, которые нужно соединить. Зачищать нужно концы длиной 3-5 см, можно и больше. В итоге, концы зачищенных кабелей должны быть не только очищены от изоляции, но иметь ровные торцы. Если что, для выравнивания торцов используем кабелерез или обычные ножницы по металлу.

После этого, распушиваем концы кабелей и соединяем их вместе, только без скрутки. Просто направляем один конец на другой и обеспечиваем тем самым их сращивание. Очень важно, чтобы зачищенные концы кабелей имели бы одинаковую длину, а иначе работа будет выполнена неудовлетворительно.

Для того чтобы надёжно соединить два конца сварочных кабелей, необходимо на всю длину соединения намотать медную проволоку. Наматывать проволоку нужно аккуратно, и обязательно виток к витку, а не как-нибудь. После намотки, концы проволоки нужно соединить вместе, после чего можно заниматься изолированием кабеля.
Как было сказано ранее, для изоляции лучше всего использовать термоусадочную трубку подходящего диаметра под кабель.
Читайте также: